„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Molendowska
Stosowanie materiałów pomocniczych do produkcji
wyrobów kaletniczych
744[01].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
inż. Jolanta Górska
dr inż. Tadeusz Sadowski
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744 [01].Z1.04
„Stosowanie materiałów pomocniczych do produkcji wyrobów kaletniczych”, zawartego
w modułowym programie nauczania dla zawodu kaletnik 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Wyroby papiernicze
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
16
4.2. Wyroby metalowe
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia
19
4.2.4. Sprawdzian postępów
20
4.3. Wyroby drewniane
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
22
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
24
4.4. Środki wykończalnicze
25
4.4.1. Materiał nauczania
25
4.4.2. Pytania sprawdzające
28
4.4.3. Ćwiczenia
28
4.4.4. Sprawdzian postępów
30
4.5. Kleje
31
4.5.1. Materiał nauczania
31
4.5.2. Pytania sprawdzające
43
4.5.3. Ćwiczenia
43
4.5.4. Sprawdzian postępów
45
5. Sprawdzian osiągnięć
46
6. Literatura
51

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o materiałach takich, jak tektury,
papier, drewno, metale, środki wykończalnicze, kleje oraz w opanowaniu umiejętności ich
doboru do produkcji wyrobów kaletniczych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, czyli umiejętności, które osiągniesz pozwolą
Ci na stosowanie i dobieranie materiałów pomocniczych do produkcji wyrobów
kaletniczych.
3. Materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia.
5. Ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających stopień opanowania przez Ciebie wiedzy i umiejętności
z zakresu całej jednostki modułowej.
8. Literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Stosowanie materiałów pomocniczych do produkcji wyrobów
kaletniczych, której treści teraz poznasz jest jednym z modułów koniecznych do zapoznania
się z materiałami pomocniczymi stosowanymi w wyrobach kaletniczych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[01].O1
Surowce i materiały
kaletnicze
744[01]. Z1.02
Stosowanie surowców
i materiałów włókienniczych
744[01]. Z1.03
Stosowanie tworzyw
sztucznych
i materiałów skóropodobnych
744[01]. Z1.05
Ocenianie jakości surowców
i materiałów do produkcji
wyrobów
744[01].Z1.01
Stosowanie surowców
skórzanych i skór wyprawionych
744[01].Z1
.
04
Stosowanie materiałów
pomocniczych do produkcji
wyrobów kaletniczych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
wykorzystywać podstawowe prawa chemii i fizyki w procesach wytwarzania materiałów
podstawowych i pomocniczych,
–
posługiwać się dokumentacją technologiczną i techniczną stosowaną w procesach
wytwarzania wyrobów kaletniczych,
–
posługiwać się techniczną i technologiczną terminologią dotyczącą surowców,
materiałów i procesów technologicznych wytwarzania wyrobów kaletniczych,
–
rozpoznawać i dobierać materiały podstawowe do produkcji wyrobów kaletniczych,
–
stosować podstawowe badania organoleptyczne i oznaczenia laboratoryjne do określania
jakości skór, tworzyw skóropodobnych, tworzyw sztucznych,
–
posługiwać się przyrządami pomiarowymi,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii,
–
korzystać z różnych źródeł informacji,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić materiały pomocnicze stosowane w kaletnictwie do: łączenia elementów,
wypełniania i usztywniania, zdobienia i wykończania wyrobów,
−
scharakteryzować wyroby papiernicze stosowane w kaletnictwie,
−
scharakteryzować wyroby metalowe stosowane w produkcji wyrobów kaletniczych,
−
określić zastosowanie środków chroniących metale przed korozją,
−
scharakteryzować wyroby drewniane stosowane w produkcji wyrobów kaletniczych,
−
określić rodzaje surowców stosowanych w produkcji środków wykończalniczych,
czyszczących i renowacyjnych do wyrobów skórzanych,
−
rozróżnić środki do wykończania, czyszczenia i renowacji wyrobów kaletniczych,
−
określić sposoby zabezpieczania i magazynowania materiałów i środków pomocniczych,
−
wyjaśnić pojęcia: klej, połączenie klejowe, powierzchnie klejone,
−
scharakteryzować rodzaje i właściwości klejów,
−
określić wskaźniki jakości klejów: sucha pozostałość, lepkość, adhezja, kohezja, trwałość
klejenia,
−
określić jakość i zastosowanie klejów do łączenia elementów wyrobów,
−
scharakteryzować rozpuszczalniki organiczne do klejów,
−
scharakteryzować kleje stosowane do wyrobów kaletniczych,
−
określić zasady transportu i magazynowania klejów,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska na stanowiskach pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wyroby papiernicze
4.1.1. Materiał nauczania
Wyroby papiernicze znalazły zastosowanie w produkcji wyrobów kaletniczych, między
innymi do usztywniania wyrobów, wypełniania wnętrza wyrobów, pakowania wyrobów,
wykonywania rączek, w niektórych przypadkach nawet całych wyrobów czy sporządzania
wzorników. Do wyrobów papierniczych możemy zaliczyć między innymi: papier, bibułę,
karton, tektury zwykłe i specjalne.
Papier
Papier jest to cieniutka warstwa spilśnionych włókien roślinnych, które poddane zostały
najpierw rozwłóknianiu, a następnie prasowaniu z dodatkiem wypełniaczy, substancji
wiążących, barwiących i innych.
Podstawowymi surowcami do produkcji papieru są:
−
szmaty to najcenniejszy surowiec jeżeli wykonany jest z surowców roślinnych np.
bawełny,
−
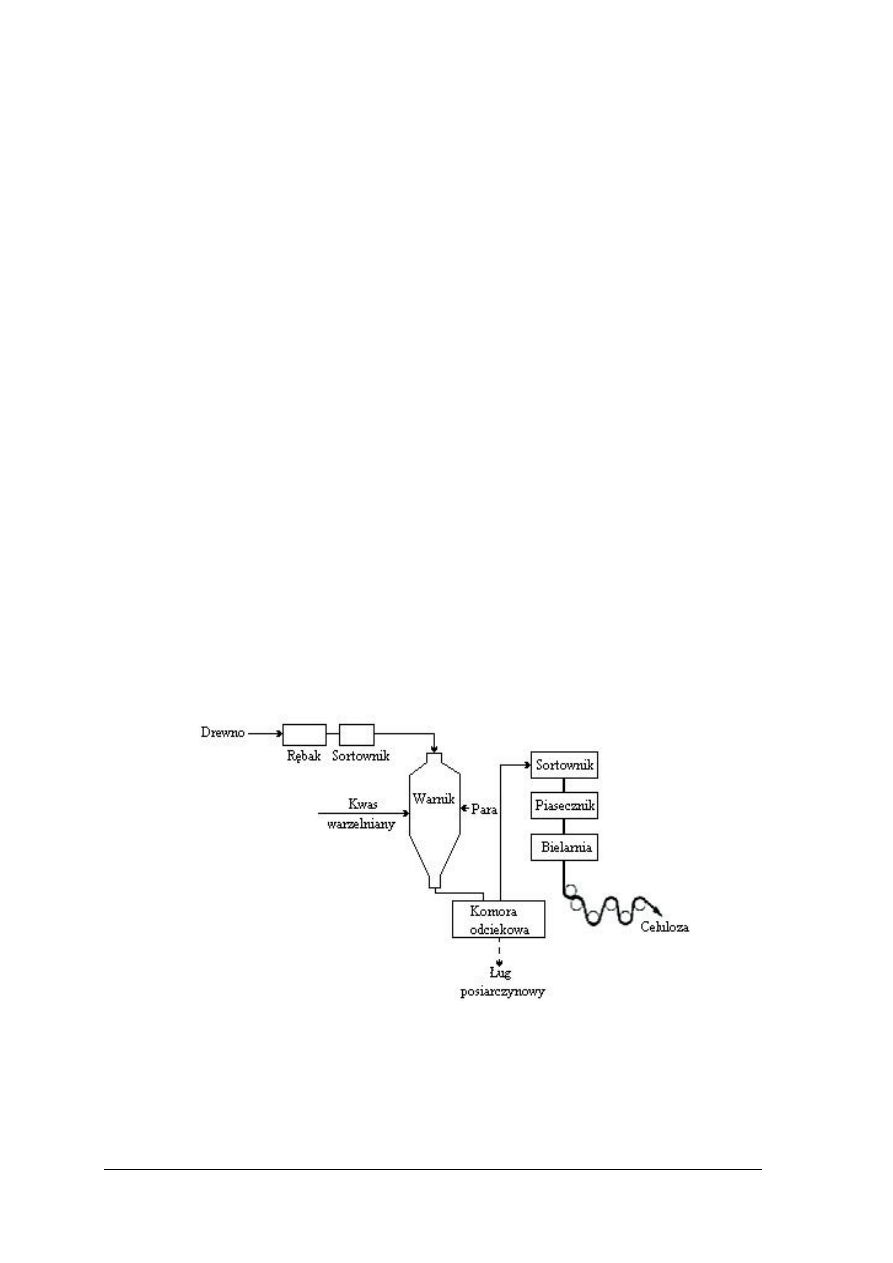
masa celulozowa otrzymywana z drewna, przede wszystkim drzew iglastych i niektórych
liściastych, z masy tej w wyniku przeróbki chemicznej uzyskuje się celulozę (rys.1),
−
ścier drzewny otrzymywany z drewna o zwartej tkance, w urządzeniach zwanych
ścierakami. Miazga drzewna otrzymana z drewna nieparowanego nosi nazwę ścieru
białego, natomiast z drewna parowanego – ścieru brązowego, który znalazł zastosowanie
w produkcji tektury,
−
makulatura jest to zużyty papier.
Rys. 1. Schemat otrzymywania celulozy metodą siarczynową [ 6, s. 170]
W produkcji papieru można wyróżnić następujące etapy:
1. Rozdrabnianie
i
mielenie
surowców
papierniczych
w
holendrach
(rys.2),
z zastosowaniem dużej ilości wody.
2. Dodawanie kalafonii lub kleju naturalnego w celu uzyskania gładkiej i nasiąkliwej
powierzchni papieru.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
3. Dodawanie wypełniaczy, którymi mogą być, np. kreda czy gips w celu wypełnienia
przestrzeni między włóknami.
4. Przenoszenie masy do kadzi, gdzie następuje mieszanie różnych surowców wyjściowych.
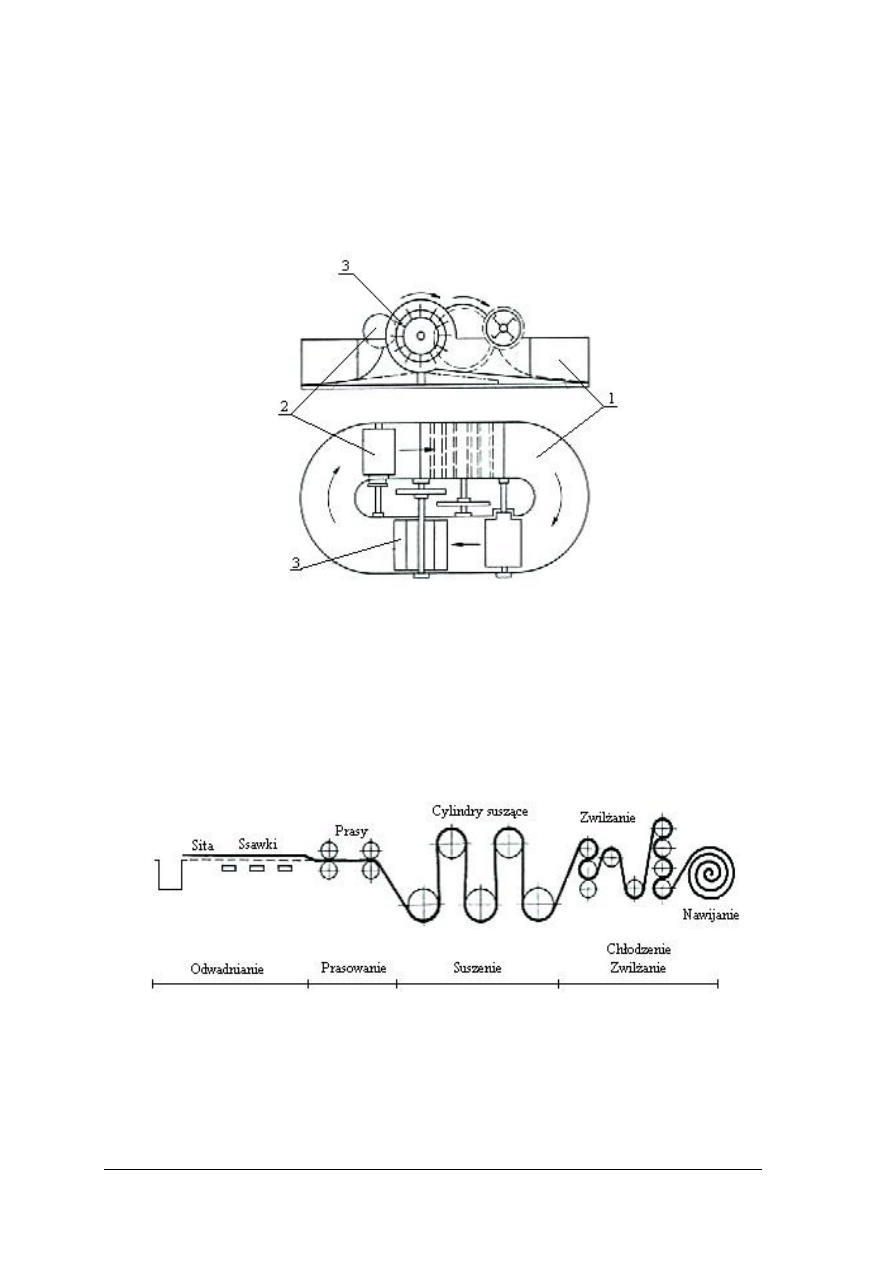
5. Oczyszczona masa przenoszona jest na maszynę papierniczą (rys.3), gdzie następuje
odwadnianie, prasowanie, zwilżanie, suszenie i zwijanie taśmy papieru.
Rys.2. Holender do rozwłókniania masy papierniczej [ 6, s. 171]
1 - wanna,
2 - mieszadło łopatkowe,
3 - bęben rozwłókniający.
Rys.3. Schemat maszyny papierniczej [ 6, s.171]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Wyroby papiernicze przeznaczone do celów specjalnych mogą być uszlachetniane przez:
−
powlekanie, np. papier kredowy, podgumowany czy kolorowany,
−
nasycanie, np. papier asfaltowany czy parafinowany,
−
laminowanie, np. sklejanie warstwowe różnego rodzaju papieru czy nakładanie folii
z tworzyw sztucznych,
−
drukowanie, np. tapety.
Wielkość arkuszy papieru jest znormalizowana, a najczęściej stosowanym formatem jest
format A4 o wymiarach 210×297. Pocięty papier pakowany jest w tzw. ryzy (500 sztuk).
W zależności od surowca wyjściowego wyroby papiernicze dzieli się na 10 klas.
Papier klasy I ma najwyższą jakość i przeznaczany jest do celów specjalnych (banknoty,
mapy, dokumenty).
W praktyce najczęściej spotykamy papier:
−
klasy III - papier do pisania,
−
klasy V i VI - papier książkowy,
−
klasy VIII -papier gazetowy.
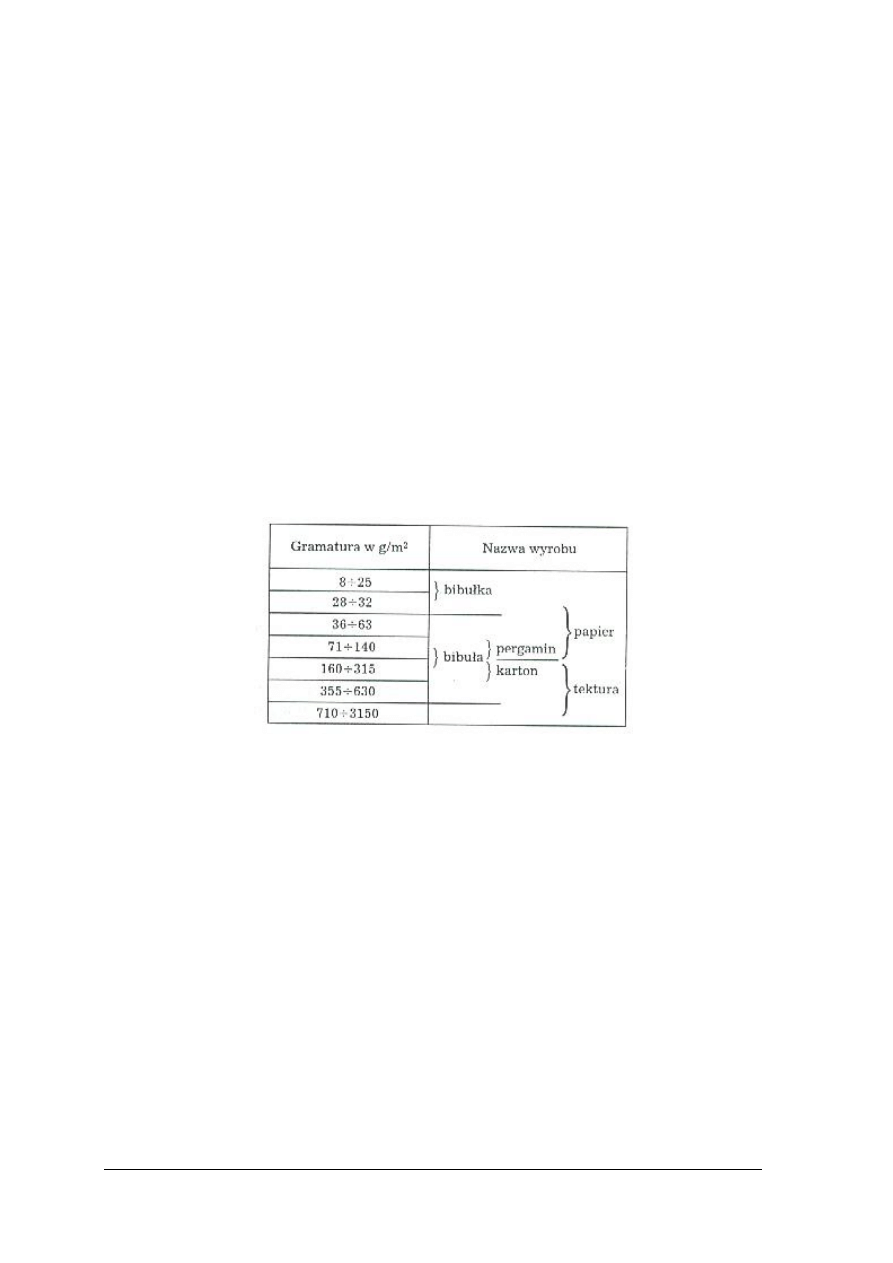
W oznaczaniu papieru ważna jest jego gramatura, to znaczy masa 1 m
2
wyrobu papierniczego
wyrażona w gramach. Gramatura papieru podana została w tabeli 1.
Tab.1. Gramatura papieru [6, s.173]
Przykładowe wyroby i ich zastosowanie:
−
papier gazetowy używany do podklejania elementów w celu zlikwidowania nierówności,
−
papier pakowy służy do pakowania towarów,
−
bibuła i wata celulozowa mogą stosowane jako materiał wypełniający przestrzenie między
tekturą, a warstwą zewnętrzną (te wyroby zastępuje się pianką poliuretanową),najczęściej
jednak stosowane są do wypełniania wnętrz wyrobów.
Tektury
Tektura jest to warstwa spilśnionych włókien masy wytworzonej ze ścieru drzewnego
i makulatury z dodatkiem włókien wełnianych i lnianych. Do produkcji tektury zwykłej
stosowana jest makulatura, natomiast tektury twarde produkuje się z lepszych gatunków
zużytego papieru, który uszlachetnia się dodatkiem masy celulozowej oraz szmat. Dodatek
rozwłóknionych odpadów skórzanych wpływa dodatnio na ścisłość tektury. Środkami
wiążącymi w produkcji tektur mogą być: roztwory dyspersyjne kalafonii i żywic
bitumicznych, lateksu kauczuku syntetycznego czy emulsji polioctanu winylu.
Według sposobu produkcji tektury dzieli się na jednowarstwowe i wielowarstwowe. Tektury
wielowarstwowe powstają przez prasowanie jeszcze mokrych pojedynczych, cienkich warstw
lub ich sklejanie po 2 – 10.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Tekturę produkuje się bardzo podobnie jak papier, z tą różnicą, że stosuje się inny skład
surowcowy.
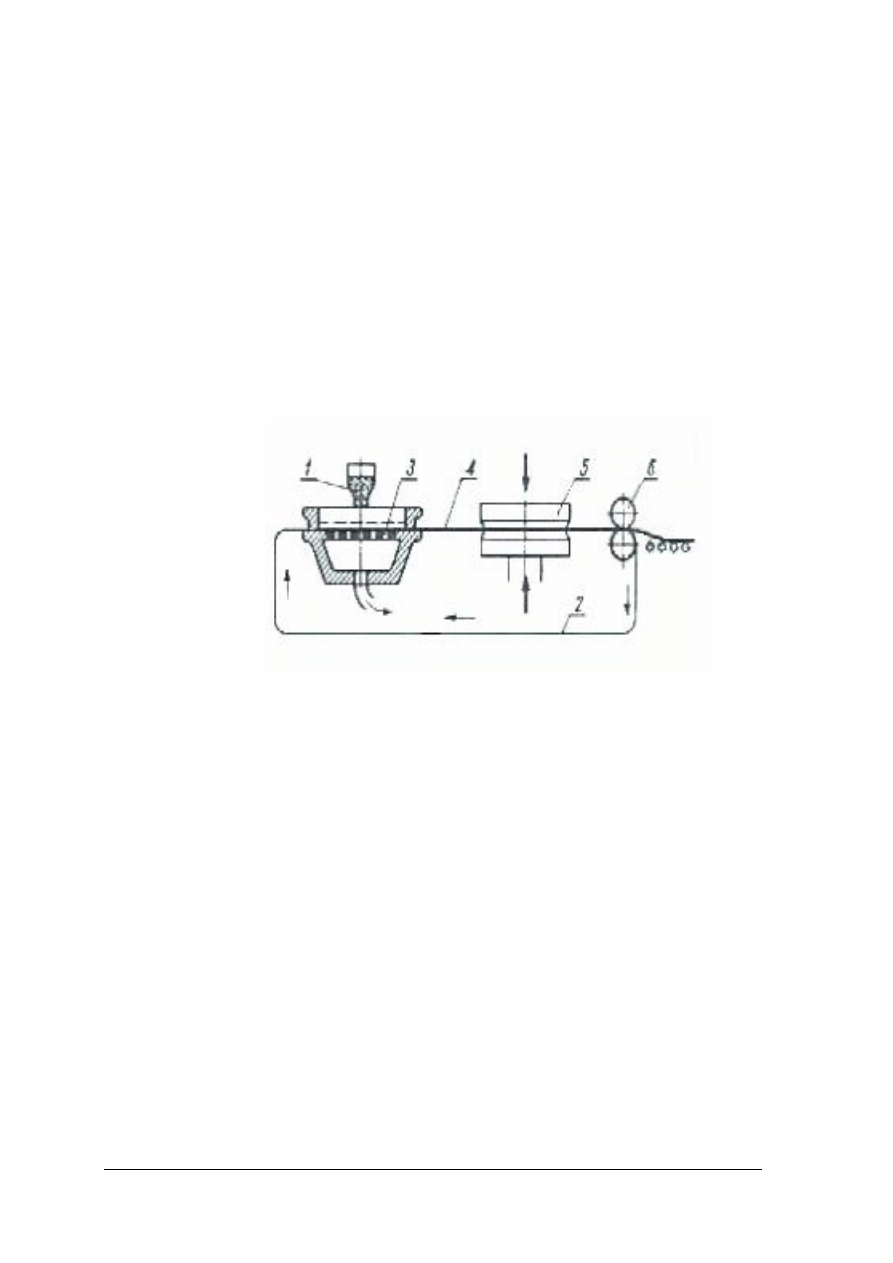
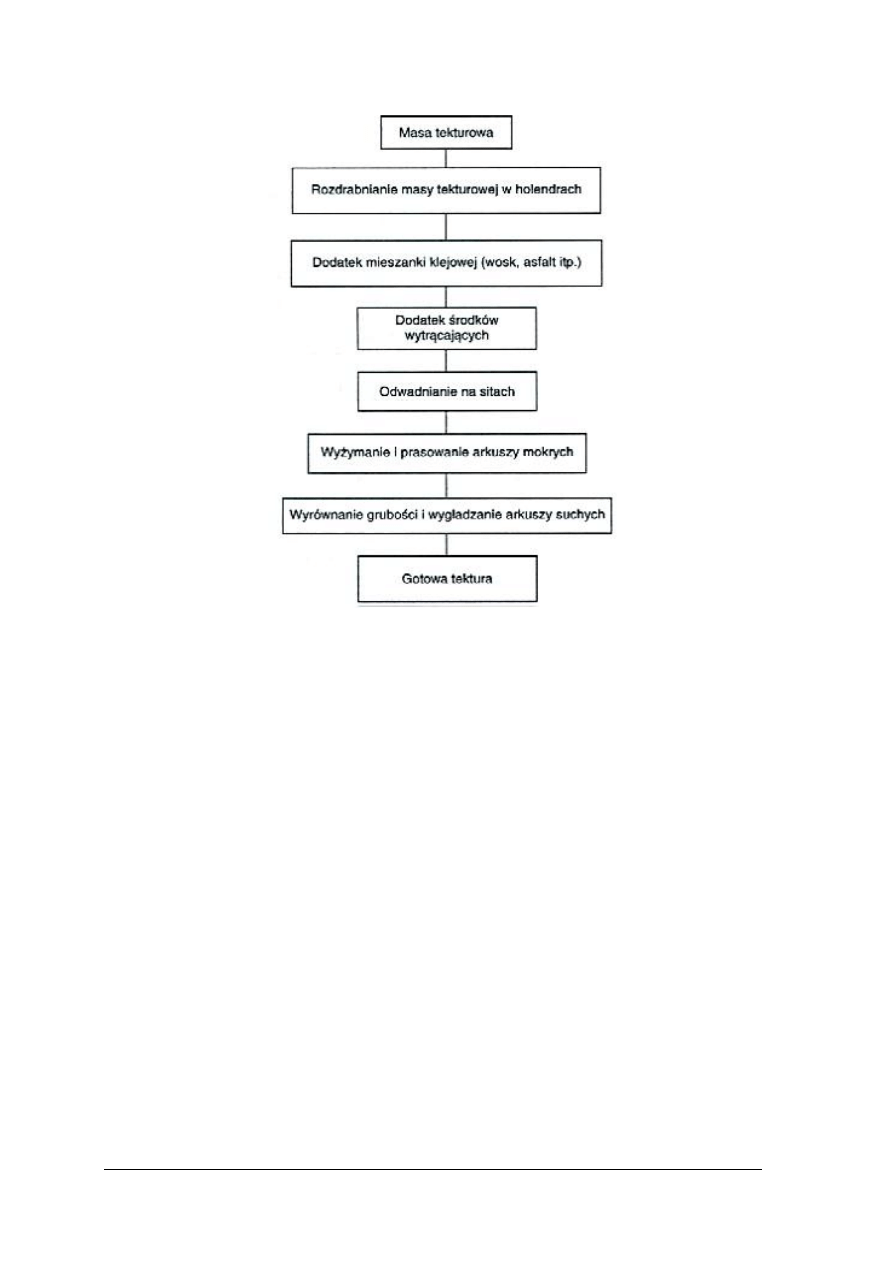
Produkcja tektury (rys.5) polega na przygotowaniu i zmieleniu materiału, sklejeniu masy
włóknistej oraz prasowaniu, suszeniu i wykończeniu. Odpowiednio przygotowana przez
rozdrobnienie masę tekturową rozmiela się w wannach o obiegu zamkniętym, zwanym
holendrami. Rozwłóknienie następuje w dużej ilości wody, tak, aby nie skracać włókna. Duże
znaczenie ma dodanie do roztworu odpowiednio emulgowanej mieszanki klejowej w skład,
której wchodzą wysoko topliwe woski oraz asfalt bitumiczny. Dobre wyniki uzyskuje się
przez dodanie lateksów żywic syntetycznych. Następnie wprowadza się środki koagulujące,
które powodują wytrącenie z kąpieli dodanych środków wiążących. Tak przygotowana masa
tekturowa jest kierowana na maszynę papierniczą (rys. 4).
Najpierw przechodzi na sita, gdzie następuje odwodnienie i wstępne spilśnienie, następnie
wyciska się wodę, wygładza i prasuje w prasach hydraulicznych. Zagęszczoną masę suszy się
powoli, co umożliwia dokładne zbicie warstw. Końcową czynnością jest wyrównywanie
i wygładzanie między walcami, a niekiedy dodatkowo prasowanie i nabłyszczanie.
Rys.4.
Schemat urządzeń do wyrobu tektur [ 5, s.323]
1 - masa tekturowa, 2 - taśma bez końca, 3 - sita,
4 - włókno spilśnione, 5 - prasa, 6 - wyżymanie i prasowanie
W zależności od sposobu wykończania rozróżnia się następujące rodzaje tektur:
−
matową, gładzoną tylko przez walce maszyny papierniczej,
−
satynowaną, gładzoną na walcach tzw. kalandrach,
−
gładką, gładzoną za pomocą cylindra połyskowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Schemat otrzymywania tektur [6, s. 174]
Podstawowe badania fizykochemiczne jakości tektur dotyczą głównie grubości, gęstości,
nasiąkliwość, wytrzymałości na rozerwanie, zginanie czy ścieranie.
Budowa tektur zależy od rodzaju użytych włókien, przebiegu produkcji i sposobu
wykończenia.
Właściwości tektur
Ważna cechą tektury jest spoistość. Tektury spoiste posiadają wystarczającą
wytrzymałość na rozciąganie i wydłużenie, które określa się za pomocą zrywarki. Tektury
wykazują stosunkowo niskie wskaźniki wytrzymałościowe w porównaniu z innymi
materiałami.
Wskaźniki te przedstawiają się następująco: w kierunku wzdłużnym 0,7 daN/mm
2
i 15%
wydłużenia, w kierunku poprzecznym 0,3–0,5 daN/mm
2
i 20% wydłużenia. Wytrzymałość na
rozciąganie tektury mokrej zmniejsza się 2–4 - krotnie.
Wytrzymałość na zginanie tektur ma duże znaczenie w czasie produkcji i użytkowania.
Tektury łatwiej wytrzymują zginanie w poprzek nawarstwienia włókien, przy zginaniu
wzdłuż włókna pod tym samym kątem następuje łatwe załamanie w miejscu zgięcia. W ten
sposób określić można kierunek warstw w tekturze.
Oznaczenie tektur na łamanie wyraża się kątem łamania oraz naprężeniem łamiącym. Kątem
łamania określa się kąt odchylenia płaszczyzny jednego płata arkusza od płaszczyzny
drugiego takiego samego arkusza, po osiągnięciu, którego następuje pęknięcie zewnętrznej
warstwy zginanej tektury.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Naprężenie łamiące jest to stosunek siły działającej na nachylony płat arkusza w momencie
osiągnięcia kąta łamania, do kwadratu grubości tektury. Oznaczenie przeprowadza się
na specjalnej aparaturze łamiącej, po kolei 5 aklimatyzowanych pasków tektury o wymiarach
50 × 150mm wyciętych w kierunku poprzecznym i podłużnym. Wielkość kąta łamania i siły
łamiącej odczytuje się na skali aparatu.
Naprężenie łamiące P w kg/N oblicza się według wzoru:
P =
2
D
F
gdzie: F - siła łamiąca [kg/N].
D - grubość próbki w [mm].
Wynik podaje się jako średnią arytmetyczną dla każdego kierunku odchylenia oraz średnią
dla obu kierunków.
Oznaczanie nasiąkliwości tektur
Nasiąkliwość tektur zależy od zastosowanych składników i charakteru rozdrobnienia,
i wynosi 10÷30 % po 2 godzinach. Wilgotność tektury waha się od 10 do 12 %. Zawartość
wody w tekturze jest zmienna i zależy od warunków magazynowania.
Wyroby papiernicze są materiałami higroskopijnymi, czyli łatwo chłoną wodę z powietrza.
Nasiąkliwość określa się przyrostem masy badanej próbki wyrażonym w [%] w stosunku do
masy pierwotnej próbki. Do oznaczenia stosuje się w zależności od rodzaju tektury wodę,
ksylen lub naftę, co regulują normy przedmiotowe.
Próbkę tektury o wymiarach 100 × 100 mm uprzednio zważoną zanurza się do wody
na 2 godz. lub do ksylenu na okres 5,5 min. Po tym czasie próbkę zawiesza się do
obcieknięcia nadmiaru cieczy na 20 min. w przypadku wody lub 2 min. w przypadku ksylenu,
a pozostałe krople usuwa się bibułą i następnie waży. Za wynik podaje się średnią
arytmetyczną, z co najmniej 5–ciu pomiarów wykonanych na oddzielnych próbkach.
Jednocześnie z nasiąkliwością można oznaczyć zdolność pęcznienia, zmianę wymiarów
liniowych po moczeniu i wysuszeniu badanego materiału. Dla przeprowadzenia tego badania
należy zmierzyć grubość i wymiary liniowe suchych próbek. W tym celu próbkę należy
oznakować w taki sposób, aby wszerz i wzdłuż próbki przechodziły po trzy linie w odległości
12,5 mm. jedna od drugiej, tzn. powierzchnia próbki ma wyglądać jak szachownica. Według
naniesionych linii zmierzyć wymiary otrzymanych pól z dokładnością do 0, 5 mm. Po 2 lub
24 godzinach nasiąkania zmierzyć grubość i wymiary liniowe próbki. W warunkach
normalnych doprowadzić próbkę do stałej masy i znów zmierzyć grubość i wymiary liniowe.
Opracowanie wyników:
Nasiąkliwość [N], w [%] (po 2 lub 24 godz.) obliczyć wg wzoru;
N=
0
0
1
m
m
m
−
· 100
gdzie:
m
1
- masa próbki materiału po nasiąkaniu w ciągu 2 lub 24 godzin,
m
0
- masa próbki materiału przy 18% wilgotności, [g],
m
0
=
18
100
)
100
(
.
−
−
⋅
W
m

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
gdzie:
m - pierwotna masa próbki materiału, [g],
W - wilgotność próbki materiału, [%].
Zmianę wymiarów próbki, [%], po nasiąkaniu obliczyć wg wzoru:
∆l
m
=
0
0
1
L
L
L
−
·100
∆h
m
=
0
0
1
h
h
h
−
·100
gdzie:
∆l
m
- zmiana wymiarów liniowych próbki po nasiąkaniu, [%],
L
0
i L
1
- wymiary liniowe próbki przed i po nasiąkaniu, [mm],
∆h
m
- zmiana grubości próbki po nasiąkaniu, [%],
h
0
i h
1
- grubość próbki przed wysuszeniem i po nasiąkaniu, [mm].
Skurcz , [%] próbki po wysuszeniu obliczyć wg wzorów:
∆l
c
=
0
0
2
L
L
L
−
·100
∆h
c
=
o
h
h
h
0
2
−
·100
gdzie:
∆l
c
i ∆h
c
- zmiana wymiarów liniowych i grubości próbki po wysuszeniu, [%],
L
2
- wymiar liniowy próbki po wysuszeniu, [mm],
h
2
- grubość próbki po wysuszeniu, [mm].
Oznaczanie wodoodporności tektur
Wodoodporność określa się czasem potrzebnym do przejścia wody o temperaturze 20
0
C
znajdującej się pod ciśnieniem stałym na drugą stronę próbki lub wysokością ciśnienia, przy
jakim woda przejdzie na drugą stronę badanej próbki.
Do wyznaczenia wodoodporności stosuje się aparat Herzberga lub aparat typu Shoeppera,
w którym na badaną próbkę odpowiednio zamocowaną stopniowo działa wzrastające
ciśnienie. Przejście wody na drugą stronę próbki sygnalizuje wskaźnik.
Odporność na rozwarstwianie tektur jest bardzo ważna przy stosowaniu ich w produkcji
wyrobów skórzanych. Łatwość rozwarstwiania utrudnia, bowiem stosowanie ich w produkcji.
Tektury łatwo rozwarstwiające się, w płomieniu rozdzielają się na warstwy skręcające się
w przeciwne strony.
Stopień zaklejenia papieru poznaje się przez nakreślenie na nim piórem skrzyżowanych
kresek. Na papierze dobrze zaklejonym atrament nie rozlewa się, a znak jest wyraźny.
Rodzaje tektur
Tektury stosowane w produkcji wyrobów kaletniczych:
−
karton jest to gruby papier jedno- lub wielowarstwowy stosowany do usztywniania
elementów wyrobu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
tektury zwykłe otrzymywane ze ścieru drzewnego, w postaci jednowarstwowe lub
wielowarstwowych arkuszy, przeznaczone do usztywniana wyrobów, jako podkładki,
a o mniejszej gramaturze, do produkcji opakowań,
Tektury specjalne:
−
fibra otrzymywana z papieru celulozowego, który zanurzony w roztworze chlorku cynku
pęcznieje i tworzy lepką masę. Do masy tej dodaje się klej i prasuje, następnie wymywa
chlorek cynku i ponownie prasuje. Jest to produkt twardy, sztywny, odporny na działanie
tłuszczów, kwasów i wody (przy dłuższym moczeniu pęcznieje). Wilgotność
w podwyższonych temperaturach uplastycznia fibrę, przez co daje się walcować,
formować czy tłoczyć. W postaci arkuszy używana jest do produkcji waliz czy teczek,
natomiast z prętów wyrabia się np. rączki.
−
preszpan jest tekturą specjalną, wyrabianą z surowców szlachetnych (szmaty, masa
celulozowa, papier do pisania). Jest on dobrze sklejony krochmalem, obciążony
składnikami mineralnymi, a następnie nabłyszczany. Powierzchnia jego jest gładka,
lśniąca, jest on giętki i dość wytrzymały na rozciąganie i zginanie, znalazł zastosowanie
do nadawania kształtów wyrobom.
−
tektura walizkowa otrzymywana jest z mieszanki wysokowartościowej masy celulozowej
szmat lnianych i bawełnianych, i częściowo makulatury. Do klejenia stosuje się kleje
żywiczne, które naddają tekturze twardość i zwartość. Powierzchnia tektury może być
deseniowana lub gładka.
Magazynowanie wyrobów papierniczych
Papier i tektura są materiałami higroskopijnymi, bardzo wrażliwymi na zmiany
temperatury i wilgotność. W czasie magazynowania temperatura w magazynie powinna
wynosić 15–20
0
C, a wilgotność względna powietrza 60 - 65%.Wyroby układa się w stosach
lub pudełkach na półkach lub drewnianych podkładach, oddalonych od ścian i urządzeń
grzewczych, należy je chronić przed działaniem promieni słonecznych.
Każdy magazyn wyrobów papierniczych powinien być zaopatrzony w urządzenia, przyrządy
pomiarowe, podobnie jak magazyn skór gotowych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest papier?
2. Co to jest tektura?
3. Jakie znasz podstawowe surowce papiernicze?
4. Jakie znasz etapy produkcji papieru?
5. Do czego służy holender?
6. Wymień środki pomocnicze stosowane w produkcji papieru?
7. Do czego służy maszyna papiernicza?
8. Co to jest gramatura papieru?
9. Jakie są etapy produkcji tektur?
10. Wymień podstawowe badania fizykochemiczne jakości tektur?
11. Co to jest nasiąkliwość?
12. Jaki jest skład surowcowy tektur?
13. Wymień wyroby papiernicze?
14. Jakie są rodzaje tektur?
15. Jakie tektury specjalne stosujemy w produkcji wyrobów skórzanych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ gramaturę zaproponowanych wyrobów papierniczych, dokonaj analizy
uzyskanych wyników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki wyrobów papierniczych,
3) zważyć przygotowane próbki,
4) dokonać pisemnej analizy uzyskanych wyników.
Wyposażenie stanowiska pracy:
– zestaw próbek wyrobów papierniczych,
– waga techniczna,
– instrukcja obsługi wagi technicznej,
– nóż lub nożyczki,
– linijka,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 2
Rozpoznaj sposób uszlachetniania wyrobów papierniczych. Spostrzeżenia zapisz
w zeszycie ćwiczeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) obejrzeć dokładnie każdą próbkę,
3) rozpoznać sposób uszlachetniania,
4) zanotować spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– zestaw próbek wyrobów papierniczych,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Zaproponuj zastosowanie przygotowanych wyrobów papierniczych w wyrobach
kaletniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) ocenić organoleptycznie przygotowane próbki wyrobów papierniczych,
3) zaproponować zastosowanie.
Wyposażenie stanowiska pracy:
−
zestaw próbek wyrobów papierniczych,
−
przybory do pisania,
−
zeszyt ćwiczeń,
−
literatura z rozdziału 6.
Ćwiczenie 4
Rozpoznaj stopień zaklejenia przygotowanych wyrobów papierniczych, wnioski zapisz
w zeszycie ćwiczeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wykonać badanie stopnia zaklejenia,
3) zapisać obserwacje w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– próbki wyrobów papierniczych,
– atrament lub tusz,
– pióro,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić gramaturę papieru?
¨
¨
2)
wymienić surowce papiernicze?
¨
¨
3)
wymienić środki pomocnicze stosowane w produkcji papieru?
¨
¨
4)
wymienić etapy produkcji papieru?
¨
¨
5)
wymienić maszyny stosowane w produkcji papieru?
¨
¨
6)
rozróżnić wyroby papiernicze?
¨
¨
7)
określić pojęcie tektura?
¨
¨
8)
wymienić surowce do produkcji tektury?
¨
¨
9)
wymienić etapy produkcji tektury?
¨
¨
10)
wymienić właściwości tektur?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Wyroby metalowe
4.2.1. Materiał nauczania
Wyrobach kaletniczych w celu podniesienia estetyki, zamykania wyrobu, zabezpieczenia
przed zniszczeniem czy wzmocnienia konstrukcji, zastosowano wyroby metalowe, takie jak:
kółka, półkółka, nity, klamry, sprzączki, narożniki, pukle czy różnego rodzaju zamki.
Podstawowym surowcem do wytwarzania różnych narzędzi, okuć, gwoździ, drutów
i innych jest żelazo. Żelazo w przyrodzie występuje w postaci rudy. Żelazo techniczne
otrzymuje się z rud żelazowych, które po zmieszaniu z koksem i topnikami daje surówkę,
szarą (stosowana do otrzymywania odlewów), lub białą gdzie węgiel jest chemicznie
związany z żelazem i ma ona zastosowanie do produkcji stali.
Przeróbka surówki na stal polega na jej odwęglaniu w takim stopniu, aby pozostała ilość
węgla wynosiła 0,05 - 1,7 % w zależności od gatunku stali. Im wyższa zawartość węgla, tym
stal jest bardziej twarda.
Rozróżniamy stal:
−
węglową, gdzie głównymi składnikami są żelazo i węgiel oraz w znikomej ilości
domieszki innych metali,
−
stopową, gdzie głównym składnikiem jest żelazo i domieszki innych metali.
Te dwa rodzaje stali można podzielić na trzy grupy:
−
stal konstrukcyjną, przeznaczoną na części maszyn,
−
stal narzędziową, przeznaczoną do produkcji narzędzi,
−
stal specjalną do różnych innych celów.
W przemyśle skórzanym stosuje się stal narzędziową węglową, która w zależności od
zawartości węgla dzieli się na kilka grup, oraz stal narzędziową stopową.
Tab.2. Rodzaje stali narzędziowej [6, s. 265]
Zawartość
węgla %
Właściwości
Przeznaczenie
0,6–0,7
0,75–0,85
0,9–1,0
1,0 5–1,15
miękka
ciągliwa
ciągliwa twarda
średnio twarda
produkcja
narzędzi
do obróbki skóry,
młotków,
kleszczy
itp.
sprężyny, druty, noże
do krojenia skór
wycinaki, narzędzia
w
przetwórstwie
skóry o wymaganej
wyższej twardości
do produkcji noży
skrawających
Stop metalu powstaje przez stopienie dwóch lub więcej metali. Otrzymywanie stopów ma
na celu otrzymanie produktu o specjalnych właściwościach i zaletach.
Do najważniejszych stopów oprócz stali zaliczamy:
−
stopy miedzi : brąz – stop miedzi z cyną ( <20% Sn),
mosiądz – stop miedzi z cynkiem (10– 45%),
nowe srebro – nazwa handlowa alpaka, stop zawierający od 40 – 70%
miedzi, 10 – 20% niklu, 5 - 40% cynku
tombak – stop miedzi z cynkiem,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
alumel: stop niklu, manganu, aluminium i krzemu
−
monel – stop niklu około 70% z miedzią i niewielkimi dodatkami magnezu i żelaza,
−
duraluminium – stop aluminium z miedzią (2,0 – 4,9%), magnezem(0,15 – 1,8%),
manganem (0,3 – 1%), krzemu i żelaza.
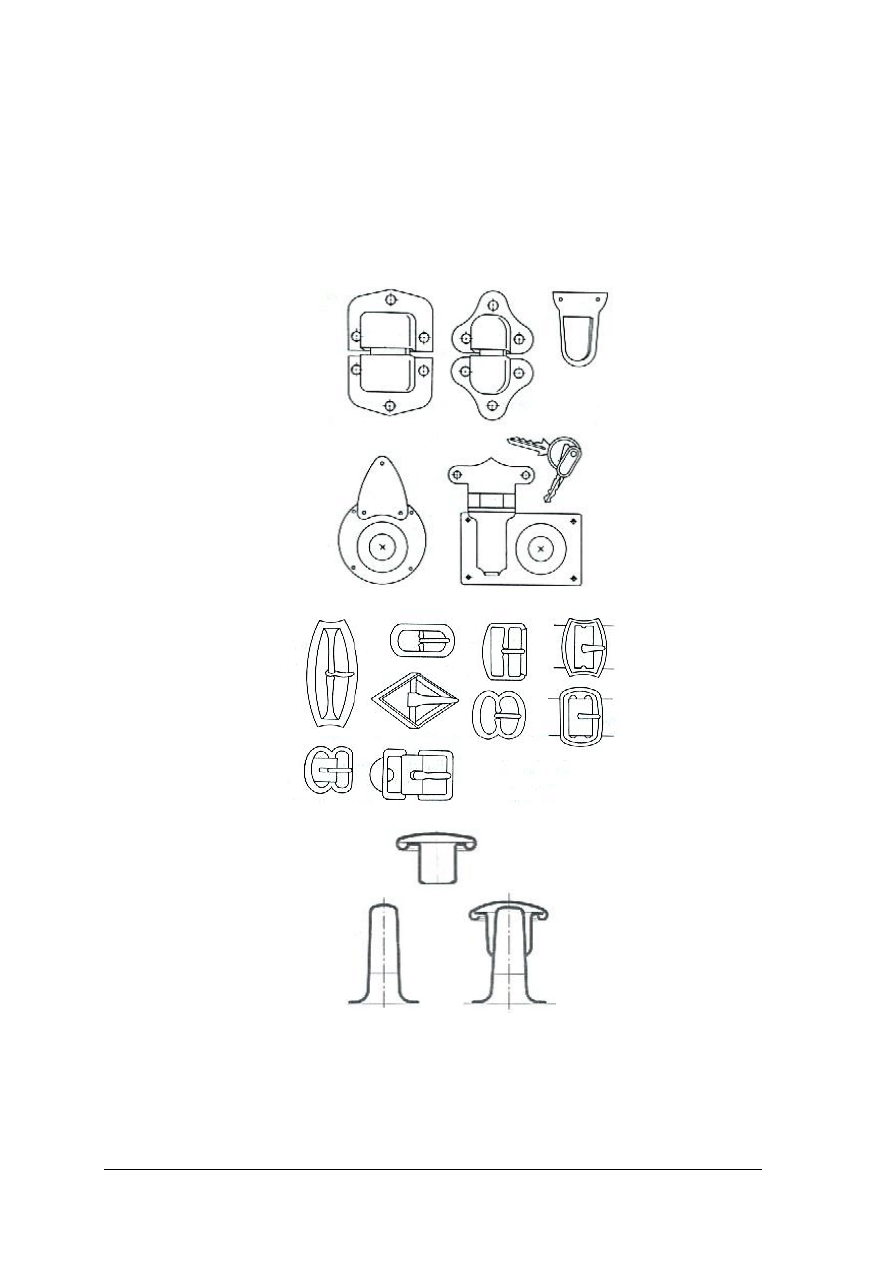
Wszelkie wyroby metalowe powstają przez przerób metali na podstawie ich topliwości,
ciągliwości, kowalności albo przez ich łączenie.
Za pomocą kucia, walcowania, tłoczenia czy ciągnienia otrzymujemy gotowe wyroby typu
blachy, druty, gwoździe, haki, okucia (rys.6) i inne.
1.
2
.
3
Rys. 6. Przykładowe wyroby metalowe [ 6, s. 275]
1 – zamki galanteryjne,
2 – sprzączki,
3 – nity zbitki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Szczególnie wyroby ze stali ulegają samoczynnemu procesowi niszczenia nazywanym
korozją. Ochrona przed korozją i walka z nią mają ogromne znaczenie gospodarcze.
Mamy wiele sposobów zabezpieczenia metali przed korozją, do których miedzy innymi
należą:
−
malowanie farbami lub lakierami,
−
oksydowanie polegające na sztucznym wytworzeniu na powierzchni przedmiotów
stalowych cieniutkiej warstewki ochronnej tlenków. Po pokryciu powierzchni olejem
lnianym ogrzewa się ją nad rozżarzonym koksem, zabieg powtarzamy kilkakrotnie,
−
fosfatyzacja polegająca na pokrywaniu przedmiotów metalowych fosforanem żelaza,
cynku, manganu itp.
−
galwanizowanie tj. powlekanie polegające na nanoszeniu za pomocą elektrolizy cienkiej
warstwy metalu odpornego na korozję. Najczęściej stosuje się niklowanie,
chromowanie, miedziowanie, cynkowanie, rzadziej pozłacanie, posrebrzanie itp.
Wyroby metalowe powinny być składowane w magazynach suchych, o wilgotności
powietrza nieprzekraczającej 70%. Wyroby metalowe należy układać w odrębnych
przegrodach, szufladach lub skrzynkach. Wszelkie wyroby z żelaza należy zabezpieczyć
przed korozją smarem, chronić je przed elektrolitami, szczególnie chlorkiem sodu.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz surowce do produkcji wyrobów metalowych?
2. Co to jest stal?
3. Co to jest stop?
4. Jakie są rodzaje stali?
5. Dlaczego zabezpieczamy metale przed korozją?
6. Jakie są metody zabezpieczania metali przed korozją?
7. Jakie właściwości metali decydują o ich przetwórstwie?
8. Jakie są metody otrzymywania wyrobów z metali?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zaproponuj zastosowanie przygotowanych wyrobów metalowych w wyrobach
kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się dokładnie z zaproponowanymi wyrobami metalowymi,
3) pogrupować wyroby metalowe,
4) zapisać nazwy i zastosowanie wyrobów metalowych w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wyroby metalowe,
– wyroby kaletnicze lub rysunki wyrobów,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ćwiczenie 2
Zaproponuj warunki magazynowania wyrobów metalowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zaproponować sposób magazynowania wyrobów metalowych z planem rozmieszczenia
urządzeń magazynowych.
Wyposażenie stanowiska pracy:
– zeszyt ćwiczeń,
– przybory do rysowania i pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Rozpoznaj metodę otrzymywania zaproponowanych przez nauczyciela wyrobów
metalowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wyrobami metalowymi,
3) przedstawić w zeszycie ćwiczeń sposoby ich otrzymywania.
Wyposażenie stanowiska pracy:
−
wyroby metalowe,
−
schematy i plansze obrazujące metody otrzymywania wyrobów,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić surowce do produkcji wyrobów metalowych?
¨
¨
2)
wymienić sposoby zabezpieczenia przed korozją?
¨
¨
3)
wymienić wyroby metalowe stosowane w produkcji wyrobów
kaletniczych?
¨
¨
4)
wymienić sposoby otrzymywania wyrobów z metali?
¨
¨
5)
dokonać podziału stali?
¨
¨
6)
określić pojęcie stopu?
¨
¨
7)
wymienić właściwości metali niezbędne do ich przetwórstwa?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3. Wyroby drewniane
4.3.1. Materiał nauczania
Surowiec uzyskany po ścięciu drzewa nazywamy drewnem. Drewno jest tworzywem
o budowie komórkowej, jego składnikami chemicznymi są: celuloza, lignina, hemiceluloza,
woda oraz charakterystyczne dla danego gatunku żywice, cukry, garbniki i substancje
mineralne. Roczny przyrost drzewa nazywamy słojami. Na przekroju pnia większości
gatunków widoczne są dwie warstwy różniące się kolorem: zewnętrzna – biel i wewnętrzna –
twardziel. Twardziel powstaje w wyniku starzenia się drzewa na skutek zamierania komórek
i zatykania naczyń. W środku pnia znajduje się rdzeń, który stanowi najstarszą część, bardzo
porowatą, ciągnącą się wzdłuż całego pnia. Do gatunków drzew twardzielowych zaliczamy:
sosnę, dąb, jodłę, świerk, jesion, wiąz, a do beztwardzielowych zaś: brzozę, buk, klon, lipę,
olchę.
Drewno ze względu na pochodzenie dzieli się na drewno drzew iglastych i liściastych.
Przykładowe rodzaje drewna ich charakterystykę i zastosowanie podaje tabela 3.
Drewno w zależności od gatunku drzewa można podzielić na:
−
miękkie, np. drewno wierzby, topoli, lipy,
−
średnio miękkie np. świerk, jodła olcha, sosna, modrzew,
−
twarde np. buk, dąb, grab, drewno wszystkich drzew owocowych.
Właściwości drewna
Fizyczne i mechaniczne właściwości drewna w dużym stopniu zależą od gatunku drzewa,
z którego zostało uzyskane. Do mechanicznych właściwości drewna zalicza się
wytrzymałość na ściskanie, ścinanie, twardość, łupliwość i sprężystość.
Łupliwość drewna – jest to zdolność łupania go klinem lub siekierą wzdłuż włókien. Łatwo
łupliwe drewno to drewno sosny, świerku, dębu lipy, olchy i innych. Trudno łupie się drewno
akacji wiązu, jaworu, gruszy.
Trwałość drewna określa się okresem, w którym jest ono zdrowe i przydatne do użytkowania.
Najbardziej trwałe jest drewno dębu, modrzewia i sosny, trwałe jesionu, świerku, wiązu,
a mało trwałe olchy, lipy, topoli.
Sprężystość lub elastyczność – jest to zdolność przyjmowania przez drewno pierwotnego
kształtu po ustaniu działania siły – powodującej odkształcenie. Elastyczne jest drewno cisu,
wiązu, sosny, dębu, a mało elastyczne grabu.
Masa właściwa zależy od gatunku, wieku i warunków, w jakim drzewo rosło. Masa właściwa
drzew rosnących w kraju waha się od 0,5 – 0,8 g/cm
3
., Przy czym lipa i świerk mają masę
właściwą niższą od 0,6 g/cm
3
, zaś dąb wyższą od 0,8 g/cm
3
. Masa właściwa decyduje czy
mamy do czynienia z drewnem lekkim czy ciężkim.
Najważniejszymi ujemnymi cechami drewna jest występowanie sęków i duża
higroskopijność, oraz stosunkowo mała odporność na działanie pasożytniczych grzybów
i owadów (obecnie dysponujemy środkami, które zabezpieczają drewno przed pasożytami).
Poddając sprasowaniu drewno lite pod ciśnieniem 30 MPa w temperaturze 70–160
0
C
i
nasyceniu
żywicą fenolowo-formaldehydową lub melaminowo-formaldehydową
otrzymujemy drewno prasowane (utwardzone). Drewno prasowane charakteryzuje się wysoką
wytrzymałością na rozciąganie i zginanie (około 2–3-krotnie wyższą od wytrzymałości
drewna zwykłego) oraz dużą twardością.
Zastosowanie i magazynowanie
W produkcji wyrobów kaletniczych drewno znalazło niewielkie zastosowanie. Z drewna
mogą być produkowane, np.: ozdoby, kółka, rączki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
W przemyśle galanteryjnym wykorzystuje się specjalny rodzaj drewna uszlachetnionego,
którym są sklejki i okleiny.
Sklejka jest to płyta sklejona z kilku cienkich warstw drewna. Warstwy układa się tak, aby
słoje się krzyżowały.
Okleiną (fornirem) nazywa się cienkie arkusze drewna, które najczęściej stosowane są
w wyrobach stolarskich.
Drewno należy przechowywać w miejscu przewiewnym, niezbyt suchym, chronić je
przed działaniem promieni słonecznych. Drobne wyroby powinny być magazynowane
oddzielnie, najlepiej w pudełkach. Sklejki i okleiny układa się w miejscach suchych, na
podkładach.
Tab.3. Przykładowe rodzaje drewna i ich zastosowanie
Gatunek drewna
Cechy charakterystyczne
Zastosowanie
Sosna
drewno silnie przesycone żywicą,
łatwe w obróbce, łupliwe
w
budownictwie,
stolarstwie,
górnictwie, na podkłady kolejowe,
do produkcji papieru, sklejki
i wełny drzewnej
Jodła
drewno lekkie, o barwie białej,
o skłonności do pękania
w
budownictwie
wodnym,
górnictwie, do produkcji papieru
Modrzew
drewno z wyraźnymi słojami,
bardzo twarde, trudno obrabialne,
w Polsce pod ochroną
w budownictwie, szkutnictwie, do
wyrobu mebli i galanterii
Topola
drewno lekkie, miękkie, łupliwe,
łatwe w obróbce, nietrwałe
do produkcji papieru, zapałek,
opakowań
Dąb
drewno
o
dużej
twardości
i wytrzymałości, bardzo trwałe,
trudno obrabialne
w
budownictwie,
meblarstwie,
posadzkarstwie,
do
wyrobu
fornirów
Buk
drewno
o
barwie
białej,
z wyraźnymi słojami, o skłonności
do pęcznienia i pękania, bez
impregnacji nietrwałe
do
wyrobu
mebli,
klepek
podłogowych, sklejek lotniczych
i stolarskich
Heban
jeden z najtwardszych gatunków
drewna,
o
czarnej
twardzieli
i białożółtej wąskiej bieli, daje się
obrabiać z dużą dokładnością
do wyrobu luksusowych mebli,
elementów
instrumentów
muzycznych, galanterii,
w rzeźbiarstwie
Mahoń
drewno
o
brunatnoczerwonej
twardzieli, z wyraźnymi słojami,
łatwo obrabialne, dobrze barwiące się
do
wyrobu
mebli,
fornirów,
boazerii, modeli odlewniczych,
w rzeźbiarstwie
Balsa
drewno o barwie białej, bardzo
lekkie(2–2,5 razy lżejsze od korka)
miękkie, niezbyt łupliwe, o małej
trwałości
w przemyśle lotniczym,
w modelarstwie, wędkarstwie, do
budowy
lekkich
jednostek
pływających
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz właściwości drewna?
2. Co to jest drewno?
3. Jakie warstwy widoczne są w przekroju pnia?
4. Jakie są ujemne cechy drewna?
5. Co to jest rdzeń drewna?
6. Jak dzielimy drewno ze względu na pochodzenie?
7. Wymień drewna miękkie, średnio miękkie i twarde?
8. Co to jest sprężystość, trwałość i masa właściwa drewna?
9. Czym różni się sklejka od okleiny?
10. Jakie zastosowanie znalazło drewno w produkcji wyrobów kaletniczych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozróżnij przygotowane próbki drewna pod względem łupliwości..
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) oznaczyć próbki drewna,
3) wykonać próbę łupliwości drewna,
4) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– próbki drewna,
– stół roboczy,
– klin,
– młotek,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie przygotowanych próbek określ masę właściwą drewna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) oznaczyć próbki,
3) obliczyć objętość próbek drewna,
4) zważyć próbki drewna,
5) obliczyć masę właściwą próbek,
6) zapisać wyniki w zeszycie ćwiczeń,
7) przeprowadzić analizę uzyskanych wyników.
Wyposażenie stanowiska pracy:
– stół roboczy,
– próbki drewna,
– waga techniczna,
– instrukcja obsługi wagi technicznej,
– linijka,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie przygotowanych próbek określ, które z nich należą do drewna miękkiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) oznaczyć próbki,
3) przeprowadzić badanie na miękkość drewna,
4) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– stół roboczy,
– próbki drewna,
– nóż,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić gatunki drzew miękkich i twardych?
¨
¨
2)
wymienić właściwości drewna?
¨
¨
3)
rozróżnić drewno ze względu na twardość, elastyczność,
łupliwość?
¨
¨
4)
określić pojęcie sklejki, okleiny?
¨
¨
5)
wymienić cechy ujemne drewna?
¨
¨
6)
zaproponować zastosowanie drewna w wyrobach kaletniczych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.4. Środki wykończalnicze
4.4.1. Materiał nauczania
Materiały do wykończania to przede wszystkim woski, środki nabłyszczające, apretury.
Oprócz tego stosuje się farby do barwienia brzegów i retuszowania oraz środki zmywające.
Stosowanie środków wykończalniczych w gotowych wyrobach skórzanych ma poprawić ich
wygląd estetyczny.
Materiały do sporządzania mieszanek wykończeniowych
Głównymi materiałami do sporządzania mieszanek wykończalniczych są woski
i substancje woskopodobne, substancje błonotwórcze, barwniki i pigmenty barwne.
Wosk i substancje woskopodobne:
−
wosk pszczeli jest naturalnym produktem pszczół, mięknie już w temperaturze 30
0
C
i staje się plastyczny, rozpuszcza się na gorąco w alkoholu, benzynie, dobrze zmydla
roztworami zasad,
−
wosk Karnauba otrzymuje się z liści palmy brazylijskiej, na których tworzy się
woskowina oddzielana w czasie gotowania jej liści. Dzięki wysokiej temperaturze
topnienia (83 – 86
0
C)
i zdolności do tworzenia powłok o dużym połysku znalazł
zastosowanie w produkcji past i apretur,
−
wosk Montana otrzymuje się z węgla brunatnego przez ekstrakcję rozpuszczalnikami
organicznymi i wydzielanie substancji woskowych. Wykazuje znaczną twardość,
temperaturę topnienia 80 – 90
0
C, rozpuszcza się w benzynie, benzenie i innych
rozpuszczalnikach organicznych, daje powłoki o dużym połysku,
−
cerezyna jest substancją woskopodobną otrzymywaną przez oczyszczenie kopaliny
ozokerytu, spotykanej w miejscu wydobywania ropy naftowej, a także w wyniku syntezy.
Nie rozpuszcza się w wodzie, słabo w alkoholu, ale dobrze w benzynie i benzenie, ulega
zmydleniu w roztworach zasad, jej temperatura topnienia to 70 – 78
0
C, może być
składnikiem apretur zamiast wosku pszczelego,
−
parafina otrzymywana jest przy frakcjonowanej destylacji specjalnych rodzajów ropy. Ma
postać białej, krystalicznej masy, bez zapachu i smaku, jej temperatura topnienia wynosi
50 - 54
0
C i jest najtańszym składnikiem apretur woskowych,
−
woski syntetyczne otrzymywane są przez chemiczną przeróbkę wosku Montana lub
podczas produkcji benzyny syntetycznej oraz wosków polietylenowych i silikonowych.
Substancje błonotwórcze
Szelak jest wydzieliną żywiczną niektórych drzew tropikalnych. Ma postać drobnych,
łamliwych płatków, temperatura topnienia szelaku 115 – 120
0
C, nie rozpuszcza się w wodzie
czy benzynie, natomiast dobrze rozpuszcza się na gorąco w roztworach zasad, a także
w alkoholu etylowym. Przy ochładzaniu wydziela się osad, który jest rozpuszczalny
w alkoholu etylowym, terpentynie i benzynie. Dzięki doskonałym właściwościom
połyskowym jest cennym składnikiem apretur.
Poliakrylany otrzymywane są w wyniku reakcji polimeryzacji pochodnych kwasów
akrylowego i metakrylowego. Lateksy żywicy poliakrylowej, jako środek wiążący zestawów
wykończeniowych plastykowych, bardzo korzystnie wpływa na właściwości uzyskanych
powłok kryjących. Zwiększa jej przyczepność, elastyczność, odporność na wielokrotne
zginanie, tarcie oraz działanie światła. Żywice akrylowe do wykończania skór występują
w trzech odmianach: miękka (S – soft), średnia (M – medium) i twarda ( H – hard).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Aby uzyskać wymagane właściwości zwykle żywice te miesza się ze sobą w różnych
proporcjach, uzyskując właściwości lepsze niż przy użyciu każdej z nich osobno.
Nitroceluloza powstaje w wyniku estryfikacji celulozy kwasem azotowym w obecności
kwasu siarkowego. W zależności od warunków prowadzenia procesu można otrzymać
nitrocelulozę o różnym stopniu podstawienia grupami azotanowymi. Polimer ten pod
względem chemicznym jest mieszaniną azotanów celulozy, a nazwa nitroceluloza jest nazwą
zwyczajową. Azotany celulozy mają duże zastosowanie w produkcji lakierów, mas
plastycznych, błon filmowych, bezdymnego prochu, jako pokrycia tkanin, skóry i innych
materiałów. Estry celulozy znalazły zastosowanie w produkcji mas plastycznych, błon,
lakierów, powłok kryjących odpornych na wodę i innych. Nitroceluloza jest głównym
składnikiem zestawów wykończeniowych kolodionowych.
Poliuretany powstają w wyniku reakcji poliaddycji dwuizocyjanianów z alkoholami lub
innymi poliolami (związki zawierające ruchliwy wodór). Grupą funkcyjną izocyjanianów jest
–N=C=O, która reaguje z wszystkimi połączeniami mającymi ruchliwy wodór, najczęściej
grupami hydroksylowymi –OH i aminowymi –NH
2
. Powstawanie żywic poliuretanowych
oparte jest więc na reakcji między dwuizocyjanianami i związkami zawierającymi grupy
hydroksylowe. Poliuretany znalazły zastosowanie jako doskonałe powłoki ochronne do
metali, drewna, jako powłoki wodoszczelne do betonu, jako powłoki elastyczne do skóry,
gumy i innych tworzyw, jako powłoki uszczelniające tkaniny i papier, posiadają właściwości
adhezyjne, a nawet włóknotwórcze.
Powłoki wykończeniowe poliuretanowe nanosi się na skórę warstwą o grubości
20÷90µm. i można je stosować jako:
−
reaktywne systemy dwuskładnikowe,
−
niereaktywne systemy jednoskładnikowe,
−
dyspersje wodne,
Największymi zaletami dyspersji poliuretanowych są:
−
odporność na działanie światła,
−
niestosowanie rozpuszczalników,
−
przyjemny chwyt,
−
duży połysk,
−
dobra odporność na zginanie i tarcie.
Kazeina jest naturalnym białkiem występującym w mleku, a po jej wyodrębnieniu,
rozpuszczeniu w wodzie z dodatkiem związków zasadowych, pigmentów, zmiękczaczy,
środków konserwujących i nabłyszczających tworzy powłoki wykończeniowe skór miękkich.
Kazeina nadaje powłokom twardość, połysk, odporność na tarcie na sucho oraz naturalny
wygląd lica. Jednocześnie jednak powłoki zawierające kazeinę są niedostatecznie elastyczne,
mało odporne na wielokrotne zginanie i tarcie na mokro, mają małą adhezję do skóry.
Środki barwiące to substancje nadające tworzywu określoną barwę, do nich można
zaliczyć pigmenty organiczne i nieorganiczne, które nie wchodzą w reakcje chemiczne
z polimerami i nie rozpuszczają się w nich oraz barwniki będące związkami organicznymi
rozpuszczającymi się w polimerze lub wchodzącymi z nim w reakcje.
Apretury
Apretury do skór miękkich są to ciecze, które naniesione na powierzchnię skóry tworzą
błyszczącą powłokę. W przemyśle stosowane są apretury szelakowe wodne i spirytusowe,
kazeinowe i kazeinowo–szelakowe wodne oraz z żywic akrylowych i lakierów
poliuretanowych.
Apretury szelakowe uzyskuje się z szelaku, który rozpuszcza się roztworach zasadowych
i alkoholu etylowym. Wodne apretury szelakowe stosowane są do wykończania skór

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
chromowych krytych farbami kazeinowymi, natomiast apretury alkoholowe stosowane są do
skór chromowych krytych farbami akrylowymi i nitrocelulowymi.
Apretury kazeinowe i szelakowo–kazeinowe składają się z kazeiny jako substancji
błonotwórczej, oleju tureckiego, jako zmiękczacza, wody z dodatkiem zasad, jako
rozpuszczalnika, krystalicznego fenolu, który przeciwdziała rozkładowi. Apretury kazeinowe
wykazują niższy połysk, dlatego dodaje się do nich pewną ilość szelaku.
Apretury na podstawie emulsji kolodionowych tworzą powłokę elastyczną, w zależności
od stopnia rozcieńczenia, o wysokim połysku lub matową. Można otrzymać dwa rodzaje
emulsji: emulsję lakieru w wodzie, w której woda jest rozcieńczalnikiem oraz emulsję wodną
w lakierze, w której emulsja jest rozcieńczana rozpuszczalnikami organicznymi. Apretury
emulsyjne kolodionowe występują jako gotowe produkty handlowe wymagające tylko
odpowiedniego rozcieńczenia.
Dzięki użyciu emulsji kolodionowych można osiągnąć następujące korzyści: otrzymać
powłokę o lepszym chwycie, zwiększyć temperaturę zapłonu, co poprawia warunki bhp,
otrzymać emulsje o niższej lepkości, zaoszczędzić drogich rozpuszczalników organicznych.
Emulsje lub roztwory żywic akrylowych można zaliczyć do apretur uniwersalnych.
Spotyka się dwie grupy apretur tego typu: apretury rozpuszczalnikowe oraz emulsje wodne
żywic akrylowych, wykazujące zdolność do utwardzania się pod wpływem podwyższonej
temperatury.
Zaletami apretur rozpuszczalnikowych jest: uniwersalność, łatwość stosowania, szybkość
schnięcia, odporność powłok na wodę, naturalny woskowy wygląd, niewrażliwość na
działanie plastyfikatorów PCW, a wadą jest ich palność.
Lakiery poliuretanowe uniwersalne dają powłoki cienkie, wytrzymałe na ścieranie
o słabym połysku.
Właściwości apretur
Apretury stosowane w fazie wykończania powinny łatwo się nanosić, tworzyć cienką
powłokę o odpowiednim połysku, możliwie szybko wysychać. Uzyskana powłoka powinna
być elastyczna, dobrze związana z podłożem, odporna na warunki atmosferyczne, na tarcie
mokre i suche oraz nie powinna zmieniać się przy długotrwałym magazynowaniu.
Przy ocenie jakości apretur bierze się pod uwagę lepkość, szybkość wysychania,
wytrzymałość powłoki na ścieranie, elastyczność, przyczepność do podłoża, odporność na
działanie wody, połysk czy przepuszczalność pary wodnej.
Uzyskanie dobrej przyczepności możliwe jest, jeżeli apretura pod względem chemicznym
będzie taka sama lub przynajmniej podobna do zewnętrznej powłoki skóry uzyskanej
w garbarni. Wytrzymałość warstwy apretury na wielokrotne zginanie oznaczana jest na
fleksometrze Bally’ego i nie powinna być mniejsza niż 100 tys. zgięć. Odporność na działanie
wody określa się odpornością na mokre tarcie. Byłoby idealnie gdyby można je było zmywać
wodą, co zostało osiągnięte w przypadku tworzyw skóropodobnych. Stosowanie apretur na
ogół obniża przepuszczalność pary wodnej i powietrza, jednak obniżenie tego wskaźnika nie
powinno być większe niż 20%.
Wykończanie tworzyw skóropodobnych
Tworzywa skóropodobne są to układy wielowarstwowe, składające się z włóknistego
podłoża przesyconego żywicą syntetyczną, powłoki kryjącej z litego lub porowatego
poliuretanu i zewnętrznej powłoki wykończeniowej z żywic akrylowych lub poliuretanu.
Powłoka tworzyw skóropodobnych jest stosunkowo trwała, a wygląd estetyczny na tyle
dobry, że w zasadzie nie wymaga dodatkowego wykończenia. Gdyby jednak taka
konieczność zaistniała można zastosować chemiczne wykończenie, jak dla skór miękkich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Środki zmywające i retuszujące
Środki zmywające powinny być tak dobrane, aby ułatwiały usunięcie zabrudzeń, plam,
czy pozostałości klejów. Nie mogą jednak niszczyć wykończenia materiału, pozostawiać
wykwitów i różnego rodzaju nalotów. Jako środki zmywające stosuje się bardzo rozcieńczone
wodne roztwory mydeł, sulfonowanych wyższych alkoholi, salmiaku i wodne roztwory
związków powierzchniowo czynnych, zawierających niewielki dodatek rozpuszczalników
organicznych, także rozpuszczalniki organiczne, głównie benzynę oraz kompozycje benzyny
i chlorowanych węglowodorów.
Środki retuszujące służą do usunięcia drobnych uszkodzeń powstałych w czasie
wytwarzania wyrobów (pęknięcia, rysy, zadrapania) i możemy je zastosować po uprzednim
oczyszczeniu powierzchni materiału, co można osiągnąć przez użycie środków zmywających.
Do środków retuszujących zaliczamy:
−
pasty, to preparaty woskowe wymieszane z farbami kryjącymi,
−
ołówki składające się z wosków z domieszką pigmentów,
−
farby, to roztwory lub emulsje wodne mające ten sam skład, co farby kryjące.
Magazynowanie środków wykończeniowych
Magazyny, w których będą przechowywane środki wykończalnicze powinno być
pomieszczeniem murowanym, zaopatrzonym w wentylację mechaniczną oraz sprzęt
przeciwpożarowy.
W magazynie powinny znajdować się regały, na których przechowywane będą zapakowane
środki wykończalnicze, do zmywania i retuszowania. Środki powinny być tak rozmieszczone,
aby nie padało na nie światło słoneczne i nie znajdowały się zbyt blisko źródła ciepła.
Wilgotność względna powietrza nie powinna przekraczać 65%, a temperatura może wahać się
od 5÷25
o
C. Każdy środek wykończalniczy, zmywający czy retuszujący powinien być
zaopatrzony w etykietę z wyszczególnionymi na niej podstawowymi danymi.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega ocena jakości apretur?
2. Jakie mamy surowce do sporządzania środków wykończalniczych?
3. Jakie znasz apretury do skór miękkich?
4. Jakie substancje błonotwórcze stosujemy w czasie wykończania wyrobów?
5. Jakim badaniom wytrzymałościowym poddajemy apretury?
6. Do czego służą środki retuszujące?
7. Jakie znasz środki retuszujące?
8. Do czego służą środki zmywające?
9. Jakie znasz środki zmywające?
10. Jakie środki wykończalnicze stosujemy w przypadku tworzyw skóropodobnych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie przygotowanych próbek rozpoznaj woski i substancje woskopodobne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
2) oznaczyć próbki,
3) rozpoznać próbki organoleptycznie i na podstawie temperatury topnienia,
4) zapisać spostrzeżenia.
Wyposażenie stanowiska pracy:
– próbki wosków i substancji woskopodobnych,
– stół roboczy,
– palnik,
– termometr,
– tygiel,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 2
Usuń drobne uszkodzenia występujące w zaproponowanym wyrobie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zmyć powierzchnię,
3) dokonać usunięcia uszkodzeń,
4) odczekać do wyschnięcia powierzchni,
5) sprawdzić wynik retuszu.
Wyposażenie stanowiska pracy:
– stół roboczy,
– środki retuszujące,
– wyrób,
– środek do zmywania,
– pędzel,
– literatura z rozdziału 6.
Ćwiczenie 3
Zastosuj odpowiednią apreturę do wyrobu wykonanego ze skóry garbowanej chromowo,
wykończonej farbami akrylowymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zmyć powierzchnię,
3) dobrać apreturę,
4) nanieść apreturę,
5) odczekać do wyschnięcia powierzchni,
6) sprawdzić wynik apreturowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
– stół roboczy,
– środki do apreturowania,
– wyrób,
– środek do zmywania,
– gąbka lub pistolet natryskowy,
– literatura z rozdziału 6.
Ćwiczenie 4
Zastosuj odpowiednią apreturę do wyrobu wykonanego ze skóry garbowanej chromowo,
wykończonej farbami kazeinowymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zmyć powierzchnię,
3) dobrać apreturę,
4) nanieść apreturę,
5) odczekać do wyschnięcia powierzchni,
6) sprawdzić wynik apreturowania.
Wyposażenie stanowiska pracy:
– stół roboczy,
– środki do apreturowania,
– wyrób,
– środek do zmywania,
– gąbka lub pistolet natryskowy,
– literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić surowce do sporządzania środków
wykończalniczych?
¨
¨
2)
scharakteryzować surowce do przygotowania środków
wykończalniczych?
¨
¨
3)
ocenić jakość powłoki wykończalniczej?
¨
¨
4)
wymienić apretury do skór miękkich?
¨
¨
5)
scharakteryzować apretury?
¨
¨
6)
wymienić środki retuszujące?
¨
¨
7)
wymienić środki do zmywania?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.5. Kleje
4.5.1. Materiał nauczania
Klejami nazywa się substancje, które są zdolne do łączenia dwóch materiałów przez
połączenie ich powierzchni, przy czym złącze ma odpowiednią wytrzymałość. Znalazły one
duże zastosowanie w produkcji wyrobów skórzanych, szczególnie przy montażu klejonym
obuwia. Dodatnią cechą klejenia jest siła i szczelność połączeń utrzymująca się przez dłuższy
okres, możliwość łączenia elementów z różnych materiałów, uproszczona technologia
produkcji oraz oszczędność materiałów.
Proces klejenia przebiega w następujący sposób:
−
doprowadzenie kleju do stanu użyteczności technologicznej,
– przygotowanie powierzchni elementów , które chcemy skleić przez obróbkę mechaniczną
lub chemiczną,
– pokrywanie elementów warstwą kleju w miejscach łączenia,
– aktywowanie naniesionej warstwy kleju,
– łączenie sklejanych elementów,
– przemiana kleju w spoinę klejową, łączącą materiały sklejane przez zastosowanie
odpowiedniej temperatury, ciśnienia i czasu utwardzania.
W produkcji wyrobów skórzanych przebieg procesu klejenia może być różny i zależy od
rodzaju sklejanych materiałów i rodzaju stosowanego kleju. Ze szczegółowymi sposobami
klejenia zapoznasz się w toku dalszej nauki.
W produkcji wyrobów skórzanych stosuje się kleje różnego pochodzenia, o różnym
składzie i właściwościach pozwalających na zastosowanie w różnych fazach produkcji. Kleje
stosowane w produkcji wyrobów kaletniczych można podzielić:
−
w zależności od pochodzenia substancji podstawowej,
−
według przeznaczenia i ich stosowania (podstawowe, pomocnicze i dalej do jakich
czynności są stosowane),
−
według technologii klejenia dzieli się na kleje aktywowane: ciśnieniem, termicznie,
rozpuszczalnikami organicznymi, wodą, metodami kombinowanymi,
−
w zależności od sposobu wiązania, na kleje, które tworzą spoinę w wyniku: fizycznego
wysychania, chemicznego utwardzania (sieciowania) itd.
Tak zróżnicowany charakter klejów utrudnia ich klasyfikację. Ogólnie kleje stosowane
w przemyśle skórzanym można podzielić wg pochodzenia na sześć grup:
−
kleje z kauczuków naturalnych i syntetycznych rozpuszczalnych w rozpuszczalnikach
organicznych,
−
kleje z lateksów żywic syntetycznych rozpuszczalne w wodzie,
−
kleje rozpuszczalnikowe z tworzyw polimeryzacyjnych i poliaddycyjnych,
−
kombinowane kleje z kauczuków i żywic syntetycznych w rozpuszczalnikach
organicznych,
−
kleje topliwe na podstawie tworzyw polikondensacyjnych,
−
kleje pochodzenia zwierzęcego i roślinnego.
Określanie jakości klejów
Wymagania jakościowe klejów są różne w zależności od przeznaczenia. Kleje stosowane
w produkcji wyrobów skórzanych powinny wykazywać możliwie najwyższą wytrzymałość na
rozwarstwianie w miejscu sklejenia, odpowiednią szybkość wysychania tak, aby zapewnić
prawidłowy przebieg operacji technologicznych. Wytworzona spoina sklejająca nie może być
twarda, musi wykazywać odporność na wodę, niskie i wysokie temperatury. Proces klejenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
powinien być prosty i szybki, aby nie zachodziła konieczność kilkakrotnego smarowania
i długiego podsuszania. Kleje te powinny wykazywać odporność na dłuższe magazynowanie.
Głównymi wskaźnikami określającymi jakość klejów są oznaczenia umownej suchej
pozostałości, lepkości kleju i właściwości klejących.
Umowna sucha pozostałość charakteryzuje stężenie kleju i określa się ją przez
wysuszenie próbki w temperaturze 100°C. Oznaczenie to należy przeprowadzić według
normy PN-EN 827:1996. Na podstawie umownej suchej substancji można ustalić wymaganą
grubość wytwarzanych złącz klejowych oraz wydajność produktu.
Lepkość kleju określa się miarą tarcia międzycząsteczkowego w roztworze. Istotny tutaj
jest współczynnik lepkości, który jest odwrotnością płynności kleju.
Lepkość klejów stosowanych w przemyśle skórzanym jest ważnym wskaźnikiem
technologicznym. Klej o dużej lepkości trudno nanosi się na powierzchnię sklejanych
materiałów, słabo wnika w materiał, a naniesiona powłoka jest nierówna. Klej o zbyt niskiej
lepkości przy jednorazowym naniesieniu na powierzchnię materiałów porowatych daje
powłokę niewystarczającej grubości i konieczne jest w tym przypadku kilkakrotne nanoszenie
zwiększające jego zużycie. Optymalną lepkość kleju dostosowuje się do rodzaju sklejanych
materiałów i ich przeznaczenia.
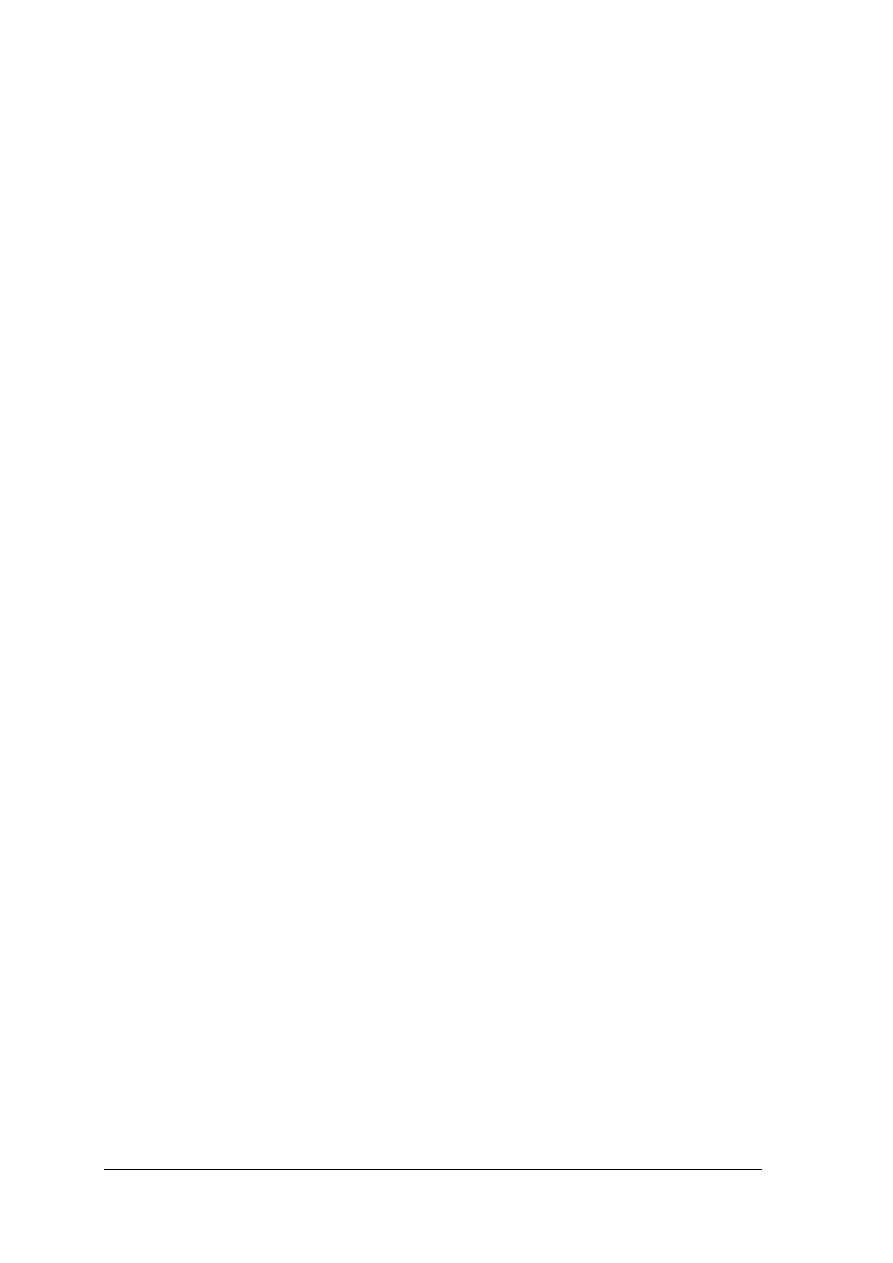
Właściwości klejące mają kleje dzięki adhezji (przyczepności) i kohezji (spoistości
wewnętrznej) (rys. 7).
a
b
Rys.7. Siły występujące w spoinie klejowej [12]
a) adhezja (przyczepność powierzchni granicznych)
b) kohezja (wewnętrzna spoistość kleju)
Właściwości adhezyjne powłok klejących określają ich zdolność do przyklejania
i łączenia się z powierzchnią materiału, na który naniesiono klej. Przy klejeniu materiałów
pełnych, nieporowatych adhezja ma zasadnicze znaczenie. Warunkiem prawidłowego klejenia
jest zdolność zwilżania materiału, adsorpcja kleju, a niekiedy chemiczne oddziaływanie. Przy
klejeniu materiałów porowatych konieczne jest łatwe wnikanie kleju do wnętrza materiału
sklejanego, a więc łączenie się powłoki klejącej nie tylko z powierzchnią materiału, lecz także
z wewnętrzną powierzchnią kapilar.
Właściwości kohezyjne substancji klejącej mają wpływ na wewnętrzną spoistość
wynikającą z sił działających między cząsteczkami spoiny klejowej.
Rozgraniczenie właściwości adhezyjnych i kohezyjnych jest trudne i dlatego w praktyce
ocenia się to jako ogólną zdolność klejącą przez określenie siły potrzebnej do rozwarstwienia
materiałów sklejonych. Może wystąpić brak wytrzymałości na granicy złącze – materiał
(słaba adhezja kleju) lub w samym złączu (słaba kohezja). Zasada oceny zdolności sklejania
polega na sklejaniu badanym klejem dwóch pasków, a następnie rozwarstwianiu sklejonych
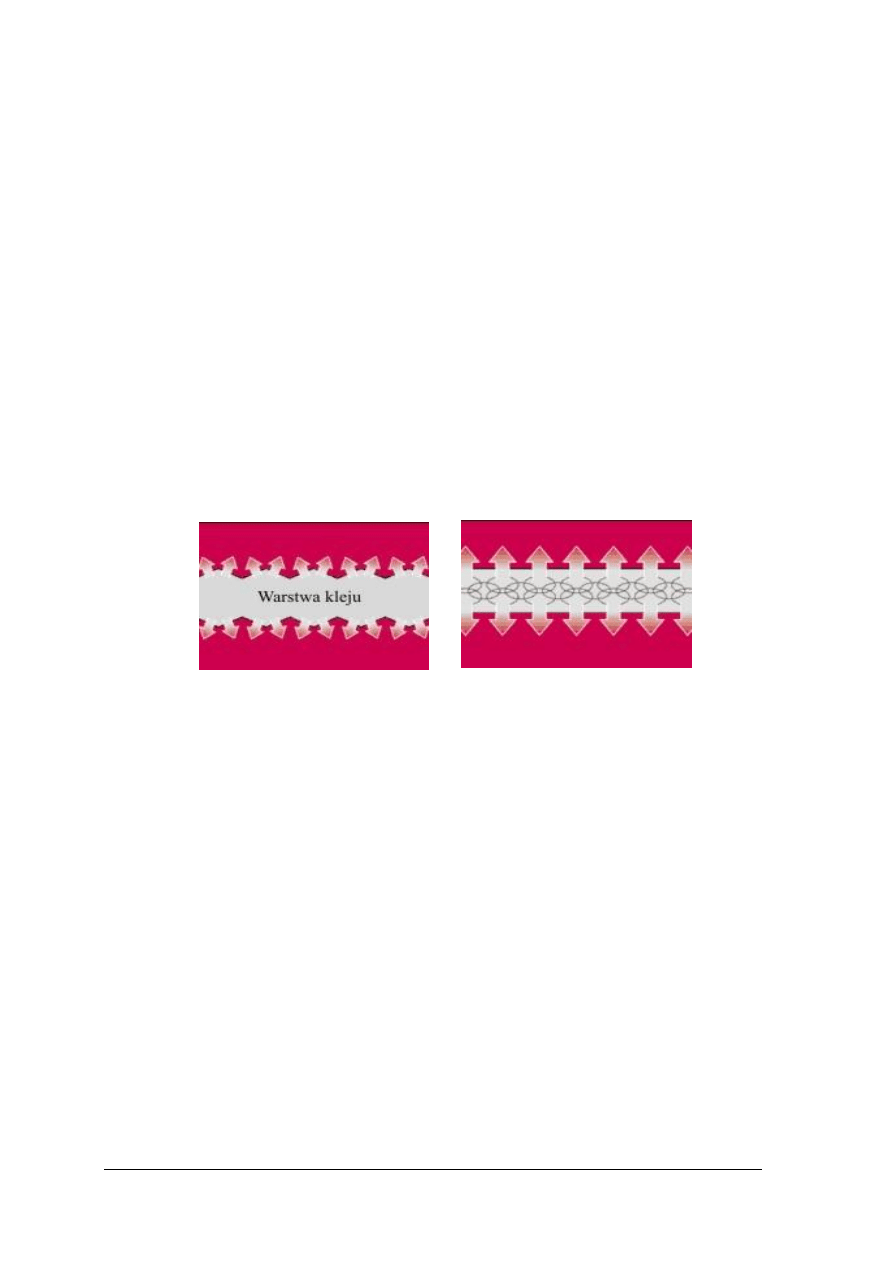
materiałów na zrywarce. Rozróżnia się oznaczanie wytrzymałości na oddzieraniu polegające
na rozwarstwianiu sklejonej próbki oraz oznaczenie wytrzymałości na ścinanie (rys 8).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys.8. Schemat oznaczania wytrzymałości złącza klejowego [5, s. 305]
a. na oddzieranie b) na ścinanie
Zmiana barwy powłoki kryjącej skóry pod wpływem kleju ma istotne znaczenie
w produkcji wyrobów skórzanych. Badanie zmiany barwy polega na określeniu zmiany
zabarwienia próbek materiałów stosowanych na elementy wyrobów powleczonych i nie
powleczonych klejem po poddaniu ich naświetleniu promieniami ultrafioletowymi.
Trwałość klejów dwuskładnikowych oznacza się przez ustalenie różnicy w lepkości tych
klejów przed i po dodaniu środka sieciującego (utwardzacza).
Badanie klejów topliwych polega na oznaczeniu temperatury mięknięcia oraz
wyznaczeniu wskaźnika płynięcia.
Badanie właściwości klejów stosowanych w przemyśle skórzanym należy prowadzić
według normy PN-C-89354-1:1999 i norm z nią związanych.
Rozpuszczalniki organiczne do klejów
Do rozpuszczania większości rodzajów klejów stosowanych w przemyśle skórzanym
stosuje się różne rozpuszczalniki organiczne. Niekiedy do sporządzania mieszanki klejącej
oprócz rozpuszczalników dodaje się także rozcieńczalniki. Są to substancje organiczne, które
nie mają zdolności rozpuszczania kleju, lecz dobrze mieszają się wraz z rozpuszczalnikiem
i w określonych ilościach nie wytrącają podstawowej substancji. Dodatek rozcieńczalników
obniża koszt zestawu klejącego.
W przemyśle skórzanym jako rozpuszczalniki stosuje się benzynę, aceton, octan etylu
i butylu, alkohol etylowy i inne. Podstawowe warunki techniczne rozpuszczalników do
klejów podano w tabeli 2.
Tabela 4. Charakterystyka rozpuszczalników do klejów [5, s.306]
Rodzaj rozpuszczalnika
gęstość
w [g/cm
3
}
Temperatura
wrzenia w [°C]
Benzyna
0,73
80 – 120
Aceton
0,79
55 – 57
Octan etylu
0,89
74 – 80
Octan butylu
0,88
120 – 130
Alkohol etylowy
0,79
78

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Benzyna jest stosowana jako rozpuszczalnik naturalnego i syntetycznego kauczuku. Jest
to ciecz lotna, łatwo palna, bezbarwna, o charakterystycznym zapachu, otrzymywana przez
destylację ropy naftowej. Benzynę zalicza się do środków szkodliwych dla zdrowia
(toksyczność). W zatruciach przewlekłych powoduje bóle i zawroty głowy, stany zapalne
oczu, podrażnienie górnych dróg oddechowych. W zetknięciu ze skórą powoduje jej
odtłuszczenie i wysuszenie oraz objawy podrażnienia, czasem stany zapalne.
O szkodliwości benzyny decyduje zawartość węglowodorów aromatycznych.
Aceton jest cieczą bezbarwną, przezroczystą, bardzo łatwo palną, o zdecydowanym,
charakterystycznym zapachu. Aceton otrzymuje się przez suchą destylację drewna,
w procesach fermentacji węglowodanów lub w wyniku syntezy. Miesza się on dobrze z wodą,
alkoholem etylowym, benzyną i innymi rozpuszczalnikami organicznymi. Zalicza się do
bardzo aktywnych rozpuszczalników niektórych klejów. Z acetonem należy obchodzić się
bardzo ostrożnie ze względu na jego lotność, łatwopalność i toksyczność.
Octan etylu jest przezroczystą, bezbarwną lub lekko zabarwioną cieczą, uzyskiwaną
w reakcji między alkoholem etylowym i kwasem octowym. Jest on stosowany wraz
z acetonem jako rozpuszczalnik wielu klejów. Zalicza się do rozpuszczalników lotnych
i szkodliwych dla zdrowia. Jest on stosunkowo mało toksyczny. W zatruciach przewlekłych
może powodować bóle i zawroty głowy, stany nerwicowe, nudności.
Octan butylu jest rozpuszczalnikiem bardzo podobnym do omówionego już octanu etylu.
Na skutek stosunkowo małej lotności octan butylu stosuje się jako regulator szybkości
wysychania kleju. Wprowadzenie go do mieszanki klejącej daje równomierność rozłożenia
i wysychania powłoki klejącej, naniesionej na powierzchnie sklejane.
Alkohol etylowy jest bezbarwną cieczą, która miesza się z wodą, acetonem, estrami
i innymi rozpuszczalnikami. W przemyśle skórzanym ma zastosowanie alkohol etylowy
rektyfikowany, zawierający 95% czystego produktu.
Rodzaje klejów stosowanych w kaletnictwie
Kleje rozpuszczalnikowe
Do grupy tej zalicza się kleje syntetyczne oraz modyfikowane pochodzenia naturalnego,
do sporządzenia, których niezbędne są rozpuszczalniki i rozcieńczalniki organiczne. Kleje
rozpuszczalnikowe stanowią 80% klejów stosowanych przemyśle skórzanym. Zawierają one
około 75% rozpuszczalników, które stanowią zagrożenie pożarowe, są toksyczne, pogarszają
warunki BHP i przeciwpożarowe, zanieczyszczają środowisko naturalne i są bezpowrotnie
tracone. Największą zaletą klejów rozpuszczalnikowych jest szybkie wysychanie.
1. Kleje kauczukowe to kleje z kauczuku naturalnego lub syntetycznego otrzymywane przez
rozpuszczenie go w benzynie. Najpierw zalewa się pokrojony kauczuk benzyną na jedną dobę
w celu spęcznienia, a następnie po dodaniu odpowiedniej ilości benzyny rozpuszcza się
całkowicie przy stałym mieszaniu. Używa się kauczuku naturalnego wysokiej jakości, rodzaju
smoked sheet walcowanego. Jakość kleju kauczukowego zależy od sposobu walcowania
kauczuku. Stosunek wagowy kauczuku i benzyny zależy od rodzaju użytego kauczuku
naturalnego i najczęściej są stosowane kleje jako 8 – 20-procentowe roztwory. W celu
poprawienia właściwości klejących dodaje się do kauczuku najczęściej kalafonii w ilości
5 - 20% oraz środków wulkanizujących i różnych przyspieszaczy wulkanizacji.
Najbardziej charakterystycznymi właściwościami klejów kauczukowych są: niskie
stężenie ze względu na ograniczoną rozpuszczalność kauczuku, wyczuwalna lepkość
wysuszonych powłok klejących, dobra adhezja do skóry, tkaniny i gumy, a słabe właściwości
kohezyjne, co powoduje łatwe rozdzielanie się wzdłuż powłoki klejącej. Złącze z kauczuku
naturalnego jest mało odporne na wodę, ciepło, oleje i tłuszcze, wykazuje niezbyt dużą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
zdolność klejenia szczególnie obniżającą się przy oddziaływaniu mechanicznym i przy
użytkowaniu wyrobu w trudnych warunkach atmosferycznych.
W Polsce są produkowane kleje kauczukowe jednoskładnikowe i dwuskładnikowe. Kleje
dwuskładnikowe składają się z dwóch roztworów mieszanych przed użyciem. Najczęściej
jednym
z
roztworów
jest
rozpuszczalnikowy
roztwór
kauczuku
ze
środkami
wulkanizującymi, drugi zaś z przyspieszaczem wulkanizacji. Kleje te noszą różne nazwy np.
klej kauczukowy, klej szewski, klej gumowy lub zależne od producenta.
Przykładem takiego kleju jest
Bonakol Kalet G2 bazujący na kauczuku naturalnym
specjalnie modyfikowanym i aktywowanym.
Charakterystyka kleju :
Wygląd: lepka kremowo – beżowa ciecz (produkowany również w innych kolorach np.
czarnym)
Sucha masa: 11–14% według PN-EN 827
Lepkość: 90–110 sek KF 6mm wypływ 50 ml według PN-EN ISO 2431
Wiskozymetr BROOKFIELD LVDV obroty 12/min wrzeciono nr 3 7000-10000 mPas.
Wytrzymałość na oddzieranie według PN-ISO 11339:
początkowa min. 0,8 d N/cm
końcowa: min. 1,0 dN/cm
Klej Bonakol – Kalet G-2 jest przeznaczony dla przemysłu obuwniczego i kaletniczego jako
klej pomocniczy do łączenia skór, tkanin oraz niektórych gum.
Do klejów rozpuszczalnikowych na bazie kauczuków naturalnych zaliczamy również
kleje Gumbut i Gumbut S przeznaczone dla przemysłu obuwniczego i kaletniczego do
przeprowadzania operacji pomocniczych.
2. Kleje polichloroprenowe – kleje CR, zwane wcześniej klejami neoprenowymi, są
roztworami kauczuku chloroprenowego z dodatkiem składników wulkanizujących
w mieszaninie rozpuszczalników organicznych. Są to kleje kontaktowe. Właściwości kleju
CR zależą w dużej mierze od sposobu polimeryzacji kauczuku chloroprenowego. Do
produkcji kleju najlepiej nadaje się chloropren wysokosyntetyczny. Najpierw kauczuk
polichloroprenowy walcuje się z dodatkiem środków wulkanizujących oraz stabilizatorów,
a następnie pokrojoną mieszankę rozpuszcza się w mieszaninie rozpuszczalników jako 15 –
30 roztwór z dodatkiem niektórych żywic syntetycznych w celu poprawienia właściwości
adhezyjnych. Kauczuk chloroprenowy rozpuszcza się dobrze w rozpuszczalnikach
organicznych aromatycznych, ketonach, estrach z dodatkiem rozcieńczalników, np. benzyny.
Kleje chloroprenowe wykazują doskonałą przyczepność do większości materiałów
stosowanych w przemyśle skórzanym. Złącze klejowe uzyskuje pełną wytrzymałość po
2 – 3 dobach sezonowania dzięki skłonności do krystalizacji. Kleje chloroprenowe wykazują
dobrą wstępną przyczepność. Są one wodoodporne, odporne na oleje, tłuszcze, benzynę.
Przez dodatek różnych składników żywic naturalnych i syntetycznych można uzyskać
podwyższoną odporność termiczną, podwyższyć wytrzymałość mechaniczną złącza oraz jego
odporność na chemikalia.
Do czynników ograniczających zakres stosowania klejów CR jako klejów
konstrukcyjnych zalicza się niską odporność złącza klejowego na starzenie, zwłaszcza
w podwyższonej temperaturze oraz niezadowalająca odporność złącza na działanie wody. Te
ujemne cechy zanikają, gdy stosuje się dodatek utwardzacza izocyjanianowego.
Kleje chloroprenowe dzieli się na dwa typy: kleje konstrukcyjne oraz kleje pomocnicze.
Poza tym mogą być kleje jednoskładnikowe lub dwuskładnikowe z dodatkiem czynników
sieciujących z grupy izocyjanianów.
Krajowe kleje polichloroprenowe noszą nazwy Butapren, Butaterm, Pronikol, Bonaterm,
Bonakol mają wszechstronne zastosowanie do klejenia na zimno gum, skór wyprawionych,
poromerycznych i sztucznych, tkanin i filcu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Przykładem takich klejów są Bonakol B III, Pronikol OBT - III lub Butaterm A.
Bonakol B III – klej polichloroprenowy modyfikowany kompozycją specjalnych żywic
i wypełniaczy. Jest również wytwarzany w wersji beztoluenowej jako Bonakol B III BT
Charakterystyka kleju Bonakol B III:
Wygląd: lepka ciecz o barwie jasnobeżowej do żółtej.
Sucha masa: 17–20% według PN-EN 827
Lepkość: 30 – 50 s KF 6mm wypływ 50 ml według PN-EN ISO 2431
Wiskozymetr BROOKFIELD LVDV 20 obr/min wrzeciono nr 3 1500-3000 mPas
Wytrzymałość spoiny na oddzieranie według PN-ISO 11339:
początkowa - min. 1,5 dN/cm,
końcowa - min. 3,0 dN/cm.
Klej Bonakol B III jest przeznaczony dla przemysłu obuwniczego, kaletniczego, do łączenia
skór naturalnych, gumy, tkanin itp. materiałów. Może być stosowany w meblarstwie do
łączenia pianek poliuretanowych oraz materiałów tekstylnych.
Klej Pronikol OBT – III jest roztworem kauczuku polichloroprenowego i żywic
syntetycznych w mieszaninie rozpuszczalników z dodatkiem wypełniaczy. Przeznaczony jest
dla przemysłu obuwniczego. Służy do łączenia skór naturalnych, gumy oraz tkanin. Klei
również drewno, kartony, filc i niektóre tworzywa sztuczne.
Właściwości:
Lepkość: 80 – 140s kubkiem Forda, 6 mm, wypływ 100 cm
3
Sucha pozostałość: 19,0 – 22,0 %
Wytrzymałość spoiny klejowej na rozwarstwienie, dla połączeń boksu bydlęcego z gumą
standard badana po 48 godz nie mniej niż 4,5 daN/cm.
Butaterm A jest roztworem kauczuku polichloroprenowego i żywic syntetycznych
w mieszaninie rozpuszczalników organicznych z dodatkiem wypełniaczy. Klej ten
przeznaczony jest dla przemysłu skórzanego. Służy do łączenia skór naturalnych
i syntetycznych z gumą, skórą i innymi materiałami skóropodobnymi. Klej nie plami
materiałów w jasnych kolorach.
Właściwości:
Lepkość: 50 – 80 s kubkiem Forda, 6 mm, wypływ 50 cm
3
Sucha pozostałość: 23–27 %
Wytrzymałość spoiny klejowej na rozwarstwienie, dla boksu bydlęcego z gumą standard nie
mniej niż:
początkowa 1,5 daN/cm,
po 48 godz. 4,5 daN/cm.
Odporność termiczna badana w temperaturze 60°C dla połączeń boksu bydlęcego z gumą
standard nie więcej niż 5,0 mm/min.
3. Kleje z kauczuku butadienowo-akrylonitrylowego, w których podstawowym składnikiem
jest kauczuk butadienowo-akrylonitrylowy, zwany często kauczukiem nitrylowym, który
wykazuje lepsze właściwości niż jednorodne kauczuki polibutadienowe. Przez odpowiednią
przeróbką otrzymuje się kauczuk rozpuszczalny w estrach, ketonach, chlorowanych
węglowodorach, a jako rozcieńczalniki stosuje się węglowodory aromatyczne.
W przemyśle obuwniczym kleje z kauczuku butadienowo – akrylonitrylowego (kleje
NBR) stosuje się jako roztwory dwuskładnikowe. Mogą to być kompozycje z octanem winylu
lub z żywicami fenolowymi, a najlepiej z dodatkiem izocyjanianów. Dodatek izocyjanianów
zwiększa adhezję i termoodporność, zwłaszcza przy klejeniu gum i tworzyw sztucznych.
Pod względem wytrzymałości i wszechstronności połączeń kleje NBR zalicza się do
dobrych klejów kontaktowych, zawierają one 15 – 30% suchej pozostałości. Złącze klejowe
jest odporne na podwyższone temperatury, benzynę, oleje i wykazuje dużą elastyczność oraz

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
odporność na chemikalia. NBR służą do klejenia tworzyw skóropodobnych z PCW i innych
ze skórą.
4. Kleje poliuretanowe stosuje się w przemyśle skórzanym jako kleje poliuretanowe jedno-
i dwuskładnikowe.
Do pierwszej grupy zalicza się systemy poliuretanów oparte na termoplastycznych
środkach wiążących w roztworze rozpuszczalników, dające jednorodne substancje klejące
lub w połączeniu z innymi polimerami. Kleje jednoskładnikowe poliuretanowe
rozpuszczalnikowe nanosi się jednokrotnie lub dwukrotnie, a po podsuszeniu powłokę
klejową aktywizuje się i skleja pod ciśnieniem. Rozpuszczalnikami poliuretanów są octan
etylu, toluen, aceton i inne w ilości 80% w stosunku do suchej masy kleju.
Do drugiej grupy zalicza się reaktywne dwuskładnikowe systemy poliuretanów,
w których jednym składnikiem są OH–prepolimery, jako podstawowe środki wiążące,
natomiast
drugim
składnikiem
są
NCO–prepolimery,
zwane
utwardzaczami
izocyjanianowyrni. Po wymieszaniu zestawu OH–prepolimeru, zwanego żywicą PU,
z zestawem utwardzacza izocyjanianowego zachodzi sieciowanie i utwardzenie złącza
klejowego. Ilość stosowanego utwardzacza ma wpływ na szybkość sieciowania, wiązanie
i charakter tworzonego złącza. Praktycznie stosuje się go 5 – 7% w stosunku do żywicy PU.
Kleje należące do tej grupy mogą być używane w normalnej i podwyższonej temperaturze,
a czas wiązania może być skrócony przez dodatek środków przyspieszających. Do łączenia
materiałów w kolorach jasnych należy stosować utwardzacz nieplamiący (bezbarwny).
Kleje poliuretanowe jednoskładnikowe mają lepkość 50 – 90s, wytrzymałość złącza
klejowego na rozwarstwianie początkowe 2,5 daN/cm, po 72h – 5,5 daN/cm. Kleje
poliuretanowe dwuskładnikowe wykazują lepkość 45 – 80s, wytrzymałość na rozwarstwianie
początkową 1,5 daN/cm, a po 48 h - 4 – 5 daN/cm. Trwałość kleju po dodaniu utwardzacza
wynosi nie mniej niż 8 h.
Przykładem kleju poliuretanowego są Pronikol PU-1, BA, TR, Anedcoll PU1
Kleje Pronikol PU–1 i Anedcool PU–1 (rys.6) są roztworami poliuretanu, żywic
syntetycznych i środków modyfikujących w mieszaninie rozpuszczalników organicznych.
Kleje te przeznaczone są dla przemysłu skórzanego. Służą głównie do łączenia skór
naturalnych i syntetycznych oraz materiałów skóropodobnych. Ponadto mają dobrą
przyczepność do metali, szkła, papieru, filcu, drewna. Są przydatne do sklejania różnych
tworzyw sztucznych z wyjątkiem polietylenu, polistyrenu i polimerów fluorowych. Kleje te
nie plamią materiałów w jasnych kolorach.
Klej Pronikol BA jest roztworem poliuretanu i środków modyfikujących w mieszaninie
rozpuszczalników organicznych. Klej ten stosuje się bez utwardzacza i bez aktywizacji
termicznej do łączenia skór naturalnych i syntetycznych z materiałami podeszwowymi
z PCW, PUR, gumy oraz innymi stosowanymi w przemyśle skórzanym. Zalecany jest
szczególnie w zakładach nieposiadających urządzeń do aktywizacji błony klejowej.
Doskonale nadaje się do stosowania w zakładach rzemieślniczych. Charakterystyczną jego
cechą jest długi czas otwarty, toteż materiały można sklejać po upływie 20 – 60 minut od
chwili naniesienia kleju na obydwie łączone powierzchnie.
Właściwości
Lepkość: 50 – 80s kubkiem Forda 6 mm, wypływ 50 cm
3
Sucha pozostałość: nie mniej niż 18 %
Wytrzymałość spoiny klejowej na rozwarstwienie dla połączeń boksu bydlęcego z gumą
standard , nie mniej niż:
początkowa - 2 daN/cm,
po 48 godz - 5 daN/cm,
po przyspieszonym starzeniu hydrotermicznym - 4 daN/cm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Poliuretany należą do doskonałych klejów specjalistycznych. Niekiedy nieznaczny
dodatek do innych klejów (np. klejów kauczukowych) poprawia ich właściwości klejące.
Dzięki dużej adhezji dobre wyniki uzyskuje się, stosując kleje poliuretanowe do powierzchni
gładkich. Złącza poliuretanowe są odporne na działanie rozpuszczalników, wody i czynników
atmosferycznych.
Mają
one
dobrą
elastyczność
i
odporność
złącza,
zarówno
w podwyższonych (do 80°C), jak i obniżonych (do - 50°C) temperaturach. Wadą tych klejów
jest stosunkowo krótka trwałość masy klejowej po dodaniu izocyjanianu oraz toksyczność
składników kleju.
Kleje lateksowe, zwane dyspersyjnymi, są emulsjami wodnymi polimerów syntetycznych
o zabarwieniu mlecznym, często z żółtym odcieniem. Lateksy są produktami uzyskiwanymi
w wyniku polimeryzacji emulsyjnej monomerów dienowych. Są one ważne ze względów
ekonomicznych, ponieważ rozpuszczalnikiem jest woda, a nie rozpuszczalniki organiczne
Dzięki nietoksyczności, niepalności, dużej zawartości suchej substancji, ale niskiej lepkości,
kleje lateksowe stosuje się w czynnościach pomocniczych montażowych.
Do najpopularniejszych klejów lateksowych zaliczamy kleje emulsyjne z polioctanu
winylu. Kleje te są podstawowymi klejami pomocniczych. Emulsje wodne polioctanu winylu
mają wygląd gęstej śmietany, zawierają 40 – 60% suchej pozostałości. Emulsje specjalnie
zmiękczone dają elastyczne złącza klejowe, dzięki czemu stosuje się je jako kleje pomocnicze
do łączenia niektórych części wyrobów oraz do wklejania elementów usztywniających.
Emulsje polioctanu winylu mogą być zmiękczone najczęściej ftalanem dwubutylu, dając
elastyczne spoiny klejowe. Emulsje polioctanu winylu mogą być modyfikowane jako
kopolimery w połączeniu z żywicami akrylowymi i akrylonitrylowymi.
Uzyskiwane spoiny klejowe są odporne na benzynę, terpentynę, tłuszcze, ksylen, wodę,
w której jednak pęcznieją.
Podstawowym klejem na bazie polioctanu winylu jest Winacet znakowany literowo
i cyfrowo. Winacet DPC 38/20 jest wodnym roztworem dyspersyjnym (D) polioctanu winylu
produkowanego na polialkoholu winylu (P) nie zmiękczonego lub zmiękczonego ftalanem
dwubutylu (C)
.
Winacet DP 50 zawiera 50% polimeru i nie zawiera zmiękczacza, a Winacet
DP 44/11 zawiera 44% polimeru i 11% ftalanu dwubutylu w stosunku do masy roztworu
dyspersyjnego oraz ok. 0,5% metanolu.
Każdy lateks dowolnego polimeru syntetycznego może być stosowany jako klej, jeśli
wykazuje odpowiednie właściwości adhezyjne i kohezyjne. Kleje otrzymywane z lateksu
kauczuku polichloroprenowego zawierają 45% suchej substancji, ale wykazują niską lepkość.
W celu poprawienia ich właściwości dodaje się odpowiednich żywic, środków
zagęszczających, stabilizatorów i innych. Kleje takie stosuje się jako pomocnicze. Podobne
właściwości mają lateksy z kauczuku butadienowo–styrenowego.
Ostatnio wprowadza się wodne roztwory dyspersyjne polimerów uretanowych,
o konsystencji i wyglądzie mleka, o zawartości suchej pozostałości ok. 40% i lepkości 7 s.
Kleje topliwe (rys. 9) są to termoplastyczne polimery i kopolimery wykazujące wysoką
adhezję do sklejanych materiałów oraz wymagane właściwości kohezyjne. Temperatura
mięknięcia i płynięcia żywic termoplastycznych nie może przekraczać krytycznej temperatury
rozkładu sklejanych materiałów. Kleje topliwe wykazują niską lepkość i tworzą cienkie,
elastyczne i wodoodporne spoiny. Nanoszenie tych klejów odbywa się przez wtłaczanie
stopionego kleju przez dyszę maszyny przystosowanej do wykonania określonej operacji lub
za pomocą specjalnego pistoletu. Do łączenia elementów sklejanych wystarczy stosowanie
niewielkiego krótkotrwałego ciśnienia. Do produkcji wyrobów skórzanych można używać
kleje topliwe w postaci granulatu, prętów, żyłek itp., a niekiedy do punktowego sklejania
w postaci proszków i past termoplastycznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
a b c
Rys.9. Kleje topliwe dla przemysłu skórzanego:
a) w postaci granulatu [13] b) w żyłce [14] c) w sztyfcie [15]
Maszyny te nanoszą klej jednostronnie lub z obu stron łączonych materiałów. Po
wstępnym połączeniu i sprasowaniu elementów naniesiony klej stosunkowo szybko
przechodzi w stan stały i wiąże je trwale.
Wprowadzenie do produkcji wyrobów skórzanych klejów topliwych zamiast klejów
rozpuszczalnikowych zmniejsza szkodliwość dla zdrowia i zagrożenie pożarowe oraz skraca
cykl produkcyjny.
Podstawowymi surowcami do produkcji klejów topliwych stosowanych w przemyśle
skórzanym są poliamidy (PA), poliestry (PE) i kopolimery etylenu z octanem winylu (OWE).
Kleje topliwe mogą zawierać tylko jeden polimer termoplastyczny (poliamid, poliester
z niewielkim dodatkiem antyutleniacza) lub mogą stanowić wykonane na gorąco mieszanki
polimeru (np. kopolimeru octanu winylu i etylenu) z napełniaczami i żywicami naturalnymi
i syntetycznymi. W produkcji obuwia, kleje topliwe powinny charakteryzować się
odpowiednimi właściwościami w zależności od wymagań, które stwarzają takie materiały, jak
skóra, tworzywa skóropodobne, gumy itp.
Przy ocenie klejów topliwych, poza lepkością i wytrzymałością na rozwarstwienie,
oznacza się wskaźnik płynięcia, temperaturę mięknięcia oraz stabilność termiczną.
Ważnym czynnikiem prawidłowego przebiegu klejenia jest temperatura kleju, która
zależy od rodzaju operacji.
Kleje na podstawie żywic poliamidowych.
Stosowane w obuwnictwie termoplastyczne żywice poliamidowe spełniają wszystkie
warunki stawiane klejom do łączenia elementów składowych wyrobów skórzanych.
Wykazują one wskaźnik płynięcia zapewniający szybkie wiązanie, niską lepkość w stanie
stopionym, co ułatwia ich stosowanie, i wysoką adhezję oraz odporność na wilgoć i tłuszcze.
Mogą być modyfikowane innymi żywicami termoplastycznymi, które poprawiają właściwości
adhezyjne i kohezyjne powłoki. Poza tym do termoplastycznych żywic poliamidowych dodaje
się napełniaczy, środków przeciwstarzeniowych i zmiękczaczy. Mieszanie tych składników
daje kleje o odpowiednich właściwościach.
Kleje topliwe z żywic poliamidowych wykazują dobrą odporność na podwyższone
i niskie temperatury, są nietoksyczne, odporne na rozcieńczone kwasy i węglowodory
alifatyczne.
Kleje na podstawie poliestrów stosuje się do łączenia skór sztucznych i naturalnych
wyprawionych, zawierających większą ilość tłuszczu. Wykazują wyższą temperaturę roboczą
topnienia od klejów poliamidowych, a w stanie stałym są bardziej elastyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Kleje na podstawie kopolimerów etylenu z octanem winylu (OWE) zawierające 40 – 60%
octanu winylu wykorzystywane w postaci klejów produkuje się w USA pod nazwą Elvax.
Stosunek wyjściowych monomerów w poszczególnych rodzajach kleju może być różny,
podobnie jak ilość dodawanych innych żywic termoplastycznych, wosków, parafiny itp.
Poszczególne rodzaje klejów OWE różnią się temperaturą mięknięcia i wskaźnikiem
płynięcia. Dodatek żywic z grupy elastomerów poprawia elastyczność spoiny, natomiast
dodatek pigmentów nadaje barwę i wypełnia produkt.
Kleje nitrocelulozowe są bezbarwnymi lub przezroczystymi 17–21% roztworami
nitrocelulozy w rozpuszczalnikach organicznych, zawierają 2–3% zmiękczacza. Mogą być
modyfikowane żywicami naturalnymi lub syntetycznymi, poprawiającymi właściwości
i zwiększającymi przyczepność. Ze względu na słabe właściwości adhezyjne zastosowanie ich
jest ograniczone i ma charakter pomocniczy. Klej nitrocelulozowy pod nazwą Ago zalicza się
do najdawniej stosowanych w produkcji wyrobów skórzanych.
Krajowy klej nitrocelulozowy Butakol jest roztworem nitrocelulozy w mieszaninie
rozpuszczalników organicznych, o lepkości 130 – 320 s i suchej pozostałości 22–32%.
Kleje naturalne ze względu na pochodzenie dzielimy na kleje zwierzęce i kleje roślinne.
Są to produkty naturalne, które rozpuszczone w wodzie mają zdolność klejenia. Kleje te
stosowane dawniej w znacznym zakresie w produkcji wyrobów skórzanych w operacjach
pomocniczych, obecnie są wykorzystywane tylko w nieznacznym stopniu.
Najczęściej stosowanymi klejami zwierzęcymi są kleje skórne (rys.10) i kostne. Proces
produkcji polega na przemianie kolagenu będącego składnikiem skóry i kości na substancję
klejącą, noszącą nazwę glutyny, uzyskiwaną przez stopniowe podnoszenie temperatury
roztworu aż do wrzenia.
Klej te spotyka się w handlu w postaci tabliczek, łomu, perełek, łusek, proszku lub
galarety. Kleje te mają barwę od jasnożółtej do ciemnobrązowej, przy czym ani barwa, ani też
stopień przejrzystości nie mogą być podstawą oceny ich jakości.
Rys.10.. Klej skórny w perełkach [16]
Klajstry są to kleje powstające przez rozpuszczenie mąki żytniej, pszennej lub
ziemniaczanej w gorącej wodzie (mogą wystąpić również inne dodatki utrwalające bądź
konserwujące). Specyficznych "klajstrem" jest "klajster krochmalowy". Najlepszy otrzymuje
się z ryżu, zwykły z kartofli, a także z kasztana i pszenicy. Chcąc otrzymać klej bierze się na
1 część krochmalu 8-10 części wody. Mieszaninę stawia się na ogniu i mieszając, grzeje się
aż do wrzenia. Dla elastyczności można dodać gliceryny. Klajster krochmalowy łatwo
rozpuszcza się w wodzie. Jest jednak mało odporny na wilgoć. Na spoiwo nie nadaje się, gdyż
jest mało ciągliwy. Można to poprawić dodając oleju żywicznego. Krochmal taki staje się po
wyschnięciu nierozpuszczalny w wodzie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Klej dekstrynowy
Dekstrynę otrzymuje się ze skrobi przez jej hydrolizę. Na skalę przemysłową mąkę
ziemniaczaną miesza się z nieznaczną ilością kwasu solnego lub azotowego i ogrzewa do
temp. 150°C przy ciągłym mieszaniu. W zależności od stopnia rozkładu skrobi otrzymuje się
biały lub żółty produkt.
Dekstryna rozpuszcza się nie tylko w gorącej, lecz także w zimnej wodzie, dając gęsty,
kleisty, przezroczysty roztwór. Klej dekstrynowy dość szybko wiąże na zimno, jednak jego
zdolność klejenia zmniejsza się pod wpływem wilgoci i ciepła. Klej dekstrynowy, podobnie
jak i inne roślinne, jest obecnie czasem wykorzystywany w przemyśle skórzanym do
pomocniczych prac produkcyjnych w kaletnictwie.Żywiczne kleje pochodzą z żywicy drzew
lub składników pochodzenia żywicznego (kalafonia). Stosowane głównie do uszczelniania
i impregnacji drewna (budowa statków), produkcji papieru oraz np. w Japonii i Chinach do
wytwarzania naczyń (laka). Najpopularniejszym przykładem kleju żywicznego jest guma
arabska. Jest to produktem wydzielany przez tropikalne akacje. Najlepszy gatunek pochodzi
z akacji senegalskich (Kordofan Gummi). Przechowywany jest w postaci bezbarwnych lub
lekko brązowych kawałków, które przed użyciem rozpuszcza się w zimnej wodzie. W celu
otrzymania kleju na jedną część gumy arabskiej bierze się dwie części gorącej wody, w której
ona się doskonale rozpuszcza. Po upływie jednego dnia klej jest gotowy do użytku.
Przechowuje się go przez długi czas bez środków konserwujących. Dla dodania elastyczności
do 100 części gumy arabskiej dodaje się 15 części gliceryny.
Wszystkie produkty klejowe pochodzenia naturalnego w roztworach wodnych łatwo
ulegają gniciu i wymagają dodawania antyseptyków.
Zasady stosowania połączeń klejowych
Części składowe wyrobu kaletniczego w zależności od rodzaju materiału mogą być
łączone w gotowy wyrób różnymi sposobami – za pomocą szycia, zgrzewania lub sklejania.
Do tej pory sklejanie stosowane jest w procesie produkcji jako czynność pomocnicza.
Rozróżniamy trzy rodzaje klejenia:
−
sklejanie płaszczyzn elementów wierzchnich i podszewkowych z papierem lub tekturą,
−
nanoszenie kleju na brzegi elementów przed zawijaniem,
−
wstępne sklejanie elementów (fastrygowanie) bezpośrednio przed szyciem.
Dobór klejów do poszczególnych operacji zależy od rodzaju produkowanego wyrobu,
surowców stosowanych do produkcji oraz rodzaju operacji.
Do produkcji drobnych wyrobów mogą być stosowane kleje o mniejszej sile sklejania,
takie jak kleje naturalne, np. klajstry. Wyroby o większych gabarytach mogą być klejone
klejami o większej wytrzymałości spoiny – np. klejami lateksowymi lub poliuretanowymi.
Podczas dobierania klejów należy również zwrócić uwagę na właściwości sklejanych
materiałów. Zastosowane kleje nie mogą oddziaływać chemicznie na elementy, powodować
odbarwienia lub zabarwienia materiałów. Bardzo ważne jest dostosowanie kleju do charakteru
chemicznego surowca.
Kleje kauczukowe mogą być stosowane do klejenia skóry, tkanin, papieru i tektury,
ponieważ wykazują dobrą przyczepność do nich a otrzymane połączenie jest elastyczne
i odporne na działanie wody.
Kleje polichloroprenowe mogą być stosowane do klejenia skór naturalnych i sztucznych
samych oraz z gumami, tkaninami i tekturą.
Kleje polioctanowe mogą być stosowane do prac pomocniczych przy łączeniu skór
naturalnych, tkanin powlekanych z papierem, kartonem czy skórami syntetycznymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Kleje poliuretanowe stosowane są do klejenia skóry, tworzyw skóropodobnych, tkanin
oraz pianki poliuretanowej.
Magazynowanie, transport i bezpieczeństwo stosowania klejów
Kleje należy przechowywać zgodnie z obowiązującymi przepisami z uwzględnieniem
właściwości toksycznych, fizykochemicznych, pożarowych kleju oraz rodzaju zastosowanego
opakowania. Pracownicy zatrudnieni przy pracach z klejami powinni:
−
być przeszkoleni w zakresie obchodzenia się z substancjami toksycznymi i palnymi,
−
być przeszkoleni w zakresie udzielania pierwszej pomocy w przypadku zatrucia, np.
oparami rozpuszczalników, jak również postępowania na wypadek pożaru.
Kleje powinny być przechowywane w magazynach zamkniętych lub wydzielonych
częściach budynków przeznaczonych do tego celu. Temperatura przechowywania zależy od
rodzaju kleju i powinna mieścić się w zakresie 0–30ºC. Szczegółowe warunki
magazynowania klejów zawarte są w normach.
Kleje w opakowaniach transportowych należy przewozić środkami transportu kolejowego,
drogowego i morskiego z zachowaniem odpowiednich środków ostrożności zgodnie
z postanowieniami zawartymi w odpowiednich przepisach transportowych. Szczególną uwagę
należy poświęcić transportowi klejów rozpuszczalnikowych, które klasyfikowane są jako
niebezpieczne w transporcie. Kleje powinny być przewożone w opakowaniach szczelnie
zamkniętych,
krytymi
środkami transportu, zabezpieczającymi przed opadami
atmosferycznymi i bezpośrednim działaniem promieni słonecznych.
Opakowania klejów powinny odpowiadać następującym wymaganiom ogólnym:
−
zabezpieczać produkt przed ujemnym wpływem otoczenia powodującym zmiany fizyczne
i ilościowe, np. odparowanie rozpuszczalnika, żelowanie, itp.,
−
wykazywać odpowiednią wytrzymałość mechaniczną zapewniającą bezpieczeństwo
w transporcie i magazynowaniu wykluczając zagrożenie pożarem, zanieczyszczenie
środowiska,
−
wykazywać odporność na oddziaływanie z zawartością opakowania,
−
zabezpieczać przed możliwością otwarcia bez pozostawienia wyraźnych śladów.
Kleje rozpuszczalnikowe zarówno polichloroprenowe, jak i poliuretanowe, zawierają
toksyczne i palne rozpuszczalniki. Praca z klejami rozpuszczalnikowymi wymaga ścisłego
przestrzegania przepisów bezpieczeństwa i higieny pracy ze względu na niebezpieczeństwo
pożaru i możliwości poważnego zatrucia organizmu.
Kleje poliuretanowe dwuskładnikowe mogą powodować schorzenia naskórka.
Stanowisko pracy powinno być zaopatrzone w wyciąg, a pracę należy wykonywać
w rękawicach ochronnych.
Ciągła praca z każdym klejem rozpuszczalnikowym jest dopuszczalna, jeśli stężenie par
rozpuszczalników nie przekracza najwyższych dopuszczalnych stężeń NDS (dla octanu etylu,
octanu butylu i benzyny 200 mg, toluenu 100 mg, acetonu 600mg a dla trójchloroetylenu,
tzw. tri – 50 mg w m
3
powietrza).
Zasadniczą trudność przy ocenie toksykologicznej poszczególnych klejów stanowi fakt,
że w skład większości klejów wchodzi kilka rozpuszczalników, które równocześnie powodują
narażenie ustroju ludzkiego na szereg trucizn. Jeżeli znane jest działanie toksyczne jednej
substancji, to nie zawsze można przewidzieć, jakie działanie wywrą na ustrój stosowane
równocześnie.
Pracownik podczas pracy z klejami powinien być zaopatrzony w odzież roboczą i środki
ochrony osobistej. Stanowisko pracy szczególnie w przypadku stosowania klejów
rozpuszczalnikowych powinno być wyposażone w konieczne środki ochrony, np. wyciągi.
Pierwsza pomoc przy zatruciach rozpuszczalnikami polega na przeniesieniu zatrutego
z zanieczyszczonego pomieszczenia na świeże powietrze i wezwanie lekarza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest klej?
2. Jak dzielimy kleje?
3. Jakie są wskaźniki określające właściwości kleju?
4. Co to jest adhezja?
5. Co to jest kohezja?
6. W jaki sposób bada się połączenia klejowe?
7. Jak otrzymujemy kleje rozpuszczalnikowe?
8. Wymień kleje rozpuszczalnikowe?
9. Wskaż zastosowanie klejów poliuretanowych?
10. Czym charakteryzują się kleje lateksowe?
11. Wymień rodzaje klejów lateksowych?
12. Czym charakteryzują się kleje topliwe?
13. Wymień rodzaje klejów topliwych?
14. Jakie znasz kleje nitrocelulozowe?
15. Wymień kleje naturalne stosowane są w produkcji wyrobów kaletniczych?
16. Jak dokonuje się doboru kleju w produkcji wyrobów kaletniczych?
17. Jakie są podstawowe warunki bezpiecznej pracy przy stosowaniu klejów?
4.5.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaje klejów stosowanych w produkcji wyrobów kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko do wykonania ćwiczenia,
2) dokonać oceny organoleptycznej próbek klejów,
3) zapisać wyniki oceny w przygotowanej uprzednio tabeli,
4) rozpoznać rodzaje przedstawionych klejów na podstawie dokonanej oceny.
Wyposażenie stanowiska pracy:
– próbki klejów – po 5 dla ucznia,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj klej rozpuszczalnikowy do prowadzenia procesu klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania oznaczeń,
2) pobrać próbkę kleju rozpuszczalnikowego,
3) określić przydatność kleju do prowadzenia procesu klejenia na podstawie jego
konsystencji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4) doprowadzić klej do konsystencji stosowanej podczas klejenia,
5) zapisać w zeszycie sposób przygotowania kleju do prowadzenia procesu klejenia.
Wyposażenie stanowiska pracy:
– klej kauczukowy,
– rozpuszczalnik do kleju,
– pojemnik na klej,
– zlewka na rozpuszczalnik,
– mieszadło do mieszania kleju,
– pędzel do nanoszenia kleju,
– próbki materiałów do nanoszenia kleju,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj połączenie klejowe za pomocą kleju kauczukowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania oznaczeń,
2) przygotować klej,
3) przygotować powierzchnie materiału,
4) odczekać aż odparuje rozpuszczalnik,
5) połączyć elementy,
6) docisnąć elementy,
7) zapisać w zeszycie ćwiczeń przebieg ćwiczenia.
Wyposażenie stanowiska pracy:
– klej kauczukowy,
– pojemnik na klej,
– elementy do połączenia,
– pędzel,
– papier ścierny,
– młotek lub prasa,
– mieszadło do mieszania kleju,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 4
Uzasadnij, które kleje stosowane w kaletnictwie są bezpieczne dla zdrowia pracownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania oznaczeń,
2) wymienić kleje stosowane w kaletnictwie,
3) wskazać kleje bezpieczne dla zdrowia pracownika,
4) zapisać uzasadnienie wyboru w zeszycie ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 5
Dobierz klej do czynności pomocniczej, jaką jest zawijanie brzegów elementu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania oznaczeń,
2) zapoznać się z próbkami klejów,
3) zapoznać się z elementami wyrobu, którego brzegi będą zawijane,
4) dobrać klej do wykonania poszczególnych klejeń,
5) uzasadnić w zeszycie ćwiczeń dokonany wybór.
Wyposażenie stanowiska pracy:
– próbki klejów,
– elementy, których brzegi będą zawijane,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać definicję kleju?
¨
¨
2) wymienić właściwości klejów?
¨
¨
3) scharakteryzować adhezję kleju?
¨
¨
4) scharakteryzować kohezję kleju?
¨
¨
5)
dokonać podziału klejów stosowanych w produkcji wyrobów
kaletniczych?
¨
¨
6) przedstawić sposoby badania wytrzymałości spoiny klejowej?
¨
¨
7) scharakteryzować składniki klejów?
¨
¨
8) wymienić kleje rozpuszczalnikowe?
¨
¨
9) wskazać zastosowanie klejów rozpuszczalnikowych?
¨
¨
10) wymienić kleje lateksowe i wskazać ich zastosowanie?
¨
¨
11) wymienić kleje topliwe i wskazać ich zastosowanie?
¨
¨
12) wymienić kleje naturalne i wskazać ich zastosowanie?
¨
¨
13) określić warunki magazynowania klejów?
¨
¨
14)
przedstawić zasady bezpiecznej pracy z klejami
rozpuszczalnikowymi?
¨
¨
15) wymienić etapy klejenia dla klejów rozpuszczalnikowych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących stosowania materiałów pomocniczych do produkcji
wyrobów kaletniczych. Wszystkie pytania są pytaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
–
w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X
(w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci pytania: 1, 13, 17, 19 gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 min.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
ZESTAW ZADAŃ TESTOWYCH
1. Środki retuszujące stosujemy, gdy
a) apretura się łuszczy.
b) apretura jest lepka.
c) występują drobne uszkodzenia.
d) powierzchnia jest brudna.
2. Szelak to
a) mleczko lateksowe.
b) farba kryjąca.
c) substancja żywiczna.
d) substancja woskopodobna.
3. Temperatura mięknięcia wosku pszczelego wynosi
a) 70
0
C.
b) 60
0
C.
c) 50
0
C.
d) 30
C.
4. Najbardziej miękkie drewno ma
a) sosna.
b) grab.
c) dąb.
d) lipa.
5. Wewnętrzna warstwa drewna to
a) twardziel.
b) biel.
c) słój.
d) kora.
6. Tektura specjalna to
a) karton.
b) wata.
c) fibra.
d) bibuła.
7. Nasiąkliwość tektur oznacza ilość wody
a) znajdującą się w tekturze.
b) pochłoniętą przez tekturę w określonym czasie.
c) którą tektura wydala na zewnątrz.
d) która powinna znaleźć się w tekturze.
8. Kazeina to
a) składnik rozpuszczalnika.
b) składnik mleka.
c) składnik wosku.
d) składnik mąki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
9. Właściwości klejące mają kleje dzięki
a) lepkości.
b) suchej pozostałości.
c) adhezji i kohezji.
d) postaci technologicznej.
10. Trwałość drewna oznacza
a) twardość.
b) czas użytkowania.
c) sprężystość.
d) czas suszenia.
11. Żelazo otrzymujemy z
a) rudy.
b) lotnych cieczy.
c) czystych pokładów.
d) ropy naftowej.
12. Do galwanicznych sposobów zabezpieczania metali przed korozją należy
a) chromowanie.
b) malowanie.
c) fosfatyzacja.
d) lakierowanie.
13. Blachy otrzymujemy przez
a) tłoczenie.
b) ciągnienie.
c) walcowanie.
d) kucie.
14. Gramatura papieru jest to
a) powierzchnia 1m
2
wyrobu papierniczego.
b) masa 1m
2
wyrobu papierniczego.
c) objętość 1m
2
wyrobu papierniczego.
d) grubość 1 m
2
wyrobu papierniczego.
15. Kleje kauczukowe zaliczane są do klejów
a) topliwych.
b) naturalnych.
c) rozpuszczalnikowych.
d) lateksowych.
16. Do rozwłókniania masy papierniczej służą
a) holendry.
b) mieszalniki.
c) bębny obrotowe.
d) rozdrabniarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
17. Rozpuszczalnikiem w klejach topliwych jest
a) woda.
b) benzyna.
c) aceton.
d) brak rozpuszczalnika.
18. Pronikol OBT III jest klejem
a) polichloroprenowym.
b) poliuretanowym.
c) lateksowym.
d) naturalnym.
19. Kleje dekstrynowe otrzymuje się
a) z kauczuku.
b) ze skóry.
c) z poliamidu.
d) ze skrobi.
20. Stal stopowa jest stopem
a) żelaza z innymi metalami.
b) żelaza z węglem.
c) miedzi z cyną.
d) miedzi z cynkiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Stosowanie materiałów pomocniczych do produkcji wyrobów kaletniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
6. LITERATURA
1. Christ J. W.: Kaletnictwo. WSiP, Warszawa 1987
2. Gajewski M. Pawłowa M.: Materiały obuwnicze ćwiczenia laboratoryjne. Politechnika
Radomska, Radom 1997
3. Cholewa E, Glinka Z.: Tworzywa sztuczne w przemyśle obuwniczym. WNT,
Warszawa 1971
4. Miernik A., Śmiechowski K., Wiśnios E.: Połączenia szyte i klejone w technologii
obuwia. Wydawnictwo Politechniki Radomskiej, Radom 2006
5. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa 1992
6. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa1997
7. Radkowska Z. (red): Tworzywa sztuczne w przemyśle obuwniczym. WNT, Warszawa
1971
8. Wirpsza Z.: Technologia syntetycznych materiałów obuwniczych. PR, Radom 1996
9. Wojtkun F., Sołncew J.P.: Materiałoznawstwo. Wydawnictwo Politechniki Radomskiej,
Radom 1999
10. Zenkteler M.: Kleje i klejenie drewna. Wydawnictwo Akademii Rolniczej, Poznań 1996
11. Aktualne normy związane z badaniami materiałów pomocniczych stosowanych
w produkcji wyrobów kaletniczych
12. http://www.tworzywa.pwr.wroc.pl/index.php?co=klej01
13. http://www.presklej.pl
14. http://www.tito.pl/?lng=pl&id=2&sub=kleje
15. http://www.kleje.com.pl/gielda/gielda.asp?oferty=&kat=3&kat2=23&kat3=&dzial=&ID=197
16. http://www.zlotoplatkowe.com.pl/shop/images/pearl_glue.jpg
{kind=link}
Wyszukiwarka
Podobne podstrony:
kaletnik 744[01] z1 05 n
kaletnik 744[01] z3 04 u
kaletnik 744[01] z1 02 u
kaletnik 744[01] z1 03 n
kaletnik 744[01] z2 04 u
kaletnik 744[01] z1 01 u
kaletnik 744[01] z1 02 n
kaletnik 744[01] z3 04 n
kaletnik 744[01] z1 01 n
kaletnik 744[01] z2 04 n
kaletnik 744[01] o1 04 n
kaletnik 744[01] o1 04 u
kaletnik 744[01] z1 03 u
kaletnik 744[01] z1 05 u
kaletnik 744[01] z1 05 n
operator urzadzen przemyslu chemicznego 815[01] z1 04 n
malarz tapeciarz 714[01] z1 04 n
kaletnik 744[01] z2 01 n
więcej podobnych podstron