Obsługa i naprawa Audi (55)
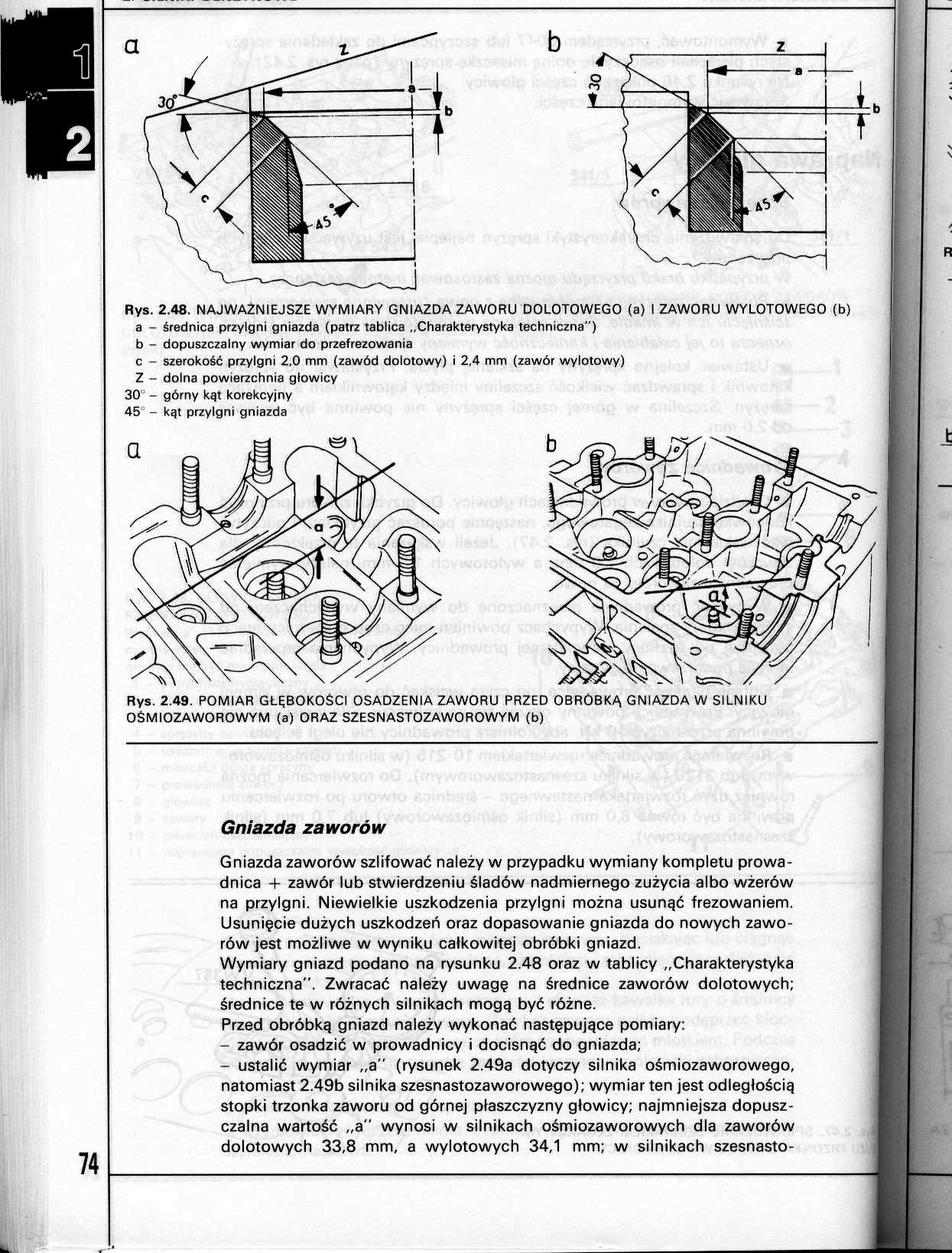
Rys. 2.48. NAJWAŻNIEJSZE WYMIARY GNIAZDA ZAWORU DOLOTOWEGO (a) I ZAWORU WYLOTOWEGO (b) a - średnica przylgni gniazda (patrz tablica „Charakterystyka techniczna") b - dopuszczalny wymiar do przefrezowania
c - szerokość przylgni 2,0 mm (zawód dolotowy) i 2,4 mm (zawór wylotowy)
Z - dolna powierzchnia głowicy 30 - górny kąt korekcyjny 45 - kąt przylgni gniazda

Rys. 2.49. POMIAR GŁĘBOKOŚCI OSADZENIA ZAWORU PRZED OBRÓBKĄ GNIAZDA W SILNIKU OŚMIOZAWOROWYM (a) ORAZ SZESNASTOZAWOROWYM (b)
Gniazda zaworów
Gniazda zaworów szlifować należy w przypadku wymiany kompletu prowadnica + zawór lub stwierdzeniu śladów nadmiernego zużycia albo wżerów na przylgni. Niewielkie uszkodzenia przylgni można usunąć frezowaniem. Usunięcie dużych uszkodzeń oraz dopasowanie gniazda do nowych zaworów jest możliwe w wyniku całkowitej obróbki gniazd.
Wymiary gniazd podano na rysunku 2.48 oraz w tablicy „Charakterystyka techniczna". Zwracać należy uwagę na średnice zaworów dolotowych; średnice te w różnych silnikach mogą być różne.
Przed obróbką gniazd należy wykonać następujące pomiary:
- zawór osadzić w prowadnicy i docisnąć do gniazda;
- ustalić wymiar „a" (rysunek 2.49a dotyczy silnika ośmiozaworowego, natomiast 2.49b silnika szesnastozaworowego); wymiar ten jest odległością stopki trzonka zaworu od górnej płaszczyzny głowicy; najmniejsza dopuszczalna wartość „a" wynosi w silnikach ośmiozaworowych dla zaworów dolotowych 33,8 mm, a wylotowych 34,1 mm; w silnikach szesnasto-
Wyszukiwarka
Podobne podstrony:
Obsługa i naprawa Audi (56) Rys. 2.51. GŁÓWNE WYMIARY ZAWORU (patrz tablica „Charakterystyka technic
Obsługa i naprawa Audi (107) a Rys Z Cł-I SZI Rys. 2.146. CZĘŚCI CHŁODNICY I WENTYLATORA CHŁODNICY S
Obsługa i naprawa Audi (114) Rys. 2.155. SPRAWDZANIE TERMOSTATU ZANURZONEGO W NACZYNIU Z TERMOMETREM
Obsługa i naprawa Audi (115) Rys. 2.156. ROZMIESZCZENIE PRZEWODÓW GAŻNIKA KEIHIN I 1 &nbs
Obsługa i naprawa Audi (116) Rys. 2.157. ROZMIESZCZENIE PRZEWODÓW GAŻNIKA KEIHIN I W SAMOCHODAC
Obsługa i naprawa Audi (118) 1 Rys. 2.159. RYSUNEK MONTAŻOWY GAŻNIKA KEIHIN I (korpus główny) I &nbs
Obsługa i naprawa Audi (119) Rys. 2.160. ROZMIESZCZENIE DYSZ W GAŹNIKU KEIHIN I 1
Obsługa i naprawa Audi (130) Rys. 2.177. USTAWIANIE POKRYWY GAŹNIKA POD Rys. 2.178
Obsługa i naprawa Audi (131) 1 Rys. 2.179. ŚRUBA REGULACYJNA (1) BIEGU JAŁOWEGO W SAMOCHODACH Z AUTO
Obsługa i naprawa Audi (132) Rys. 2.181. GAŻNIK SOLEX 2EE zacisk sprężysty cięgno przepustnicy
Obsługa i naprawa Audi (134) Rys. 2.183. GAŹNIK SOLEX 2EE (część dolna - szczegółowy opis w tekście)
Obsługa i naprawa Audi (135) Rys. 2.184. GAŹNIK SOLEX 2EE (część górna - rozmieszczenie dysz w pokry
Obsługa i naprawa Audi (137) Rys. 2.187. GAŻNIK SOLEX 2EE Położenie wkręta regulacyjnego stężenia CO
Obsługa i naprawa Audi (138) Rys. 2.189. GAŹNIK SOLEX 2EE. Regulacja położenia dźwigni przepustnicy
Obsługa i naprawa Audi (139) 3 3 Rys. 2.191. GAŻNIK SOLEX 2E2 Rozmieszczenie przewodów podciśnieniow
Obsługa i naprawa Audi (148) Rys. 2.208. REGULACJA CIĘGIEN PRZEPUSTNIC W SAMOCHODACH Z AUTOMATY
Obsługa i naprawa Audi (150) Rys. 2.209. PRZED SPRAWDZENIEM BIEGU JAŁOWEGO ZAŁOŻYĆ ZACISKACZ (1) NA
Obsługa i naprawa Audi (159) Rys. 2.219. CZĘŚCI ZAMOCOWANIA FILTRU POWIETRZA WRAZ Z PRZEWODAMI 1 - p
Obsługa i naprawa Audi (164) Rys. 2.225. ZESPÓŁ WTRYSKIWACZA UKŁADU MONO-MOTRONIC (część dolna) 1 &n
więcej podobnych podstron