M Feld TBM676
676
14. Operacje występujące w procesach technologicznych części różnych klas
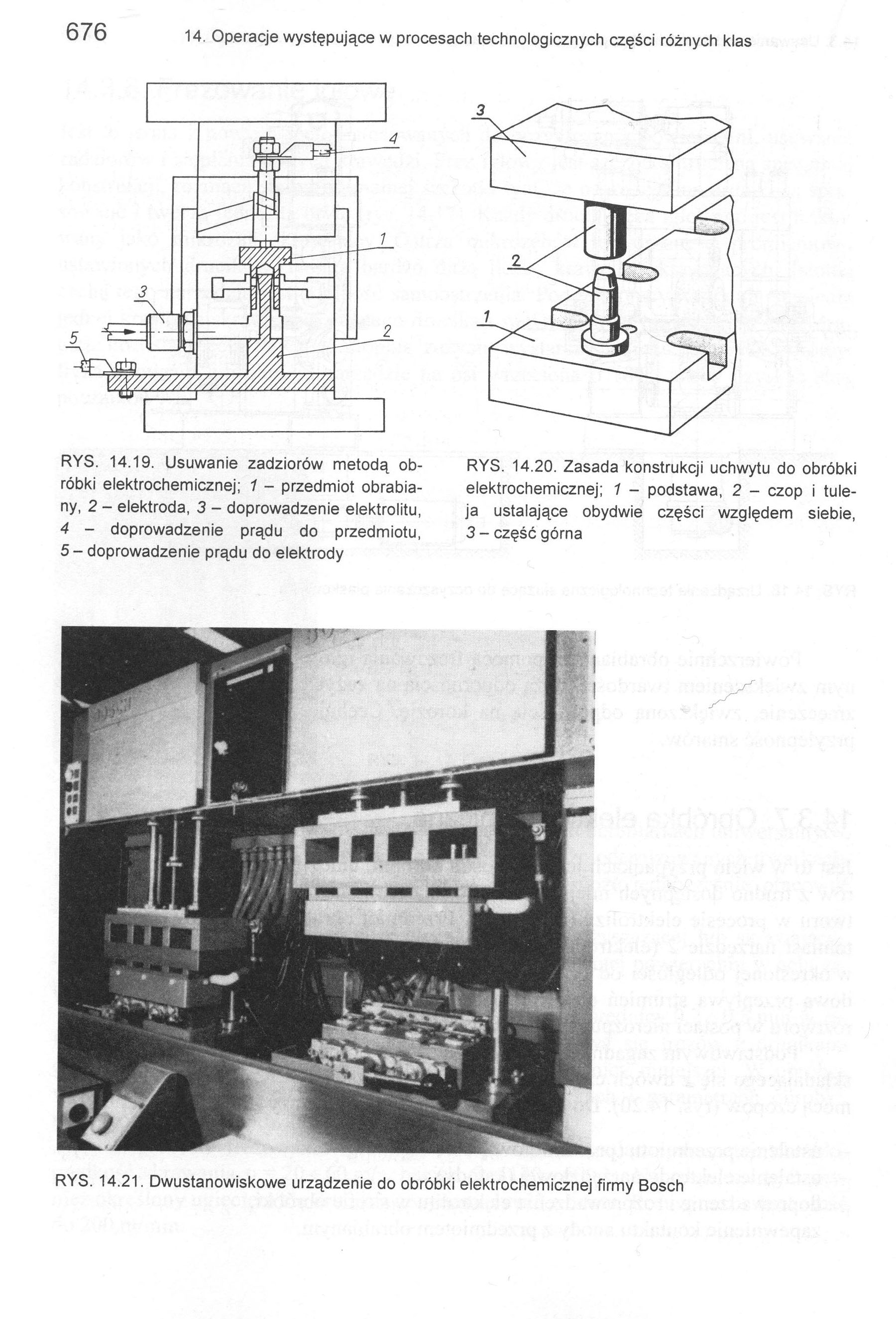
RYS. 14.19. Usuwanie zadziorów metodą obróbki elektrochemicznej; 1 - przedmiot obrabiany, 2 - elektroda, 3 - doprowadzenie elektrolitu,
4 - doprowadzenie prądu do przedmiotu,
5 - doprowadzenie prądu do elektrody
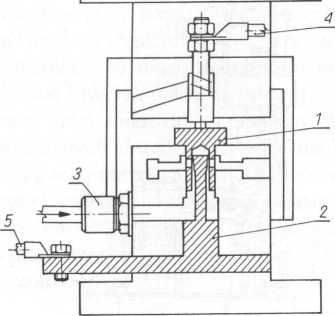
RYS. 14.20. Zasada konstrukcji uchwytu do obróbki elektrochemicznej; 1 - podstawa, 2 - czop i tuleja ustalające obydwie części względem siebie, 3 - część górna
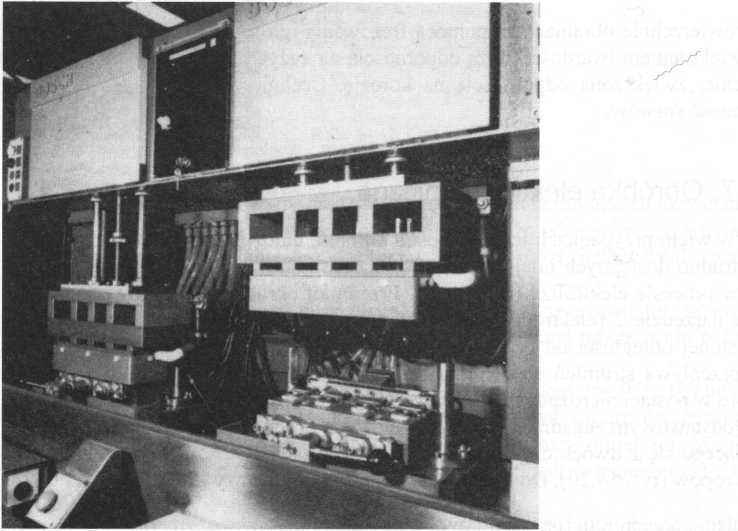
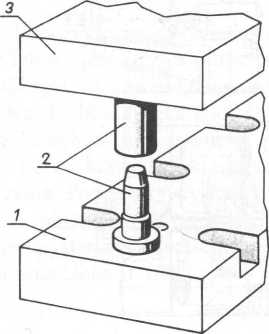
RYS. 14.21. Dwustanowiskowe urządzenie do obróbki elektrochemicznej firmy Bosch
Wyszukiwarka
Podobne podstrony:
M Feld TBM672 672 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM678 678 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM682 682 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM664 664 14. Operacje występujące w procesach technologicznych części różnych klas trasowan
M Feld TBM666 666 14. Operacje występujące w procesach technologicznych części różnych klas Drugą
M Feld TBM670 670 14. Operacje występujące w procesach technologicznych części różnych klas W pierws
M Feld TBM668 668 14. Operacje występujące w procesach technologicznych części różnych klasprodukcji
M Feld TBM674 674 14. Operacje występujące w procesach technologicznych części różnych klas14.3.6. F
M Feld TBM663 14Operacje występujące w procesach technologicznych części różnych klas Istnieje wiele
choroszy#6 9. STRUKTURA PROCESU TECHNOLOGICZNEGO Poszczególne operacje występujące w procesie techno
M Feld TBM268 268 8. Projektowanie procesu technologicznego części kiasy wał RYS. 8.13. Kolejność pl
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
więcej podobnych podstron