M Feld TBM343
343
8.5. Ramowe procesy technologiczne wałów stopniowanych
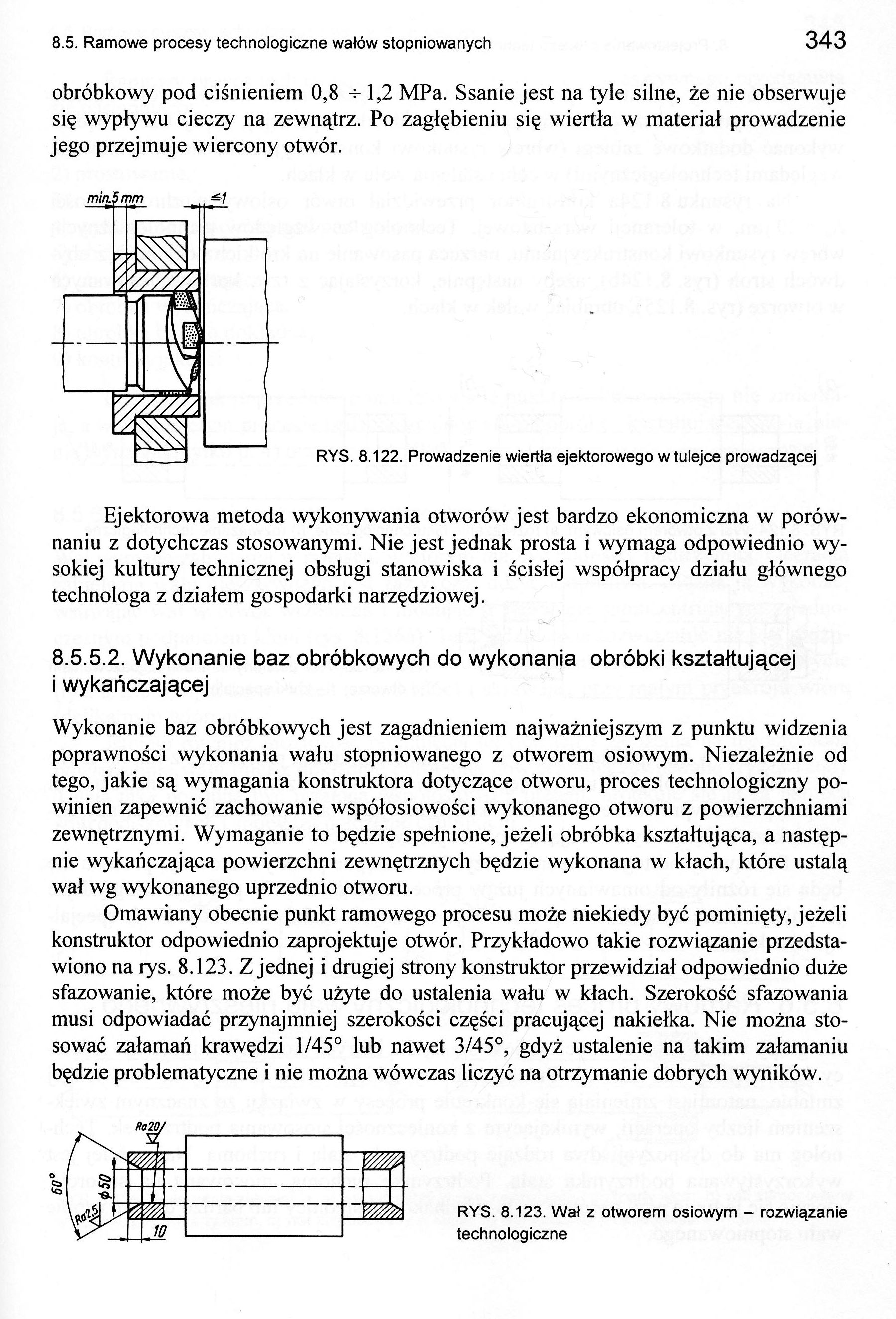
obróbkowy pod ciśnieniem 0,8 h- 1,2 MPa. Ssanie jest na tyle silne, że nie obserwuje się wypływu cieczy na zewnątrz. Po zagłębieniu się wiertła w materiał prowadzenie jego przejmuje wiercony otwór.

RYS. 8.122. Prowadzenie wiertła ejektorowego w tulejce prowadzącej
Ejektorowa metoda wykonywania otworów jest bardzo ekonomiczna w porównaniu z dotychczas stosowanymi. Nie jest jednak prosta i wymaga odpowiednio wysokiej kultury technicznej obsługi stanowiska i ścisłej współpracy działu głównego technologa z działem gospodarki narzędziowej.
8.5.5.2. Wykonanie baz obróbkowych do wykonania obróbki kształtującej i wykańczającej
Wykonanie baz obróbkowych jest zagadnieniem najważniejszym z punktu widzenia poprawności wykonania wału stopniowanego z otworem osiowym. Niezależnie od tego, jakie są wymagania konstruktora dotyczące otworu, proces technologiczny powinien zapewnić zachowanie współosiowości wykonanego otworu z powierzchniami zewnętrznymi. Wymaganie to będzie spełnione, jeżeli obróbka kształtująca, a następnie wykańczająca powierzchni zewnętrznych będzie wykonana w kłach, które ustalą wał wg wykonanego uprzednio otworu.
Omawiany obecnie punkt ramowego procesu może niekiedy być pominięty, jeżeli konstruktor odpowiednio zaprojektuje otwór. Przykładowo takie rozwiązanie przedstawiono na rys. 8.123. Z jednej i drugiej strony konstruktor przewidział odpowiednio duże sfazowanie, które może być użyte do ustalenia wału w kłach. Szerokość sfazowania musi odpowiadać przynajmniej szerokości części pracującej nakiełka. Nie można stosować załamań krawędzi 1/45° lub nawet 3/45°, gdyż ustalenie na takim załamaniu będzie problematyczne i nie można wówczas liczyć na otrzymanie dobrych wyników.
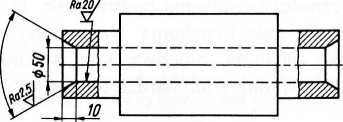
RYS. 8.123. Wał z otworem osiowym - rozwiązanie technologiczne
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
więcej podobnych podstron