M Feld TBM341
341
8.5. Ramowe procesy technologiczne wałów stopniowanych
Wybór jednej z tych metod jest podyktowany przede wszystkim kształtem przedmiotu. Dla przedmiotu o przekroju symetrycznym w stosunku do osi stosuje się wirujący przedmiot i nieruchome narzędzie. Przykładem mogą być tutaj części klasy wał. Dla przedmiotów o niesymetrycznym przekroju poprzecznym w stosunku do osi należy stosować układ odwrotny, tzn. nieruchomy przedmiot i wirujące narzędzie. Najlepsze wyniki osiąga się w układzie: obrotowy przedmiot i obrotowe wiertło.
Typowymi narzędziami do wiercenia otworów długich są: wiertła lufowe, wiertła pracujące wg metody BTA, wiertła płytkowe, wiertła rdzeniowe, wiertła do wiercenia ejektorowego.
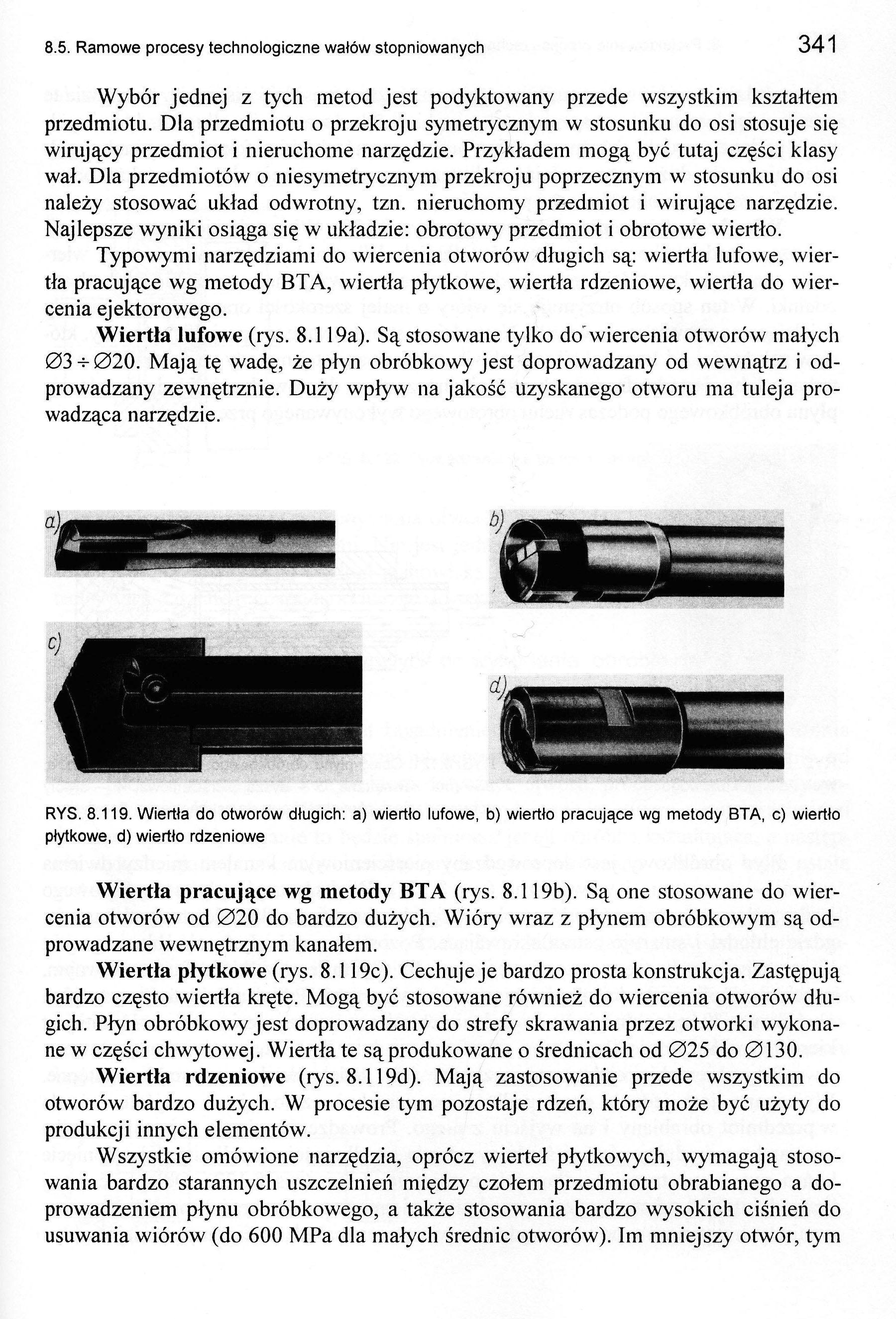
Wiertła lufowe (rys. 8.119a). Są stosowane tylko do'wiercenia otworów małych 03-h 020. Mają tę wadę, że płyn obróbkowy jest doprowadzany od wewnątrz i odprowadzany zewnętrznie. Duży wpływ na jakość uzyskanego otworu ma tuleja prowadząca narzędzie.
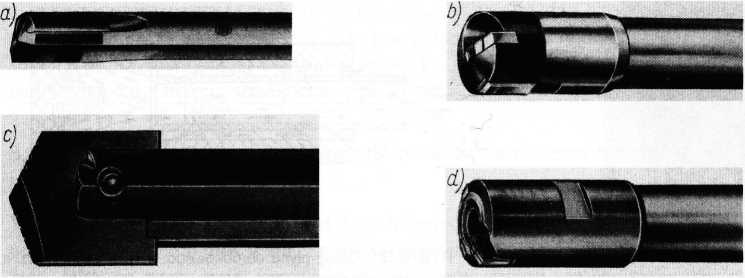
RYS. 8.119. Wiertła do otworów długich: a) wiertło lufowe, b) wiertło pracujące wg metody BTA, c) wiertło płytkowe, d) wiertło rdzeniowe
Wiertła pracujące wg metody BTA (rys. 8.11%). Są one stosowane do wiercenia otworów od 020 do bardzo dużych. Wióry wraz z płynem obróbkowym są odprowadzane wewnętrznym kanałem.
Wiertła płytkowe (rys. 8.119c). Cechuje je bardzo prosta konstrukcja. Zastępują bardzo często wiertła kręte. Mogą być stosowane również do wiercenia otworów długich. Płyn obróbkowy jest doprowadzany do strefy skrawania przez otworki wykonane w części chwytowej. Wiertła te są produkowane o średnicach od 025 do 0130.
Wiertła rdzeniowe (rys. 8.119d). Mają zastosowanie przede wszystkim do otworów bardzo dużych. W procesie tym pozostaje rdzeń, który może być użyty do produkcji innych elementów.
Wszystkie omówione narzędzia, oprócz wierteł płytkowych, wymagają stosowania bardzo starannych uszczelnień między czołem przedmiotu obrabianego a doprowadzeniem płynu obróbkowego, a także stosowania bardzo wysokich ciśnień do usuwania wiórów (do 600 MPa dla małych średnic otworów). Im mniejszy otwór, tym
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
więcej podobnych podstron