11803 skanuj0002 (430)
2. MOŻLIWOŚCI KSZTAŁTOWANIA POWIERZCHNI NA WIERTARKACH
2.1. WPROWADZENIE
Głównymi sposobami obróbki skrawaniem otworów okrągłych, o różnych dokładnościach wymiarowo-kształtowych i różnej chropowatości powierzchni, są: wiercenie, pogłębianie, rozwiercanie, nawiercanie i gwintowanie. Charakteryzują się one występowaniem dwóch ruchów podstawowych, koniecznych do realizacji obróbki: ruchu głównego obrotowego ciągłego i ruchu prostoliniowego ciągłego, zwanego ruchem posuwowym. Rozdział tych ruchów między przedmiot obrabiany i narzędzie może być różny i zależy od rozwiązań konstrukcyjnych i kinematycznych obrabiarek, na których odbywa się obróbka otworów. Operacje obróbki otworów mogą być wykonywane na wiertarkach, tokarkach, frezarkach, wytaczarkach i innych obrabiarkach.
Rozróżnia się cztery odmiany kinematyczne wiercenia, pogłębiania i rozwiercania:
• Odmiana I - zarówno ruch główny, jak i posuwowy wykonuje narzędzie, a przedmiot obrabiany znajduje się w spoczynku. Ten układ jest realizowany na obrabiarkach zwanych wiertarkami.
• Odmiana II - ruch główny wykonuje przedmiot obrabiany, a narzędzie - ruch posuwowy wzdłuż własnej osi. Występuje ona na tokarkach i obrabiarkach specjalnych do wiercenia głębokich (długich) otworów.
• Odmiana III - ruch główny wykonuje narzędzie, a ruch posuwowy - przedmiot obrabiany. Odmiana ta dotyczy wiercenia na wytaczarkach i frezarkach.
• Odmiana IV - oba ruchy - główny i posuwowy - wykonywane są przez przedmiot obrabiany, przy nieruchomym narzędziu. Jest to odmiana w praktyce przemysłowej rzadko stosowana.
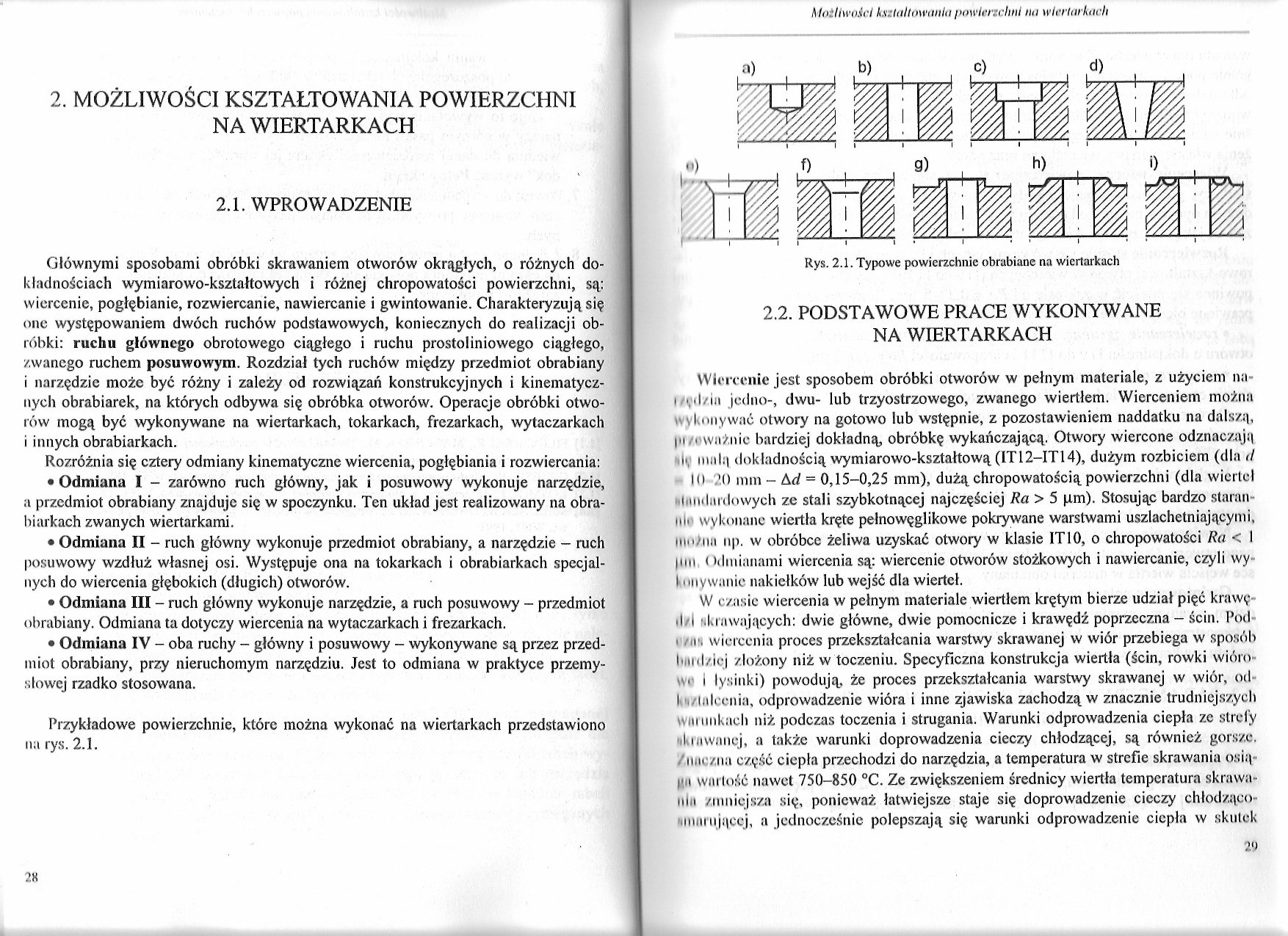
Przykładowe powierzchnie, które można wykonać na wiertarkach przedstawiono na rys. 2.1.

Rys. 2.1. Typowe powierzchnie obrabiane na wiertarkach
2.2. PODSTAWOWE PRACE WYKONYWANE NA WIERTARKACH
Wiercenie jest sposobem obróbki otworów w pełnym materiale, z użyciem na-
• '••.<l/in jedno-, dwu- lub trzyostrzowego, zwanego wiertłem. Wierceniem można > vl niiywać otwory na gotowo lub wstępnie, z pozostawieniem naddatku na dalszą, l" .' ważnie bardziej dokładną, obróbkę wykańczającą. Otwory wiercone odznaczają
• ł>, innl:| dokładnością wymiarowo-kształtową (IT12-IT14), dużym rozbiciem (dla </
Ul ’() mm - Ad = 0,15-0,25 mm), dużą chropowatością powierzchni (dla wierteł iniidaidowych ze stali szybkotnącej najczęściej Ra > 5 pm). Stosując bardzo starań nic wykonane wiertła kręte pełnowęglikowe pokrywane warstwami uszlachetniającymi, można np. w obróbce żeliwa uzyskać otwory w klasie IT10, o chropowatości Ra < I |im < lilmianami wiercenia są: wiercenie otworów stożkowych i nawiercanie, czyli wy l oiiywanie nakiełków lub wejść dla wierteł.
W c/asic wiercenia w pełnym materiale wiertłem krętym bierze udział pięć krawę l i .kiawających: dwie główne, dwie pomocnicze i krawędź poprzeczna - ścin. Pod r. wiercenia proces przekształcania warstwy skrawanej w wiór przebiega w sposób tand/.icj złożony niż w toczeniu. Specyficzna konstrukcja wiertła (ścin, rowki wióro ■ i lysiuki) powodują, że proces przekształcania warstwy skrawanej w wiór, od I Inlceiiia, odprowadzenie wióra i inne zjawiska zachodzą w znacznie trudniejszych m mikach niż podczas toczenia i strugania. Warunki odprowadzenia ciepła ze strefy iluiiwnncj, a także warunki doprowadzenia cieczy chłodzącej, są również gorsze, urn:/,na część ciepła przechodzi do narzędzia, a temperatura w strefie skrawania osią-i i wartość nawet 750-850 °C. Ze zwiększeniem średnicy wiertła temperatura skrawaniu /niniejsza się, ponieważ łatwiejsze staje się doprowadzenie cieczy ehłodząco-mmiijącej, a jednocześnie polepszają się warunki odprowadzenie ciepła w skutek
2')
Wyszukiwarka
Podobne podstrony:
DSC01282 Możliwości kształtowania powierzchni dngmmm elektroerozyjnym Wycinanie elektroerozyjne nato
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
więcej podobnych podstron