M Feld TBM372

372
Specjalna X
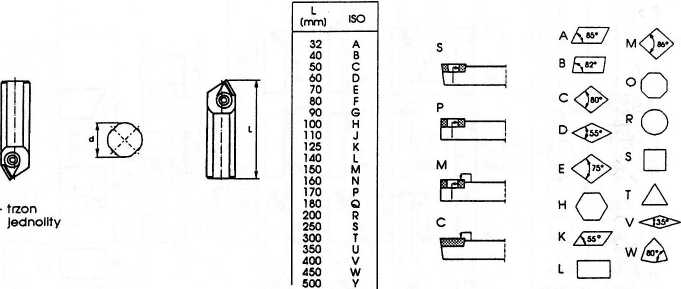
11. Wykonania trzona 7. Średnica trzona
Typa Borlngtoolholders
Schaftausfuhrung dlameter
Schaftdurchmasser
1 i 1 I 2 I 1 3 I 1 1 I 1 5 | 1 9 |
Inserts shape Form der Wanda-schneldplatte

9. Długość 10. Informacja
boku płytki dodatkowa
Cuttlng edge lenght Manufacturer optlon GróBe der Inteme Bezeichnung
Wendeschneldplatte
Toolstyle Inserts clearance
Form des Halters Normal-Frelwinklel der
Wand eschneidplatte
Tl
A
9Cf
E
6(f
K
75°
Y\
v
72,5°
|
7 |
r | |
|
B |
c | |
|
75° |
9CP | |
|
—- | ||
|
F |
G | |
|
9CP |
9CP | |
|
"1 ^ | ||
|
L |
M | |
|
95° |
5CP | |
|
l> |
s * |
fs |
|
s 1 |
T | |
|
ÓCP | ||
|
* | ||
|
W |
Y | |
|
«f : |
J
9*>
U
P
P
P
P
P



5 S
c<$>
DP>
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
więcej podobnych podstron