Obsługa i naprawa Audi (56)
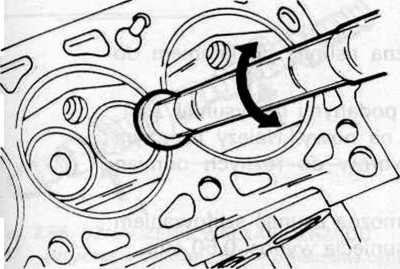
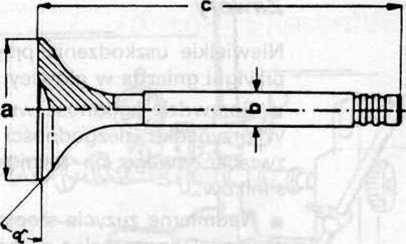
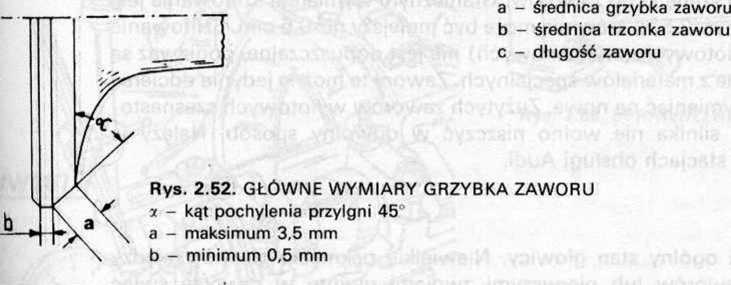
Rys. 2.51. GŁÓWNE WYMIARY ZAWORU (patrz tablica „Charakterystyka techniczna”)
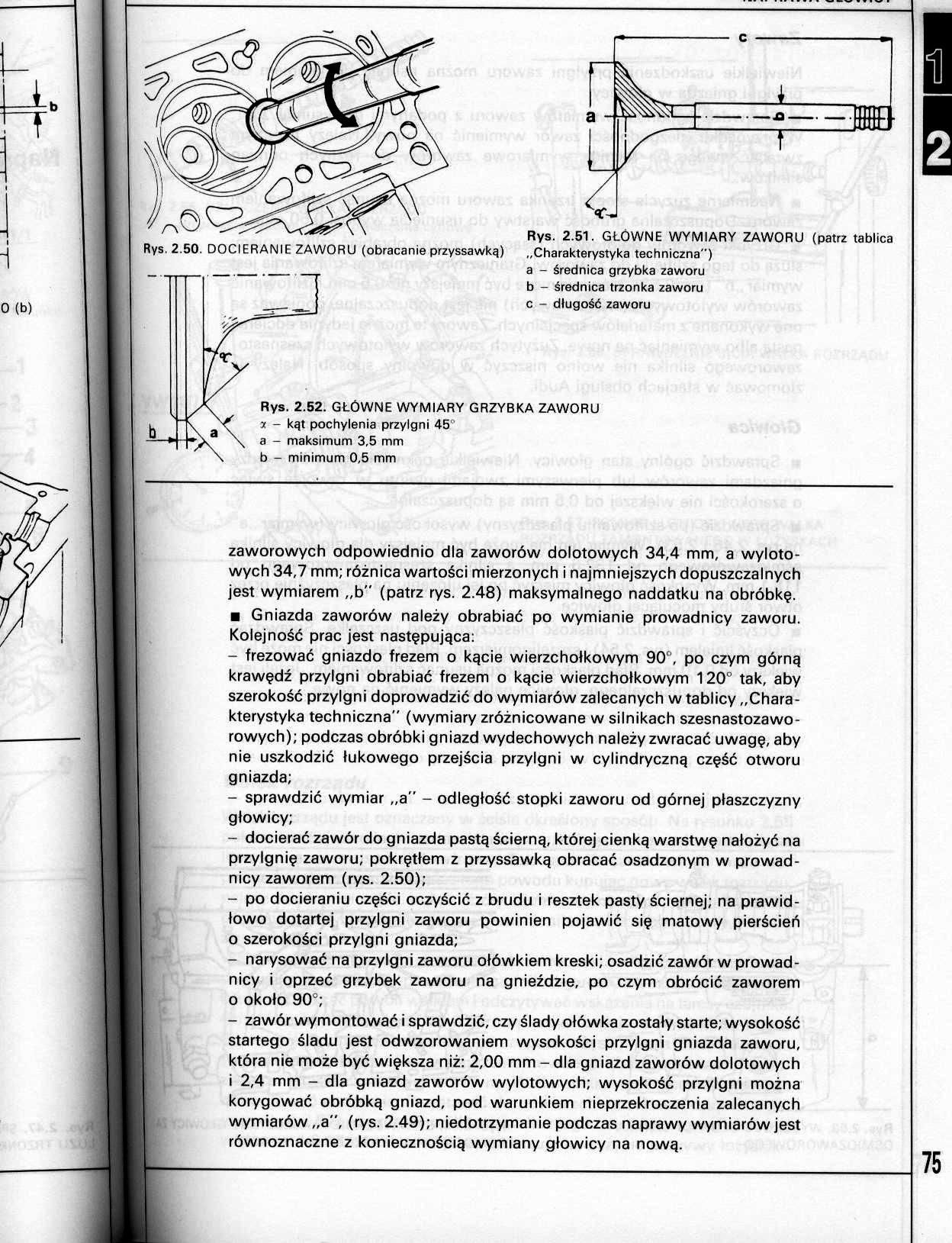
Rys. 2.50. DOCIERANIE ZAWORU (obracanie przyssawką)
zaworowych odpowiednio dla zaworów dolotowych 34,4 mm, a wylotowych 34,7 mm; różnica wartości mierzonych i najmniejszych dopuszczalnych jest wymiarem „b" (patrz rys. 2.48) maksymalnego naddatku na obróbkę. ■ Gniazda zaworów należy obrabiać po wymianie prowadnicy zaworu. Kolejność prac jest następująca:
- frezować gniazdo frezem o kącie wierzchołkowym 90°, po czym górną krawędź przylgni obrabiać frezem o kącie wierzchołkowym 1 20° tak, aby szerokość przylgni doprowadzić do wymiarów zalecanych w tablicy „Charakterystyka techniczna" (wymiary zróżnicowane w silnikach szesnastozawo-rowych); podczas obróbki gniazd wydechowych należy zwracać uwagę, aby nie uszkodzić łukowego przejścia przylgni w cylindryczną część otworu gniazda;
- sprawdzić wymiar „a" - odległość stopki zaworu od górnej płaszczyzny głowicy;
- docierać zawór do gniazda pastą ścierną, której cienką warstwę nałożyć na przylgnię zaworu; pokrętłem z przyssawką obracać osadzonym w prowadnicy zaworem (rys. 2.50);
- po docieraniu części oczyścić z brudu i resztek pasty ściernej; na prawidłowo dotartej przylgni zaworu powinien pojawić się matowy pierścień o szerokości przylgni gniazda;
- narysować na przylgni zaworu ołówkiem kreski; osadzić zawór w prowadnicy i oprzeć grzybek zaworu na gnieździe, po czym obrócić zaworem
0 około 90°;
- zawór wymontować i sprawdzić, czy ślady ołówka zostały starte; wysokość startego śladu jest odwzorowaniem wysokości przylgni gniazda zaworu, która nie może być większa niż: 2,00 mm - dla gniazd zaworów dolotowych
1 2,4 mm - dla gniazd zaworów wylotowych; wysokość przylgni można korygować obróbką gniazd, pod warunkiem nieprzekroczenia zalecanych wymiarów „a", (rys. 2.49); niedotrzymanie podczas naprawy wymiarów jest równoznaczne z koniecznością wymiany głowicy na nową.
Wyszukiwarka
Podobne podstrony:
Obsługa i naprawa Audi (55) Rys. 2.48. NAJWAŻNIEJSZE WYMIARY GNIAZDA ZAWORU DOLOTOWEGO (a) I ZAWORU
Obsługa i naprawa Audi (107) a Rys Z Cł-I SZI Rys. 2.146. CZĘŚCI CHŁODNICY I WENTYLATORA CHŁODNICY S
Obsługa i naprawa Audi (114) Rys. 2.155. SPRAWDZANIE TERMOSTATU ZANURZONEGO W NACZYNIU Z TERMOMETREM
Obsługa i naprawa Audi (115) Rys. 2.156. ROZMIESZCZENIE PRZEWODÓW GAŻNIKA KEIHIN I 1 &nbs
Obsługa i naprawa Audi (116) Rys. 2.157. ROZMIESZCZENIE PRZEWODÓW GAŻNIKA KEIHIN I W SAMOCHODAC
Obsługa i naprawa Audi (118) 1 Rys. 2.159. RYSUNEK MONTAŻOWY GAŻNIKA KEIHIN I (korpus główny) I &nbs
Obsługa i naprawa Audi (119) Rys. 2.160. ROZMIESZCZENIE DYSZ W GAŹNIKU KEIHIN I 1
Obsługa i naprawa Audi (130) Rys. 2.177. USTAWIANIE POKRYWY GAŹNIKA POD Rys. 2.178
Obsługa i naprawa Audi (131) 1 Rys. 2.179. ŚRUBA REGULACYJNA (1) BIEGU JAŁOWEGO W SAMOCHODACH Z AUTO
Obsługa i naprawa Audi (132) Rys. 2.181. GAŻNIK SOLEX 2EE zacisk sprężysty cięgno przepustnicy
Obsługa i naprawa Audi (134) Rys. 2.183. GAŹNIK SOLEX 2EE (część dolna - szczegółowy opis w tekście)
Obsługa i naprawa Audi (135) Rys. 2.184. GAŹNIK SOLEX 2EE (część górna - rozmieszczenie dysz w pokry
Obsługa i naprawa Audi (137) Rys. 2.187. GAŻNIK SOLEX 2EE Położenie wkręta regulacyjnego stężenia CO
Obsługa i naprawa Audi (138) Rys. 2.189. GAŹNIK SOLEX 2EE. Regulacja położenia dźwigni przepustnicy
Obsługa i naprawa Audi (139) 3 3 Rys. 2.191. GAŻNIK SOLEX 2E2 Rozmieszczenie przewodów podciśnieniow
Obsługa i naprawa Audi (148) Rys. 2.208. REGULACJA CIĘGIEN PRZEPUSTNIC W SAMOCHODACH Z AUTOMATY
Obsługa i naprawa Audi (150) Rys. 2.209. PRZED SPRAWDZENIEM BIEGU JAŁOWEGO ZAŁOŻYĆ ZACISKACZ (1) NA
Obsługa i naprawa Audi (159) Rys. 2.219. CZĘŚCI ZAMOCOWANIA FILTRU POWIETRZA WRAZ Z PRZEWODAMI 1 - p
Obsługa i naprawa Audi (164) Rys. 2.225. ZESPÓŁ WTRYSKIWACZA UKŁADU MONO-MOTRONIC (część dolna) 1 &n
więcej podobnych podstron