20686 star266100
100 Naprawa samochodu terenowego STAR 266
padku stwierdzenia luzu należy dobrać podkładkę o odpowiedniej grubości. Podkładki oporowe wykonywane są w następujących grubościach:
1251 304 051 = 5,000 mm 1251 304 050 = 5,025 mm 1251 304 049 = 5,050 mm 1251 304 048 = 5,075 mm 1251 304 047 = 5,100 mm 1251 304 088 = 5,125 mm 1251 304 089 = 5,150 mm 1251 304 090 = 5,175 mm 1251 304 091 = 5,200 mm
24. Po dobraniu odpowiedniej podkładki należy założyć sprężynę naciskową i sworzeń blokowania do otworu wałka głównego.
25. Nasunąć podkładkę oporową otworem w kierunku sworznia blokowania, nacisnąć podkładkę i obrócić tak, aby sworzeń blokowania zaskoczył do nieprzelotowego otworu podkładki. W ten sposób nastąpi promieniowe i osiowe zabezpieczenie podkładki oporowej.
26. Sprawdzić luz osiowy koła zębatego trzeciego biegu. Luz ten powinien wynosić 0,2— —0,35 mm.
27. Nasunąć złożenie igiełkowe na bieżnię łożyskową, nasunąć ostrożnie koło zębate czwartego biegu uzębieniem sprzęgłowym skierowanym do napędu aż do osiowego oparcia.
28. Nasadzić pierścień cierny synchronizatora na uzębienie sprzęgłowe koła.
29. Ogrzać kompletny synchronizator i nasunąć na wielowypust wałka kierując wytoczeniem piasty synchronizatora do góry. Po ostygnięciu korpus synchronizatora dobić w celu zlikwidowania luzu osiowego.
30. Sprawdzić luz osiowy koła zębatego czwartego biegu. Luz ten powinien wynosić 0,15— —0,40 mm.
31. Sprawdzić luz synchronizacji (L^3=0,6 mm).
32. Włożyć pierścień osadczy bez luzu osiowego w rowek przed korpusem synchronizatora. W tym celu należy dobrać pierścień osadczy o odpowiedniej grubości.
Pierścienie osadcze wykonywane są w następujących grubościach:
0730 503 041 = 2,40 mm 0730 503 040 = 2,45 mm 0730 503 017 = 2,50 mm
33. Nasadzić pierścień cierny piątego biegu.
4.8.I.6. Wałek pośredni
Osadzić skurczowo koła zębate wałka pośredniego na sucho. Otwory kół zębatych, oraz czopy wałka pośredniego wytrzeć z pyłu i smaru.
1. Podgrzać koła zębate do temperatury 160— -—180°C. Jeżeli istnieje taka możliwość korzystnie jest równocześnie oziębić wałek.
2. Ułożyć koła zębate i pierścień pośredni, jedno za drugim w odpowiedniej kolejności, oraz wy-osiować je dokładnie.
3. Wsunąć wałek pośredni jednym ruchem aż do osiowego oparcia i docisnąć na prasie. Utrzymywać siłę nacisku prasy przez ok. 30 sekund.
Należy sprawdzić wszystkie części pod względem właściwego położenia nie wykazującego luzów osiowych.
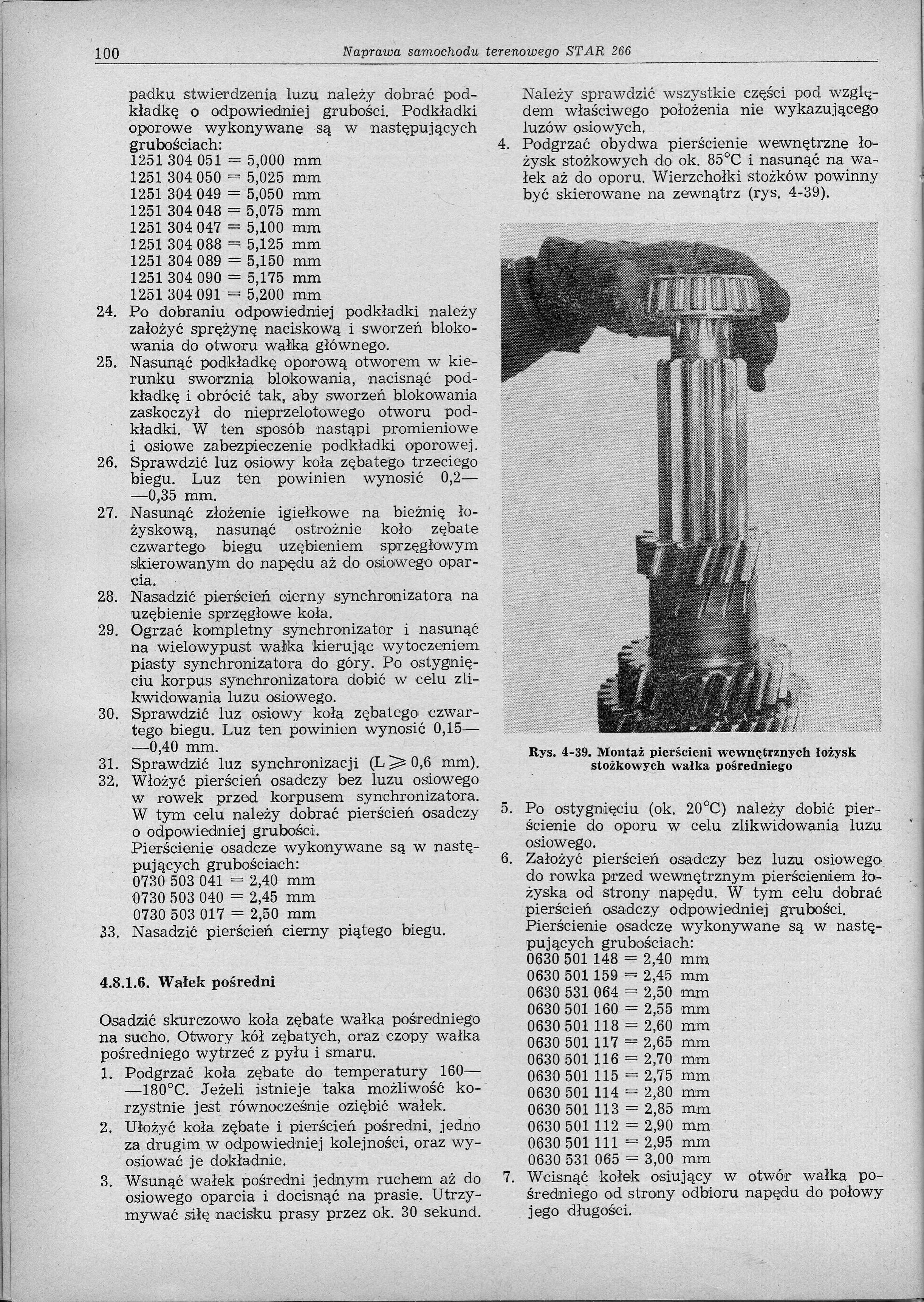
4. Podgrzać obydwa pierścienie wewnętrzne łożysk stożkowych do ok. 85°C i nasunąć na wałek aż do oporu. Wierzchołki stożków powinny być skierowane na zewnątrz (rys. 4-39).
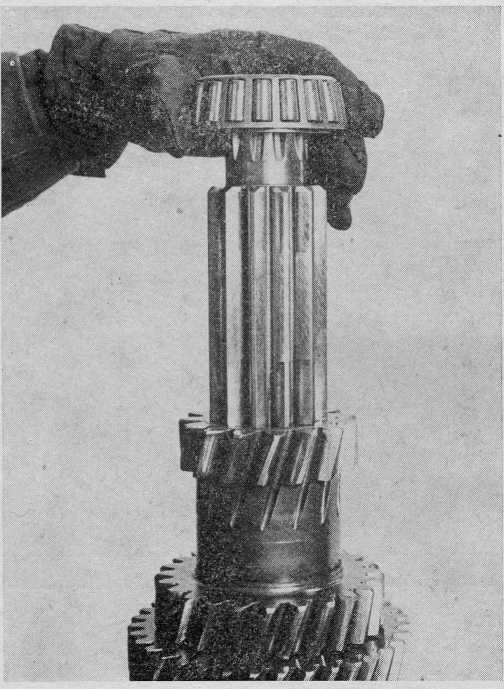
Rys. 4-39. Montaż pierścieni wewnętrznych łożysk stożkowych wałka pośredniego
5. Po ostygnięciu (ok. 20°C) należy dobić pierścienie do oporu w celu zlikwidowania luzu osiowego.
6. Założyć pierścień osadczy bez luzu osiowego, do rowka przed wewnętrznym pierścieniem łożyska od strony napędu. W tym celu dobrać pierścień osadczy odpowiedniej grubości. Pierścienie osadcze wykonywane są w następujących grubościach:
0630 501 148 = 2,40 mm 0630 501 159 = 2,45 mm 0630 531 064 = 2,50 mm 0630 501 160 = 2,55 mm 0630 501 118 = 2,60 mm 0630 501 117 = 2,65 mm 0630 501 116 = 2,70 mm 0630 501 115 = 2,75 mm 0630 501 114 = 2,80 mm 0630 501 113 = 2,85 mm 0630 501 112 = 2,90 mm 0630 501 111 = 2,95 mm 0630 531 065 = 3,00 mm
7. Wcisnąć kołek osiujący w otwór wałka pośredniego od strony odbioru napędu do połowy jego długości.
Wyszukiwarka
Podobne podstrony:
star266068 68 Naprawa samochodu terenowego STAR 266 68 Naprawa samochodu terenowego STAR 266 1 — tar
star266072 72 Naprawa samochodu terenowego STAR 266 W przypadku zużycia pierścieni ciernych tłumika
star266082 82 Naprawa samochodu terenowego STAR 266 1, 19, 41 — pokrywa, 2, 28 — uszczelka, 3, 58 —
star266086 86 Naprawa samochodu terenowego STAR 266 86 Naprawa samochodu terenowego STAR 266 4.6.1.4
star266090 90 Naprawa samochodu terenoioego STAR 266 90 Naprawa samochodu terenoioego STAR 266 Rys.
star266096 96 Naprawa samochodu terenowego STAR 266 cia się o pokrywę w kierunku odbioru napędu. Poz
star266102 102 Naprawa samochodu terenowego STAR 266 102 Naprawa samochodu terenowego STAR 266 Rys.
star266104 104 Naprawa samochodu terenowego STAR 266 104 Naprawa samochodu terenowego STAR 266 1 Rys
star266108 108 Naprawa samochodu terenowego STAR 266 wałków: napędowego, tylnego, środkowego i prz
star266124 124 Naprawa samochodu terenowego STAR 266 wykonać w stosunku wagowym 5% katalizatora, 95°
star266126 126 Naprawa samochodu terenowego STAR 266 Założyć podkładki regulacyjne, posmarować obydw
star266128 128 Naprawa samochodu terenowego STAR 266 Unosząc ostrożnie sprzęgła przesuwne wałka napę
star266144 144 Naprawa samochodu terenowego STAR 266 nierzy rur nośnych pochwy przykręcone są czopy
star266148 148 Naprawa samochodu terenowego STAR 266 Niedomagania mostów napędowych i sposoby ich us
star266150 150 Naprawa samochodu terenowego STAR 266 2. Wykręcić korek cylindra wr
star266152 152 Naprawa samochodu terenowego STAR 266 152 Naprawa samochodu terenowego STAR 266 4)
star266156 156 Naprawa samochodu terenowego STAR 266 6. Sprawdzić działanie mechan
więcej podobnych podstron