77637 PICT0084 (4)
164 J. Bendkowski, G. Radziejowska
- prawdopodobieństwo przekroczenia czasu dostawy i wielkości dostawy (błąd w prognozie niezawodności zachowania czasu dostawy i błąd w prognozach zapotrzebowania),
- liczba magazynów.
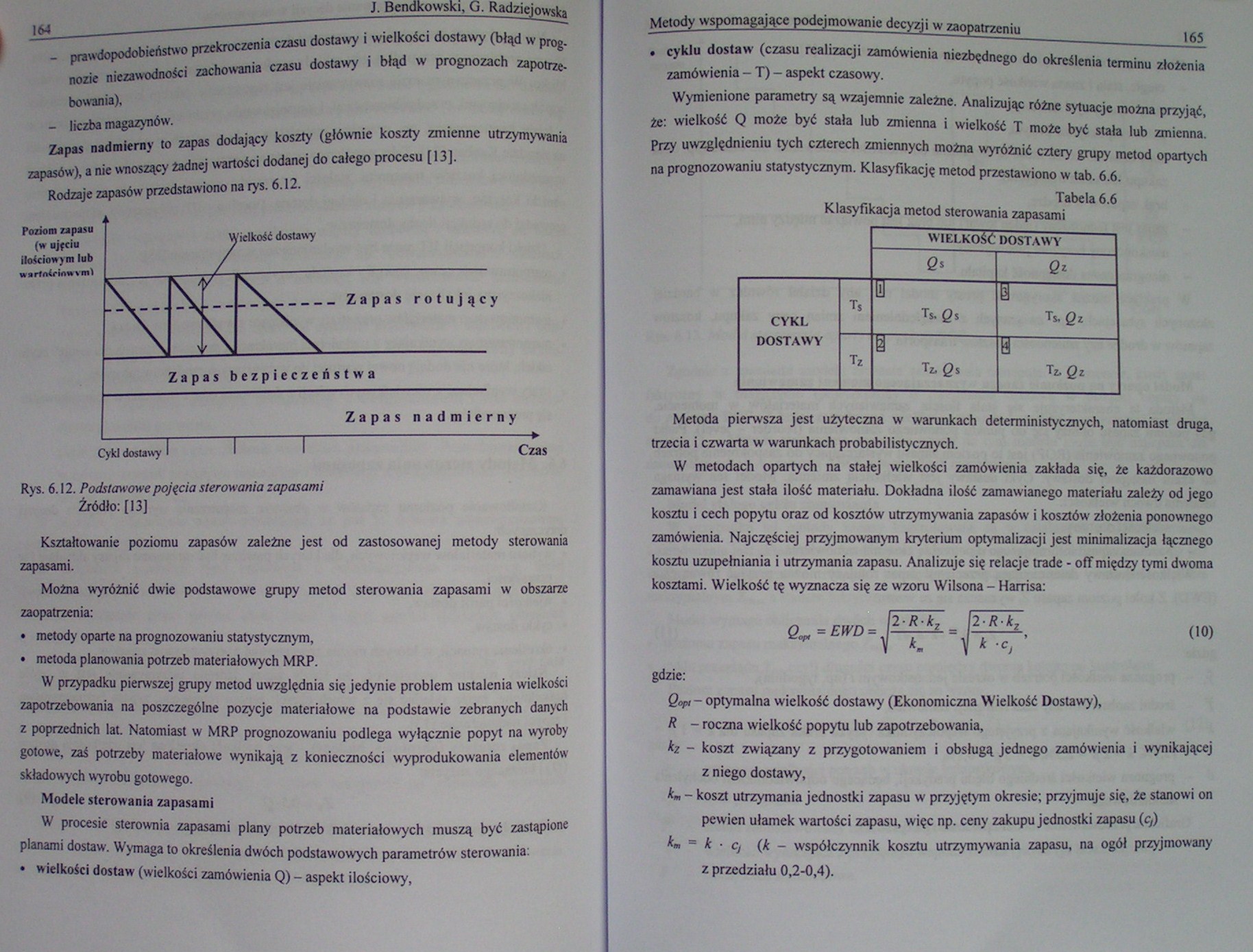
Zapas nadmierny to zapas dodający koszty (głównie koszty zmienne utrzymywania zapasów), a nie wnoszący żadnej wartości dodanej do całego procesu [13].
Rodzaje zapasów przedstawiono na rys. 6.12.
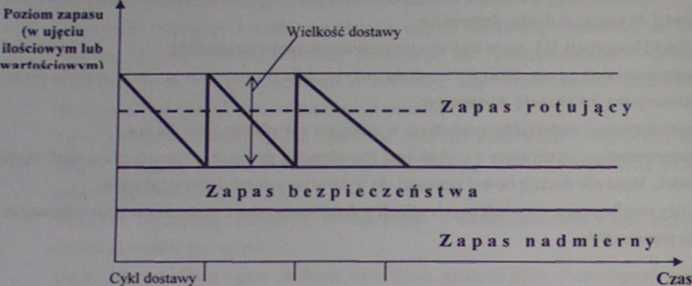
Rys. 6.12. Podstawowe pojęcia sterowania zapasami Źródło: [13]
Kształtowanie poziomu zapasów zależne jest od zastosowanej metody sterowania zapasami.
Można wyróżnić dwie podstawowe grupy metod sterowania zapasami w obszarze zaopatrzenia:
• metody oparte na prognozowaniu statystycznym,
• metoda planowania potrzeb materiałowych MRP.
W przypadku pierwszej grupy metod uwzględnia się jedynie problem ustalenia wielkości zapotrzebowania na poszczególne pozycje materiałowe na podstawie zebranych danych z poprzednich lat Natomiast w MRP prognozowaniu podlega wyłącznie popyt na wyroby gotowe, zaś potrzeby materiałowe wynikają z konieczności wyprodukowania elementów składowych wyrobu gotowego.
Modele sterowania zapasami
W procesie sterownia zapasami plany potrzeb materiałowych muszą być zastąpione planami dostaw. Wymaga to określenia dwóch podstawowych parametrów sterowania:
• wielkości dostaw (wielkości zamówienia Q) - aspekt ilościowy,
Metody wspomagające podejmowanie decyzji w zaopatrzeniu_16S
• cyklu dostaw (czasu realizacji zamówienia niezbędnego do określenia terminu złożenia zamówienia — T) - aspekt czasowy.
Wymienione parametry są wzajemnie zależne. Analizując różne sytuacje można przyjąć, że: wielkość Q może być stała lub zmienna i wielkość T może być stała lub zmienna. Przy uwzględnieniu tych czterech zmiennych można wyróżnić cztery grupy metod opartych na prognozowaniu statystycznym. Klasyfikację metod przestawiono w tab. 6.6.
Tabela 6.6
Klasyfikacja metod sterowania zapasami
|
WIELKOŚĆ DOSTAWY | |||
|
CYKL DOSTAWY |
T* |
01 Ts.0s |
I Tj. Qi |
|
Tz |
0 Tz. Q% |
0 Tfcgz | |
Metoda pierwsza jest użyteczna w warunkach deterministycznych, natomiast druga, trzecia i czwarta w warunkach probabilistycznych.
W metodach opartych na stałej wielkości zamówienia zakłada się, że każdorazowo zamawiana jest stała ilość materiału. Dokładna ilość zamawianego materiału zależy od jego kosztu i cech popytu oraz od kosztów utrzymywania zapasów i kosztów złożenia ponownego zamówienia. Najczęściej przyjmowanym kryterium optymalizacji jest minimalizacja łącznego kosztu uzupełniania i utrzymania zapasu. Analizuje się relacje trade - off między tymi dwoma kosztami. Wielkość tę wyznacza się ze wzoru Wilsona - Harrisa:
gdzie:
Qopt optymalna wielkość dostawy (Ekonomiczna Wielkość Dostawy),
R - roczna wielkość popytu lub zapotrzebowania,
kz - koszt związany z przygotowaniem i obsługą jednego zamówienia i wynikającej z niego dostawy,
km - koszt utrzymania jednostki zapasu w przyjętym okresie; przyjmuje się, że stanowi on pewien ułamek wartości zapasu, więc np. ceny zakupu jednostki zapasu (c/) km = k ■ ej (k - współczynnik kosztu utrzymywania zapasu, na ogół przyjmowany z przedziału 0,2-0,4).
Wyszukiwarka
Podobne podstrony:
PICT0018 (11) J. Bendkowski, G. Radziejowska r 32 Zdaniem M. Chaberka
PICT0042 (6) 80 J. Bendkowski, G. Radziejowska 3.2.4. Import materiałów Nie wszystkie materiały i ko
PICT0071 (3) 158 J. Bendkowski. G. Radziejowska miirriah*. Z tego wzgl«<ki istotne jest określeni
21294 PICT0038 (7) 72_J. Bendkowski, G. Radziejowska do kontynuacji lub rozszerzenia współpracy. Nat
22567 PICT0075 (4) 146_J. Bendkowskiy G. Radziejowska przyjmuje się, iż wybór powinien następować po
22856 PICT0062 (4) 120_____J. Bendkowski, G. Radziejowska 5.2. Wpływ kosztów logistycznych zaopatrze
72585 PICT0058 (3) 112 J. Bendkowski. G. Radziejowska Rys. 4.11. Sterowanie zapasami w przedsiębiors
78522 PICT0085 (5) 166 _J. Bendkowski, G. Radziejowski Klasyczny model QCf, opiera
46307 PICT0065 (4) 126 J. Bendkowski, G. Radziejowska - koszty sensu stricto znajd
PICT0062 (4) 120_____J. Bendkowski, G. Radziejowska 5.2. Wpływ kosztów logistycznych zaopatrzenia na
16442 PICT0091 (3) 178 J. Bendkowski. G. Radziejowska 3. Jakie informacje są istot
17428 PICT0090 (3) J76 _ J. Bendkowski, G. Radziejowska kowane u funkcje a nie na
18760 PICT0080 (6) 156 J. Bendkowski, G. RadziejowskaZi-kS. (?) gdzie: Zb -zapas b
69644 PICT0066 (3) 128 ___J. Bendkowski, G. Radziejowska i zmienne. Koszt stały wy
więcej podobnych podstron