M Feld TBM672
672
14. Operacje występujące w procesach technologicznych części różnych klas

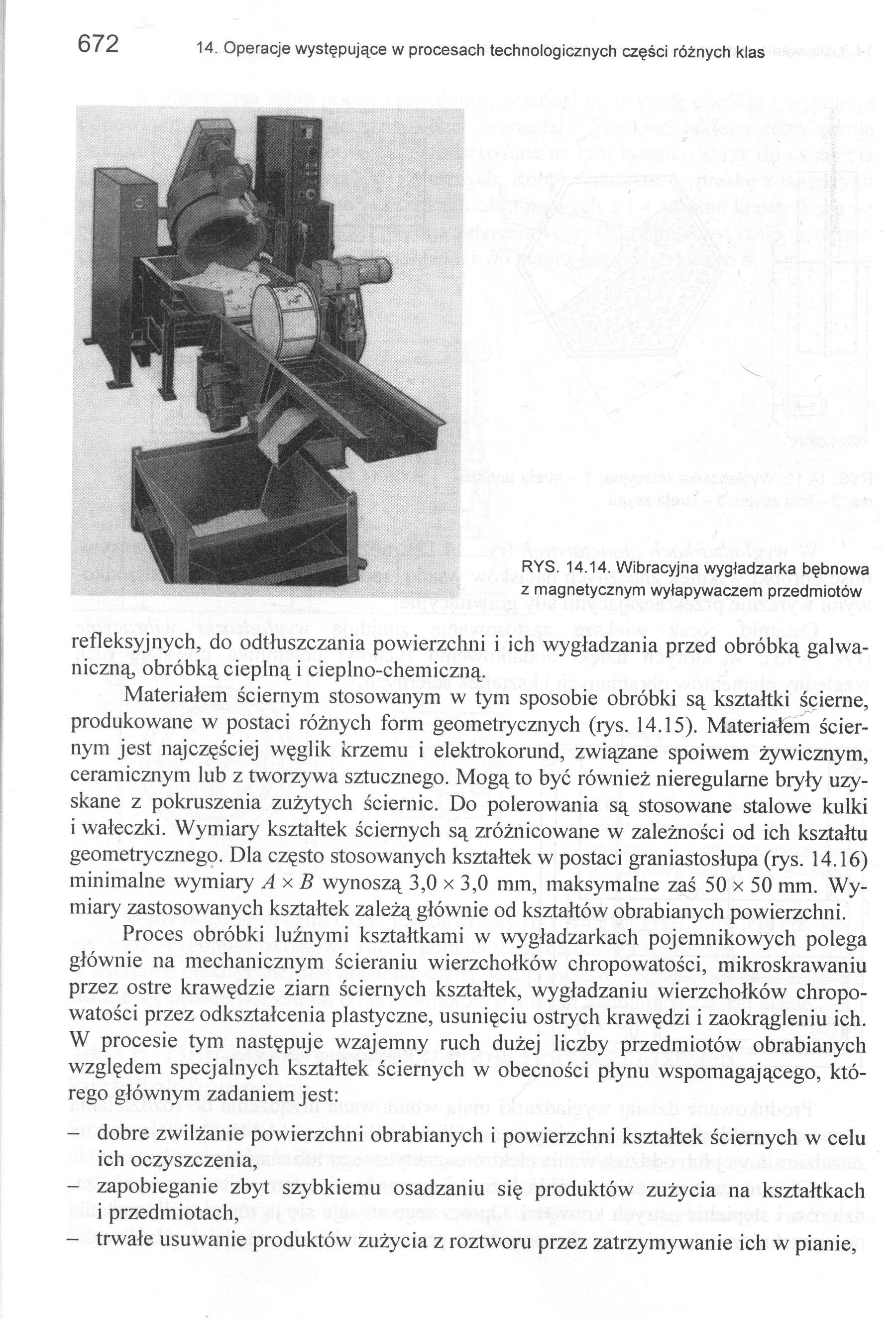
RYS. 14.14. Wibracyjna wygładzarka bębnowa z magnetycznym wyłapywaczem przedmiotów
refleksyjnych, do odtłuszczania powierzchni i ich wygładzania przed obróbką galwaniczną, obróbką cieplną i cieplno-chemiczną.
Materiałem ściernym stosowanym w tym sposobie obróbki są kształtki ścierne, produkowane w postaci różnych form geometrycznych (rys. 14.15). Materiałem ściernym jest najczęściej węglik krzemu i elektrokorund, związane spoiwem żywicznym, ceramicznym lub z tworzywa sztucznego. Mogą to być również nieregularne bryły uzyskane z pokruszenia zużytych ściernic. Do polerowania są stosowane stalowe kulki i wałeczki. Wymiary kształtek ściernych są zróżnicowane w zależności od ich kształtu geometrycznego. Dla często stosowanych kształtek w postaci graniastosłupa (rys. 14.16) minimalne wymiary A x B wynoszą 3,0 x 3,0 mm, maksymalne zaś 50 x 50 mm. Wymiary zastosowanych kształtek zależą głównie od kształtów obrabianych powierzchni.
Proces obróbki luźnymi kształtkami w wygładzarkach pojemnikowych polega głównie na mechanicznym ścieraniu wierzchołków chropowatości, mikroskrawaniu przez ostre krawędzie ziarn ściernych kształtek, wygładzaniu wierzchołków chropowatości przez odkształcenia plastyczne, usunięciu ostrych krawędzi i zaokrągleniu ich. W procesie tym następuje wzajemny ruch dużej liczby przedmiotów obrabianych względem specjalnych kształtek ściernych w obecności płynu wspomagającego, którego głównym zadaniem jest:
- dobre zwilżanie powierzchni obrabianych i powierzchni kształtek ściernych w celu ich oczyszczenia,
- zapobieganie zbyt szybkiemu osadzaniu się produktów zużycia na kształtkach i przedmiotach,
- trwałe usuwanie produktów zużycia z roztworu przez zatrzymywanie ich w pianie,
Wyszukiwarka
Podobne podstrony:
M Feld TBM676 676 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM678 678 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM682 682 14. Operacje występujące w procesach technologicznych części różnych klas RYS. 14.
M Feld TBM664 664 14. Operacje występujące w procesach technologicznych części różnych klas trasowan
M Feld TBM666 666 14. Operacje występujące w procesach technologicznych części różnych klas Drugą
M Feld TBM670 670 14. Operacje występujące w procesach technologicznych części różnych klas W pierws
M Feld TBM668 668 14. Operacje występujące w procesach technologicznych części różnych klasprodukcji
M Feld TBM674 674 14. Operacje występujące w procesach technologicznych części różnych klas14.3.6. F
M Feld TBM663 14Operacje występujące w procesach technologicznych części różnych klas Istnieje wiele
choroszy#6 9. STRUKTURA PROCESU TECHNOLOGICZNEGO Poszczególne operacje występujące w procesie techno
M Feld TBM268 268 8. Projektowanie procesu technologicznego części kiasy wał RYS. 8.13. Kolejność pl
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
więcej podobnych podstron