M Feld TBM670
670
14. Operacje występujące w procesach technologicznych części różnych klas
W pierwszym robot pobiera przedmiot, przenosi go w strefę obróbki i wykonuje odpowiednie ruchy względem narzędzia (narzędzi). Przykład takiego rozwiązania pokazano na rys. 14.9. Stanowisko przedstawione na tym rysunku służy do usunięcia zadziorów z wyprasek z tworzyw sztucznych. Robot 1 pobiera wypraskę z magazynu wejściowego 2 i na kolejnych jednostkach obróbkowych 3 i 4 obrabia krawędzie oraz powierzchnie wypraski, a także przebija zalane otwory. Obrobione wypraski są odmu-chiwane z pyłu na stanowisku 5 i odkładane do magazynu wyjściowego 6.
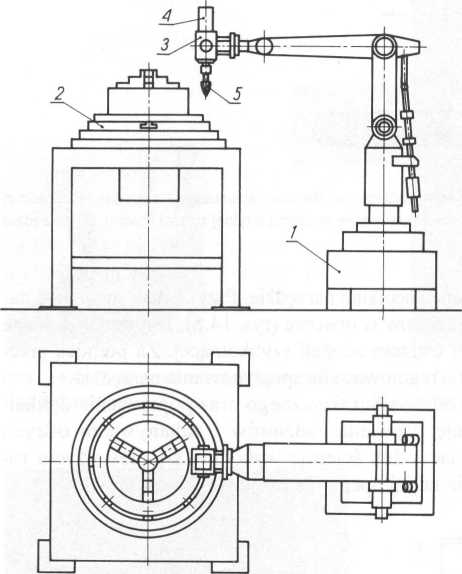
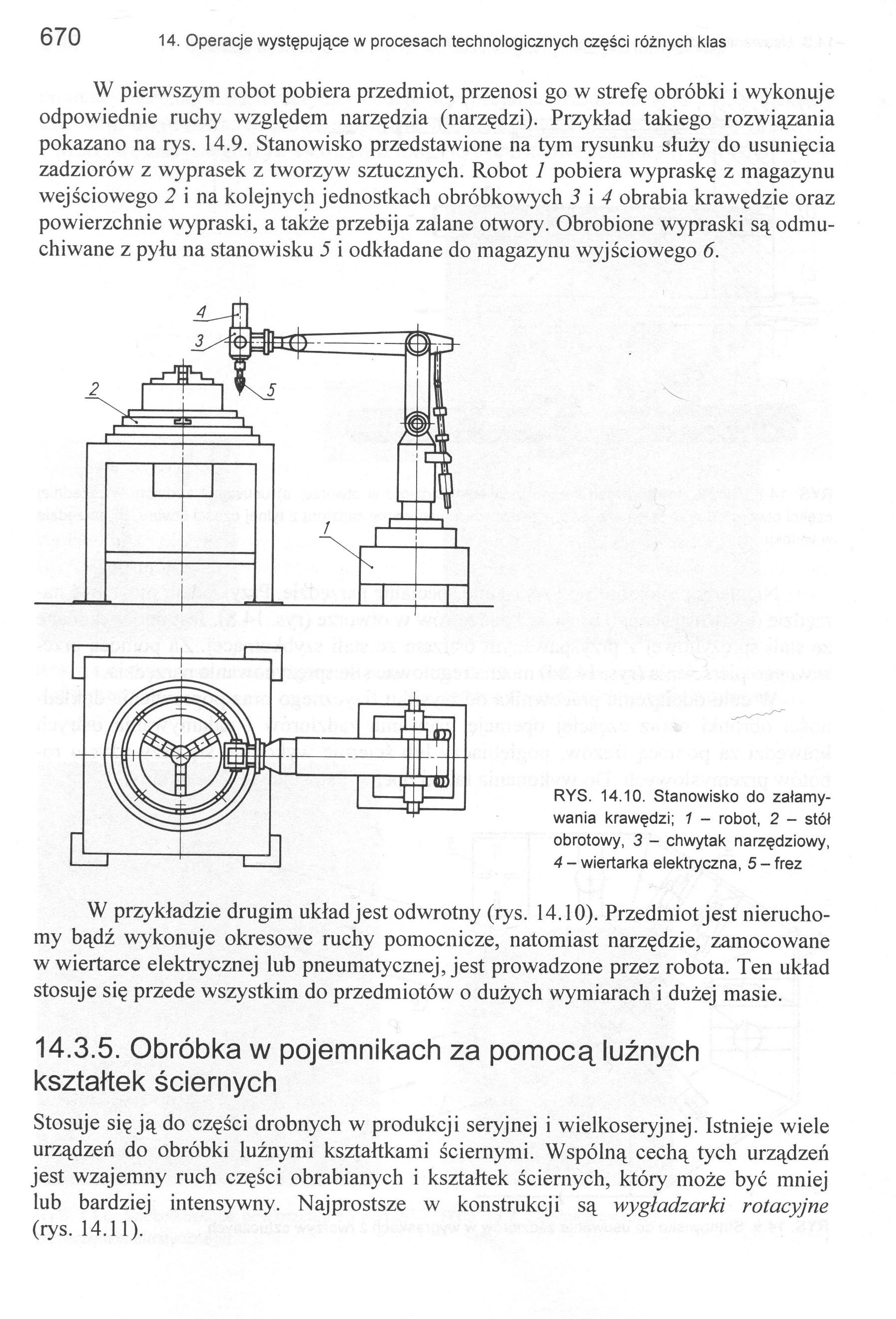
RYS. 14.10. Stanowisko do załamywania krawędzi; 1 - robot, 2 - stół obrotowy, 3 - chwytak narzędziowy, 4 - wiertarka elektryczna, 5 - frez
W przykładzie drugim układ jest odwrotny (rys. 14.10). Przedmiot jest nieruchomy bądź wykonuje okresowe ruchy pomocnicze, natomiast narzędzie, zamocowane w wiertarce elektrycznej lub pneumatycznej, jest prowadzone przez robota. Ten układ stosuje się przede wszystkim do przedmiotów o dużych wymiarach i dużej masie.
14.3.5. Obróbka w pojemnikach za pomocą luźnych kształtek ściernych
Stosuje się ją do części drobnych w produkcji seryjnej i wielkoseryjnej. Istnieje wiele urządzeń do obróbki luźnymi kształtkami ściernymi. Wspólną cechą tych urządzeń jest wzajemny ruch części obrabianych i kształtek ściernych, który może być mniej lub bardziej intensywny. Najprostsze w konstrukcji są wygładzarki rotacyjne (rys. 14.11).
Wyszukiwarka
Podobne podstrony:
M Feld TBM664 664 14. Operacje występujące w procesach technologicznych części różnych klas trasowan
M Feld TBM666 666 14. Operacje występujące w procesach technologicznych części różnych klas Drugą
M Feld TBM672 672 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM676 676 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM678 678 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM682 682 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM668 668 14. Operacje występujące w procesach technologicznych części różnych klasprodukcji
M Feld TBM674 674 14. Operacje występujące w procesach technologicznych części różnych klas14.3.6. F
M Feld TBM663 14Operacje występujące w procesach technologicznych części różnych klas Istnieje wiele
choroszy#6 9. STRUKTURA PROCESU TECHNOLOGICZNEGO Poszczególne operacje występujące w procesie techno
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM010 Spis treściProjektowanie procesu technologicznego części klasy dźwignia Wymagania obró
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM268 268 8. Projektowanie procesu technologicznego części kiasy wał RYS. 8.13. Kolejność pl
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
więcej podobnych podstron