M Feld TBM664
664
14. Operacje występujące w procesach technologicznych części różnych klas
trasowanie do wykonania obróbki zgrubnej oraz na trasowanie do wykonania obróbki kształtującej i wykańczającej.
Trasowanie należy starać się wykonać w jednej operacji, ażeby uniknąć kłopotliwego transportu części do stanowiska trasowania. Nie zawsze jest to jednak możliwe. Nie wolno np. trasować otworów na powierzchni, która będzie obrabiana w jednej z pierwszych operacji, ponieważ wówczas trasa zniknie. Wyjątek stanowi trasowanie otworów głównych w części klasy korpus, mimo że trasa może być usunięta. Chodzi jednak wtedy o sprawdzenie półfabrykatu, gdyż w razie stwierdzenia jego niedokładności jest jeszcze możliwość przesunięcia w granicach istniejących naddatków i w wielu przypadkach dzięki temu wykorzystania półfabrykatu. Tak więc, mimo że nie zaznaczono tego w procesach ramowych, w konkretnym opracowaniu operacje trasowania mogą wystąpić dodatkowo.
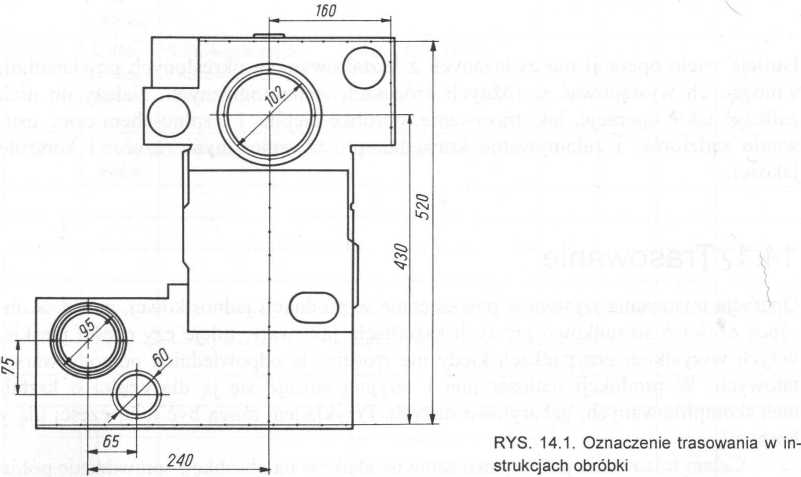
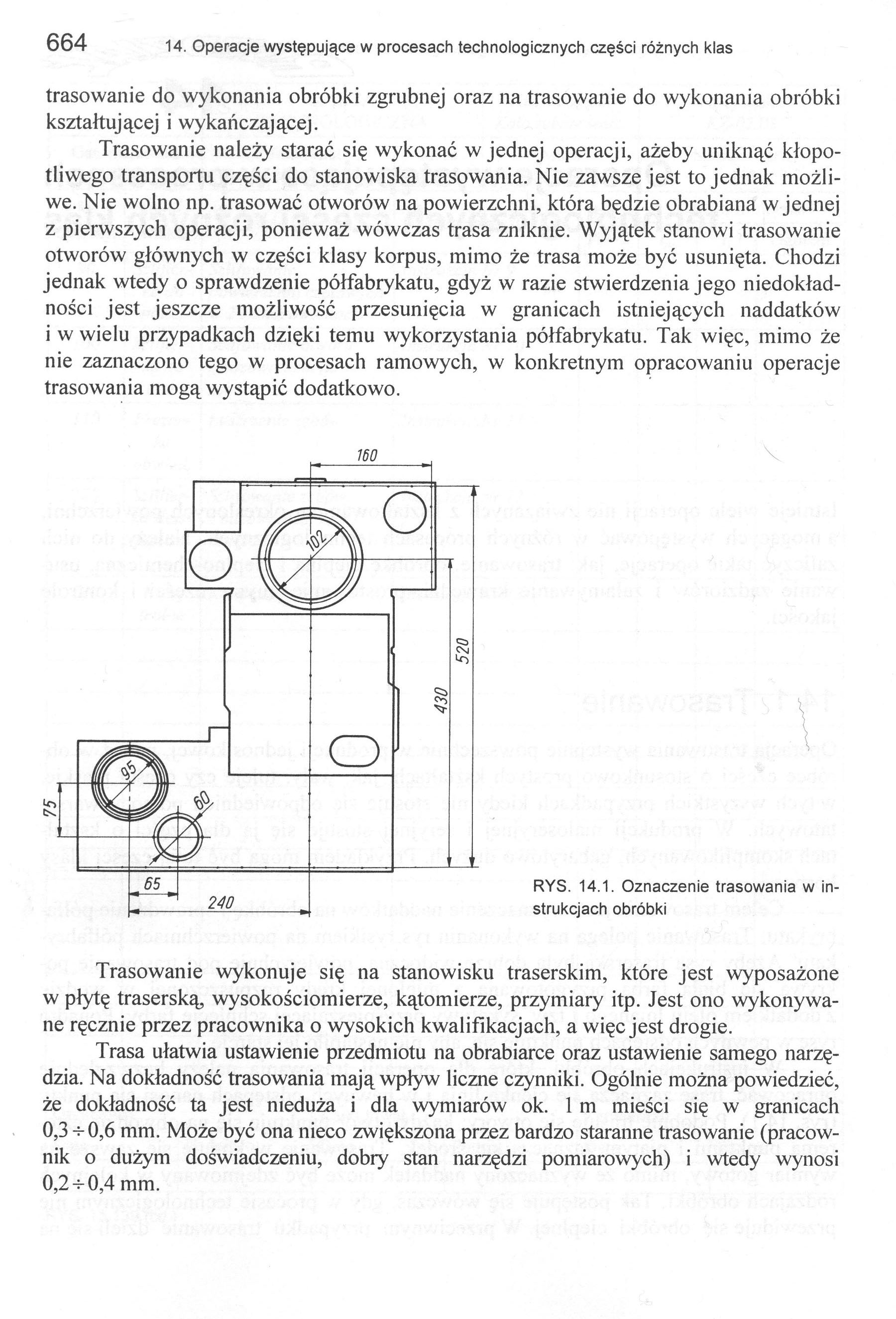
Trasowanie wykonuje się na stanowisku traserskim, które jest wyposażone w płytę traserską, wysokościomierze, kątomierze, przymiary itp. Jest ono wykonywane ręcznie przez pracownika o wysokich kwalifikacjach, a więc jest drogie.
Trasa ułatwia ustawienie przedmiotu na obrabiarce oraz ustawienie samego narzędzia. Na dokładność trasowania mają wpływ liczne czynniki. Ogólnie można powiedzieć, że dokładność ta jest nieduża i dla wymiarów ok. 1 m mieści się w granicach 0,3 + 0,6 mm. Może być ona nieco zwiększona przez bardzo staranne trasowanie (pracownik o dużym doświadczeniu, dobry stan narzędzi pomiarowych) i wtedy wynosi 0,20,4 mm.
Wyszukiwarka
Podobne podstrony:
M Feld TBM666 666 14. Operacje występujące w procesach technologicznych części różnych klas Drugą
M Feld TBM670 670 14. Operacje występujące w procesach technologicznych części różnych klas W pierws
M Feld TBM672 672 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM676 676 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM678 678 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM682 682 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM668 668 14. Operacje występujące w procesach technologicznych części różnych klasprodukcji
M Feld TBM674 674 14. Operacje występujące w procesach technologicznych części różnych klas14.3.6. F
M Feld TBM663 14Operacje występujące w procesach technologicznych części różnych klas Istnieje wiele
choroszy#6 9. STRUKTURA PROCESU TECHNOLOGICZNEGO Poszczególne operacje występujące w procesie techno
M Feld TBM372 3728. Projektowanie procesu technologicznego części klasy wał Specjalna X11. Wykonania
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM010 Spis treściProjektowanie procesu technologicznego części klasy dźwignia Wymagania obró
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM268 268 8. Projektowanie procesu technologicznego części kiasy wał RYS. 8.13. Kolejność pl
więcej podobnych podstron