„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Sebastian Latanowicz
Wykonywanie połączeń rurociągów gazowych z tworzyw
sztucznych
713[07].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Skowrońska
inż. Zygfryd Gajewski
Opracowanie redakcyjne:
mgr Sebastian Latanowicz
Konsultacja:
mgr inż. Jarosław Sitek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 713[07].Z1.04.
„Wykonywanie połączeń rurociągów gazowych z tworzyw sztucznych” zawartego modułowym
programie nauczania dla zawodu monter instalacji gazowych 713[07].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej. i ochrony
środowiska podczas wykonywania połączeń rurociągów z tworzyw sztucznych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 10
4.1.3. Ćwiczenia 10
4.1.4. Sprawdzian postępów 11
4.2. Tworzywa sztuczne w gazownictwie
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające 14
4.2.3. Ćwiczenia 14
4.2.4. Sprawdzian postępów 15
4.3. Rury i kształtki z tworzyw sztucznych
16
4.3.1. Materiał nauczania
16
4.3.2. Pytania sprawdzające 24
4.3.3. Ćwiczenia 24
4.3.4. Sprawdzian postępów 25
4.4. Wykonywanie połączeń rurociągów z tworzyw sztucznych
26
4.4.1. Materiał nauczania
26
4.4.2. Pytania sprawdzające 38
4.4.3. Ćwiczenia 39
4.4.4. Sprawdzian postępów 41
5. Sprawdzian osiągnięć
42
6. Literatura
47

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o przepisach bhp na stanowisku
pracy, materiałach, narzędziach i sprzęcie stosowanym przy połączeniach rurociągów gazowych
z tworzyw sztucznych, przygotowaniu i zgrzewaniu rur gazowych, wymaganiach, jakie powinny
spełniać instalacje gazowe.
Poradnik zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: „Wykonywanie połączeń rurociągów gazowych z tworzyw sztucznych”,
której treści teraz poznasz jest jedną z podstawowych jednostek z zakresu Monter instalacji
gazowych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy
te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
713[07].Z1
Technologia montażu instalacji gazowych
713[07].Z1.01
Wykonywanie prac przygotowawczo-zakończeniowych
podczas montażu instalacji gazowych
713(07).Z1.02
Wykonanie połączeń rur stalowych
w instalacjach gazowych
713[07].Z1.03
Wykonywanie połączeń rur miedzianych
w instalacjach gazowych
713[07].Z1.04
Wykonywanie połączeń rurociągów gazowych
z tworzyw sztucznych
713[07].Z1.05
Wykonywanie przyłączy do budynku
713[07].Z1.06
Instalowanie armatury i aparatury pomiarowej
713[07].Z1.07
Instalowanie szafek gazowych
i ich wyposażenia
713[07].Z1.08
Wykonywanie instalacji na gaz ziemny
713[07].Z1.09
Wykonywanie instalacji na gaz płynny
713[07].Z1.10
Wykonywanie konserwacji i napraw instalacji gazowych
Schemat układu jednostek modułowych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie połączeń
rurociągów gazowych z tworzyw sztucznych” powinieneś umieć:
− stosować ogólne przepisy bhp, ochrony p.poż. podczas wykonywania prac monterskich,
− organizować i likwidować stanowisko wykonywania dla prac monterskich,
− organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
− współpracować w zespole,
− dobierać i posługiwać się odpowiednimi narzędziami do wykonywanych prac monterskich,
− stosować bezpieczne zasady posługiwania się narzędziami stosowanymi przy wykonywaniu
połączeń rur i kształtek z tworzyw sztucznych,
− wykonywać prace przygotowawczo-zakończeniowe podczas montażu instalacji gazowych,
− wykonywać obmiar prac, rozliczać robociznę, materiały i sprzęt,
− współpracować w zespole,
− uczestniczyć w dyskusji i wymieniać doświadczenia,
− korzystać z różnych źródeł informacji.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska podczas wykonywania
połączeń rurociągów z tworzyw sztucznych,
− zaplanować kolejność prac,
− przygotować materiały do wykonania połączeń rurociągów z tworzyw sztucznych,
− ocenić stan techniczny rur i łączników z tworzyw sztucznych,
− wykonać cięcie rur z tworzyw sztucznych,
− przygotować końcówki rur do wykonania połączeń,
− wykonać połączenia rur z tworzyw sztucznych,
− wykonać odgałęzienia na rurociągach z tworzyw sztucznych,
− wykonać połączenia rurociągów z tworzyw sztucznych z armaturą sieciową,
− wykonać połączenia rurociągu z tworzyw sztucznych z rurociągiem wykonanym z innych
materiałów,
− przygotować wykonane połączenie rurociągów do odbioru,
− wykonać prace zgodnie z warunkami technicznymi.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Przepisy bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska podczas wykonywania
połączeń rurociągów z tworzyw sztucznych
4.1.1. Materiał nauczania
Do podstawowych obowiązków pracodawcy w zakresie bhp należy zapewnić pracownikom
bezpieczne i higieniczne warunki pracy, a w szczególności jest obowiązany do:
– organizowania pracy w sposób zapewniający pracownikom bezpieczne i higieniczne
warunki pracy,
– przestrzegania w czasie pracy przepisów oraz zasad bezpieczeństwa
i higieny pracy,
– realizacji nakazów, wystąpień, decyzji i zarządzeń wydanych przez organy nadzoru nad
warunkami pracy.
Oprócz ogólnych przepisów bhp, których przestrzeganie jest niezbędne przy budowie
przyłączy gazu, należy zwracać szczególną uwagę na dodatkowe zagrożenia związane z budową
sieci gazowej z tworzywa sztucznego (PE):
– możliwość porażenia prądem podczas obsługi urządzeń elektrycznych (zgrzewarka, agregat
prądotwórczy),
– możliwość poparzenia się podczas obsługi zgrzewarki np. poprzez bezpośredni kontakt
z płytą grzewczą,
– możliwość zapłonu i wybuchu gazu podczas wykonywania prac monterskich na czynnych
sieciach gazowych lub w bezpośrednim ich kontakcie,
– możliwość uszkodzenia kończyn np. zmiażdżenie rąk przez nieuważne manipulowanie
rozdzielaczami hydraulicznymi zgrzewarki podczas występowania dużych sił
w układzie hydraulicznym,
– możliwość obrażenia oczu lub ciała podczas obsługi układu hydraulicznego zgrzewarki
doczołowej, gdzie w wężach występuje duże ciśnienie.
Dla zapewnienia bezpieczeństwa i uniknięcia głównych zagrożeń związanych z łączeniem rur
oraz stosowanymi przy budowie gazociągów PE urządzeniami specjalistycznymi należy:
– nie dopuszczać do powstania ładunków elektryczności statycznej przez zwilżenie rury
i jej obłożenia mokrą szmatą,
– podczas pracy urządzeń typu zgrzewarka, agregat prądotwórczy należy przestrzegać zasad
zawartych instrukcjach obsługi urządzenia,
– nie podłączać urządzeń oraz płyty grzejnej do gniazd wtykowych nie wyposażonych
w sprawny bolec uziemiający,
– ostrożnie posługiwać się narzędziami i przyrządami wykorzystywanymi do obróbki rur
(skrobaki, zdzieraki).
Bhp podczas zgrzewania rur i kształtek
Czynności związane ze zgrzewaniem powinny być wykonane zgodnie z obowiązującymi
ogólnymi przepisami techniczno-budowlanymi, ochrony przeciwpożarowej, bezpieczeństwa
i higieny pracy.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Stanowisko zgrzewacza zlokalizowane na otwartej przestrzeni powinno być zabezpieczone
przed działaniem czynników atmosferycznych, a jego otoczenie chronione przed
promieniowaniem wielkiej częstotliwości.
Urządzenia i osprzęt do zgrzewania powinny mieć udokumentowane potwierdzenie spełniania
przez nie wymagań bezpieczeństwa określonych w przepisach i w Polskich Normach. Naprawy
urządzeń i osprzętu powinny być wykonywane przez osoby o odpowiednich kwalifikacjach.
Natomiast prace powinny być wykonywane przez osoby posiadające „Zaświadczenie
o ukończeniu szkolenia” albo „Świadectwo egzaminu zgrzewacza” lub „Książkę zgrzewacza”,
wystawiane w trybie określonym w odrębnych przepisach i Polskich Normach
Należy zwracać uwagę na następujące zalecenia podczas łączenia rur:
– agregat prądotwórczy zasilający zgrzewarkę, spawarkę musi być starannie uziemiony,
obsługiwany zgodnie z instrukcją obsługi producenta,
– przy pracy ze spawarkami, zgrzewarkami do zgrzewania rur PE należy przestrzegać zasad
zawartych w instrukcjach obsługi urządzenia dostarczonych przez producenta,
– stanowisko montażu nie może być zlokalizowane pod przewodami napowietrznej linii
elektroenergetycznej, jak również przy słupie linii wysokiego napięcia
;
minimalna odległość
stanowiska zgrzewania od powyższych, obiektów powinna wynosić w linii prostej 50 m.
Pracodawca, w celu zapewnienia pracownikom bezpieczeństwa podczas wykonywania
montażu rur i kształtek z tworzywa sztucznego, jest zobowiązany do nieodpłatnego dostarczenia
pracownikom:
– środków ochronny indywidualnej zabezpieczających przed działaniami niebezpiecznych
i szkodliwych dla zdrowia czynników występujących w środowisku pracy,
– odzieży i obuwia roboczego, spełniających określone przepisami wymagania.
Pracodawca nie może dopuścić pracownika do pracy bez środków ochronny indywidualnej
oraz odzieży i obuwia roboczego wymaganych na danym stanowisku pracy. Przydzielane środki
ochronny indywidualnej powinny zabezpieczyć pracownika przed występującymi zagrożeniami
na danym stanowisku pracy.
Wyposażenie podstawowe montera podczas zgrzewania to:
– odzież ochronna robocza trudnopalna,
– odzież ostrzegawcza,
– odzież chroniąca przed czynnikami atmosferycznymi,
– buty skórzane z noskami lub buty gumowe do kolana,
– rękawice ochronne robocze
.
Ochrony środowiska przy łączeniu rur z tworzywa sztucznego
Podczas łączenia rur z tworzywa sztucznego ujemny wpływ na środowisko naturalne mogą
mieć odpady związane z procesem ich łączenia. Przeważnie są to odpady powstałe podczas
montażu przewodów gazowych wykonanych z tworzywa sztucznego. Wówczas, gdy mamy do
czynienia ze zgrzewaniem, struganiem, cięciem rur gazowych wykonanych z tworzywa
sztucznego powstają odpady w postaci np. wiórów, krótkich odcinków rur, które nie podlegają się
rozkładowi w ziemi. Dlatego każdy wykonawca jest zobowiązany do zbierania
i przekazywania powstałych odpadów do recyklingu, w celu ich powtórnego przetworzenia.
Ochrona przeciwpożarowa
Do najczęstszych przyczyn powstania pożaru zaliczamy przede wszystkim: nierozważne
i lekkomyślne obchodzenie się z ogniem, zły stan techniczny eksploatowanych urządzeń
elektrycznych i mechanicznych, brak wymaganych zabezpieczeń obiektów, jak również
dopuszczenie do samozapłonu materiałów palnych i wybuchowych. Dlatego w przypadku
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
powstania i rozpowszechniania się pożaru podejmuje się działania ratownicze. Dla ratowania
życia i zdrowia ludzkiego oraz mienia wykorzystuje się sprzęt gaśniczy taki, jak beczki z wodą,
skrzynie z piaskiem, hydranty gaśnicze, koce gaśnicze, hydronetki, gaśnice.
Tabela 1 przedstawia podręczny sprzęt gaśniczy podzielony na typy ze względu na
przeznaczenie.
Tab. 1. Rodzaj i typ podręcznego sprzętu gaśniczego [7]
Typ Przeznaczenie
Rodzaj
Grupa
„A”
do np. drewna, papieru, tkanin...
(występuje zjawisko spalania
żarowego);
stosuje się zamiennie gaśnice płynowe, pianowe, proszkowe
(wypełnione proszkiem fosforowanym);
Grupa
„B”
do gaszenia cieczy palnych
i substancji stałych topiących się;
stosuje się zamiennie gaśnice płynowe, śniegowe,
proszkowe;
Grupa
„C”
do gaszenia gazów palnych;
stosuje się zamiennie gaśnice płynowe, pianowe, śniegowe,
proszkowe;
Grupa
„E”
do gaszenia urządzeń elektrycznych pod
napięciem lub materiałów znajdujących
się w pobliżu tych urządzeń;
stosuje się zamiennie gaśnice proszkowe lub śniegowe;
W związku z zagrożeniem pożarowym podczas wykonywania prac związanych z budową
przyłączy gazu pracownicy winni przestrzegać przeciwpożarowych przepisów i wymagań
budowlanych oraz brać czynny udział w akcjach gaśniczych, ewakuacyjnych i ratowniczych
w przypadku powstania pożaru.
Właściwości gazu ziemnego
Gaz ziemny, którego głównym składnikiem jest metan w ilości około 97 %, nie jest gazem
trującym, ale jego zawartość w powietrzu powyżej 25 % może oddziaływać dusząco
i odurzająco na człowieka. Przy dłuższym przebywaniu w takim powietrzu może doprowadzić do
śmierci przez uduszenie.
Przy stężeniu gazu w powietrzu w granicach od 5 do 15 % tworzy się mieszanina
wybuchowa. Jest to mieszanina gazu palnego z powietrzem o takim udziale gazu w stosunku do
powietrza, iż przy zadziałaniu czynnika zewnętrznego np. iskry, nastąpi gwałtowne spalenie
mieszaniny tj. nastąpi wybuch z wydzieleniem dużej ilości energii.
Gaz ziemny jest bezbarwny, bezwonny i dlatego, w celu jego wykrycia, jest nawaniany za
pomocą tetrahydrotiofenu. THT jest cieczą palną o charakterystycznym ostrym, trwałym zapachu,
dzięki któremu jest używany do nawaniania gazu ziemnego. Granica jego wybuchowości zawiera
się w przedziale od 1,1 % do 12 %. Jest środkiem niebezpiecznym dla zdrowia i życia człowieka,
ale nie w stężeniach występujących w nawonionym gazie.
Właściwości gazu płynnego
Gaz płynny, jest gazem bezbarwnym, po nawonieniu w stopniu większym niż gaz ziemny -
o charakterystycznym zapachu. W przeciwieństwie do gazu ziemnego jest cięższy od powietrza.
Ponadto jest gazem nietrującym i nietoksycznym, lecz posiada własności narkotyczne.
Granica wybuchowości gazu płynnego wynosi dla:
- propan od 2,1 % do 9,5 % propanu w powietrzu,
- butan od 1,5 % do 8,4 % butanu w powietrzu.
Oblanie się gazem płynnym może spowodować odmrożenie oblanej części ciała.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakimi zagrożeniami możemy się spotkać podczas zgrzewania rur z tworzywa sztucznego?
2. W jaki sposób możemy unikać głównych zagrożeń związanych z łączeniem rur oraz
stosowanymi urządzeniami wykorzystywanymi przy łączeniu tworzyw sztucznych?
3. Jakie znasz zalecenia bhp obowiązujące podczas wykonywania łączenia rur i kształtek
wykonanych z tworzywa sztucznego?
4. Jakie znasz środki ochronny indywidualnej na stanowisku montera?
5. Jakie znasz rodzaj i typ podręcznego sprzętu gaśniczego?
4.1.3. Ćwiczenia
Ćwiczenie 1
Opracuj instrukcję postępowania na stanowisku montera podczas łączenia rur gazowych
polietylenowych, aby spełnione były wymagania dotyczące bhp i p.poż.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania dotyczącego zagrożeń występujących podczas montażu
rur gazowych z polietylenu,
2) w punktach wymienić zagrożenia,
3) wymienione zagadnienia krótko opisać oraz wskazać sposoby, jak można ich uniknąć,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– zeszyt,
– ołówek,
– gumka,
– plansza ze sposobami łączenia rur z tworzyw sztucznych,
– typowe instrukcje bhp i p.poż. przy wykonywaniu łączeń rurociągów z tworzyw sztucznych,
– literatura z rozdziału 6.
Ćwiczenie 2
Określ zasady bezpiecznej pracy podczas wykonywania montażu rur gazowych z tworzyw
sztucznych oraz dobierz środki ochrony indywidualnej przewidziane na tym stanowisku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym zasad bezpiecznej pracy podczas
wykonywania montażu rur gazowych z polietylenu,
3) zapoznać się z materiałem nauczania, który dotyczy środków ochrony indywidualnej
pracownika na stanowisku montera rur z tworzyw sztucznych,
4) na kartce papieru wypisać zasady bhp na stanowisku montera rur z tworzyw sztucznych
i środki ochrony indywidualnej stosowane na tym stanowisku,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– typowe instrukcje bhp i p.poż. przy wykonywaniu montażu rurociągów z polietylenu,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wymienić przepisy obowiązujące przy wykonywaniu montażu
gazociągów
z
polietylenu?
2) zidentyfikować zagrożenia występujące podczas montażu rur
z
tworzyw
sztucznych
(PE)?
3) określić zasady bezpieczeństwa pracy na stanowisku montera?
4) rozpoznać i zastosować rodzaje gaśnic?
5) zastosować przepisy bhp, ochronny ppoż. i ochronny środowiska
podczas wykonywania połączeń rurociągów z tworzyw
sztucznych?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Tworzywa sztuczne w gazownictwie
4.2.1. Materiał nauczania
Tworzywa sztuczne: pojęcia podstawowe
Tworzywa sztuczne wywarzane są w sposób syntetyczny z surowców zwanych monomerami,
na drodze określonych reakcji chemicznych. W ich wyniku otrzymujemy produkt zwany
polimerem. Polimer po wprowadzeniu do niego odpowiednich dodatków staje się tworzywem
sztucznym. Można to przedstawić schematycznie jako:
monomer → (reakcja chemiczna) → polimer + dodatki = tworzywo sztuczne.
Monomery są prostymi związkami organicznymi (niskocząsteczkowymi). W wyniku ich
przetworzenie otrzymujmy związki organiczne (polimery), o znacznie większych cząsteczkach
(makrocząsteczki). Dla porównania, jeżeli cząsteczka wody składa się z trzech atomów, to
cząsteczka np. polietylenu z kilkuset tysięcy lub nawet kilku milionów atomów. Z tego wynika,
iż polimery od innych materiałów konstrukcyjnych różnią się strukturą wewnętrzną utworzoną
z makrocząsteczek.
Wyróżniamy wiele rodzajów tworzyw termoplastycznych. Ich wspólną cechą, w większości
przypadków, jest przedrostek poli- w nazwie tworzywa. Przyjęte nazewnictwo polega na
dopisaniu przedrostka poli-do nazwy monomeru w przypadku, kiedy dany monomer został
poddany syntezie. Z etylenu powstanie polietylen, z propylenu polipropylen, itd. Natomiast
pierwsza litera skrótu od przedrostka poli (P) i pierwsza litera nazwy monomeru tworzą skrót
rodzaju tworzywa, a zatem:
– polietylen to PE,
– polipropylen to PP,
– polibuten to PB.
Wybór rodzaju tworzywa do wytwarzania elementów sieci gazowych uwarunkowany jest
wieloma czynnikami. Do najważniejszych można zaliczyć:
– doświadczenia eksploatacyjne,
– cenę tworzywa,
– warunki klimatyczne (np. wysoka średnioroczna temperatura gruntu),
Obecnie w gazownictwie dominuje polietylen (PEHD i FEMD). Długoletnie doświadczenie
użytkowników sieci gazowych wykonanych z polietylenu dowiodło, iż prawidłowo wykonane
i użytkowane gazociągi wykonane z PE nie stwarzają zagrożenia bezpieczeństwa.
Dużo rzadziej w gazownictwie stosuje się tworzywa sztuczne nieplastyfikowalne
z polichlorku winylu (PVC-U) wykorzystywane do produkcji rur osłonowych oraz poliamid
(PA 11). Poliamid posiada szereg zalet i właściwości lepszych niż PE, ale ograniczeniem jego
zastosowania jest wysoka cena i konieczność importu.
Atutem polietylenu (PE) z punktu widzenia jego przydatności do produkcji elementów sieci
gazowej są jego właściwości oraz niska cena produktu.
Poniżej przedstawione zostały najbardziej charakterystyczne cechy polietylenu pod względem
mechanicznym, termicznym, biologicznym, elektrycznym, fizykochemicznym
i biologicznym. Właściwości polietylenu to:
– Wytrzymałość mechaniczna (doraźna) określa cechy wytrzymałości materiału.
Przeprowadzone próby na rozciąganie wykazały, że polietylen charakteryzuje się dużą
wytrzymałością na „zerwanie”. W przeciwieństwie do metali jest ono bardzo wysokie
i wynosi powyżej 600 %.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
– Wytrzymałość długoczasową określa się dla konstrukcji, które będą pracować przez
dziesiątki lat. Dla sieci gazowych z tworzyw sztucznych założono co najmniej 50-letnią
trwałość. Żywotność polietylenu jest zależna od obciążenia, temperatury i czasu.
W związku z tym, prowadzone badania laboratoryjne określają, jaką najmniejszą
wytrzymałość będzie miał materiał po upływie 50 lat. Dla utrzymania zakładanej
projektowanej 50-letniej trwałości rury polietylenowej temperatura, w której będzie ona
przez ten czas eksploatowana, nie powinna przekraczać 20°C.
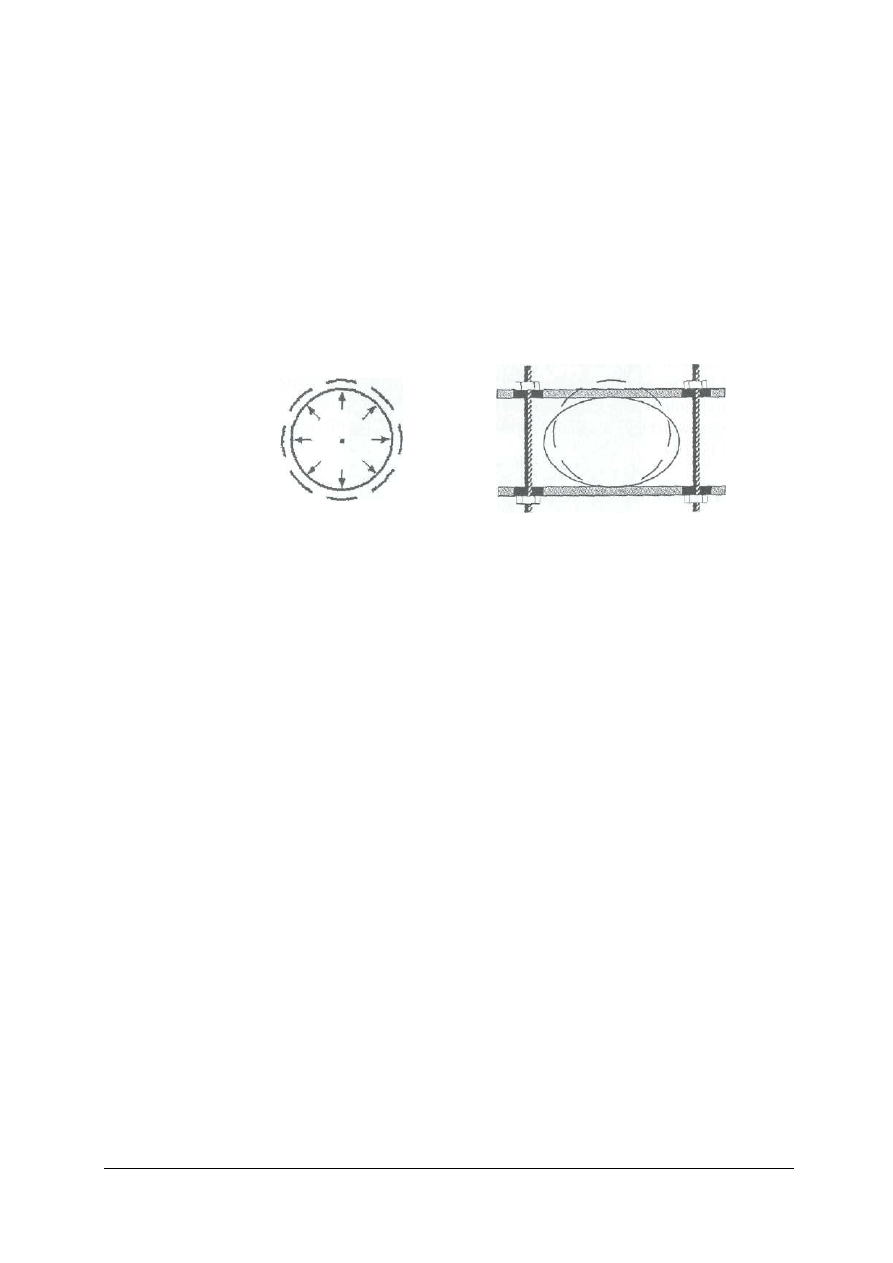
– Pełzanie i relaksacja to typowe zachowania dla tworzyw sztucznych. Pełzanie to zachodząca
w czasie zmiana wymiarów materiału przy stałym obciążeniu, natomiast relaksacja naprężeń
ma miejsce, gdy materiał poddamy jest stałemu odkształceniu. Zjawisko pełzania polega na
zmianie w czasie długości materiału pod stałym obciążeniem, zaś relaksacja powoduje
odkształcenie materiału.
(a) i relaksacja (b) w rurze z tworzywa
Rys. 1. Pełzanie [2. s. 37].
– Dopuszczalna temperatura termiczna użytkowania rur polietylenowych wynosi 20°C,
a w przypadku eksploatacji w wyższych temperaturach niż 20°C automatycznie skróceniu
ulega okres eksploatacji gazociągu.
– Rozszerzalność cieplna to przyrost długości (∆l) materiału przy zmianie temperatury o ∆t.
Przyrost długości obliczamy wg wzoru:
∆l =
α l ∆t [mm]
w którym:
α
- współczynnik liniowej rozszerzalności cieplnej [mm/m °C],
l - długość początkowa [m],
∆t - przyrost temperatury [°C].
Wartość współczynnika liniowej rozszerzalności cieplnej dla PE wynosi 0,2 [mm/m ºC]
i jest kilkukrotnie wyższy niż dla stali.
- Właściwości elektryczne polietylenu powodują powstanie zjawiska elektrostatyczności.
Podczas przepływu paliwa gazowego w rurach polietylenowych może wystąpić zjawisko
elektrostatyczności, stając się jednocześnie potencjalnym źródłem zapalenia lub eksplozji
gazu (np. podczas zgrzewania lub naprawy pękniętego rurociągu).
Napięcie powstaje
w momencie:
•
dotknięcia rury ręką lub przez ubranie (do 9 kV),
•
podczas usuwania brudu i kurzu z rury przed zgrzewaniem (do 14 kV),
•
podczas przepływu czystego gazu przez rurę (od 0,4 do 0,5 kV),
•
obecność stałych cząstek w strumieniu gazu (cząstki polietylenu i piasku tworzą
ładunki ujemne, natomiast żelaza - ładunki dodatnie) (powyżej 24 kV).
a) b)

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wielkość generowanego ładunku elektrycznego w trakcie przepływu strumienia gazu
w rurze polietylenowej zależy od średnicy rury, ilości cząstek stałych zawartych
w strumieniu gazu, temperatury gazu, rodzaju cząstek stałych unoszonych przez gaz.
- Odporność chemiczna jaką wykazuje polietylen to odporność na: roztwory soli,
rozcieńczone kwasy oraz ługi. Natomiast pod wpływem tłuszczów i materiałów pędnych
polietylen ulega pęcznieniu i stopniowej degradacji.
- Odporność na promieniowanie świetlne polietylenu jest bardzo mała. Na skutek
promieniowania widzialnego i ultrafioletowego w strukturze łańcuchowej polietylenu
powstają zmiany, które w konsekwencji prowadzą do stopniowej degradacji.
- Palność charakteryzuje zachowanie się tworzywa podczas kontaktu z otwartym ogniem.
Próby z polietylenem wykazały, że jest tworzywem palnym, pali się słabo świecącym
płomieniem, a spaliny mają charakterystyczny zapach parafiny, temperatura samozapłonu
wynosi około 348ºC.
- Odporność biologiczna rur polietylenowych na działanie mikroorganizmów i gryzoni jest
duża. Prowadzone badania wykazały, iż polietylen nie może stanowić pożywki dla bakterii
oraz grzybów.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki rodzaj tworzywa sztucznego stosuje się do wytwarzania elementów sieci gazowej?
2. W jaki sposób nadaje się nazwy tworzywom termoplastycznym?
3. Jakie są charakterystyczne cechy polietylenu z punktu widzenia jego przydatności do
produkcji elementów sieci gazowej?
4. Na czym polega zjawisko pełzania?
5. Na czym polega zjawisko elektrostatyczności?
6. Jaki okres eksploatacji w gazownictwie przewiduje się dla rur wykonanych z polietylenu?
4.2.3. Ćwiczenia
Ćwiczenie 1
Określ czynniki zewnętrzne, które mają decydujący wpływ na trwałość i żywotność
polietylenu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania, który dotyczy właściwości tworzyw sztucznych,
3) wymienić w punktach czynniki zewnętrzne mające wpływ na polietylen,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– zeszyt,
– ołówek,
– gumka,
– tabele właściwości tworzyw sztucznych stosowanych w rurociągach gazowych,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
– literatura z rozdziału 6.
Ćwiczenie 2
Podaj rodzaje tworzyw sztucznych stosowanych w gazyfikacji. Wykaż różnice między nimi
i wymień zalety tego tworzywa, które jest najpowszechniej stosowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcja wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym rodzajów tworzyw sztucznych stosowanych
w gazyfikacji,
3) przeanalizować materiał nauczania pod względem właściwości decydujących o zastosowaniu
w praktyce,
4) na kartce papieru wypisać tworzywa sztuczne i wymienić ich wady i zalety,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– plansze z rodzajami tworzyw sztucznych i ich zastosowania,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) podać rodzaje tworzyw sztucznych stosowanych w gazyfikacji?
2) ocenić przydatność danego rodzaju tworzywa sztucznego dla
zastosowania w rurociągach gazowych?
3) scharakteryzować właściwości polietylenu?
4) wyjaśnić zjawisko elektrostatyczności?
5) określić wpływ temperatury na rozszerzalność liniową rurociągu z
tworzywa
sztucznego?
6) określić własności fizykochemiczne polietylenu?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.3. Rury i kształtki z tworzyw sztucznych
4.3.1. Materiał nauczania
Rury polietylenowe
Rury polietylenowe nadają się do budowy gazociągów niskiego, średniego i średniego
podwyższonego ciśnienia (do 1 MPa) rozprowadzających gaz ziemny i są wytwarzane tworzyw
termoplastycznych poprzez wytłaczanie. Surowiec wykorzystywany do produkcji rur to
mieszanina polietylenu z dodatkiem antyutleniaczy oraz stabilizatorów i pigmentów, niezbędnych
do wytworzenia rur o odpowiednich własnościach mechanicznych i zgrzewalności.
Powierzchnie: wewnętrzna i zewnętrzna rury powinny być czyste, gładkie, pozbawione rys
oraz innych defektów. Rury produkowane dla potrzeb rozprowadzania paliwa gazowego powinny
być koloru żółtego (PE 80) lub koloru ciemnożółtego (PE 100).
Rury z PE mają stałe średnice zewnętrzne przy różnych grubościach ścianek, które zależą od
ciśnienia, pod jakim przesyłany będzie gaz. W związku z tym wprowadzono szereg wymiarowy,
czyli SDR 11 i SDR 17,6. Iloraz średnicy nominalnej rury (d
n
) do jej nominalnej grubości ścianki
(e
n
) oznaczamy jako SDR (szereg wymiarowy rur PE):
Bardzo ważnym elementem produkcji rur jest utrzymanie dokładności parametrów
wytwarzania rur, co w przyszłości może być niezbędne dla otrzymania niezawodnego połączenia.
Głównie dotyczy to:
- średnicy zewnętrznej,
- grubości ścianki,
- owalności.
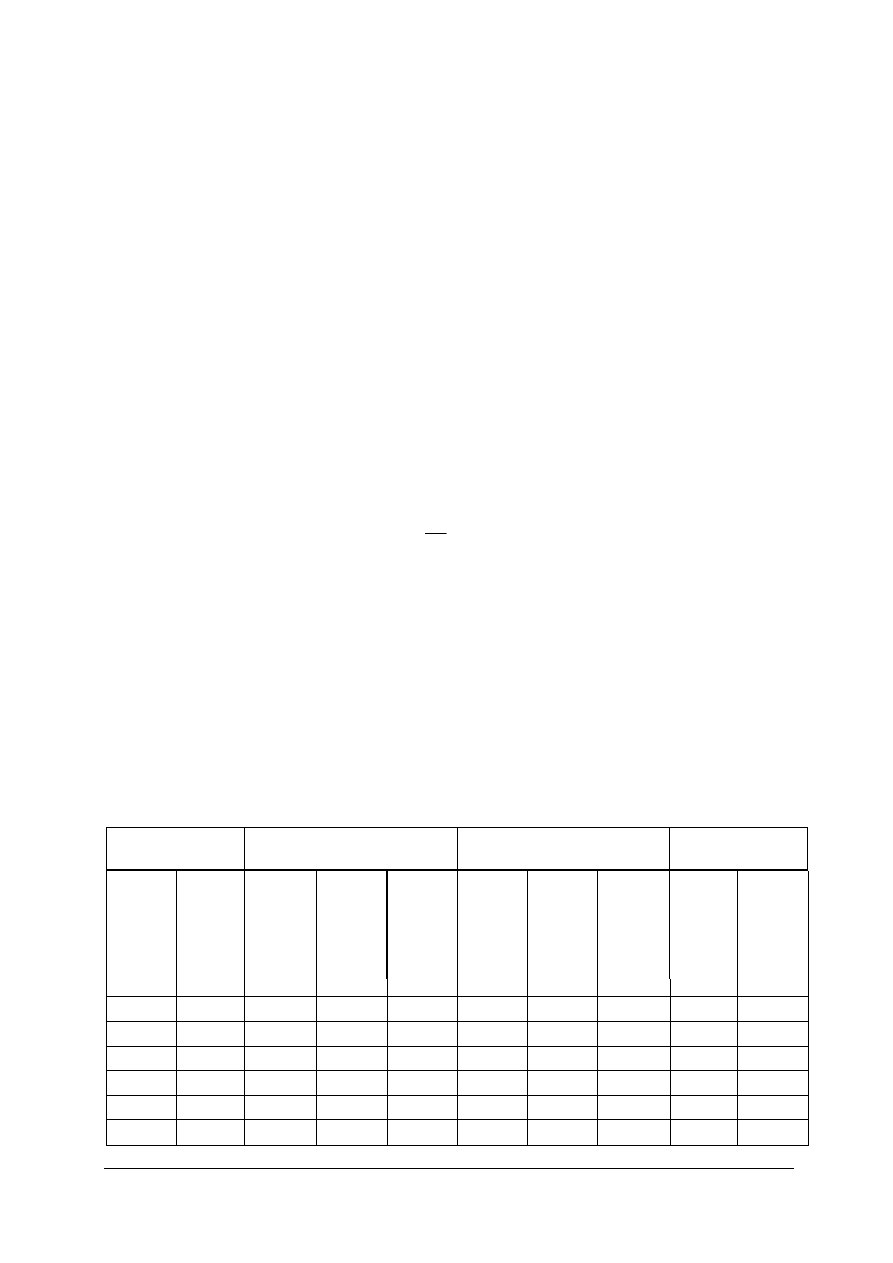
Dopuszczalne wartości odchyłek średnicy zewnętrznej, grubości ścianki i owalności rur
przedstawiono w tabeli 2.
Tab. 2. Dopuszczalne odchyłki średnic, grubości ścianek i owalności rur dla SDR 11 i SDR 17,6 [2, s. 55].
SPR 11
SDR 17,6
Maksymalna
wartość owalności
Ś
re
dn
ica
nomi
nal
na
(zewn
ętrzna)
rur
y
Dopuszc
za
ln
a
od
chy
łka
śr
ednicy
G
rubo
ść
ścianki
r
ur
y
Dopu
sz
czal
na
od
chy
łka
gr
ubo
ści
ścianki
Ś
re
dni
ca
we
w
nę
tr
zn
a
ru
ry
Gr
ub
ość
ścianki r
ur
y
Dopus
zczal
na
od
chy
łka
gr
ubo
ści
ścianki
Ś
re
dni
ca
we
w
nę
tr
zn
a
rury
Ru
ry
w
odci
nkac
h
Ru
ry
w
zwoj
ach
d
n
[mm]
[mm]
e
n
[mm]
[mm]
[mm]
e
n
[mm]
[mm]
[mm]
[mm]
[mm]
20
*)
+0,3
3.0
+0.4
14.0
1,2
1,2
25
+0,3
3.0
+0.4
19,0
1.2
1,5
32
+0,3
3.0
+0.4
26,0
1.3
2,0
40
+0,4
3.7
+0,5
32,6
1,4
2,4
50
*)
+0,4
4.6
+0.6
40.8
1.4
3,0
63
+0,4
5.8
+0.7
51.4
3.6
+0.5
55.8
1.5
3.8
n
n
e
d
SDR
=
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
75
*)
+0,5
6.8
+0.8
61.4
4.3
+0.6
66.4
1.6
90
+0,6
8.2
+ 1,0
73.6
5,2
+0.7
79,6
1.8
110
+0,7
10.0
+1,1
90.0
6,3
+0.8
97.4
2,2
125
+0,8
11.4
+1.3
102.2
7.1
+0,9
110.8
2,5
140
*)
+0,9
12.7
+ 1.4
14,6
8.0
+0,9
124.0
2.8
160
+ 1,0
14.6
+ 1.6
130.8
9.1
+1.1
141.8
3.2
180
+1,1
16.4
+ 1,8
147,2
10,3
+1,2
159,4
3.6
200
*)
+1,2
18,2
+2,0
163.6
11.4
+ 1.3
177.2
4,0
225
+ 1,4
20.5
+2,2
184,0
12.8
+1.4
199,4
4.5
250
+ 1,5
22.7
+2,4
204,6
14.2
+1.6
221.6
5.0
280
+2,6
25,4
+2,7
229.2
16.0
+ 1.7
248.0
9,8
315
+2,9
28.6
+3,0
257.8
17,9
+1.9
279,2
11.1
355
+3,2
32.3
+3,4
290,4
20,2
+2.2
314.6
12,5
400
+3,6
36.4
+3.8
327.2
22.8
+2.4
354.4
14.0
450
+4,1
41.0
+4.3
368.0
25.6
+2.7
398.8
15.6
500
+4,5
45.5
+4.0
409.0
28.5
+3.0
443.0
17.5
560
+5,0
51.0
+5.3
458.0
31.9
+3,3
496.2
19.6
630
+5,7
57.3
+5,9
516,0
35,8
+3.7
558.4
22.1
W
g u
zgo
dn
ie
ń
z pr
odu
cen
tem ru
r
*)
średnice nie zalecane do stosowania
Każda rura polietylenowa przeznaczona do rozprowadzania paliw gazowych powinna być
odpowiednio oznakowana. Znakowanie powinno być wykonane w sposób trwały, czytelny,
w kolorze kontrastującym z tłem, a dodatkowo sposób oznakowania nie powinien wpływać na
wytrzymałość rury.
Tab. 3. Przykład oznakowania rury [opracowanie własne]
XXX B
ZN-G-3150
GAZ PE
80
110x10.
0
SDR11 20.04.20
05
XXX
XXX
naz
w
a lub symbol
pr
oduc
enta
rur
y
zn
ak
b
ezp
iecze
ńst
wa
numer normy (zgodnie z
któr
ą
rur
ę wyprodukowano)
w
yraz „GA
Z
"
klas
ę PE
wymiary rury (
średnic
a x grubo
ść
ścianki)
oznaczenie szeregu wymiarowego
SDR
data produkcji
kod produkcji
Rury PE cechują się bardzo niską odporność na zarysowanie. Dlatego opakowanie, za które
odpowiada producent, powinno zabezpieczać rury przed uszkodzeniem podczas składowania
i transportu. Z reguły rury są produkowane w odcinkach prostych o długości 10 i 12 m, a także
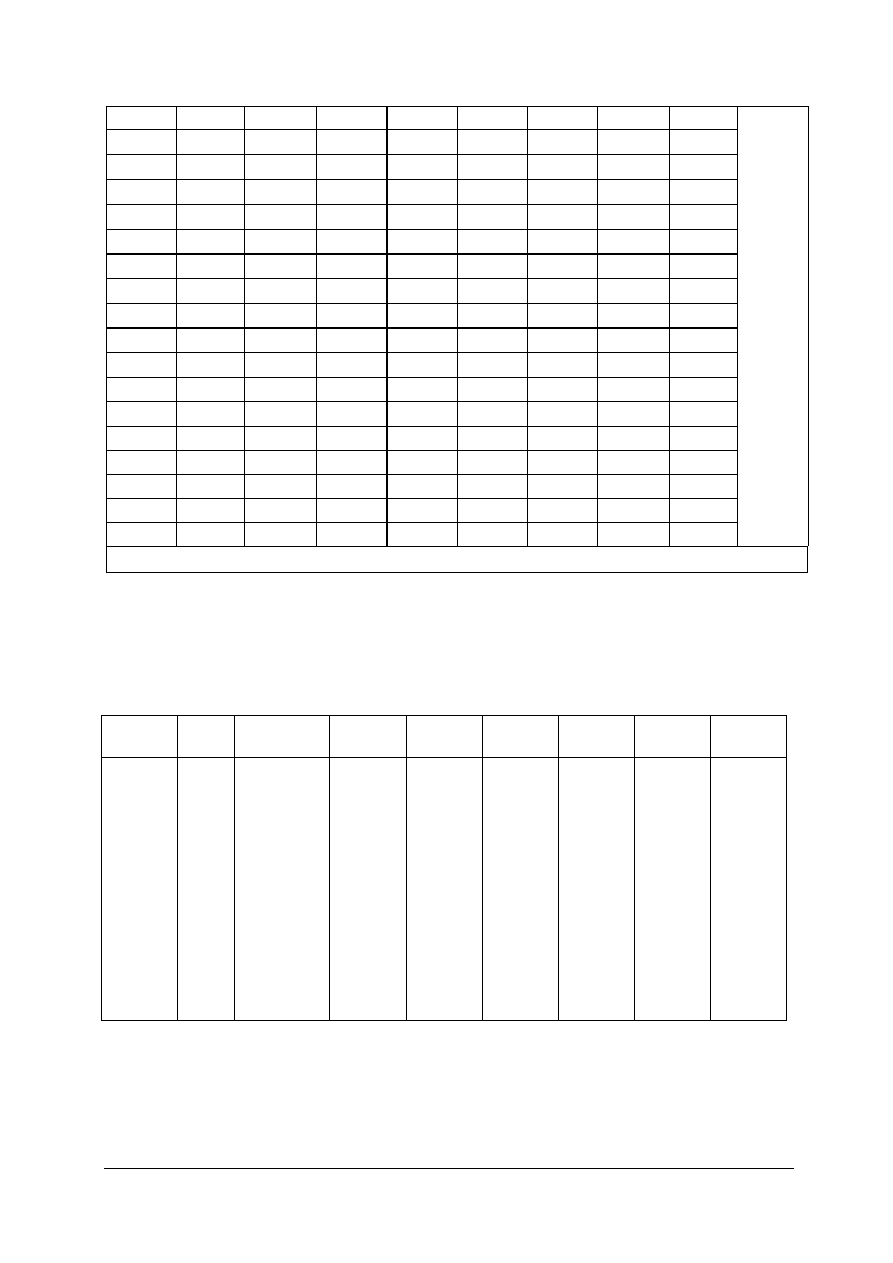
w kręgach po 100 metrów i więcej. W tabeli 4 podano masę jednej rury w kilogramach dla
szeregów wymiarowych SDR 11 i SDR 17.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Tab. 4. Masa 1 m rury w kg dla szeregu wymiarowego SDR 11 i SDR 17,6 [2, s. 57].
d
n
,[mm]
20
25
32
40
50
63
75
90
11
12
16
SDR 11
0,15
0,20
0,26
0,40
0,62
0,99
1,39
2,00
3,00
350
6,40
SDR 17,6
0,12
0,16
0,20
0,26
0,41
0,64
0,91
1,30
2,00
2,50
4,20
d
n
,[mm]
180
225
250
280
315
355
400
450
500
560
630
SDR 11
8,0
12,6
15,5
19,4
24,5
31,1
39,6
50,1
61,7
77,5
98,0
SDR 17,6
5,3
8,1
10,0
12,6
15,9
20,6
25,7
32,4
40,1
50,6
63,6
Temperatura miejsca, gdzie będą składowane rury nie powinna przekraczać 35°C. Rury
narażone na bezpośrednie działanie promieniowania i opady atmosferyczne nie mogą być
przechowywane dłużej niż 1 rok. Zabezpieczone rury przed bezpośrednim działaniem promieni
słonecznych i opadów atmosferycznych, nie powinny być składowane dłużej niż przez 2 lata.
Dodatkowo należy przestrzegać zasady, iż rury składowane z najstarszą datą produkcji należy
wydawać z magazynów w pierwszej kolejności
Dla celów transportu rury należy właściwie zabezpieczyć przed przesuwaniem
i uszkodzeniem. Powierzchnia ładunkowa powinna być równa, pozbawiona ostrych i wystających
elementów, które mogłyby uszkodzić ładunek. Nie wolno ciągnąć, przesuwać rur po podłożu ani
zrzucać. Nie wolno stosować rury, która jest zarysowana w stopniu większym niż 10% grubości
ścianki.
Wysokość składowania oraz pakowania rur nie powinna przekraczać:
- dla rur w odcinkach, składowanych luzem -1 m,
- dla rur produkowanych w zwojach 1,5 m.
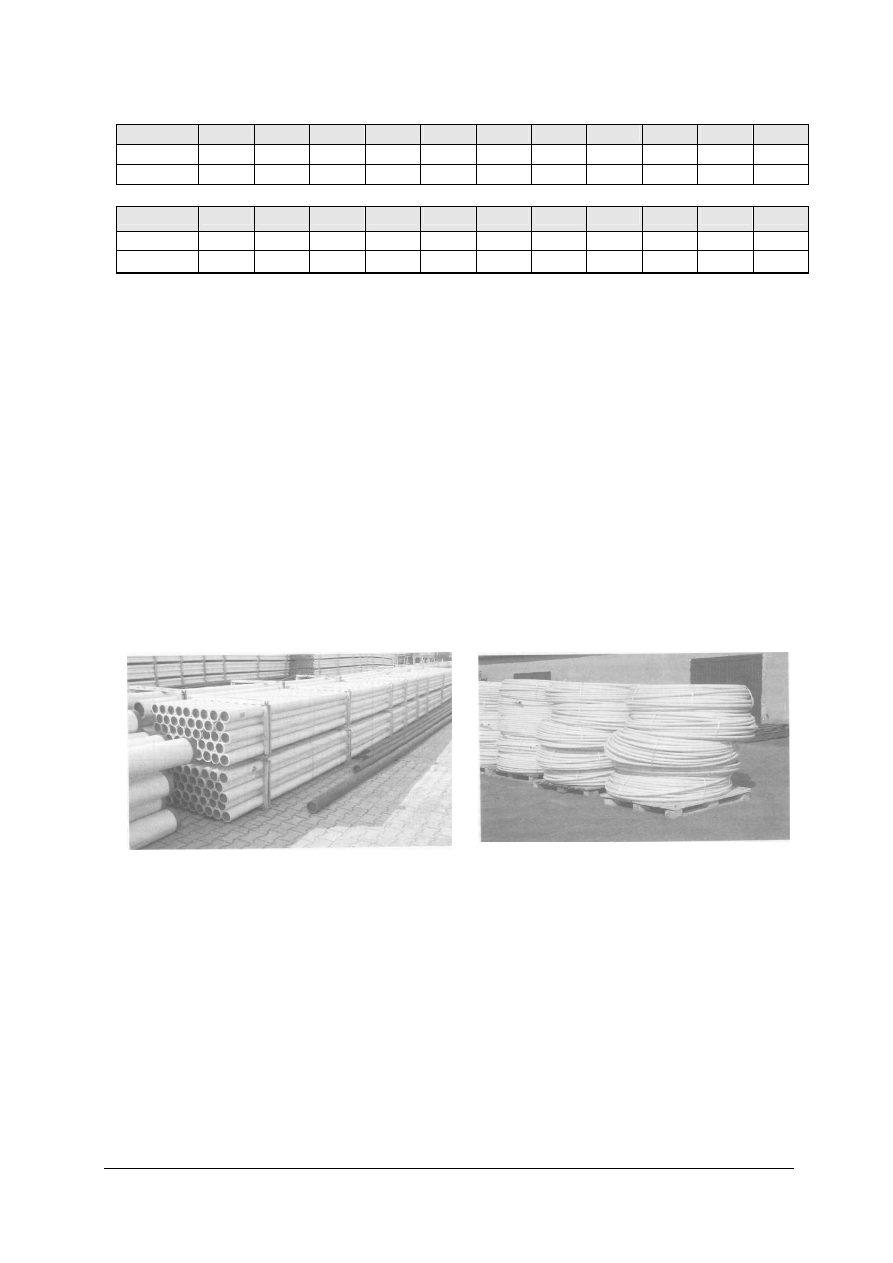
Rysunek 2 i 3 przedstawiają sposób składowania rur w odcinkach prostych i zwojach.
Rys. 2. Składowanie rur polietylenowych [2, s. 58]
Rys. 3. Składowanie rur polietylenowych [2, s. 58]
Kształtki
Kształtki stosowane do łączenia rur podczas budowy gazociągów możemy podzielić ze
względu na sposób łączenia:
- kształtki do zgrzewania doczołowego (wykonywane w warunkach warsztatowych
z elementów rurowych),
- kształtki do zgrzewania elektrooporowego (wykonywane metodą wtryskową),
- połączenia PE/stal.
Kształtki stosowane w gazownictwie mogą być koloru żółtego lub czarnego. Każda kształtka
musi być oznakowana zgodnie z aprobatą techniczną. Powierzchnie powinny być gładkie, czyste,
pozbawione rys oraz innych defektów. Wymiary i odchyłki kształtek muszą ściśle powiązane
z wymiarami rur. Przykład oznakowania kształtki przedstawia tabela 5.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Tab. 5. Przykład oznakowania rury [opracowanie własne]
xxx
PE80 SDR
11
29.06.2006
nazw
ę lub s
ymbol
produce
nta,
klasa polietylenu
szereg wymi
arowy
SDR l
ub kla
sa
ci
śnienia PN
data produkcji
kszta
łtki
Kształtki należy przewozić w przystosowanych do tego pojemnikach lub skrzyniach, a na
miejscu budowy przechowywać w oryginalnych opakowaniach zabezpieczonych przed działaniem
warunków atmosferycznych.
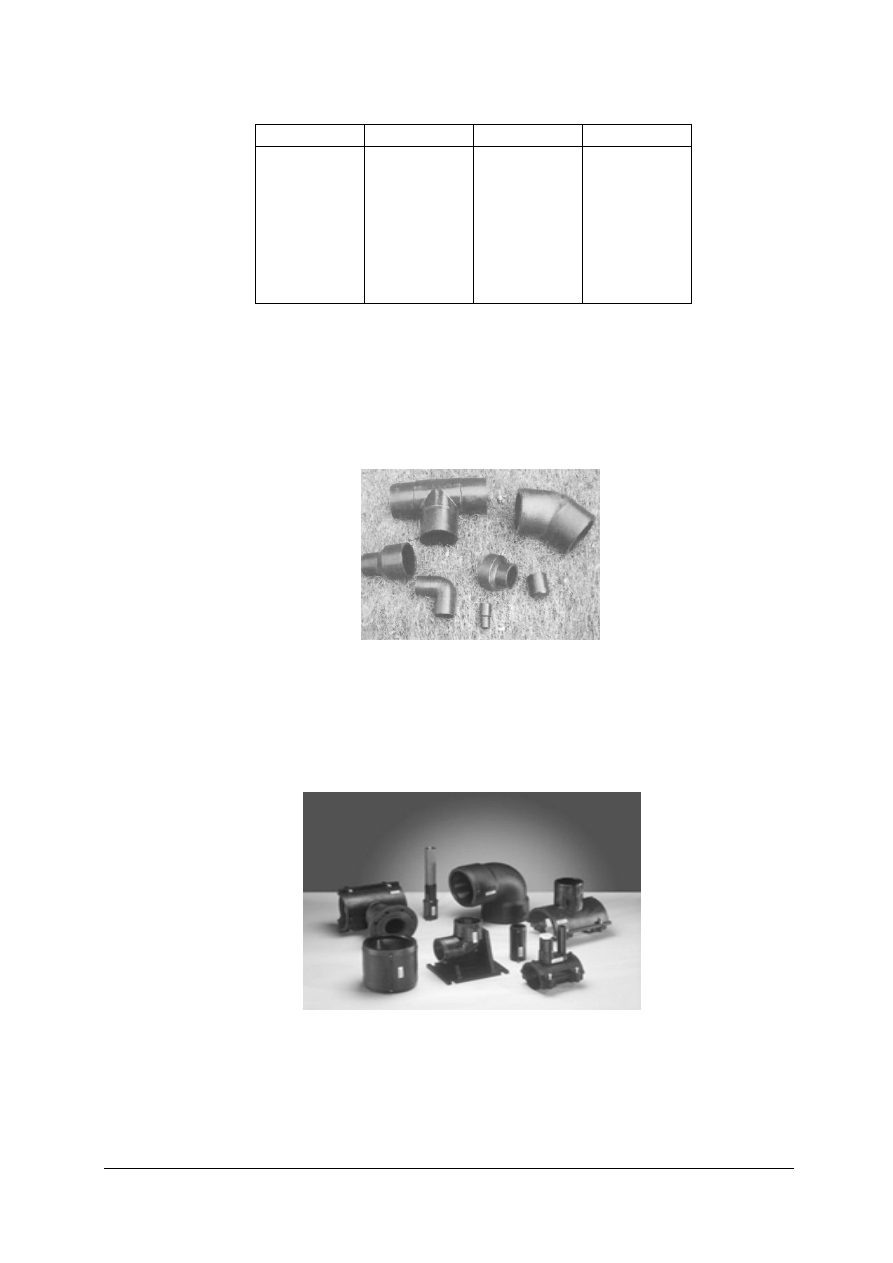
Kształtki do zgrzewania doczołowego (kolana, łuki, trójniki, redukcje, zaślepki, kształtki
segmentowe) można łączyć tylko z kształtkami, rurami tego samego szeregu wymiarowego.
Rysunek 4 przedstawia rodzaje kształtek do zgrzewania doczołowego.
Rys. 4. Kształtki do zgrzewania doczołowego [2, s. 61].
Kształtki do zgrzewania elektrooporowego na wewnętrznej powierzchni mają umieszczony
drut oporowy, którego końce wyprowadzone są przez styki na zewnątrz. W wersji
elektrooporowej mamy szeroką gamę różnego rodzaju kształtek (kolana, mufy, mufy redukcyjne,
mufy naprawcze, dwudzielne mufy naprawcze, trójniki równoprzelotowe i redukcyjne, trójniki
siodłowe z nawiertką lub bez nawiertki).
Rys. 5. Przykłady kształtek do zgrzewania elektrooporowego [8]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 6. Mufa MB z usuwanym ogranicznikiem PE 100 SDR 11 [8]
Rys. 7. Trójnik - T – elektrooporowy PE 100 SDR 11 [8]
Podział kształtek ze względu na dołączoną informacje dla właściwego wykonania zgrzewu:
- z wbudowanym specjalnym elementem, na podstawie którego zgrzewarka może ustalić czas
zgrzewania kształtki,
- z kodem kreskowym zawierającym parametry zgrzewania i charakterystykę kształtki,
- z kartą magnetyczną zawierającą parametry zgrzewania i charakterystykę kształtki,
- z dołączoną etykietą informującą o parametrach zgrzewania.
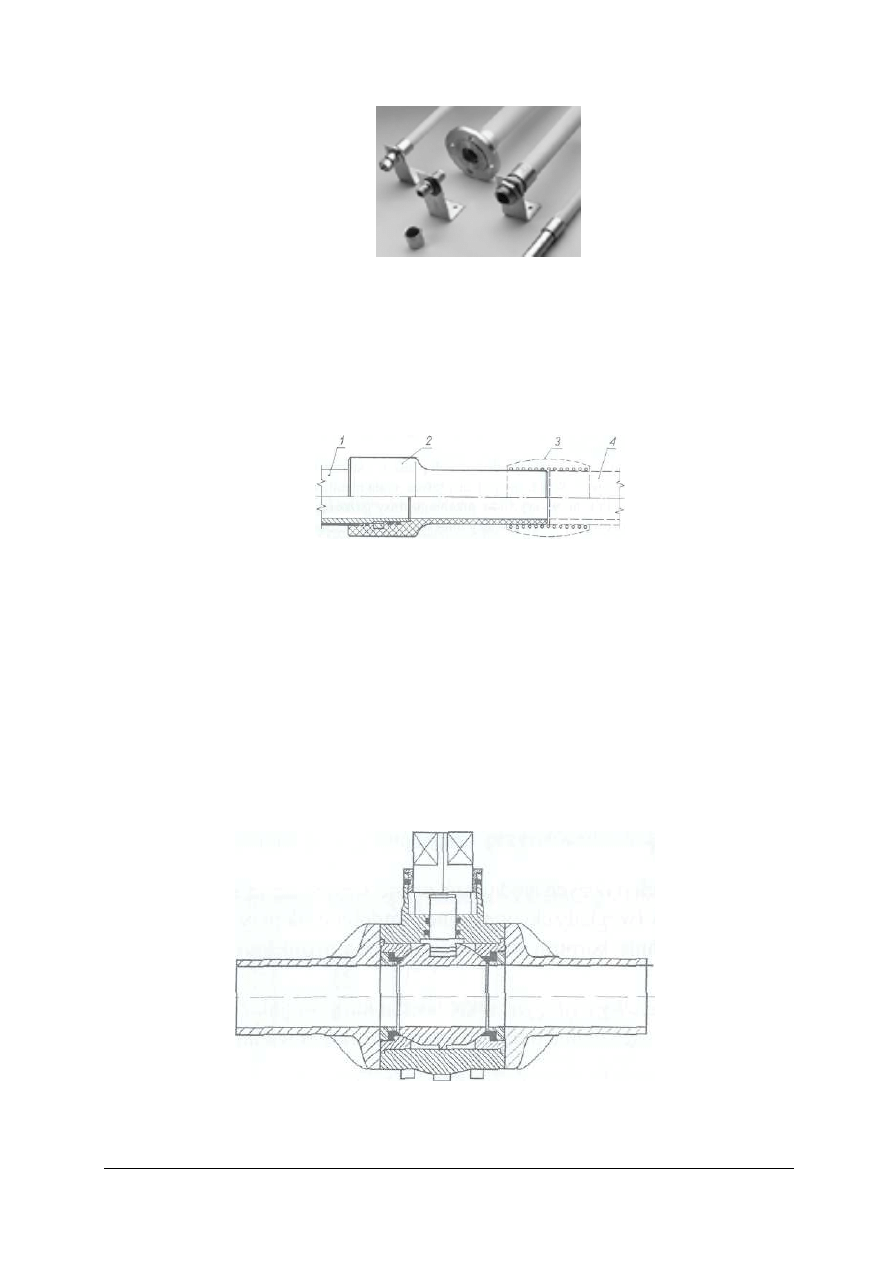
Kształtki PE/ stal
Kształtki PE/stal wykorzystuje się celem połączenia istniejącej armatury gazociągu lub
innego typu części metalowych do rurociągu wykonanego z tworzywa sztucznego. Takie łączenie
rur polietylenowych z kształtkami i rurami stalowymi wykonuje się poprzez połączenia PE/stal:
- obtryskowych.
- zaciskowych,
Element stalowy kształtki PE/stal może być „bosy” albo zakończony:
- gwintem,
- kołnierzem,
- śrubunkiem.
W przypadku kształtki PE/stal z końcem z rury stalowej, gdy zachodzi konieczność jej
przyspawania do końcówki, np.: do montażu kurka, długość tego końca rury stalowej nie powinna
być krótsza niż ok. 300mm
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 8. Przykładowe połączenia PE/stal [11]
Dodatkowo połączenia PE/stal muszą być trwale oznakowane i zgodne z aprobatą techniczną.
Oznakowanie powinno zawierać, co najmniej:
- nazwę lub symbol producenta,
- klasę polietylenu,
-
klasę ciśnienia PN lub SDR.
1 - króciec stalowy, 2 - prostka kielicha z PE, 3 - złączka do zgrzewania elektrooporowego,
4 - gazociąg z PE.
Rys. 9. Kształtka przejściowa PE/stal [3, s. 199]
Uzbrojenie gazowe to wszystkie elementy związane z przewodami, umożliwiające ich
prawidłową eksploatację, w tym: kurki, zasuwy, ograniczniki przepływu gazu, sączki węchowe,
rury osłonowe.
Kurki PE
Obecnie w gazownictwie stosuje się kurki sferyczne z obudową wykonaną z tworzywa
sztucznego i elementem odcinającym w postaci kuli ze stali nierdzewnej lub tworzywa.
Rys. 10. Przekrój kurka sferycznego z tworzywa [2, s. 69].
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 11. Trójnik siodłowy z nawiertką wraz z kurkiem [2, s. 69]
Wszystkie elementy sieci muszą być odporne na korozję, dlatego też kurki staliwne powinny
być pokrywane specjalnymi powłokami nakładanymi na gorąco. Dla średnic do 160 mm końce
kurka są najczęściej wykonane z PE, natomiast dla korpusów żeliwnych połączenie z rurą
przewodową wykonuje się za pomocą kołnierza, a także fabrycznego przejścia PE/stal.
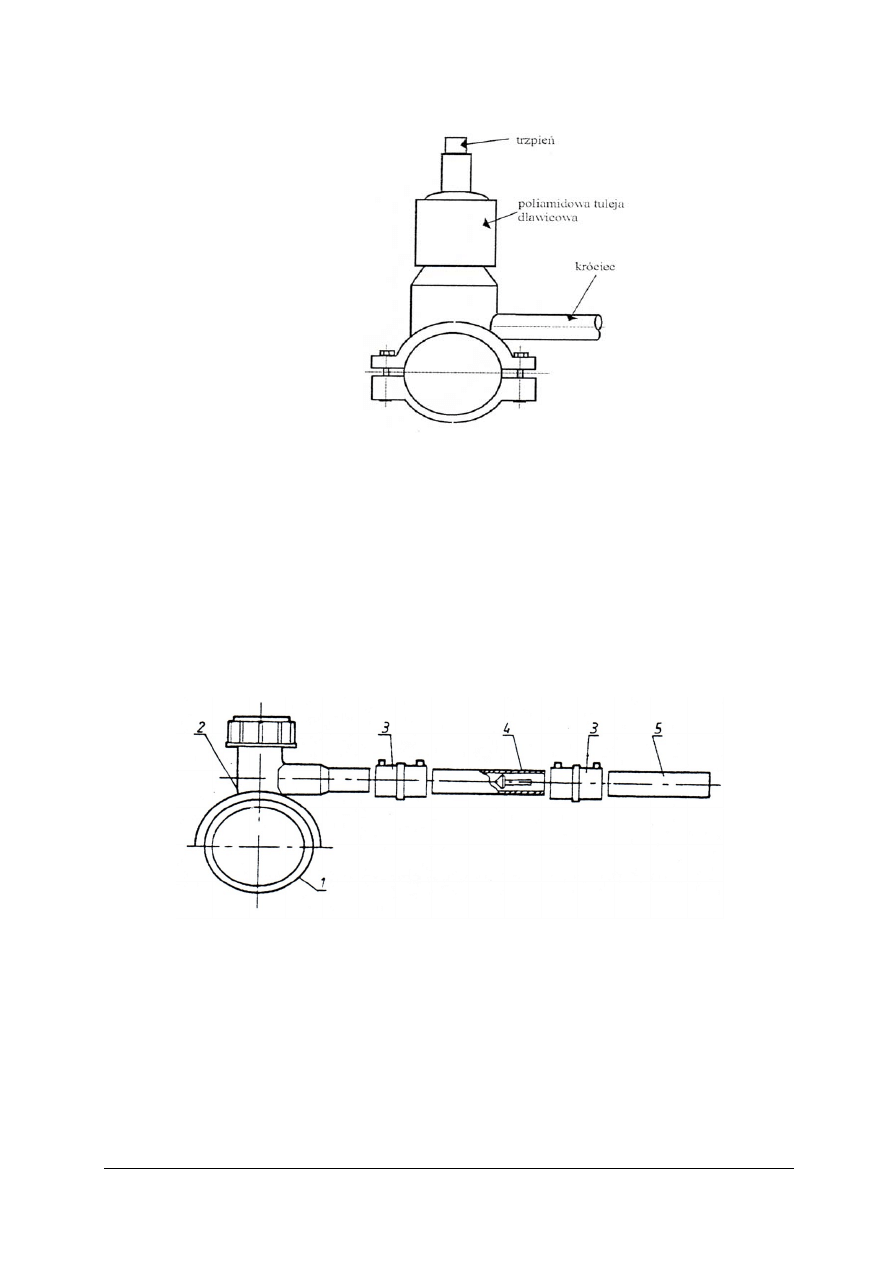
Ograniczniki przepływu gazu
Ograniczniki przepływu gazu służą do zabezpieczenia przyłączy niskiego i średniego
ciśnienia gazu przed niekontrolowanym wypływem, w wyniku ich uszkodzenia mechanicznego
(np. koparka).
Przykładem ogranicznika niskiego ciśnienia jest rozwiązanie przedstawione na rysunku 12.
1 - gazociąg rozdzielczy niskiego ciśnienia PE, 2 - trójnik siodłowy z nawiertką, 3 - mufa PE zgrzewana
elektrooporowo, 4 - ogranicznik przepływu, 5 - rura PE przyłącza.
Rys. 12. Przykład instalowania ogranicznika przepływu średniego ciśnienia [2, s. 70].
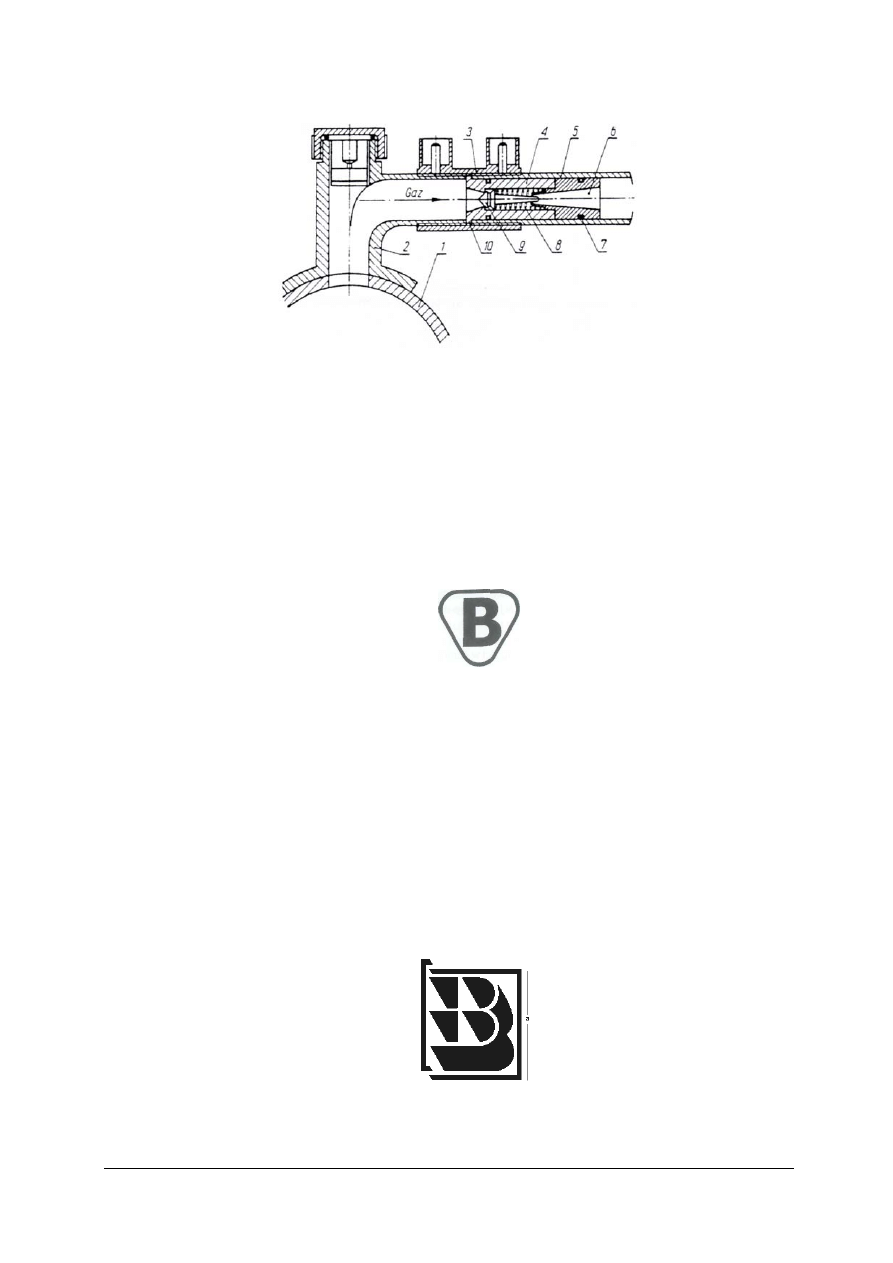
Zamknięcie zaworu następuje w sposób automatycznie w momencie nagłego wypływu gazu.
Prędkość wypływu gazu wzrasta, co powoduje zwiększenie siły działającej na grzybek do wartości
przewyższającej siłę oddziaływania sprężyny. Usunięcie przyczyny nagłego wypływu gazu
spowoduje samoczynne wyrównanie ciśnień między gazociągiem zasilającym, a przyłączem gazu
odbiorcy. Po wyrównaniu ciśnienia ogranicznik samoczynnie wycofa się z komory ogranicznika, co
spowoduje wznowienie dostawy gazu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
1. - gazociąg rozdzielczy średniego ciśnienia PE, 2. - trójnik siodłowy z nawiertką, 3. - mufa PE zgrzewana
elektrooporowo, 4. - korpus ogranicznika przepływu, 5. - rura PE przyłącza, 6. - komora wylotowa ogranicznika,
7. - pierścień uszczelniający, 8. - sprężyna dociskowa grzybka,
9. - grzybek ograniczający przepływ, 10 - kołnierz oporowy ogranicznika.
Rys. 13. Ogranicznik przepływu średniego ciśnienia [2, s. 71]
Wymagane zaświadczenia, dokumenty i oznaczenia dla rur, kształtek i armatury gazowej
Do obrotu i powszechnego stosowania w budownictwie dopuszczone są wyroby budowlane,
które oznaczone są znakiem budowlanym oraz dodatkowo znakiem zgodności z PN, znakiem
bezpieczeństwa B, dla których zgodnie z odrębnymi przepisami:
- wydano certyfikat na znak bezpieczeństwa,
Rys. 14. Wzór znaku bezpieczeństwa [2, s. 75].
- certyfikat zgodności lub deklaracja zgodności z PN lub aprobatą techniczną,
«PN>
Rys. 15. Wzór znaku zgodności z Polską Normą [2, s. 75].
- znak budowlanym
Oznaczenie wyrobu znakiem budowlanym świadczy o tym, że dla wyrobu wydano wymagane
potwierdzenie zgodności w postaci jednego z dokumentów: certyfikatu na znak bezpieczeństwa,
certyfikatu zgodności z właściwą Polską Normą lub aprobatą techniczną, deklaracji zgodności
z właściwą Polską Normą lub aprobatą techniczną.
Rys. 16. Wzór znaku budowlanego [2, s.78].

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki surowiec wykorzystuje się do produkcji rur PE?
2. Co oznacza skrót SDR i jakie typoszeregi SDR rur z PE stosuje się w gazownictwie?
3. Jakie są dopuszczalne zarysowania na powierzchni rur PE?
4. W jaki sposób należy składować rury PE?
5. Jakie kształtki polietylenowe są stosowane do budowy sieci gazowej?
6. Jakie podstawowe wymagania muszą spełnić wyroby stosowane do budowy sieci gazowej?
7. Jakie informacje musi zawierać prawidłowo oznakowana rura stosowana do budowy sieci
gazowej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Określ i scharakteryzuj podstawowe elementy konstrukcyjne rurociągów gazowych z PE.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania „Rury i kształtki z tworzyw sztucznych”,
2) w punktach wymienić najważniejsze elementy konstrukcyjne sieci gazowej z PE,
3) scharakteryzować kolejno każdy z elementów składowych rurociągów gazowych
wykonanych z PE,
4) zaprezentować wykonane ćwiczenie,
5)
dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– ołówek,
– zeszyt,
– gumka,
– plansza z elementami składowymi rurociągów gazowych,
– katalogi firm produkujących rury, kształtki, armaturę gazową,
– literatura z rozdziału 6.
Ćwiczenie 2
Opracuj instrukcję dotyczącą zasad transportu i składowania rur PE dla zewnętrznej firmy
przewozowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania dotyczącym składowania rur PE oraz ich transportu,
2) zapoznać się z materiałem nauczania dotyczącym właściwości rur polietylenowych,
3) określić w punktach najważniejsze zasady transportu i składowania rur wykonanych
z polietylenu,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
– zeszyt,
– ołówek,
– gumka,
– typowe instrukcje składowania rur z tworzyw sztucznych,
– typowe instrukcje transportu rur z tworzyw sztucznych,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wskazać z jakiego tworzywa sztucznego wytwarzane są rury gazowe?
2) wyjaśnić co oznacza skrót SDR?
3) wskazać w jaki sposób powinno się transportować rury i je składować?
4) rozróżnić kształtki przeznaczone do zgrzewania doczołowego a elektrooporowego?
5) odczytać oznakowanie umieszczone na rurze polietylenowej przeznaczonej do
rozprowadzania paliw gazowych?
6) określić wymagane zaświadczenia, dokumenty i oznaczenia, które należy stosować
dla rur, kształtek i armatury gazowej?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.4. Wykonywanie połączeń rurociągów z tworzyw sztucznych
4.4.1.Materiał nauczania
Przy budowie gazociągów z PE wykorzystuje się metody zgrzewania:
- zgrzewanie doczołowe,
- zgrzewanie elektrooporowe.
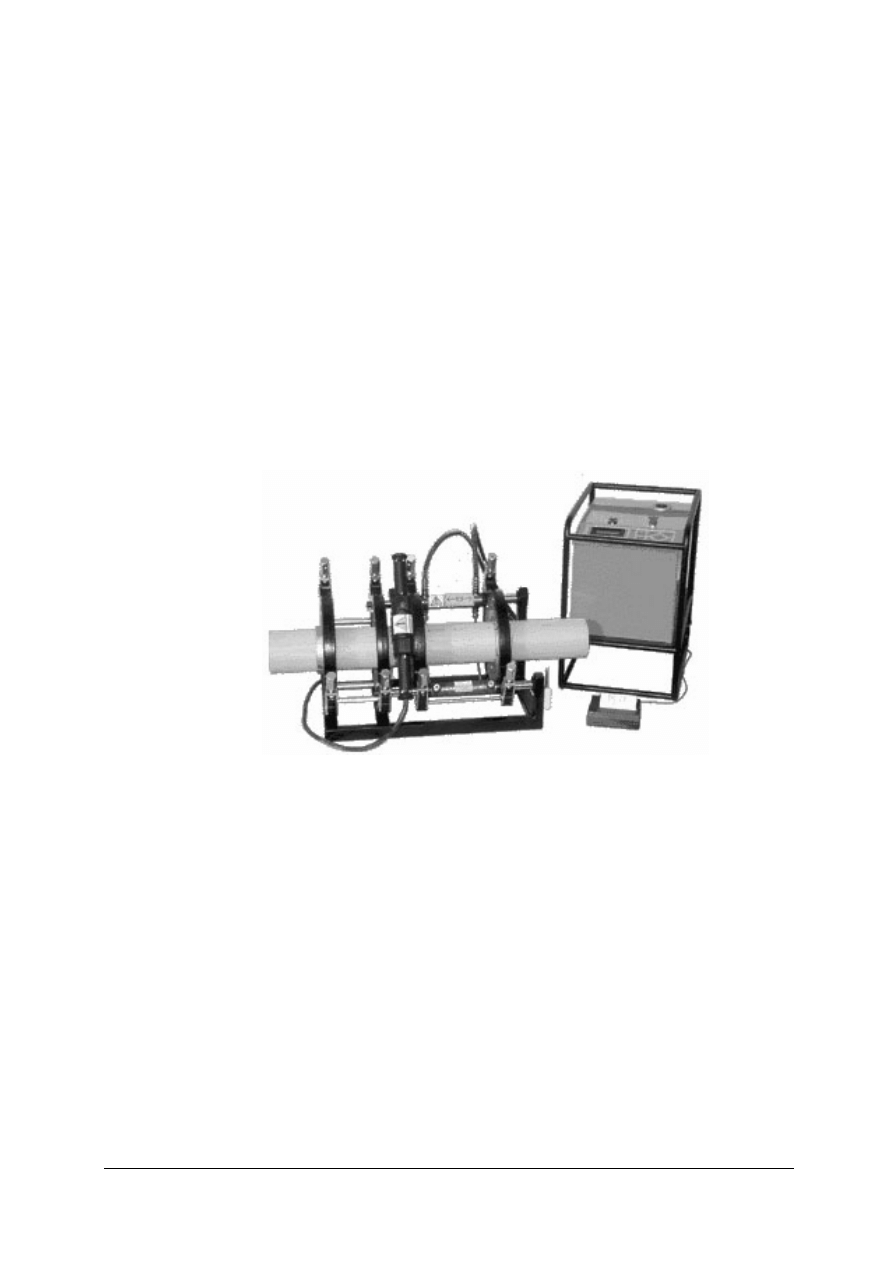
Zgrzewanie metodą doczołową
Metoda ta polega na ogrzaniu końców łączonych elementów przez styk ich powierzchni
czołowych z płytą grzewczą, a następnie wzajemnym dociśnięciu łączonych elementów do siebie
z odpowiednią siłą, po uprzednim usunięciu płyty grzewczej. Studzenie zgrzanych elementów
odbywa się pod naciskiem. Złącze uzyskuje wytrzymałość montażową po upływie czasu
chłodzenia (dopiero wówczas można zwolnić zaciski zgrzewarki), a pełną obciążalność zgrzew
uzyskuje dopiero po całkowitym ochłodzeniu (temperatura w dowolnym jego punkcie nie
przekracza 20 °C lub temperatury otoczenia).
Optymalne warunki dla zgrzewania doczołowego to:
- temperatura w miejscu zgrzewania ponad 5˚C (optymalna temperatura to 20˚C),
- miejsce zgrzewania suche i bezwietrzne.
Proces zgrzewania doczołowego przebiega w kilku fazach
i
dla każdej można wyróżnić
następujące przedziały czasowe:
t
1
- czas nagrzania dla uzyskania wstępnej wypływki,
t
2
– czas dogrzania pod ciśnieniem,
t
3
– czas wyjęcia płyty grzewczej i połączenie zgrzewanych elementów,
t
4
– czas doprowadzenia do wymaganego ciśnienia dla połączenia elementów zgrzewanych,
t
5
– czas łączenia elementów,
t
6
– czas chłodzenia zgrzanych elementów.
Przygotowanie materiału do zgrzewania metodą doczołową
Rury i kształtki do zgrzewania doczołowego powinny mieć identyczną grubość ścianek.
Dodatkowo - kształtki muszą być czyste, a końce rury powinny być oskrobane i odtłuszczone.
Obie części zamocowane w urządzeniu do zgrzewania należy poddać jednocześnie
obróbce wiórowej specjalnym strugiem. Obróbka jest wystarczająca, gdy na obu
zgrzewanych częściach nie ma miejsc nieobrobionych.
Wióry, które dostaną się do wnętrza rury lub złączki należy usunąć przy pomocy
haczyka. Powierzchni zgrzewanych w żadnym wypadku nie wolno dotykać rękami.
Przypadkowo dotknięte powierzchnie należy wyczyścić technicznie czystym spirytusem.
Poniżej w punktach przedstawiono proces technologiczny zgrzewania doczołowego.
Wykonanie prac zgodnie z poniższym opisem zapewni prawidłowy przebieg procesu zgrzewania:
1. Sprawdzenie stanu technicznego zgrzewarki (szczęki powinny poruszać się płynnie, płyta
grzejna nie powinna mieć żadnych ubytków) oraz ważność jej świadectwa kalibracji.
2. Przygotowanie miejsca do zgrzewania:
- miejsce zgrzewania doczołowego należy odpowiednio zabezpieczyć przed: deszczem,
wiatrem, wilgocią, pyłem, kurzem, stosując odpowiednie do tego namioty lub parawany,
- jeżeli zachodzi konieczność zgrzewania w warunkach poniżej 0˚C miejsce na czas
zgrzewania należy dodatkowo ogrzać,
- przed każdym rozpoczęciem pracy należy oczyścić chemicznie płytę grzewczą (w stanie
zimnym) oraz powierzchnię styku strugarki,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
3. Przygotowanie elementów do zgrzewania.
-
należy oczyścić końce rur z piasku, gliny i innych zanieczyszczeń (wstępne czyszczenie
można wykonać suchym ręcznikiem papierowym, a ostateczne powinno być wykonane
z użyciem płynu czyszczącego),
-
zabezpieczyć zaślepką ruchomy koniec rury aby podczas przemieszczania się rury do środka
nie wchodziły żadne zanieczyszczenia,
-
zamocować w uchwytach zgrzewarki zgrzewane rury tak aby napisy na rurze były widoczne
po montażu gazociągu (do mocowania rur należy zawsze używać pary uchwytów, rury należy
mocować w jednakowej pozycji),
-
zmierzyć siłę oporów przemieszczania rury i wpisać do karty zgrzein (wstępna siła
dociągu jest potrzebna do pokonania oporów wewnętrznych układu hydraulicznego
i ciężaru dociąganego materiału musi być ona ustalana dla każdego połączenia osobno),
-
nastawić czas zgrzewania (w temperaturze 20°C - 10 sekund na każdy milimetr grubości
ścianki rury, w przypadku innej temperatury
skorygować czas nagrzewania o ±1%
czasu podstawowego na każdy 1 stopień różnicy od 20°C),
-
jeżeli istnieje taka potrzeba, należy ustawić ciśnienie strugania.
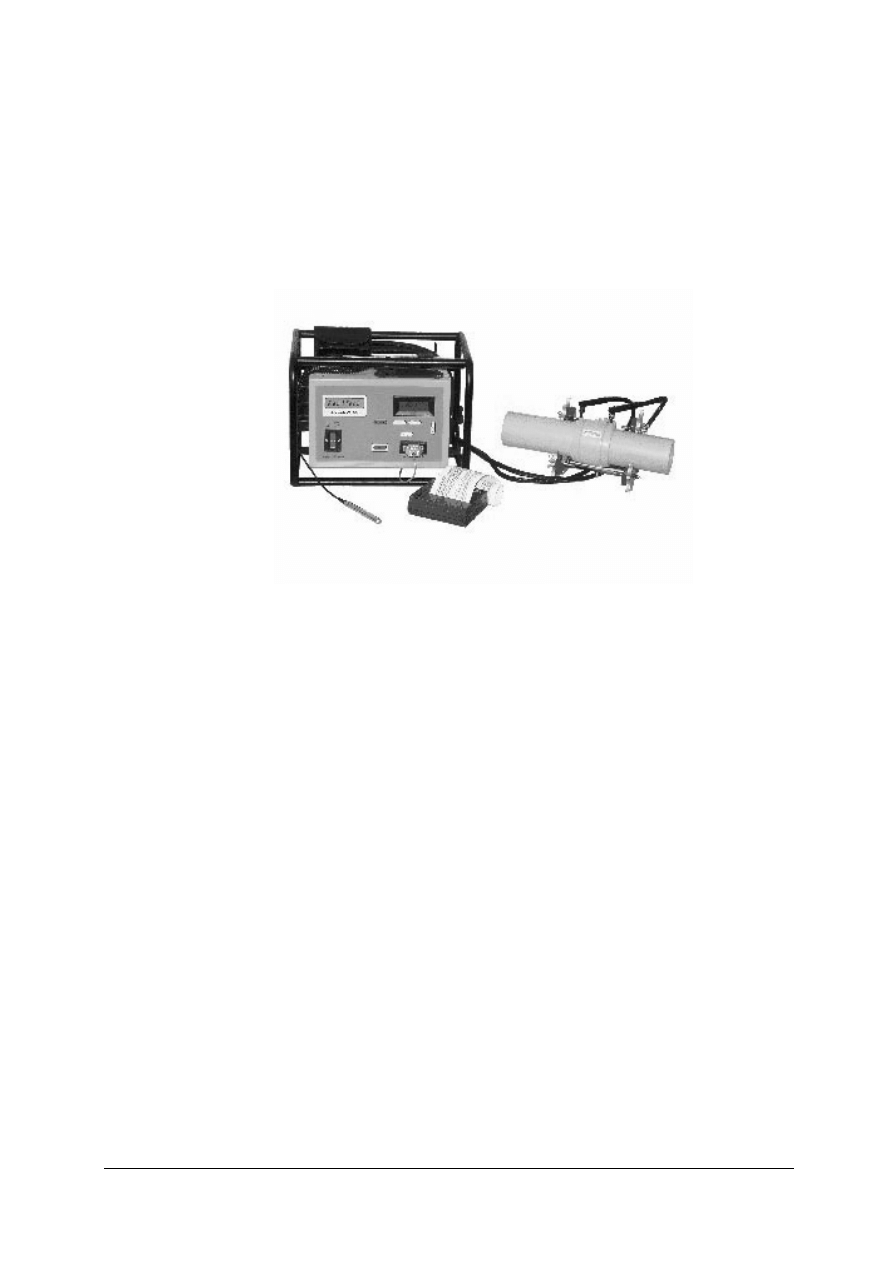
Rys. 17. Zgrzewarka doczołowa [12]
4. Przygotowanie zgrzewanych końcówek i kontrola ich przylegania.
-
oczyścić powierzchnie tnące struga,
-
zamocować i zablokować strug pomiędzy struganymi powierzchniami (należy zwrócić
uwagę, aby kable były poza częściami ruchomymi maszyny),
-
załączyć strug,
-
dosunąć do struga powierzchnie strugane,
-
należy strugać do momentu uzyskania ciągłego wióra na całym obwodzie rury,
-
wyłączyć strug, zaczekać do jego zatrzymania,
-
usunąć haczykiem wióry spod maszyny i wnętrza rury,
-
sprawdzić poprawność dokręcenia zewnętrznych szczęk,
-
dosunąć do siebie powierzchnie zgrzewane,
-
odczytać z rury wartość SDR, a następnie z tabeli odczytać wartość ciśnienia zgrzewania
dla danej zgrzewarki,
- do ciśnienia zgrzewania dodać ciśnienie oporów przemieszczania rury i ustawić otrzymane
ciśnienie zgrzewarce,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
- sprawdzić przyleganie powierzchni zgrzewanych (szczelina winna być mniejsza niż
0,5mm a przemieszczenie ścianki nie może przekraczać 10% jej grubości),
Tab. 6. Parametry zgrzewania doczołowego [2, s. 93÷94]
Średnica zewnętrzna rury
90
110
125
140
160
180
200
225
250
Grubość ścianki
mm
5,1
6,3
7,1
8,0
9,1
10,2
11,4
12,8
14,2
Pow. zgrzewania
cm
2
13,60 20,51 26,28 33,16 43,12 54,38 67,51 85,29 105,14
Nacisk jedn. przy
i
N/mm
2
0,15
Wysokość wypływki
mm
1,0
1,0
1,5
1,5
1,5
1,5
1,5
2,0
2,0
Nacisk jedn. przy
i
N/mm
2
0,15
Czas grzania
s
51
63
71
80
91
102
114
128
142
Czas usunięcia elementu
s
5
6
7
7
7
8
8
9
9
Czas wzrostu ciśnienia
s
5
6
7
7
7
8
8
9
9
SDR 17,6
Czas studzenia
min
7
9
11
12
13
14
16
17
19
Średnica zewnętrzna rury
90
110
125
140
160
180
200
225
250
Grubość ścianki
mm
8,2
10,0
11,4
12,8
14,6
16,4
18,2
20,5
22.9
Pow. zgrzewania
cm
2
21,06 31,40 40,66 51,12 66,66 84,25 103,90 131,64 162,66
Nacisk jedn. przy
i
N/mm
2
0,15
Wysokość wypływki
mm
1,5
1,5
1,5
2,0
2,0
2,0
2,0
2,5
2,5
Nacisk jedn. przy
i
N/mm
2
0,15
Czas grzania
s
82
100
114
128
146
164
182
205
228
Czas usunięcia elementu
s
7
8
8
9
9
10
10
11
12
Czas wzrostu ciśnienia
s
7
8
8
9
10
10
11
12
13
SDR
11
Czas studzenia
min
12
14
16
17
19
22
24
26
29
Końcowa wartość wypływki - (0,68-1.0) x grubość ścianki rury
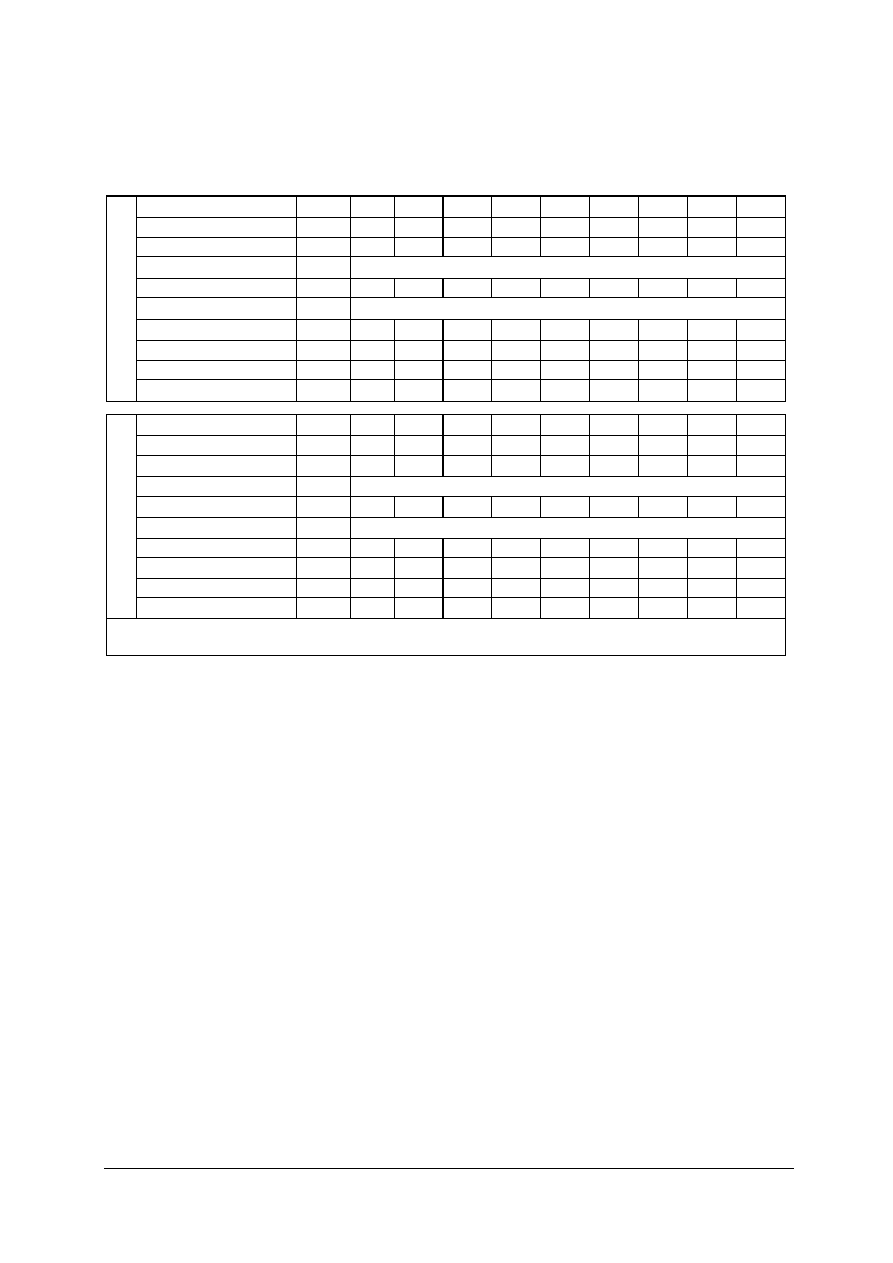
5. Wyrównanie powierzchni do nagrzewania.
-
sprawdzenie temperatury płyty grzejnej:
• w przypadku termoregulatora nastawianego temperaturę ustawia się na 210°C,
• gdy termoregulator nastawiony jest fabrycznie, to termometr kontrolny winien
wskazywać temperaturę 210°C±10°C.
6. Rozsunięcie łączonych elementów, umieszczenie między nimi płyty grzewczej i wykonanie
połączenia zgodnie z parametrami zgrzewania doczołowego.
-
przed wstawieniem płyty grzewczej należy się upewnić, że jej powierzchnie styku
z łączonymi elementami są czyste, a razie wątpliwości można je przetrzeć rolką papieru
niewłóknistego lub innym materiałem stosowanym podczas zgrzewania do czyszczenia
powierzchni,
-
operacja wstawiania płyty powinna być przeprowadzić w jak najkrótszym czasie, aby
powierzchnie styku nie uległy zanieczyszczeniu (np. kurz, drobiny wilgoci itp.), które mogłyby
obniżyć wytrzymałość połączenia.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 18. Wypływka wyrównania [15, s. 5-16]
7. Nagrzewanie
-
włączamy stoper i mierzymy czas nagrzewania (w tym czasie obserwujemy przebieg
nagrzewania, wszelkie nieprawidłowości powinny być natychmiast usuwane,
a w przypadku błędu zasadniczego proces należy przerwać),
-
kontrola ciśnienia podczas zgrzewania.
8. Usunięcie płyty grzejnej (wszystkie czynności od chwili odsunięcia elementów od płyty do
chwili dosunięcia ich do siebie nie mogą trwać dłużej niż. 6 sekund dla rur o średnicy
do 160 mm i do 12 sekund dla rur o średnicy do 355 min).
-
po upływie czasu płytę należy usunąć,
-
dosunięcie rur.
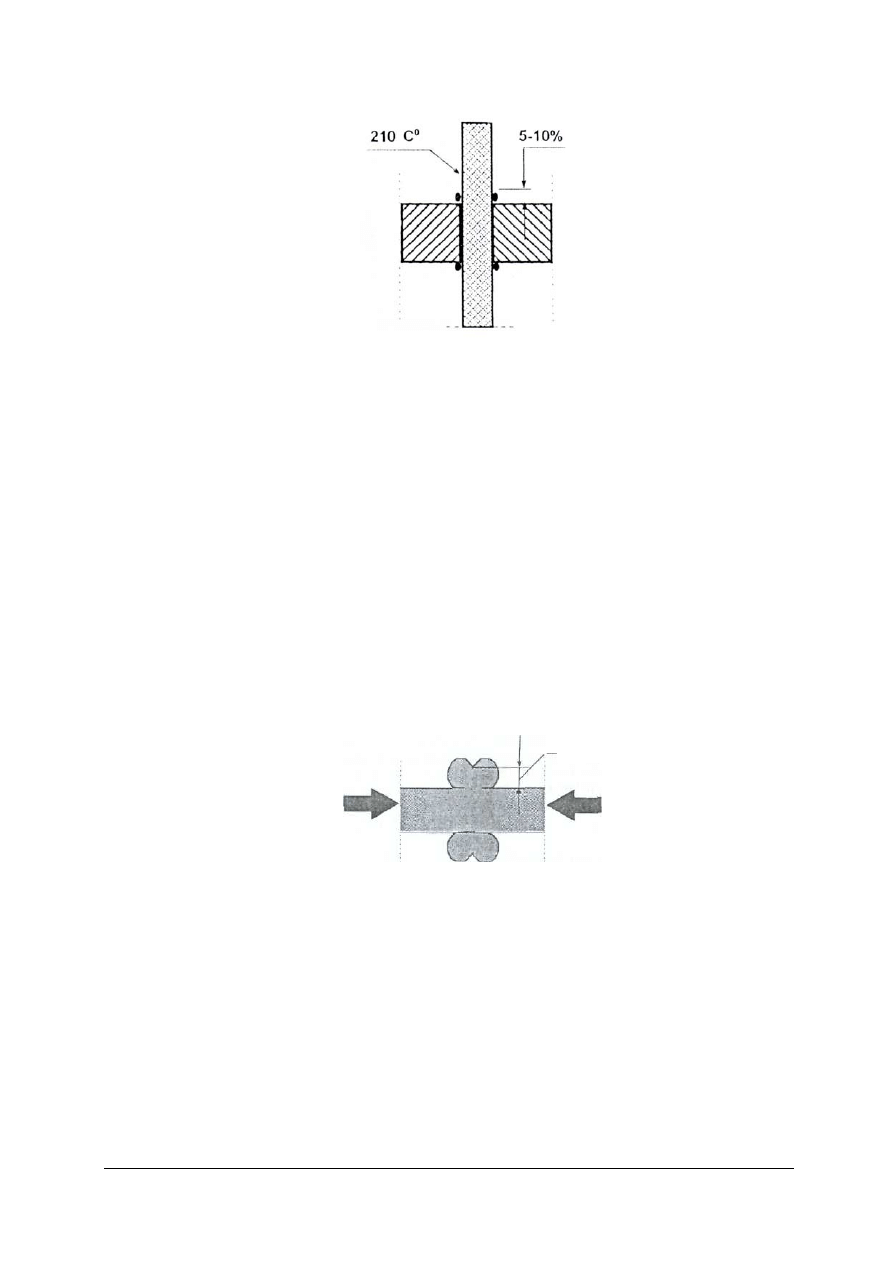
9. Wzrost ciśnienia.
-
po wyjęciu płyty grzejnej i dosunięciu do siebie zgrzewanych elementów należy zwiększać
powoli ciśnienie do ciśnienia zgrzewania,
-
czas wzrostu ciśnienia powinien wynosić ok. 1s na każdy milimetr grubości ścianki rury,
-
w czasie dociskania nagrzanych powierzchni tworzywo, które się uplastycznia wypływa na
zewnątrz tworząc wypływkę (na całym obwodzie rury tworzą się dwa przylegające
wałeczki jak na rysunku 19).
Rys. 19. Położenie rowka pomiędzy wałeczkami wypływki [15, s. 5-18]
10. Kontrola wypływki
-
kontrola położenia rowka pomiędzy wałeczkami jest pierwszym etapem wizualnej kontroli
wypływki (w prawidłowo uformowanej zgrzeinie rowek między wałeczkami winien
znaleźć się powyżej obu powierzchni rur, k>0),
11. Studzenie pod ciśnieniem (od chwili uformowania się wypływki rozpoczyna się proces
studzenia pod ciśnieniem).
-
studzenie jest najdłuższą fazą procesu gdyż wynosi około 1,5 min na każdy milimetr
grubości ścianki rury,
-
w tym momencie monter ma czas na wypełnienia karty zgrzein i przygotowania się do
następnego zgrzewania przy jednoczesnym kontrolowaniu ciśnienia, które w bardzo wielu
zgrzewarkach zmniejsza się (spadki poniżej 0 5 do 1 bara już należy korygować).
k > 0

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
12. Obniżenie ciśnienia do zera i dostudzenie zgrzewu do uzyskania jego pełnej wytrzymałości.
13. Zdemontowanie uchwytów, oznakowanie zgrzewu i wypełnienie protokołu zgrzewania
(karty kontroli zgrzewu doczołowego).
-
karta powinna zawierać następujące dane:
• numer zgrzewu (kolejny numer połączenia wykonywanego na danej budowie),
• cechę zgrzewacza (numer zaświadczenia kwalifikacyjnego zgrzewacza wykonującego
połączenie),
• datę wykonywania zgrzewu.
Instrukcja wykonania zgrzewu metodą doczołową (kolejność czynności)
1. Przygotować urządzenie do zgrzewania doczołowego.
2. Starannie oczyścić powierzchnię rur.
3. zamocować rurę napisem na wierzchu i zaślepić ruchomy koniec rury zaślepką
(kołpakiem).
4. Zamocować rury w szczękach z równomiernym luzem.
5. Sprawdzić siłę oporu przemieszczania rury.
6. Ustawić czas nagrzewania.
7. Dokładnie oczyścić powierzchnię struga.
8. Zestrugać końce rur (kable poza częściami ruchomymi) do chwili uzyskania ciągłego
wióra na całym obwodzie.
9. Odjechać rurą.
10. Wyłączyć strug i odczekać do zatrzymania.
11. Zdemontować strug.
12. Usunąć zestrużyny z powierzchni rur i spod maszyny (szczotką, haczykiem).
13. Ustawić ciśnienie zgrzewania, a następnie do ciśnienia zgrzewania dodać ciśnienie ciągu.
14. Dokonać sprawdzenia przyleganie rur przy pełnym ciśnieniu zgrzewania.
15. Sprawdzić temperaturę zgrzewania (temperatura płyty).
16. Oczyścić płytę bezwłóknistym papierem lub papierem nasączonym w płynie czyszczącym
PE.
17. Wstawić do urządzenia płytę grzejną.
18. Zewrzeć końce rur do płyty grzewczej.
19. Sprawdzić powstałe wypływki wyrównania.
20. Zredukować ciśnienie do zera.
21. Uruchomić stoper w celu pomiaru czasu nagrzewania.
22. Kontrować ciśnienie nagrzewania.
23. Po upływie ustalonego czasu nagrzewania rozsunąć rury i wyjąć płytę.
24. Zewrzeć końce rur z sobą i podnieść ciśnienie w sposób ciągły od zera do ustalonego
ciśnienia łączenia.
25. Kontrować ciśnienie studzenia zgrzeiny.
26. Dokonać wpisu do karty zgrzein.
27. Po upływie czasu studzenia zmniejszyć ciśnienie i rozkręcić szczęki przyrządu.
28. Odkręcić szczeki (najpierw wewnętrzne).
29. Oznaczyć zgrzeinę na rurze pisakiem.
30. Zmierzyć parametry wypływki i wpisać do karty B
max
, i B
min
.
31. Dokonać wizualnej oceny jakości zgrzeiny.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
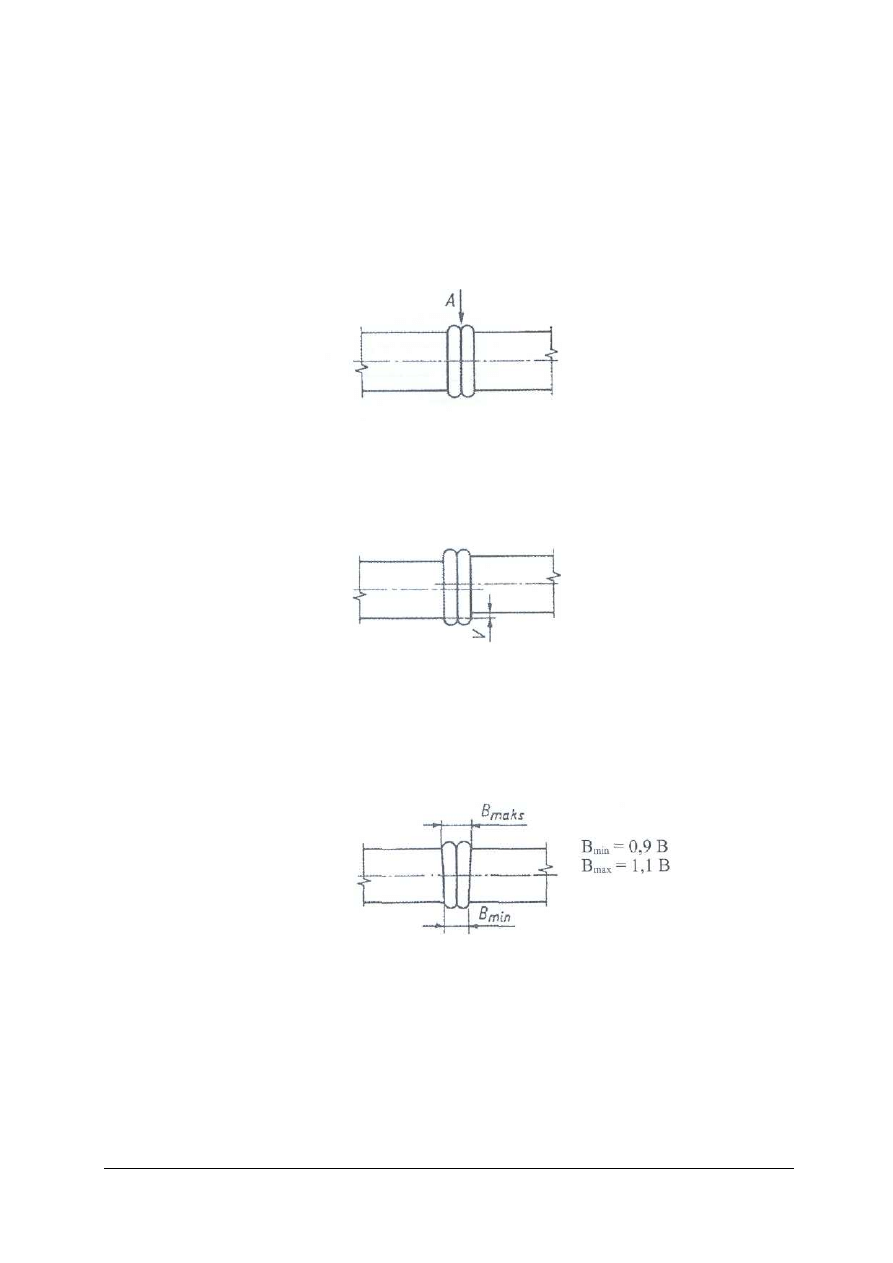
Ocenę jakości zgrzewu możemy dokonać za pomocą urządzeń pomiarowych z dokładnością
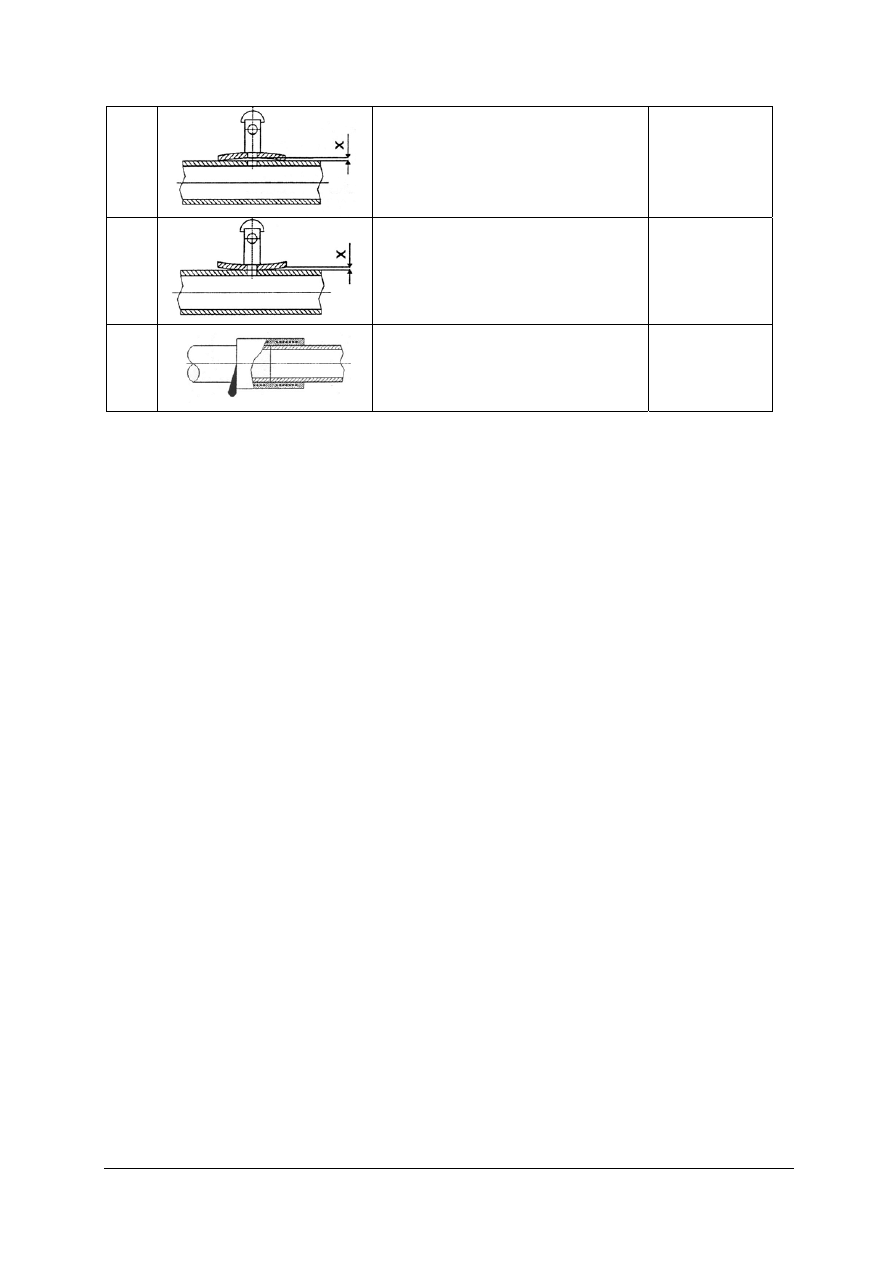
do 0,5 mm. Ocenę należy przeprowadzić w oparciu o następujące kryteria:
a. wypływka powinna być obustronnie możliwie okrągła,
b. powierzchnia wypływki powinna być gładka i nie może wyglądać na spienioną
(przegrzanie),
c. rowek A między wypływkami nie powinien być zagłębiony poniżej zewnętrznych
powierzchni połączonych z sobą elementów,
Rys. 20. Prawidłowo wykonany zgrzew metodą doczołową – właściwy kształt wypływki [3, s. 196]
d. przesunięcie V ścianek łączonych rur nie powinno przekraczać 10% grubości ścianki
rury,
Rys.
21. Wykonany zgrzew metodą doczołową z przesunięciem V ścianek [3, s. 196]
e. minimalna i maksymalna szerokość wypływki winna odpowiadać B
min
= 0,9 B,
B
max
= 1,1 B
Rys. 22. Wykonany zgrzew metodą doczołową z wskazaniem na parametry szerokości zgrzewu [3, s. 196]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
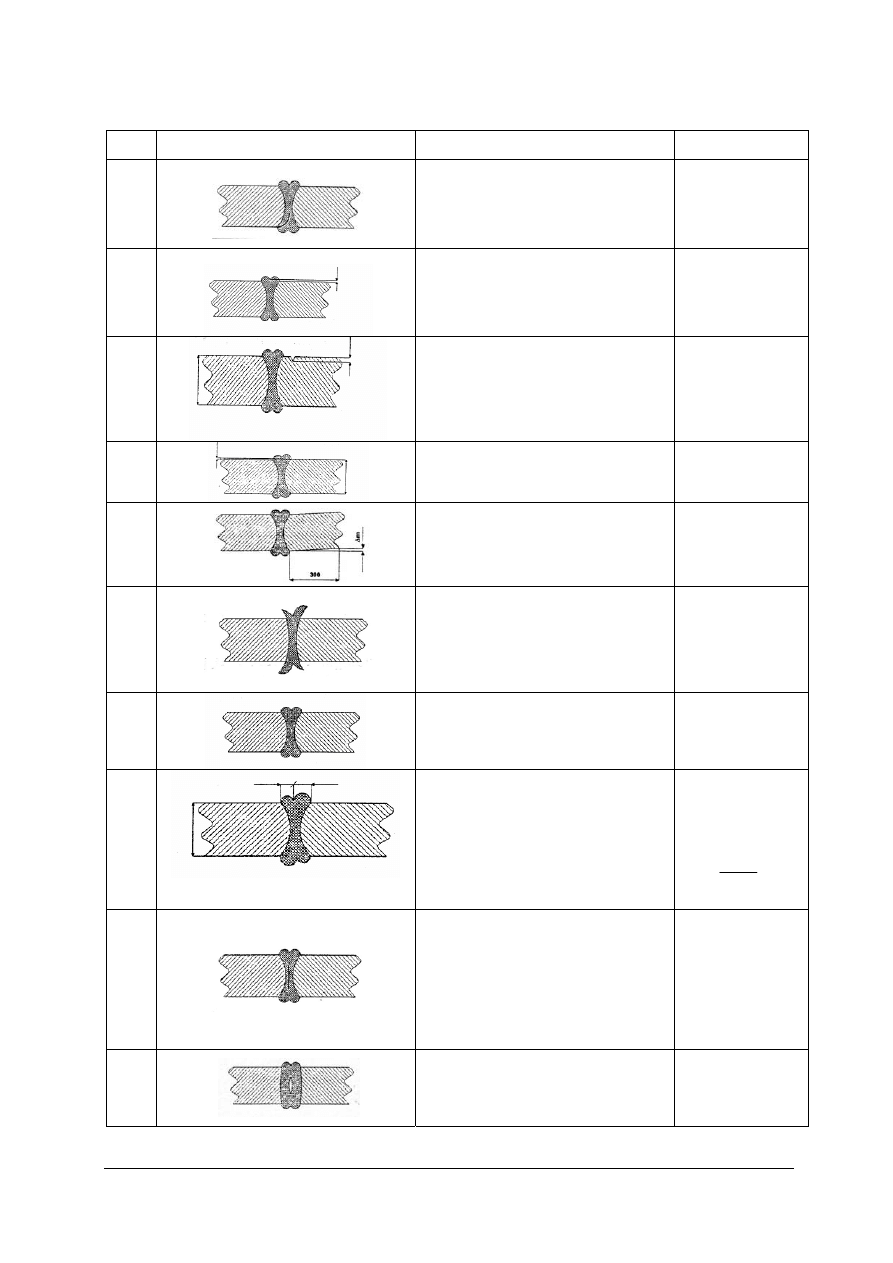
Tab. 7. Typowe wady powstające podczas zgrzewania doczołowego [2, s. 118]
L p . W a d a
O p i s
w a d y Ocena
jakości
1.
przebiegające poprzecznie rysy do
spoiny mogą pojawić się:
- w spoinie
- rodzimym materiale
- w strefie wpływu cieplnego
Wada
niedopuszczalna
2.
Karby w strefie zgrzewania. Przyczyną
powstania karbów mogą być m. in:
- niedostateczne ciśnienie łączenia
- za krótki czas dogrzewania
- za krótki czas chłodzenia
Wada
Niedopuszczalna
3.
Karb (rysy) w rodzimym materiale
(rura). Przyczyną mogą być:
- szczęki mocujące zgrzewarki
- nieprawidłowy transport rur
- czynności przygotowawcze procesu
zgrzewania
Dopuszczalna
głębokość karbu
∆s ≤ 0,1 e
4.
Powierzchnie rur wzajemnie
przesunięte.
Dopuszczalna
przesunięcie karbu
V ≤ 0,1e
5.
Kątowe odchylenie (skrzywienie)
wynikające np. z błędu zgrzewarki
(brak osiowości)
∆
m
≤ 1 mm
na długości 300 mm
6.
Niewłaściwy kształt wypływki
Przyczyną mogą być:
- za niska temperatura grzania
- za krótki czas nagrzewania
- za wysoki nacisk
- za długi czas usunięcia płyty grzewczej
Wada
Niedopuszczalna
7.
Zbyt szeroka lub zbyt wąska zgrzeina
Bmin ≥ 0,8 B
Bmax ≤ 1,2 B
8.
Nierówne wałeczki wypływki.
Przyczynąwady może być:
- niewłaściwe przygotowanie brzegów
- różna temperatura płaszczyzn grzejnych
płyty grzewczej
- nie osiowe ustawienie rur w trakcie
zgrzewania
- owalizacja rur
X< 0,1
X< 0,2
Przy czym
X=
2
1
2
1
S
S
S
S
−
−
9.
Brak zgrzania na pełnej grubości ścianki
rury. Przyczyną wady może być:
- zabrudzenie powierzchni zgrzewanej
- oksydacja powierzchni zgrzewu
- niewłaściwa temperatura elementu
grzewczego
- za długi czas usunięcia elementu
grzewczego
Wada
niedopuszczalna
10.
Występowanie jamy skurczowej.
Przyczyną może być np:
- zbyt niskie ciśnienie docisku
- zbyt krótki czas chłodzenia
Wada
niedopuszczalna
k>0
∆
s
e
e
V
e
S
1
S
2
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Zgrzewanie metodą elektrooporową
Zasadą tej metody jest wykorzystanie ciepłą, które wydziela się przy przepływie prądu przez
drut oporowy do nagrzania wewnętrznej powierzchni kształtki i zewnętrznej rury. Zwinięty
spiralnie drut oporowy stanowiący źródło ciepła w procesie zgrzewania jest umieszczony tuż pod
wewnętrzną powierzchnią kształtki. Łączenie elementów następuje na skutek dostarczania do
sfery grzania odpowiedniej, kontrolowanej porcji energii. Kształtki elektrooporowe są kształtkami
typu muflowego. Zgrzewanie elektrooporowe jest stosowane najczęściej do łączenia elementów
o mniejszych średnicach do 200-225mm.
Rys. 23. zgrzewarka elektrooporowa [12]
Przebieg procesu zgrzewania metodą elektrooporową
1. Sprawdzenie stanu zgrzewarki i generatora, narzędzi, rur i kształtek oraz przygotowanie
miejsce do zgrzewania.
-
zgrzewarki muszą posiadać ważne świadectwo kalibracji,
-
sprawdzić stan techniczny zgrzewarki i generatora,
-
bezpośrednio po podłączeniu kształtki, w okienku wskaźnikowym zgrzewarki wyświetlane
są dane dotyczące wielkości oporu podłączonego elementu oraz od rodzaju zgrzewarki i jej
producenta mogą być wyświetlane również inne parametry,
-
sprawdzić kształtki czy nie mają uszkodzone mechanicznie,
2. Przycięcie rury prostopadle do jej osi (w tym celu należy używać korytek). Źle przycięta rura
włożona do kształtki może nie pokryć w odpowiedniej proporcji środkowej sfery zimnej,
a w krytycznych przypadkach nawet sfery grzania.
3. Oczyścić końcówki rury z zanieczyszczeń, jeżeli to konieczne należy również oczyścić rurę
od wewnątrz.
4. Usunięcie utlenionej warstwy PE (nie dotyczy kształtek elektrooporowych),
-
usunięcie utlenionej warstwy PE (ok. 0,1 mm) odpowiednim skrobakiem (zaleca się
przeprowadzenie czyszczenia mechanicznego dla większych powierzchni),
5. Przygotowanie kształtki do zgrzewania.
-
z kształtki należy usunąć kurz i inne zanieczyszczenia płynem czyszczącym (dlatego
kształtki powinny być zapakowane w worek foliowy),
6. Przygotowanie rury PE do zgrzewania.
-
jeżeli rura jest owalna należy założyć na nią kalibrator,
7. Zaznaczenie pisakiem głębokości wsunięcia kształtki lub obszaru cyklinowania
siodła(właściwie przycięta, oskrobana i oczyszczona rura powinna być wsunięta do wnętrza
czystej kształtki na określoną głębokość).

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
-
łączone elementy powinny być unieruchomione na czas zgrzewania i chłodzenia.
8. Przeprowadzenie zgrzewania zgodnie z instrukcją obsługi zgrzewarki.
-
uwagę należy zachować podczas zgrzewania w trybie manualnym (źle dobrane parametry
procesu zgrzewania mają wpływ na jakość połączenia).
9. Ostatnią czynnością jest upewnienie się, czy proces zgrzewania przebiegł bez zakłóceń oraz
oznakowanie zgrzewu i pozostawienie połączenia w zacisku montażowym do wystudzenia.
-
złącze wykonane wadliwie należy usunąć i zastąpić nowym.
-
zdjęcie zacisku montażowego jest dopuszczalne dopiero po całkowitym upływie czasu
chłodzenia, który został określony przez producenta,
-
każda zgrzeina wykonywana przy budowie sieci gazowych musi być odpowiednio
oznakowana, a opis zgrzewu należy wykonać pisakiem niezmywalnym,
-
opis powinien zawierać:
o
numer zgrzewu (kolejny numer połączenia wykonywanego na danej budowie),
o
cechę zgrzewacza (numer zaświadczenia kwalifikacyjnego zgrzewacza wykonującego
połączenie),
o
datę wykonywania zgrzewu.
Instrukcja wykonania zgrzewu metodą elektrooporową (kolejność czynności)
Dla wykonania prawidłowego zgrzewu metodą elektrooporową należy zachować poniższą
kolejność prac:
1. Przygotować miejsce do wykonania zgrzewu.
2. Oczyścić końcówki rur z zanieczyszczeń.
3. Obciąć prostopadle do osi końcówki rur.
4. Jeżeli rura jest owalna należy założyć na rurę kalibrator.
5. Zaznaczyć pisakiem obszar, który poddany zostanie cyklinowaniu.
6. Cyklinować należy do momentu usunięcia pasków zaznaczonych pisakiem.
7. Sprawdzić poprawność oczyszczenia rur.
8. Zaznaczyć pisakiem głębokość wsunięcia kształtki na rurze.
9. Wsunąć końcówki rur do kształtki do zaznaczonego śladu.
10. Zamocować uchwyty mocujące kształtkę.
11. Podłączyć przewody zasilające kształtkę.
12. Włączyć elektrozgrzewarkę.
13. Wprowadzić dane nagrzewania kształtki.
14. Uruchomić elektrozgrzewarkę oraz kontrolować proces nagrzewania.
15. Po wykonaniu zgrzewu wyłączyć elektrozgrzewarkę.
16. Kształtkę pozostawić w uchwytach przez około 1,5 minuty na mm grubości ścianki
zgrzewanej rury.
17. Numer zgrzeiny, datę wykonania oraz numer uprawnień zgrzewacza należy zapisać na
rurze.
18. Wypełnić kartę zgrzein.
19. Zgrzew poddać wizualnej ocenie jakości połączenia.
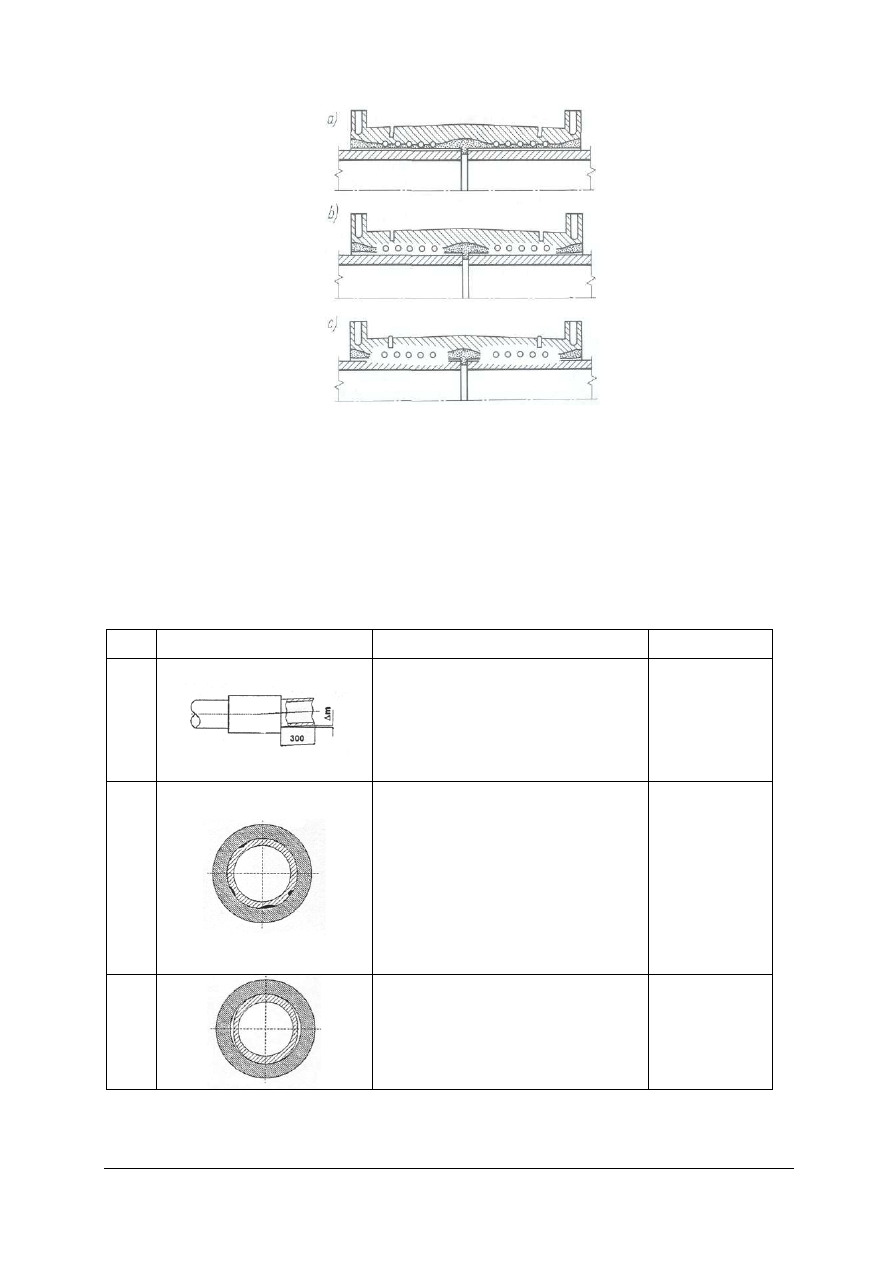
Na
rysunku 24 przedstawiono proces zgrzewania, gdzie w pierwszej fazie stopniowo podnosi
się temperatura materiału, a następnie w fazie przejściowej topi się warstwa polietylenu otaczająca
spiralę kształtki, faza końcowa to proces elektrodyfuzji stykających się ze sobą warstw rury
i kształtek.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
a) faza początkowa, b) faza przejściowa, c) faza końcowa
Rys. 24. Schemat procesu zgrzewania elektrooporowego [3, s. 192]
Kontrola wykonania połączeń elektrooporowych
Wypływki kontrolowane, które znajdują się w kształtce elektrooporowej powinny znajdować
się w położeniu przewidzianym przez producenta.
Wady podczas łączenia metodą elektrooporową przedstawiono w tabeli 8
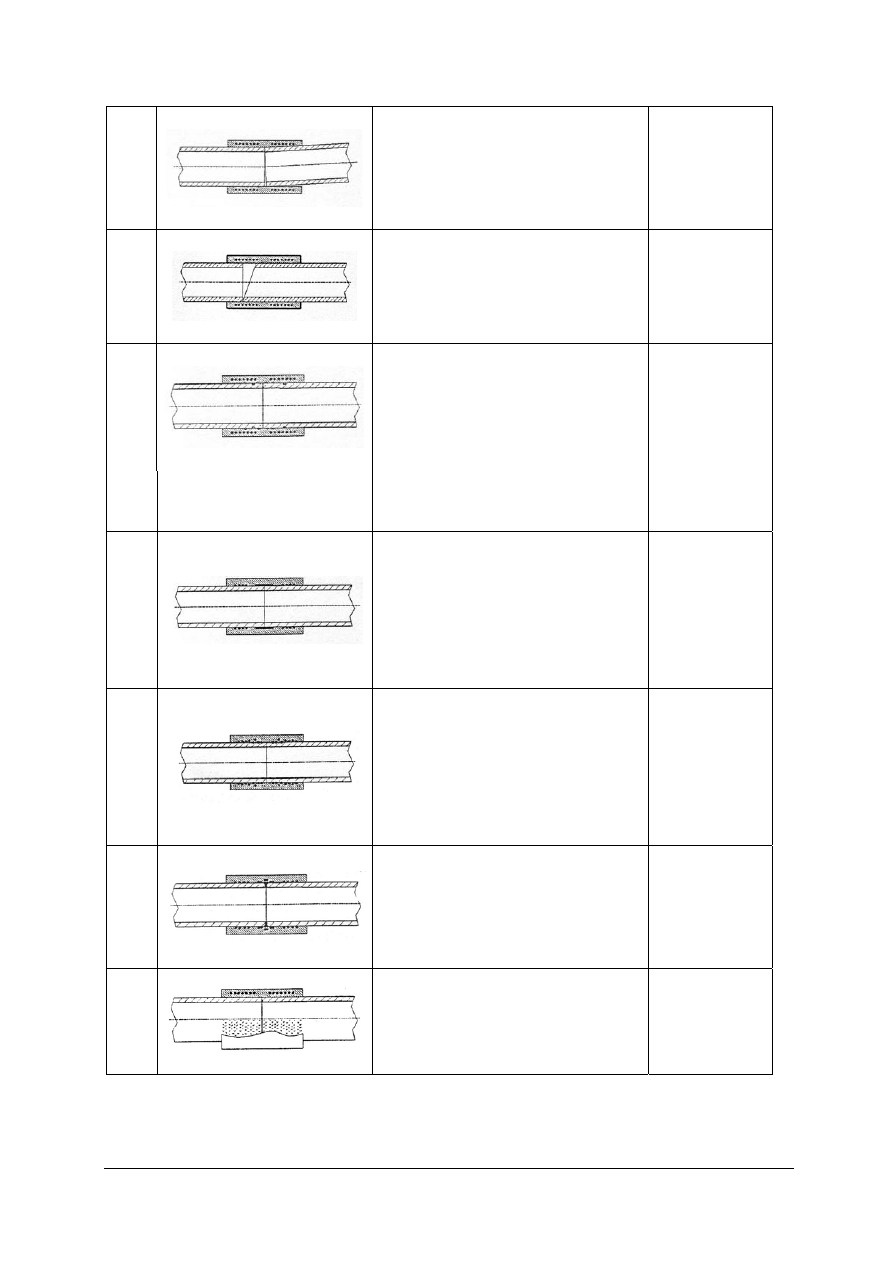
Tab. 8. Typowe wady powstające podczas zgrzewania elektrooporowego [2, s. 121]
Lp. Wada
Opis
wady
Ocena
jakości
1
.
Jednostronne lub dwustronne
przestawienie osi rury względem
elektrokształtki. Przyczyny powstania:
- niewłaściwe przygotowanie brzegów rur
- zmiana położenia elektrokształtki lub rur
podczas zgrzewania
- wadliwa zgrzewarka
Dla rur
w odcinkach
prostych
nic więcej niż
∆m ≤ 1 mm
2.
Przyklejenie obwodowe (braki wtopienia
na styku powierzchni obwodowej rura -
kształtka). Przyczyny powstania:
- nie oczyszczony mechanicznie koniec
rury
- za mocno oczyszczona powierzchnia
zewnętrzna rury z pojawiającymi się
płaskimi płaszczyznami
- powierzchnia zewnętrzna rury nie
oczyszczona mechanicznie na całym
obwodzie
Wada
niedopuszczalna
3.
Zgrzanie elektrokształtki z rurą na części
obwodu. Przyczyny powstania:
- owalizacja elektrokształtki
- owalizacja rury
- niewłaściwe złożenie rury i kształtki
Wada
niedopuszczalna
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.
Jednostronny brak zgrzeiny. Przyczyny
powstania:
- zastosowanie zdeformowanej
(skrzywionej) rury
- działanie momentu zginającego na
elektrokształtkę pochodzące od nie
osiowego zamocowania rur w kształtce
Wada
niedopuszczalna
5.
Niewłaściwe posadowienie rur w
kształtce. Przyczyny powstania:
- ukośnie ucięty koniec rury
- zbyt płytkie lub za głębokie
posadowienie rury w kształtce
Wada
niedopuszczalna
6.
Wada
niedopuszczalna
Niewielkie podłużne przyklejenia po
obydwu stronach elektrokształtki
Przyczyny powstania:
- karb na powierzchni w miejscu
zgrzewania
- owalność lub deformacja rury
- owalność elektrokształtki
- niewłaściwe oczyszczenie mechaniczne
powierzchni rury w miejscu zgrzewania
nieprostoliniowość końca rury
7.
Jednostronny brak wtopienia na części
lub całej długości elektrokształtki.
Przyczyny powstania:
- niewłaściwa energia zgrzewania
- uszkodzony przewód uzwojenia
elektrooporowego
- zanieczyszczone powierzchnie łączenia
- nie uplastycznione tworzywo na
długości i uzwojenia
Wada
niedopuszczalna
8.
Cześć zwojów uzwojenia
elektrooporowego znajduje się w
elektrokształtce, natomiast pozostała
jego część jest wtopiona w powierzchnię
rury. Przyczyny powstania:
- przegrzanie złącza
- zanieczyszczone powierzchnie
zgrzewania
- niewłaściwe mocowanie rur i kształtki
Wada
niedopuszczalna
9.
Miejscowa deformacja uzwojenia
elektrooporowego w okolicach
centralnej strefy chłodnej
elektrokształtki. Przyczyny powstania:
-
przekroczone tolerancje
wymiarowe elementów
- nie osiowość rur i kształtki
Wada
niedopuszczalna
10.
Porowatość zgrzeiny. Przyczyny
powstania:
- zanieczyszczenie łączonych
powierzchni obcymi ciałami
- pęcherze wywołane obecnością wody w
wykonanym połączeniu
Wada
niedopuszczalna
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
11.
Nieprawidłowo uformowana zgrzeina w
środkowej strefie trójnika siodłowego.
Przyczyny powstania:
- wadliwy trójnik siodłowy
- owalizacja rury w miejscu zgrzewania
Wada
niedopuszczalna
12.
Nieprawidłowo uformowana zgrzeina w
strefach brzegowych trójnika siodłowego.
Przyczyny powstania:
- wadliwy trójnik siodłowy
- nieprawidłowo zamocowany trójnik
siodłowy
Wada
niedopuszczalna
13.
Wypływ tworzywa z jednej (obu) strony
elektrokształtki. Przyczyny powstania:
- za długi czas zgrzewania
- wada elektrozgrzewarki
- nie osiowość rur i kształtki
Wada
niedopuszczalna
Podsumowanie
Najważniejsze zasady zgrzewania metodą doczołową:
1. Miejsca zgrzewania należy chronić przed działaniem warunków atmosferycznych, takich
jak: wilgoć, temperatura poniżej 0 °C, silny wiatr, intensywne promieniowanie słoneczne.
2. Metodą zgrzewania doczołowego nie wolno zgrzewać rur o różnych SDR.
3. Rury klasy PE 80 można zgrzewać z rurami klasy PE 100 metodą zgrzewania
doczołowego.
4. Metodą zgrzewania doczołowego nie wolno zgrzewać rur o średnicach mniejszych
od średnicy 63mm.
5. Grubość wióra podczas strugania końców rur nie może być większa od 0,2mm.
6. Podczas zgrzewania należy stosować stojaki rolkowe tak, aby zachować stałość ciśnienia
posuwu. Rury nie mogą być wleczone po gruncie, deskach lub belkach.
Narzędzia i sprzęt używany przy procesach zgrzewania
Podczas zgrzewania stosuje się następujące narzędzia i sprzęt:
-
narzędzia i sprzęt do cięcia rur: obcinarki do rur; ręczne piły do drewna z drobnymi zębami
(2-3 mm) o szerokim brzeszczocie; przecinak chomątowy, korytka drewniane (szablony)
z drewna twardego lub metalowe z wymiennym obramowaniem z drewna, z nacięciem
szczelinowym w płaszczyźnie prostopadłej do osi rury (lub pod innym kątem - stosowanie
do potrzeb) dla każdej średnicy przewodu,
-
narzędzia i sprzęt do czyszczenia: biały nasiąkliwy papier, czysta sucha szmatka, szmatka
odtłuszczająca, pędzel miękki o szerokości 5 cm, drewniana łopatka, szczypce,
-
narzędzia i sprzęt do obróbki mechanicznej: skrobak obrotowy, narzędzia do skórowania,
nóż wygładzający do obróbki rur, pilniki płaskie o długości ok. 30 cm (zdzierak i gładzik),
cyklina o szerokości 4-6 cm,
-
sprzęt zaciskowy: zaciski podwójne i poczwórne do rur PE i złączek o różnych średnicach,
ściski (jedna wielkość dla wszystkich rozmiarów opasek), zacisk opasujący (dla każdego
wymiaru rury jedna para zacisków),
-
sprzęt monterski: komplet kluczy płaskich do śrub, komplet narzędzi ślusarskich, komplet
narzędzi monterskich robót instalacyjnych,
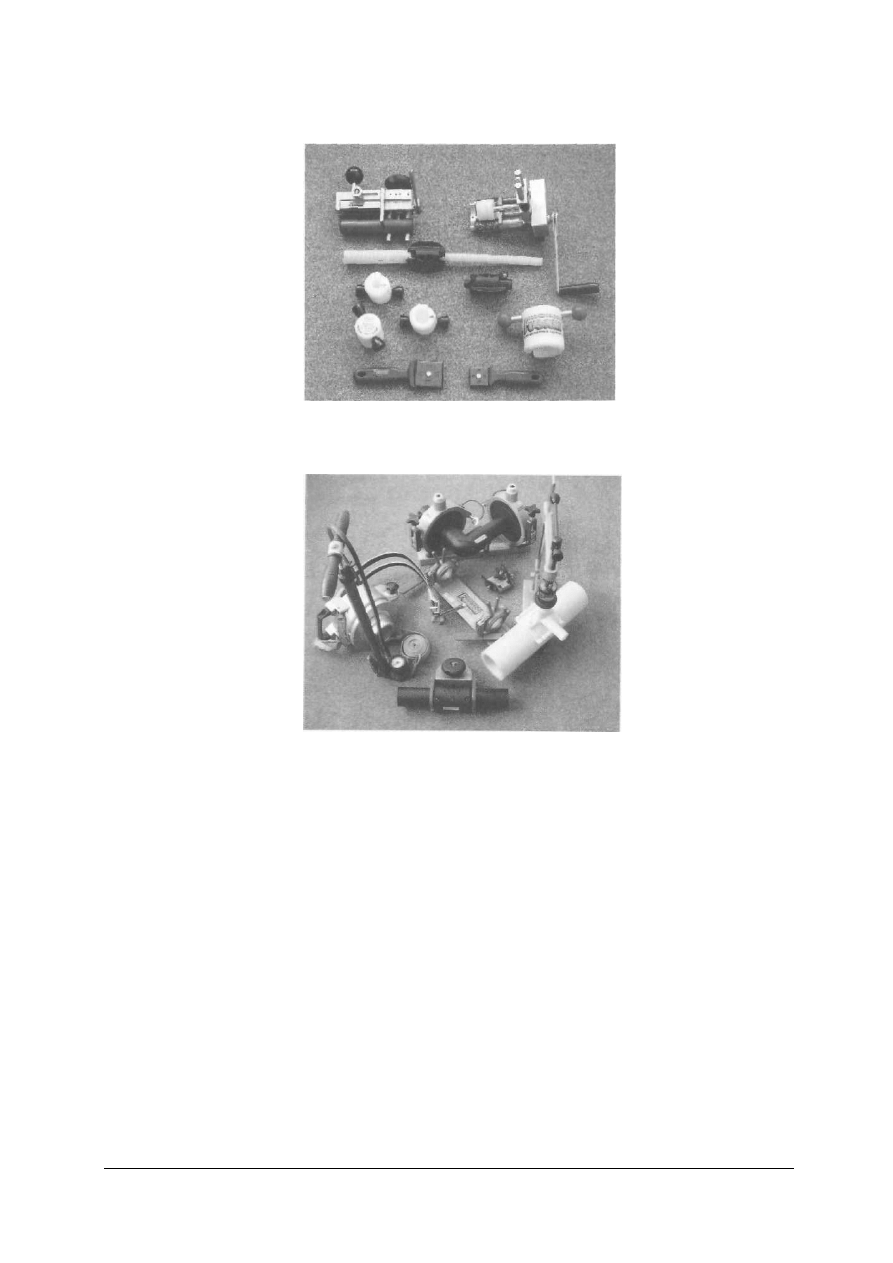
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
-
przyrządy pomiarowe: kątomierz monterski, suwmiarka, poziomnica, przymiar.
Rys. 25 Narzędzia do czyszczenia mechanicznego [2, s. 112]
Rys. 26. Zaciski stabilizujące [2, s.113].
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rozróżniamy metody zgrzewania gazociągów PE?
2. Na czym polega zgrzewanie metodą doczołową?
3. Na jakie fazy czasowe dzieli się proces zgrzewania doczołowego?
4. W jaki sposób określamy czas zgrzewania doczołowego?
5. W jaki sposób dokonuje się oceny zgrzewu wykonanego metodą doczołową?
6. Na czy polega zgrzewanie metodą elektrooporową?
7. W jaki sposób przeprowadzamy ocenę jakości zgrzewu wykonanego metodą zgrzewania
elektrooporowego?
8. Jakie są najważniejsze zasady obowiązujące podczas zgrzewania rur PE?
9. Jakie informacje powinien zawierać opis zgrzewu?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie rurociągów z tworzywa sztucznego (PE) metodą doczołową. Poniższe
prace należy realizować w oparciu o instrukcje, w obecności osoby uprawnionej do wykonywania
tego typu prac.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonywania połączeń metodą zgrzewania doczołowego,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z materiałem nauczania, który dotyczy wykonywania połączeń rurociągów
z tworzywa sztucznego (PE) metodą doczołową,
4) sprawdzić urządzenia i narzędzi pod względem technicznym oraz sprawdzić ważność
świadectwa kalibracji zgrzewarki,
5) przygotować urządzenia oraz materiały do wykonania zgrzewu,
6) zastosować się do poleceń zawartych w instrukcji,
7) wykonać zgrzew metodą zgrzewania doczołowego,
8) zaprezentować wykonane ćwiczenie,
9) ocenić jakość wykonanego zgrzewu,
10) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
–
instrukcja wykonania ćwiczenia,
–
instrukcja zgrzewarki,
–
środki ochrony osobistej,
–
zgrzewarka doczołowa wraz z niezbędnym oprzyrządowaniem,
–
agregat prądotwórczy,
–
przecinarki do rur PE (ręczne piły, przecinaki obrotowe, chomątowe),
–
korytko do obcinania rur pod kątem prostym,
–
przyrząd do kalibracji,
–
namiot osłonowy chroniący miejsce pracy,
–
obejmy do mocowania rur i kształtek,
–
elementy do montażu (kształtki),
–
komplet kluczy monterskich,
–
skrobak obrotowy,
–
pilniki,
–
kątomierz monterski,
–
przymiar,
–
środki czyszczące,
–
sprzęt ręczny do robót ziemnych
–
literatura poz. 6.
Ćwiczenie 2
Wykonaj połączenie metodą elektrooporową rurociągu z tworzywa sztucznego PE
z trójnikiem siodłowym z nawiertką wraz z kurkiem (rysunek 1). Przedmiotem ćwiczenia jest
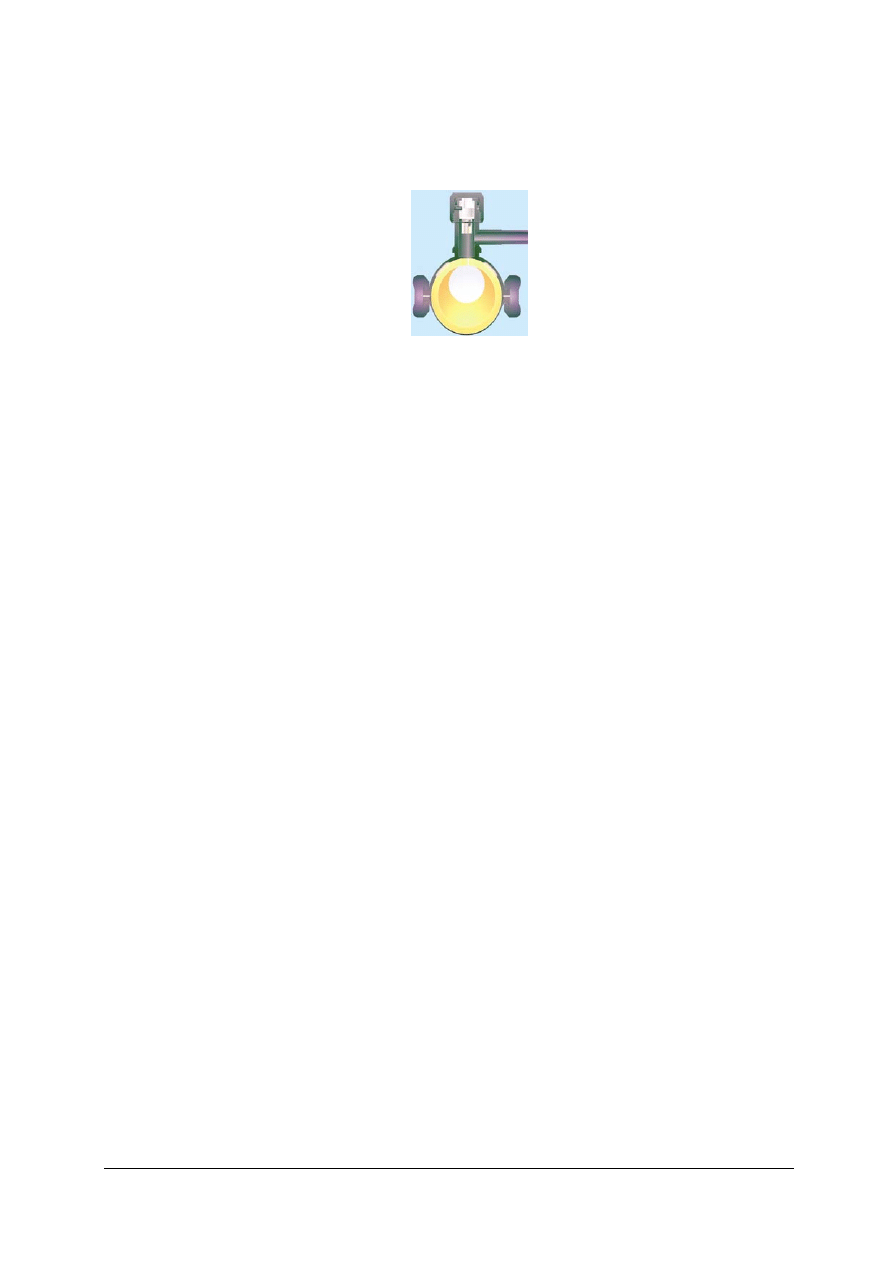
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
wykonanie odgałęzienia od gazociągu polietylenowego za pomocą trójnika siodłowego. Prace
należy realizować w oparciu o instrukcje w obecności osoby uprawnionej do wykonywania tego
typu prac.
Rys. 1. Trójnik siodłowy z nawiertką wraz z kurkiem [2, s. 69].
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonywania połączeń metodą zgrzewania elektrooporowego,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić urządzenia i narzędzia pod względem technicznym oraz sprawdzić ważność
świadectwa kalibracji zgrzewarki,
4) przygotować urządzenia oraz materiały do wykonania zgrzewu,
5) zastosować się do poleceń zawartych w instrukcji,
-
oczyścić miejsce zgrzewania, aby usunąć ewentualne zabrudzenia,
-
przed wyjęciem trójnika siodłowego z nawiertką z folii, należy zaznaczyć pisakiem miejsce
ułożenia kształtki na rurze,
-
miejsce należy oskrobać, w celu usunięcia warstwy utlenionej (czynność tą należy wykonać
przy użyciu uniwersalnego skrobaka),
-
przygotowane miejsce przetrzeć papierem zwilżonym w etanolu (spirytusie),
-
dopasować i umocować kształtkę na rurze,
-
wykonać zgrzew metodą zgrzewania elektrooporowego zgodnie z instrukcją,
-
ocenić jakość zgrzewu siodełka,
6) zaprezentować wykonane ćwiczenie,
7) ocenić jakość wykonanego zgrzewu,
8) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
–
instrukcja wykonania ćwiczenia,
–
instrukcja zgrzewarki,
–
środki ochrony osobistej,
–
zgrzewarka elektrooporowa PE,
–
agregat prądotwórczy
–
przecinarki do rur PE (ręczne piły, przecinaki obrotowe, chomątowe,)
–
korytko do obcinania rur pod kątem prostym,
–
przyrząd do kalibracji,
–
namiot osłonowy chroniący miejsce pracy,
–
obejmy do mocowania rur i kształtek,
–
elementy do montażu (kształtki),
–
komplet kluczy monterskich,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
–
skrobak uniwersalny,
–
pilniki,
–
kątomierz monterski,
–
przymiar,
–
środki czyszczące,
–
sprzęt ręczny do robót ziemnych
–
literatura poz. 6.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) przygotować stanowisko do zgrzewania (łączenia) rur wykonanych z polietylenu?
2) przygotować materiał (elementy sieci gazowej wykonane z polietylenu) do
zgrzewania?
3) wykonać zgrzew według instrukcji metodą doczołową?
4) wykonać zgrzew według instrukcji metodą elektrooporową?
5) ocenić poprawność wykonanego zgrzewu metodą doczołową?
6) ocenić poprawność wykonanego zgrzewu metodą elektrooporową?
7) wymienić najważniejsze zasady zgrzewania metodą doczołową?
8) wymienić najważniejsze zasady zgrzewania metodą elektrooporową?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję zanim zaczniesz rozwiązywać zadania.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Przed wykonaniem każdego zadania lub udzieleniem odpowiedzi na pytania przeczytaj bardzo
uważnie polecenia.
5. Test zawiera 21 pytań o różnym stopniu trudności. Są to pytania: zamknięte, wielokrotnego
wyboru.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, zakreślając kółeczkiem
prawidłową odpowiedź. W przypadku pomyłki należy błędną odpowiedź przekreślić znakiem
X i otoczyć kółkiem prawidłową odpowiedź.
7. Za każde poprawne rozwiązanie zadania otrzymasz jeden punkt.
8. Test składa się z dwóch części o różnym stopniu trudności:
I część – poziom podstawowy
II część – poziom ponadpodstawowy.
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania
10. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
11. Na rozwiązanie testu masz 45 min.
Powodzenia

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
ZESTAW ZADAŃ TESTOWYCH
Część I
1. Tworzywo sztuczne powstaje z:
a) polimeru podstawowego i dodatków,
b) dwóch różnych polimerów,
c) dwóch różnych polimerów i dodatku,
d) wielu różnych polimerów.
2. Właściwości użytkowe termoplastów wraz ze wzrostem temperatury:
a) nie zmieniają się,
b) pogarszają się,
c) poprawiają się w temperaturach dodatnich,
d) poprawiają się w temperaturach ujemnych.
3. Rury do gazu, wody, na instalacje przemysłowa produkuje się:
a) PELD,
b) PEHD,
c) PELLD,
d) PELD, PELLD.
4. PE należy do grupy tworzyw:
a) termoplastycznych,
b) duroplastów,
c) elastomerów,
d) poliplastów.
5. Właściwości tworzyw sztucznych przy długotrwałym obciążeniu są:
a) takie same,
b) pogarszają się,
c) poprawiają się,
d) zależy od obciążenia.
6. Pełzaniem nazywamy:
a) wzrost wydłużenia przy wzroście naprężenia materiału,
b) wzrost wydłużenia przy stałym naprężeniu materiału,
c) wzrost wydłużenia przy spadku naprężenia materiału,
d) zmniejszanie się naprężeń wewnątrz materiału.
7. Rury nawinięte w kręgi składowane są:
a) poziomo,
b) pionowo,
c) oparte o ścianę,
d) poziomo lub pionowo.
8. Po włożeniu nagrzanej od słońca rury do wykopu nastąpi:
a) skrócenie rury,
b) wydłużenie rury,
c) relaksacja naprężeń,
d) wydłużenie i zmniejszenie objętości rury.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
9. Polietylen staje się kruchy:
a) poniżej-40°C,
b) około -20°C,
c) około -10°C,
d) już poniżej 5°C.
10. Rury z tworzyw sztucznych:
a) są odporne na zarysowania,
b) można zarysować je tylko ostrym narzędziem,
c) nie są odporne na zarysowania,
d) odporność rur na zarysowanie zależy od temperatury otoczenia.
11. Kształtki produkuje się metodą:
a) wtryskiwania,
b) wytłaczania,
c) prasowania,
d) wytłaczania lub wtryskiwania.
12. Oznaczenie na rurze:
a) może być,
b) musi być,
c) zależy od producenta,
d) zależy od średnicy rury.
13. Podczas zgrzewania zachodzi zjawisko:
a) termodyfuzji,
b) łączenia się łańcuchów,
c) łączenia się makrocząsteczek,
d) dyfuzji.
14. Wytrzymałość zgrzeiny możemy określić na podstawie:
a) rentgenografii,
b) badań ultradźwiękowych,
c) badań niszczących,
d) przez pomiar wypływki.
15. Zgrzewaniem elektrooporowym można zgrzać elementy o średnicy:
a) 20 i więcej,
b) 63 i więcej,
c) 90 i więcej.,
d) 125 i więcej.
Część II
16. Powierzchnię rury przed zgrzaniem złączką elektrooporową należy:
a) zetrzeć pilnikiem,
b) zestrugać cykliną,
c) przetrzeć papierem ściernym,
d) dokładnie umyć czystą wodą.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
17. Po zgrzaniu kształtki elektrooporowej najpierw:
a) odłączamy kształtkę,
b) wyłączamy zgrzewarkę,
c) zdejmujemy obejmy mocujące kształtkę,
d) odłączamy kształtkę i sprawdzamy wypływkę.
18. Jeżeli kształtka elektrooporowa przeznaczona jest na napięcie 39,5V to:
a) należy zasilić ją tylko takim napięciem,
b) można zasilić niższym wydłużając proporcjonalnie czas nagrzewania,
c) można zasilić wyższym skracając proporcjonalnie czas nagrzewania,
d) zawsze 5 V większym.
19. Nacisk jednostkowy przy nagrzewaniu i przy zgrzewaniu PEHD powinien wynosić:
a) 0,01 i 0,1 N/mm
2
,
b) 0,1 i 0,15 N/mm
2
,
c) 0,01 i 0,15 N/mm
2
,
d) 0,01 i 0,20 N/mm
2
.
20. Rury wykonane z tworzyw termoplastycznych mogą pracować przy ciśnieniach:
a) 2,5 do 10 bar,
b) 1,6 do 19 bar,
c) 1,6 do 25 bar,
d) 25 bar i więcej.
21. Rurę polietylenową odtłuszczamy za pomocą szmatki nasączonej:
a) destylowaną wodą,
b) benzyną,
c) trójchloroetanem,
d) denaturatem.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie połączeń rurociągów gazowych z tworzyw sztucznych
Zakreśl poprawną odpowiedź.
Numer
pytania
Odpowiedź
Punktacja
1. a
b
c
2. a
b
c
3. a
b
c
4. a
b
c
5. a
b
c
6. a
b
c
7. a
b
c
8. a
b
c
9. a
b
c
10. a
b
c
11. a
b
c
12. a
b
c
13. a
b
c
14. a
b
c
15. a
b
c
16. a
b
c
17. a
b
c
18. a
b
c
19. a
b
c
20. a
b
c
21. a
b
c
Razem

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
6. LITERATURA
1. Barczyński A., Kurlita St.: Eksploatacja urządzeń, sieci i instalacji gazowych. SITPNiG,
Poznań 1999
2. Barczyński A., Podziemski T.: Sieci gazowe polietylenowe. Centrum Szkolenia Gazownictwa
PGNiG S.A, Warszawa 1999
3. Bąkowski K.: Gazyfikacja. Wydawnictwo Naukowo Techniczne, Warszawa 1996
4. Bąkowski K.: Sieci gazowe, projektowanie budowa. Arkady, Warszawa 1978
5. Bąkowski K.: Sieci i instalacje gazowe. Wydawnictwo Naukowo Techniczne, Warszawa
2002
6. Dolnośląska Spółka Gazownictwa Sp. z o.o. we Wrocławiu, Zakład Gazowniczy Wałbrzych:
Specyfikacja techniczna projektowania, budowy i odbioru sieci gazowej (wydanie III
zmienione), Wałbrzych 2005
7. http://www.ciop.pl/
8. http://www.friatec.pl/
9. http://www.procurator.com.pl/
10. http://www.rywal.com.pl/
11. http://www.wavin.com.pl/
12. http://www.weba.pl/
13. Klupa A., Czopek J.: Wytyczne projektowania, budowy i użytkowania sieci gazowych
z polietylenu”. IGNiG, Kraków 1992
14. Mac S., Leowski J.: Bezpieczeństwo i Higiena Pracy. Podręcznik dla szkół zasadniczych.
WSiP, Warszawa 1999
15. Pusz A.: Gazociągi z tworzyw sztucznych. Gliwice 2002
16. Zajda R., Gebhardt Z.: Instalacje gazowe oraz lokalne sieci gazów płynnych, Warszawa 1995
17. Zalewski J.: Poradnik pracodawcy. Podstawowe obowiązki w zakresie prawa pracy oraz
bezpieczeństwa i higieny pracy. Państwowa Inspekcja Pracy, Warszawa 2000
Wyszukiwarka
Podobne podstrony:
monter instalacji gazowych 713[07] z1 04 u
monter instalacji gazowych 713[07] z1 04 n
monter instalacji gazowych 713[07] z1 04 n
monter instalacji gazowych 713[07] z1 09 u
monter instalacji gazowych 713[07] z1 09 n
monter instalacji gazowych 713[07] z1 03 n
monter instalacji gazowych 713[07] z1 05 u
monter instalacji gazowych 713[07] z2 04 n
monter instalacji gazowych 713[07] z1 06 u
monter instalacji gazowych 713[07] z1 02 u
monter instalacji gazowych 713[07] z1 06 n
monter instalacji gazowych 713[07] z2 04 u
monter instalacji gazowych 713[07] z1 10 n
monter instalacji gazowych 713[07] z1 03 u
monter instalacji gazowych 713[07] z1 01 n
monter instalacji gazowych 713[07] z1 01 u
monter instalacji gazowych 713[07] z1 07 n
monter instalacji gazowych 713[07] z1 02 n
monter instalacji gazowych 713[07] z1 07 u
więcej podobnych podstron