„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Pilarski
Dobieranie
maszyn
i
urządzeń
przemysłowych
oraz transportowych 813[01].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Kapusta
mgr inż. Adam Barczyk
Opracowanie redakcyjne:
mgr Marek Pilarski
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[01].Z1.01
,,Dobieranie maszyn i urządzeń przemysłowych oraz transportowych”,
zawartym
w modułowym programie nauczania dla zawodu operator urządzeń przemysłu ceramicznego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Elementy procesu produkcyjnego
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
15
4.2. Klasyfikacja maszyn urządzeń przemysłu ceramicznego
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
22
4.3. Układy napędowe maszyn i urządzeń
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
31
4.4. Transport i magazynowanie surowców i mas ceramicznych
32
4.4.1. Materiał nauczania
32
4.4.2. Pytania sprawdzające
50
4.4.3. Ćwiczenia
50
4.4.4. Sprawdzian postępów
52
5. Sprawdzian osiągnięć
53
6. Literatura
58
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu dobierania maszyn
i urządzeń przemysłowych oraz transportowych w przemyśle ceramicznym.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z Poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−−−−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−−−−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
−−−−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−−−−
sprawdzian postępów,
−−−−
sprawdzian osiągnięć – przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−−−−
literaturę.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, wynikających z rodzaju wykonywanych prac.
Schemat układu jednostek modułowych
813[02].Z1
Eksploatacja maszyn i urządzeń
przemysłu ceramicznego
813[02].Z1.01
Dobieranie maszyn i
urządzeń
przemysłowych
oraz transportowych
813[02].Z1.02
Użytkowanie i obsługiwanie maszyn
i urządzeń
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
przestrzegać zasady bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
−
posługiwać się dokumentacją techniczną,
−
stosować materiały konstrukcyjne i narzędziowe,
−
rozpoznawać elementy maszyn i mechanizmów,
−
analizować układy elektryczne i automatyki przemysłowej,
−
stosować podstawowe techniki wytwarzania części maszyn,
−
stosować jednostki układu SI,
−
korzystać z różnych źródeł informacji,
−
selekcjonować, porządkować i przechowywać informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
użytkować komputer,
−
pracować w grupie,
−
oceniać własne możliwości sprostania wymaganiom stanowiska pracy i wybranego
zawodu,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować proces produkcyjny i technologiczny,
−
dokonać klasyfikacji maszyn i urządzeń przemysłowych,
−
scharakteryzować zespół, podzespół i mechanizm maszyny,
−
sklasyfikować maszyny oraz urządzenia przemysłu ceramicznego,
−
dobrać maszyny i urządzenia ceramiczne do wskazanego zastosowania,
−
wyjaśnić podstawowe pojęcia z termodynamiki,
−
dobrać urządzenie techniczne do tłoczenia powietrza i cieczy,
−
sklasyfikować i scharakteryzować sprężarki i wentylatory,
−
wyjaśnić budowę wentylatorów,
−
określić wykorzystanie pomp i wentylatorów w procesach ceramicznych,
−
sklasyfikować i scharakteryzować pompy,
−
sklasyfikować urządzenia do transportu wewnętrznego,
−
sklasyfikować urządzenia do transportu surowców i mas ceramicznych,
−
scharakteryzować urządzenia do transportu surowców i mas ceramicznych,
−
dobrać urządzenia do transportu mas,
−
odczytać schematy urządzeń do transportu,
−
określić zasady bezpiecznej obsługi ręcznych i mechanicznych urządzeń do transportu
surowców i mas ceramicznych,
−
nadzorować prace ręcznych i mechanicznych urządzeń do transportu surowców,
−
scharakteryzować zasady mechanizacji transportu w zakładzie ceramicznym,
−
scharakteryzować podstawowe typy magazynów,
−
scharakteryzować uprawnienia zawodowe do obsługi urządzeń transportu wewnętrznego,
−
wskazać instytucje nadzorujące prace urządzeń transportu wewnętrznego,
−
skorzystać z dokumentacji technicznej, Polskich Norm oraz katalogów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4.
MATERIAŁ NAUCZANIA
4.1. Elementy procesu produkcyjnego
4.1.1. Materiał nauczania
Proces produkcyjny
Proces produkcji – uporządkowany ciąg działań prowadzących do wytworzenia produktu.
Proces produkcji dzielimy na:
−
działanie bezpośrednie,
−
działanie pomocnicze,
−
działanie usługowe.
Wyróżniamy:
−
operacje technologiczne – następuje tutaj zmiana właściwości fizycznych, chemicznych
biologicznych oraz psychicznych, skutkiem tych działań jest nowy kształt przedmiotu,
lepsze właściwości oraz nowe umiejętności,
−
operacje
kontrolne
–
sprawdzenie
poprawności
wykonywanych
operacji
technologicznych
w porównaniu z przyjętymi wzorcami, normami, operacje kontrolne przeprowadzane są
po to by uniknąć strat, braków i odstępstw od norm,
−
operacje transportowe – pojawiają się w momencie, gdy przedmiot przemieszczany jest
z jednego miejsca na drugie,
−
operacje magazynowania i składowania – przedmiot jest w stanie „bezczynności”,
oczekuje na dalsze operacje lub jest przekazywany klientowi,
−
operacje wspierające – czynności dodatkowe – zakonserwowanie przedmiotu,
segregowanie, pakowanie.
Cykl produkcyjny – odcinek czasu między pobraniem surowca do produkcji, zebraniem
danych do realizacji zamówienia, a przekazaniem wyrobu do magazynu lub do klienta.
Skrócenie tego cyklu przejawia się w uwolnieniu środków kapitałowych zamrożonych
w zapasach magazynowych i zapasach powstających miedzy operacjami.
Formy organizacji procesu technologicznego
Stacjonarna – jest to taka organizacja pracy, przy której należy alokować środki pracy
oraz pracowników wokół położonego przedmiotu lub, kiedy przemieszczenie tego przedmiotu
jest małe, występują tu zadania na:
−
niskim poziomie technicznym charakteryzująca się:
1)
prostą organizacją,
2)
różnorodnymi umiejętnościami pracowników,
3)
szybką realizacją zadań i szybkim przyrostem wartości dodanej,
4)
łatwą do opanowania różnorodnością zadań,
5)
łatwym dostosowaniem zadań do potrzeb klienta,
6)
niskim wykorzystaniem wyposażenia.
−
wysokim poziomie technicznym, gdzie cechami sterowania przedsięwzięciem są:
1)
jasno sformułowane cele,
2)
uzgodnienie kwantyfikowalnych wyników do uzyskania w określonych przedziałach
czasu,
3)
istnienie zespołu zarządzającego przedsięwzięciem, który posiada uprawnienia
decyzyjne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Niepotokowa – podział procesu na poszczególne operacje oraz wykonywanie każdej
operacji na całej partii wyrobów.
Cechy charakterystyczne to:
−
długi okres oczekiwania na następną operacje,
−
trudność organizacyjna,
−
możliwość niesprawnego przepływu prac,
−
powolny przyrost wartości dodanej.
Cele form niepotokowych:
−
skoncentrować kwalifikacje,
−
osiągnąć wysokie wykorzystanie maszyn i urządzeń.
Produkcja potokowa – zadania wykonywane w sposób ciągły, progresywny bez przerw
związanych
z okresami oczekiwania bezczynności, czas poszczególnych operacji powinien mieć
jednakową długość.
Cele produkcji potokowej:
−
ulepszony przepływ materiału i przebieg prac,
−
niższe kwalifikacje ludzi,
−
szybszy przyrost wartości dodanej i szybsze tempo realizacji prac.
Procesy produkcyjne dzielimy jeszcze ze względu na powtarzalność i wielkość produkcji.
Wyróżniamy też:
−
projekt,
−
produkcję jednostkową,
−
produkcję seryjną,
−
produkcję masową.
Struktura procesu produkcji – układ faz procesu i wykonywanych operacji; wyróżnia się
dwa układy strukturalne:
−
struktura funkcjonalna – przepływ produktów odbywa się po różnych drogach, dzięki
temu otrzymuje się wysoką elastyczność związana z szerokością asortymentu produktu,
ponadto uzyskuje się dobre wykorzystanie wyposażenia produkcyjnego, głównymi
wadami tej struktury jest trudność w planowaniu i sterowaniu oraz wolne tempo realizacji
prac,
−
struktura przedmiotowa – przepływ przedmiotów z góry zdeterminowany, nowy produkt
nie jest poddawany innym czynnością niż te, które występują w procesach, zaletami jest
szybki przepływ przedmiotu, niewielki cykl produkcyjny, łatwa kontrola, mały zakres
wewnętrznego transportu minimalne zapasy.
Czynniki wpływające na wybór formy organizacji systemu produkcyjnego to:
−
wymagany poziom kwalifikacji pracowników,
−
uzależnienie od specyfikacji wyposażenia produkcyjnego.
Systemy produkcyjne
Technologia grupowa (GT) – polega na grupowaniu komórek lub stanowisk roboczych
w celu przetwarzania rodzin podobnych wyrobów. Zaletą tego systemu jest skrócenie czasu
w procesach przygotowawczo-zakończeniowych, wzbogacenie treści pracy oraz zwiększenie
autonomii wewnątrz grup pracowników.
Kod produktu – zawiera charakterystyczne cechy np. kształt, wymiary oraz techniki
wytwarzania. Poprzez identyfikowanie podobnych cech produktów można łączyć zasoby do
powstawania poszczególnych rodzin produktów w gniazda produkcyjne, które obejmują cały
proces powstania produktu. Polega on na tym, iż maszyny i urządzenia grupuję się pod kątem
określonych zadań, jednak są one od siebie niezależne i wykonują pracę w obrębie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
specjalizacji przedmiotowej. Wspólnie z gniazdami łączy się pracę grup autonomicznych - są
to pracownicy, którzy funkcjonują według zasad samodzielności oraz niezależności.
Zalety tego systemu to:
−
skrócony cykl produkcyjny,
−
uproszczenie planowania i sterowania,
−
zmniejszenie poziomu zapasów,
−
zwiększenie efektywności maszyn i urządzeń.
Elastyczny system produkcyjny (ESP) – zawiera pewną liczbę modułów składających się
ze sterowanych komputerowo obrabiarek, zautomatyzowaną manipulację materiałami - wózki
automatyczne, roboty i zautomatyzowany system magazynowy oraz centralny komputer
sprawujący funkcje nadzorcze.
Cechami charakterystycznymi są:
−
zdolność do zarządzania różnorodnością wyrobów, następuje tutaj obniżenie cykli dostaw
i poziomu zapasów,
−
projekty specjalne, mają na celu zaspokoić potrzeby rynku,
−
zdolność do szybkich reakcji na zmiany wyrobu jak i popytu,
−
lepsza jakość wyrobu,
−
duże początkowe nakłady kapitałowe,
−
wysokie koszty eksploatacji sprzętu i oprogramowań.
Metody planowania i sterowania produkcją
1.
Sterowanie produkcją dokładnie na czas.
Poszukiwanie sposobów maksymalizacji wydajności i efektywności działania, jest to
filozofia eliminacji marnotrawstwa, a więc wszystkiego, co generuje koszty. Bardzo duży
nacisk kładziony jest na przygotowanie pracowników, jednocześnie podkreślana jest
konieczność utrzymania dyscypliny i odpowiedzialności. Istotą jest system bezpośredniego
zamówienia. Liczebność serii produkcyjnych jest mała a stan zapasów ograniczony do
minimum.
Korzyści związane z tą metoda to:
−
redukcja czasu zamówienia,
−
ograniczenie nadprodukcji,
−
zmniejszenie przepływu dokumentów,
−
możliwość realizacji częstszych dostaw,
−
zwiększenie asortymentu produktów.
2.
Planowanie zapotrzebowania materiałowego oraz planowanie zasobów produkcyjnych.
Metody te związane są z maksymalizacją zdolności produkcyjnych oraz minimalizacją
stanów zapasów w różnych miejscach ich powstawania.
Występują trzy główne poziomy MRP II:
−
podsystem gromadzenia i przetwarzania informacji,
−
podsystem ewidencjonowania przepływów materiałowych oraz stopnia wykorzystania
zasobów,
−
podsystem wspomagania decyzji, w skład, którego wchodzą moduły wspomagające
użytkownika w podejmowaniu decyzji.
Wprowadzenie systemu MRP II:
−
obniża poziom zapasów wyrobów gotowych,
−
ułatwia planowanie nowych produktów,
−
wyznacza terminy realizacji zamówienia wraz z lepszą kontrolą przebiegu produkcji,
−
skraca czas realizacji zamówienia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Planowanie i optymalizacja procesu produkcyjnego
Metoda ta opiera się na zidentyfikowaniu miejsc, które ograniczają przepływ strumieni
materiałowych tzw. „wąskich gardeł”. „Gardła” te determinują pozostały potencjał
wydłużając cykl produkcyjny, wpływając na przepustowość całego systemu. Identyfikacja
miejsc ograniczających przepływ strumieni wykorzystanie zdolności produkcyjnych może
być zoptymalizowane i tym samym może nastąpić zmniejszenie czasu realizacji zleceń
i przepływu materiałów.
Sterowanie zorientowane na optymalne obciążenie stanowisk pracy
Metoda ta zakłada, iż przy niewielkiej redukcji zapasów możliwa jest redukcja czasu
przebiegu procesu. Ideą jest, dozowanie obciążenia, by na wszystkich stanowiskach osiągnąć
jednakowe relacje średniego stanu zapasu. Proces ten przebiega w trzech etapach:
−
ustalenie terminu wykonania zleceń oraz podział zleceń na pilne i mniej pilne,
−
określenie prawdopodobieństwa, z jakim zlecenia znajdą się na danym stanowisku,
−
weryfikacja uregulowanych zleceń przez konfrontowanie skumulowanego obciążenia
i ograniczeń w możliwościach obciążenia każdego stanowiska.
Proces technologiczny i jego dokumenty
1.
Proces technologiczny – główna część procesu produkcyjnego, w której następuje
obróbka części oraz montaż części w zespoły i wyrób.
Rozróżnia się:
−
procesy technologiczne obróbki,
−
procesy technologiczne montażu,
−
procesy obróbkowo – montażowe.
2.
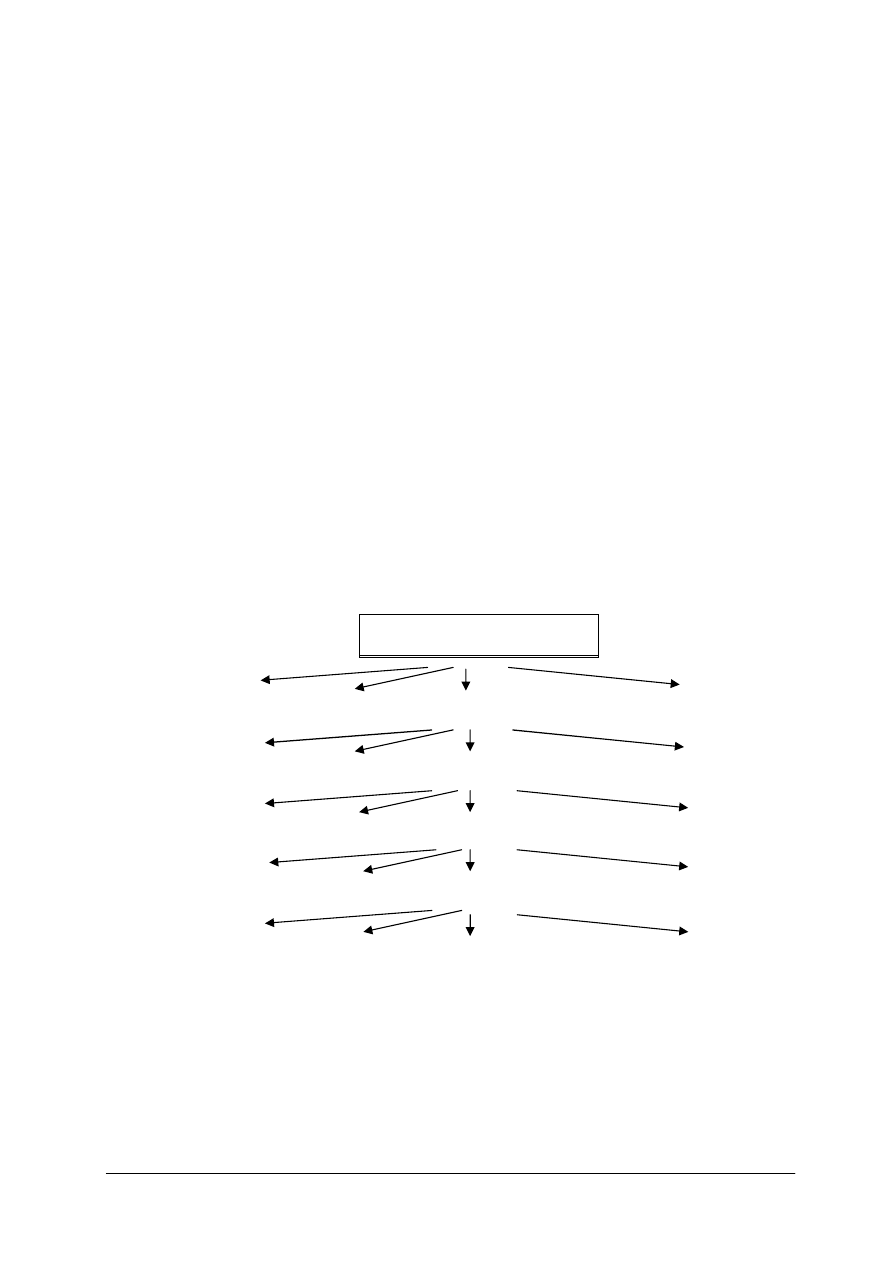
Struktura procesu technologicznego:
Operacja 1 Operacja 2 Operacja 3 .................. Operacja n
Ustawienie 1 Ustawienie 2 Ustawienie 3 .................. Ustawienie n
Pozycja 1 Pozycja 2 Pozycja 3 .................. Pozycja n
Zabieg 1 Zabieg 2 Zabieg 3 ................... Zabieg n
Przejście 1 Przejście 2 Przejście 3 Przejście n
Rys. 1. Struktura procesu technologicznego
−
Operacja – część procesu technologicznego wykonywana na jednym stanowisku
roboczym przez jednego pracownika (lub grupę pracowników) na jednym przedmiocie
(lub grupie przedmiotów) bez przerw na inną pracę.
−
Ustawienie (zamocowanie) – część operacji wykonana na jednym zamocowaniu
przedmiotu.
Proces technologiczny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
−
Pozycja – każde z możliwych położeń części (lub kilku jednocześnie obrabianych części)
względem zespołów roboczych obrabiarki, przy jednym zamocowaniu w uchwycie
z urządzeniem podziałowym lub na stole obrotowym.
−
Zabieg – część operacji wykonana jednym narzędziem, której cechy zależne są od
rodzaju obróbki:
a)
w obróbce skrawaniem:
−
zabieg prosty – część operacji odnosząca się do obróbki jednej powierzchni, jednym
narzędziem przy stałych (niezmiennych) parametrach obróbki,
−
zabieg złożony – część operacji odnosząca się do obróbki zespołu powierzchni
jednym narzędziem, wykonującym ruchy posuwowe według określonego programu
(np. obróbka kopiowa) lub do obróbki zespołu powierzchni zespołem narzędzi
o sprzężonych ruchach posuwowych przy stałym nastawieniu parametrów skrawania
(np. obróbka wałka stopniowanego jednocześnie kilkoma nożami w suporcie
przednim tokarki wielonożowej),
b)
w obróbce plastycznej – to podstawowa czynność w procesie tłoczenia, wykonywana
z użyciem jednego przyrządu bez zmiany narzędzia, w której zachodzi tylko jedna zmiana
kształtu tłoczonego przedmiotu,
c)
w obróbce cieplnej – to część operacji, wykonywanej przy stałych parametrach
(temperatura, prędkość nagrzewania, prędkość chłodzenia),
d)
w obróbce wykańczającej – to część operacji wykonywana przy stałych parametrach
zależnych od metody obróbki (powlekanie galwaniczne),
e)
w montażu – to część operacji, w której dołącza się do określonego zespołu jednakowe
części lub zespoły (przykręcanie jednakowymi śrubami pokrywy do korpusu skrzyni
biegów).
−
Przejście – część zabiegu, w której następuje zdjęcie jednej warstwy materiału za
pomocą jednego lub kilku narzędzi przy określonym posuwie.
Operacja, zabieg i przejście to czynności główne procesu technologicznego, ustawienie
i pozycja to czynności pomocnicze.
−
Cykl produkcji – okres obejmujący realizację procesu produkcyjnego. W ramach cyklu
produkcyjnego
poszczególnym
częściom
składowym
procesu
produkcyjnego
odpowiadają właściwe im czasy wykonania.
Cykl jest to więc suma czasu trwania poszczególnych operacji i czasu przerw pomiędzy
nimi.
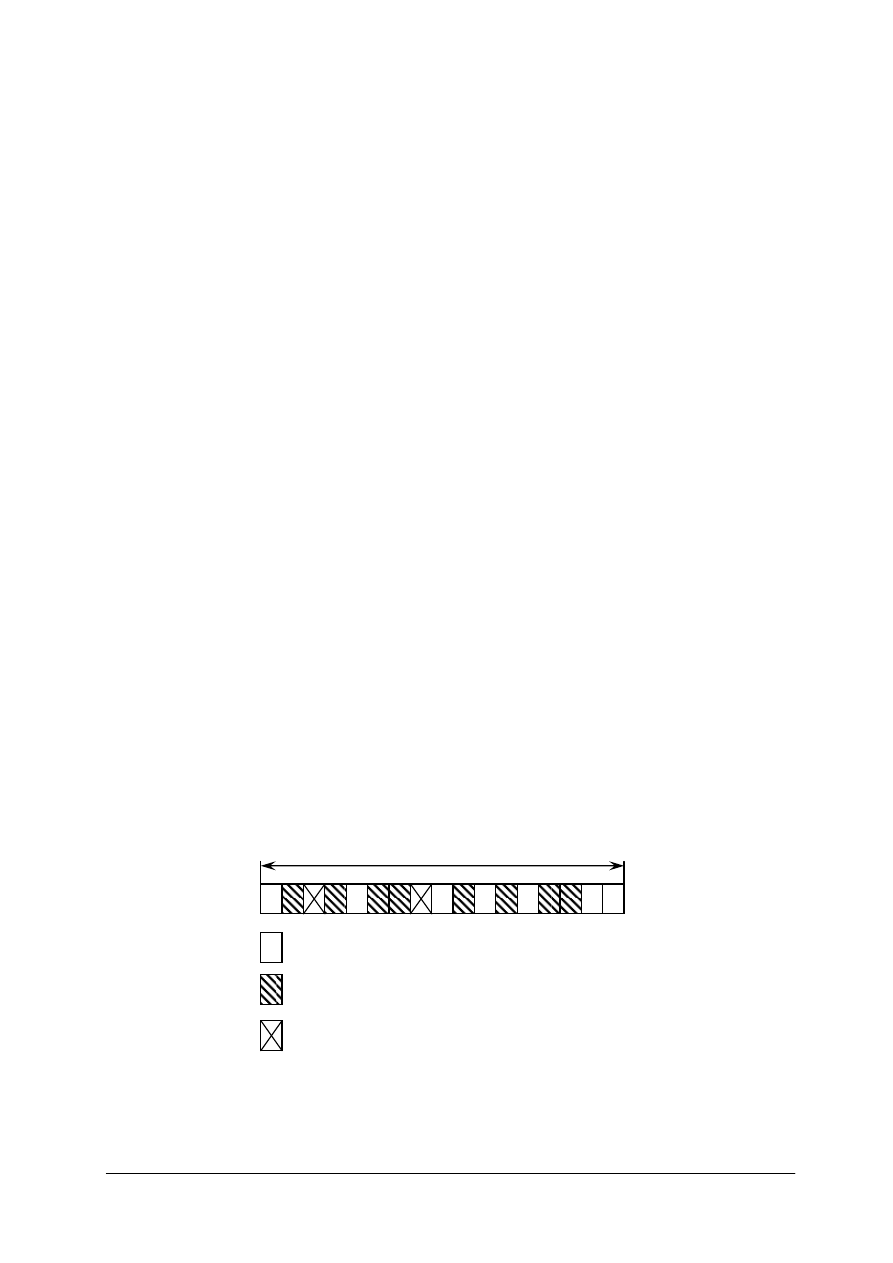
Czas realizacji procesu produkcyjnego
- czynności pomocnicze
- operacje procesu technologicznego
- czas przerw w realizacji procesu
Rys. 2. Graficzna interpretacja cyklu produkcyjnego
−
Takt produkcji – to okres upływający pomiędzy wyprodukowaniem
dwóch kolejnych
gotowych wyrobów w produkcji seryjnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
−
Techniczna norma czasu t
n
– czas niezbędny, uzasadniony technologicznie do
wykonania n jednostek przedmiotów prawidłowych pod względem jakości. Normę czasu
można obliczyć, dobrać z normatywów lub określić na podstawie chronometrażu (ręczny
pomiar czasu).
1.
Opracowanie technologiczne procesu obróbki – polega na ustaleniu kolejności
operacji, ustawień, zabiegów, pozycji i przejść potrzebnych do wykonania danego
przedmiotu, uszeregowanie ich w określonej kolejności i ustalenie czasu trwania każdej
czynności. Opracowanie to wykonuje się na podstawie analizy obróbki (analiza rysunku
technicznego, sposobu obróbki, ustalenie narzędzi skrawających i kontrolnych, sposobu
ustawienia).
2.
Dokumentacja techniczna produkowanego wyrobu – zbiór wszystkich dokumentów
niezbędnych do jego wykonania, prawidłowy pod względem jakości. W skład
dokumentacji technicznej wchodzi:
a)
dokumentacja konstrukcyjna (rysunki złożeniowe, wykonawcze, montażowe, wykaz
części, warunki odbioru technicznego (WOT), dokumentacja techniczno-ruchowa (DTR),
warunki eksploatacji i inne),
b)
dokumentacja technologiczna – zbiór dokumentów technologicznych określających
proces technologiczny produkowanego wyrobu i potrzebne do tego środki technologiczne
takie jak:
−
karta technologiczna,
−
instrukcja technologiczna (karta instrukcyjna obróbki i montażu),
−
wykaz pomocy warsztatowych (uchwytów, narzędzi do obróbki i montażu),
−
karta normowania czasu,
−
karta normowania materiału,
−
rysunki materiałów wyjściowych i półfabrykatów (surówek),
−
rysunki pomocy specjalnych, i inne.
Zakres dokumentacji zarówno konstrukcyjnej jak i technologicznej, zależy od wielkości
produkcji (jednostkowa, małoseryjna, wielkoseryjna, masowa) i im większa produkcja tym
jest bardziej szczegółowa.
3.
Karty instrukcyjne i technologiczne. W produkcji jednostkowej stosuje się karty
technologiczne uproszczone, natomiast w produkcji wielkoseryjnej i masowej stosuje się
pełną dokumentację technologiczną z kartami technologicznymi i kartami instrukcyjnymi.
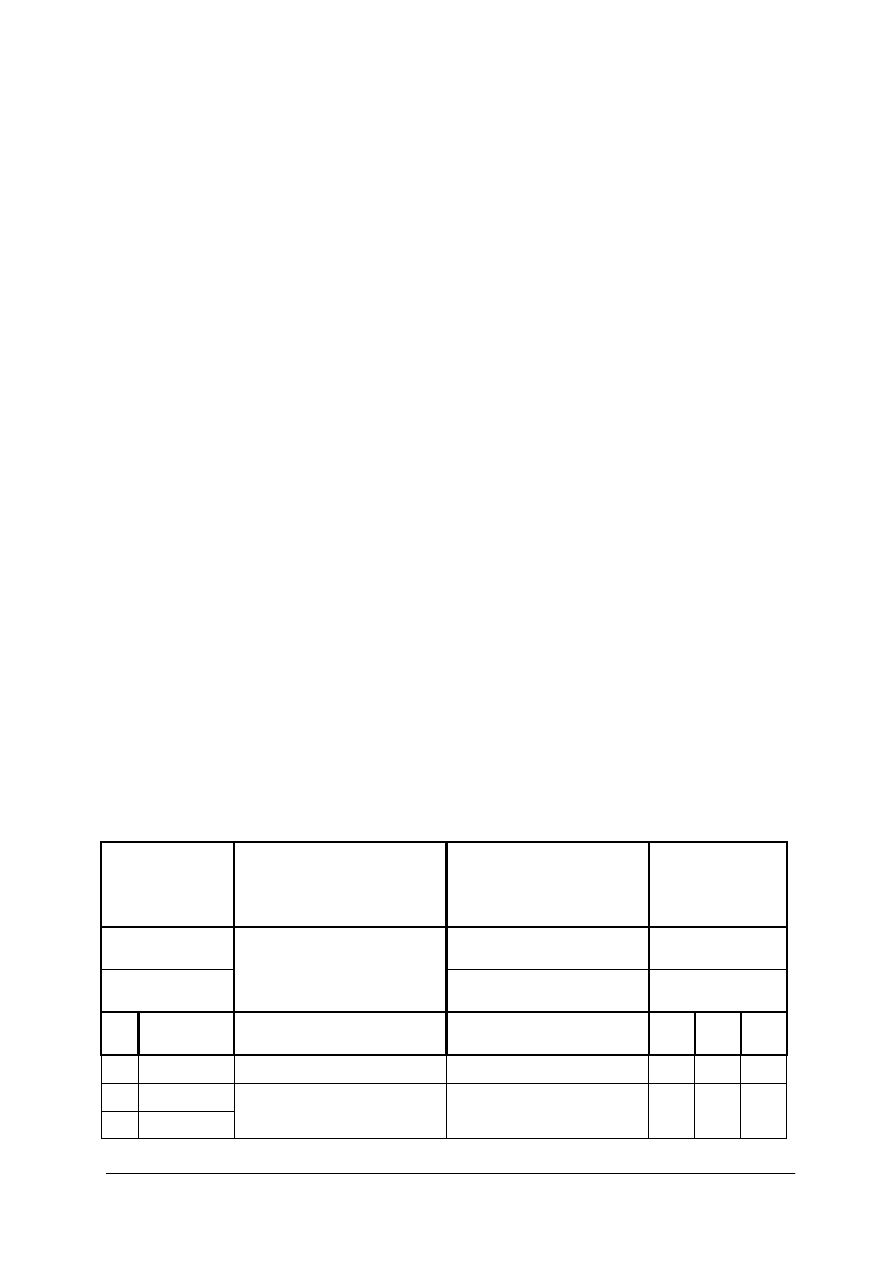
Karta technologiczna
Wyrób:
Nazwa części:
Symbol, nr rys. ,nr poz.:
Nr zlecenia:
Gatunek, stan mat.:
Sztuk/wyrób:
Sztuk na zlecenie:
Indeks
materiałowy:
Postać, wymiary materiału:
Netto kg/szt.:
Materiał kg/zlecenie:
Nr
oper
ac
Wydział
Stanowisko
OPIS OPERACJI
Oprzyrządowanie
t
pz
t
j
t
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Opracował:
Normował:
Sprawdził:
Arkusz: Ilość
ark./kpl.:
Rys. 3. Przykład karty technologicznej
Procesy technologiczne mogą być różnie zaprojektowane. Zależy to od szeregu
czynników, z których najważniejsze to wyposażenie danego zakładu w maszyny, urządzenia,
narzędzia oraz wielkość produkcji. Proces technologiczny musi być tak zaprojektowany,
aby była możliwa jego realizacja w warunkach danego zakładu. Nie można projektować bez
uwzględnienia posiadanych rodzajów maszyn i urządzeń produkcyjnych. Można oczywiście
pewien zakres prac zlecić innemu wykonawcy, jednak zlecenie zbyt dużego zakresu prac
może spowodować nieopłacalność.
Kolejnym czynnikiem jest rodzaj produkcji. Inny powinien być proces tej samej części
dla produkcji jednostkowej, małoseryjnej, seryjnej czy wielkoseryjnej. W produkcji
jednostkowej bardzo często nie opłaca się opracowywać procesów technologicznych
lub opracowuje się tylko karty technologiczne. Części wykonuje się na podstawie rysunków
wykonawczych. W produkcji małoseryjnej często wystarczy opracować kartę technologiczną
oraz instrukcje obróbki do niektórych operacji. Określenie rodzaju produkcji zależy od liczby
szt. w serii oraz wielkości wyrobu. Orientacyjne ilości wyrobów w danym rodzaju produkcji
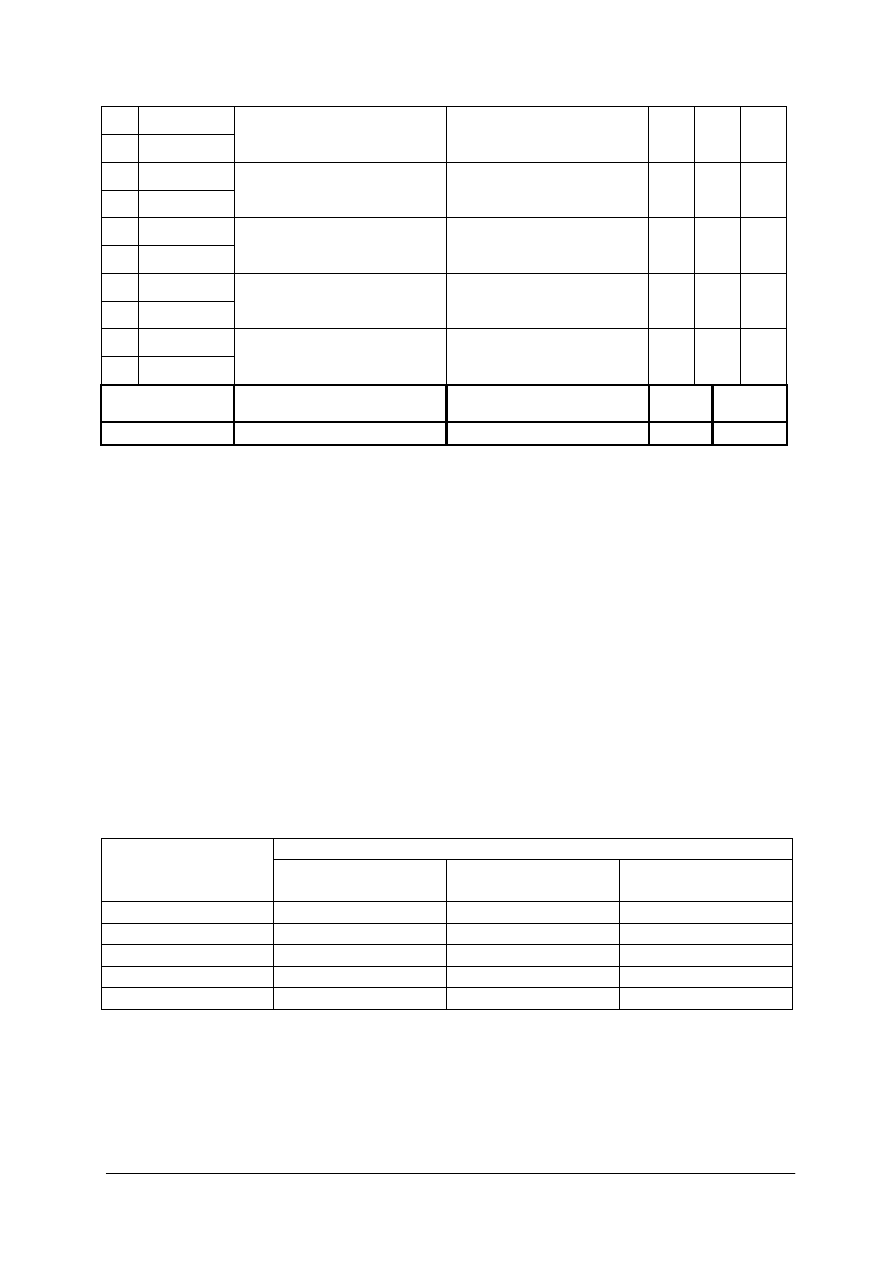
i o określonym ciężarze przedstawia poniższa tabela.
Tabela 1. Zależność rodzaju produkcji od wielkości serii [10]
Ilość wyrobów w serii
Rodzaj produkcji
Wyroby lekkie
Wyroby
ś
redniociężkie
Wyroby ciężkie
jednostkowa
15 – 50
5 – 15
0 – 5
małoseryjna
50 – 500
15 – 250
5 – 50
seryjna
500 – 5000
250 – 500
50 – 250
wielkoseryjna
5000 – 50 000
500 – 5000
250 1000
masowa
Ponad 50000
Ponad 5000
Ponad 1000
Każdy rodzaj produkcji charakteryzuje się różnymi cechami mającymi bardzo istotny
wpływ na proces technologiczny. W produkcji jednostkowej koszt przygotowania produkcji
jest niski (nie opracowuje się obszernej dokumentacji, nie wytwarza się specjalnych
uchwytów, przyrządów, narzędzi, operacje wykonuje się na obrabiarkach uniwersalnych),
natomiast koszt jednostkowy będzie wysoki (z uwagi na jednostkowy czas wykonania).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
W produkcji seryjnej koszt przygotowania produkcji będzie wysoki, natomiast koszt
jednostkowy będzie niski (z uwagi na oprzyrządowanie specjalne i specjalne obrabiarki czas
jednostkowy będzie bardzo krótki).
Dobór półfabrykatu (materiału wejściowego, surówki)
Przed przystąpieniem do opracowania procesu technologicznego technolog musi ustalić
rodzaj półfabrykatu, z którego będzie wykonywany wyrób. Półfabrykaty możemy podzielić
na:
−
Wyroby
walcowane:
pręty
okrągłe,
kwadratowe,
sześciokątne,
płaskowniki,
kształtowniki, blachy, rury, druty. Wybierając materiał walcowany musimy zapoznać się
z programami produkcji lub normami, w których podane będą wymiary, tolerancje
wykonania. Ponadto musimy uwzględnić wielkość naddatków. Czyli wymiar
półfabrykatu musi być odpowiednio większy niż wymiar wyrobu gotowego.
−
Wyroby spawane: pospawane różnego rodzaju pręty, kształtowniki, blachy,
stanowiące
jedną całość. Wyroby spawane dobiera się w przypadku skomplikowanych kształtów
i w produkcji jednostkowej. Ponadto wtedy, gdy w procesie obróbki wystąpiłyby duże
straty materiału, na przykład wałek z tarczą o dużej średnicy.
−
Wyroby ciągnione, szlifowane: pręty, płaskowniki, rury o dokładnych wymiarach
i gładkiej powierzchni. Tego typu półfabrykaty stosujemy, gdy zależy nam
na ograniczeniu operacji obróbki skrawaniem. Półfabrykaty te mają wysoką dokładność
wymiarów i kształtu i dlatego nie musimy ich obrabiać lub obróbka jest prosta.
−
Odkuwki: półfabrykaty ukształtowane w procesie kucia swobodnego i matrycowego.
Odkuwki wybiera się przy produkcji seryjnej i wielkoseryjnej. Odkuwki matrycowe
charakteryzują się dużą dokładnością wymiarów. Odkuwki swobodne są wykonywane
z dokładnością znacznie mniejszą. Bardzo istotne są koszty wytworzenia odkuwek.
W przypadku małej ich liczby tańsze będą odkuwki swobodne, gdyż nie potrzeba
wykonywać drogich matryc. Natomiast w produkcji wielkoseryjnej opłaca się wykonać
matrycę. Koszt jednostkowy w takim przypadku będzie niższy z uwagi na mniejszy czas
jednostkowy oraz na niższe koszty obróbki skrawaniem (mniejsze są naddatki
na skrawanie).
−
Odlewy: półfabrykaty uzyskane w procesie odlewania: w piasku, kokilach, ciśnieniowo.
Odlewy mogą być wykonywane z żeliwa, staliwa, brązów, mosiądzów, stopów
aluminium, magnezu. Odlewy stosuje się na wyroby o skomplikowanych kształtach oraz
wtedy, gdy niemożliwe jest wykonanie ich z innych półfabrykatów. Ponadto istotne
mogą być własności żeliwa, które posiada własności tłumienia drgań.
−
Tworzywa sztuczne: półfabrykaty w postaci płyt, rur, prętów oraz wypraski. Tworzywa
sztuczne stosuje się, gdy warunki pracy wyrobu tego wymagają. Ponadto stosuje się je na
wyroby o skomplikowanych kształtach. Tworzywa posiadają dużą odporność na korozję,
są lekkie oraz posiadają inne, specyficzne własności.
−
Wyroby wykrawane i wytłaczane z blachy: uzyskane w procesie obróbki plastycznej na
zimno (wykrawania, wytłaczania). Półfabrykaty tego rodzaju stosuje się raczej
w produkcji masowej lub w przypadku, gdy konstrukcja wyrobu narzuca taki typ
półfabrykatu, na przykład półfabrykat w postaci miseczki z blachy.
Półfabrykaty często dobierane są przez konstruktora (w przypadku odkuwek i odlewów
często konstruktor wykonuje ich rysunki) i technolog może jedynie zaproponować pewne
zmiany. Jeżeli konstruktor nie narzuci półfabrykatu, technolog musi sam dokonać wyboru.
Na dobór półfabrykatów wpływają następujące czynniki:
−
wielkość produkcji,
−
koszt wyrobu,
−
materiał wyrobu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
kształt wyrobu.
Dla produkcji seryjnej raczej dobieramy odkuwki i odlewy zamiast półfabrykatów
spawanych czy wyrobów walcowanych (jednak na wał posiadający w miarę regularny kształt
dobrym półfabrykatem będzie pręt okrągły). W przypadku produkcji jednostkowej
wybieramy raczej wyroby walcowane, blachy, półfabrykaty spawane.
Materiał wyrobu – jeżeli materiałem wyrobu będzie żeliwo, to wybieramy odlew (może
to być odlewany z żeliwa korpus). Jeżeli materiałem będzie brąz to wybieramy odlew, tuleję,
wałek z brązu.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób definiujemy proces produkcyjny?
2.
Jakie czynności składają się na proces produkcyjny?
3.
W jaki sposób definiujemy proces technologiczny?
4.
Jaka jest struktura procesu technologicznego?
5.
Co to jest operacja?
6.
Co to jest zabieg?
7.
Jakie czynniki wpływają na przebieg procesu technologicznego?
8.
Jakie wyróżnia się rodzaje produkcji?
9.
Jakie wyróżnia się rodzaje półfabrykatów?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaj produkcji do przedstawionych zleceń.
Nazwa zlecenia:
Rodzaj produkcji
Wykonanie wałka do przekładni zębatej
Wykonanie 10 odkuwek
Wykonanie 200 kół zębatych zgodnie z rysunkiem
Wykonanie 10 000 żeliwnych korpusów zgodnie z
rysunkiem
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z tabelą 1 poradnika dla ucznia,
2)
określić rodzaj produkcji i wypełnić tabelę.
Wyposażenie stanowiska pracy:
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz półfabrykat do wykonania poszczególnych elementów i uzasadnij wybór.
Przyjmij, że zakład produkcyjny jest doskonale wyposażony w obrabiarki uniwersalne,
specjalne, specjalistyczne, narzędzia, przyrządy i urządzenia pomocnicze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Nazwa zlecenia:
Rodzaj półfabrykatu
Uzasadnienie wyrobu
Wykonanie wałka do przekładni zębatej
Wykonanie 10 odkuwek
Wykonanie 200 kół zębatych wg rysunku
Wykonanie 10 000 żeliwnych korpusów
wg rysunku
Wykonanie wałka do przekładni zębatej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z informacjami zawartymi w poradniku dla ucznia,
2)
określić rodzaj produkcji i wypełnić tabelę.
Wyposażenie stanowiska pracy:
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj klasyfikacji Polskich Norm i Norm ISO odnośnie projektowania procesu
technologicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odczytać oznaczenia Polskich Norm i norm ISO,
2)
zapisać spostrzeżenia w notatniku,
3)
opisać przeznaczenie wybranych norm,
4)
dokonać klasyfikacji norm,
5)
zwróć uwagę na estetykę i dokładność twojej pracy,
6)
zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−−−−
Polskie Normy oraz ISO,
−−−−
normy branżowe,
−−−−
rzutnik pisma,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować proces produkcyjny?
2)
scharakteryzować proces technologiczny?
3)
sklasyfikować dokumentację procesu technologicznego?
4)
zdefiniować pojęcie operacji?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
5)
zdefiniować pojęcie zabiegu?
6)
podać definicję zamocowania?
7)
wymienić rodzaje produkcji?
8)
dobrać materiał wyjściowy do wykonania części maszyny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Klasyfikacja maszyn urządzeń przemysłowych
4.2.1. Materiał nauczania
Klasyfikacja maszyn
Maszyna jest urządzeniem do przetwarzania jednej postaci energii w inną w celu
ułatwienia człowiekowi pracy fizycznej lub umysłowej. Dzięki maszynie praca człowieka
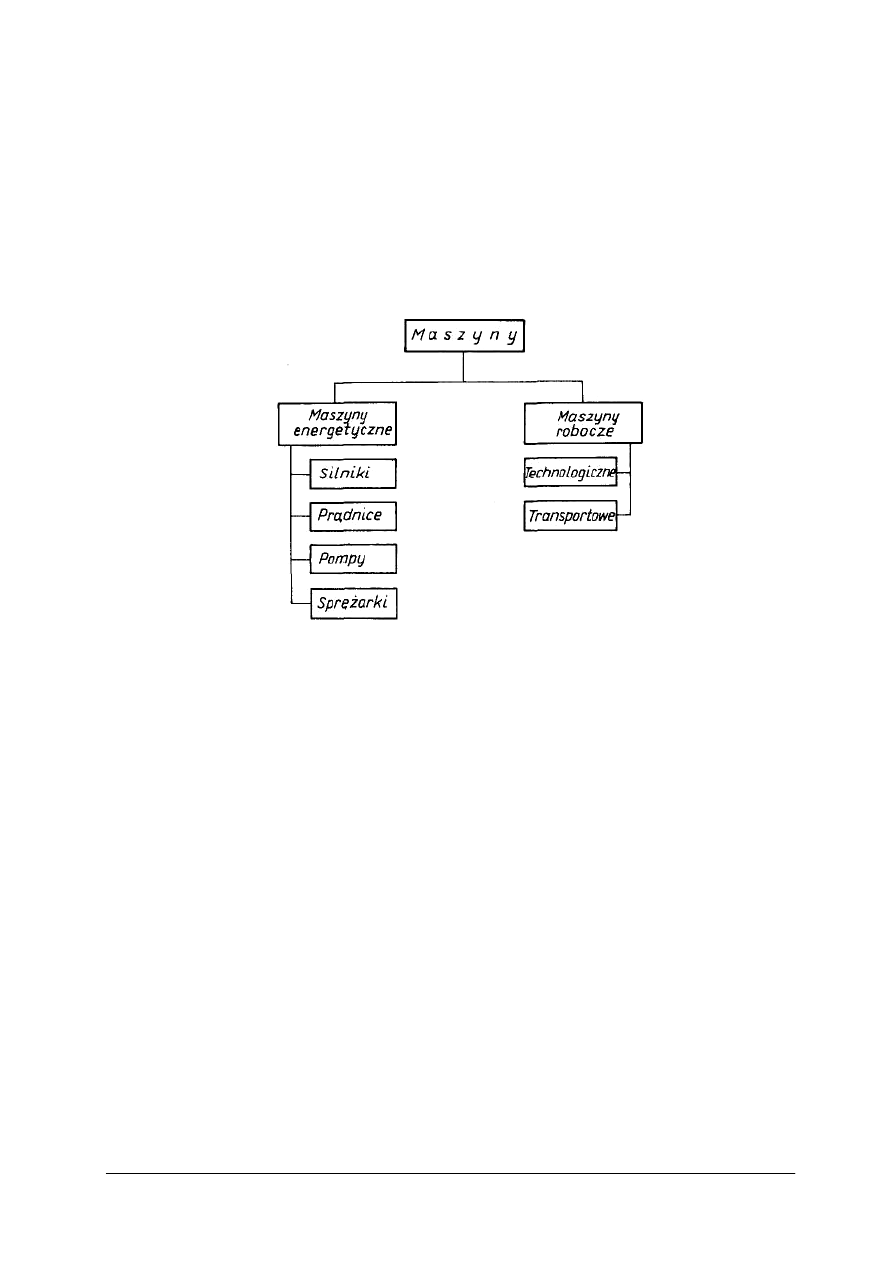
staje się wielokrotnie wydajniejsza i hardziej ekonomiczna. Ujmując najogólniej rozróżnia się
maszyny energetyczne i maszyny robocze (rys. 4).
Rys. 4. Ogólna klasyfikacja maszyn
Do maszyn energetycznych zalicza się między innymi: silniki, prądnice elektryczne,
pompy, sprężarki. Silniki są to maszyny pobierające energię z zewnętrznego źródła (energię
chemiczną paliw, elektryczną) w celu jej przetworzenia na energię mechaniczną potrzebną do
napędu innych maszyn (maszyn roboczych).
Zależnie od postaci dostarczanej energii silniki dzieli się na: wodne, wiatrowe, cieplne,
elektryczne. W silnikach wodnych (w turbinach wodnych) energia płynącej wody jest
przetwarzana na pracę mechaniczną. Silniki wiatrowe (wiatraki) wykorzystują w tym celu
energię ruchu powietrza. Wśród silników cieplnych rozróżnia się silniki o spalaniu
zewnętrznym (tłokowe silniki parowe i turbiny parowe) oraz o spalaniu wewnętrznym (silniki
spalinowe). Silniki cieplne wykorzystują energię cieplną otrzymywaną w procesie spalania
paliw konwencjonalnych lub wyzwoloną wskutek reakcji jądrowej. Bywają też silniki cieplne
wykorzystujące energię słoneczną, cieplną czerpaną z głębi ziemi. Silniki elektryczne
przetwarzają energię elektryczną w energię mechaniczną. Pozostałe maszyny energetyczne
wytwarzają z energii mechanicznej inne rodzaje energii: prądnice
−
energię elektryczną,
pompy i sprężarki
−
energię ciśnienia.
Maszyny robocze pobierają od silników energię mechaniczną w celu przetwarzania jej na
pracę użyteczną, potrzebną do pokonania oporu użytecznego. Opór ten może być związany ze
zmianą kształtu i wymiarów ciała lub jego położenia.
Maszyny robocze dzieli się, więc na: technologiczne i transportowe. W maszynach
technologicznych (w obrabiarkach, maszynach górniczych, rolniczych) pokonanie oporu
użytecznego ma na celu przede wszystkim wytworzenie produktu gotowego lub półfabrykatu.
Maszyny transportowe służą do zmiany położenia ciał stałych, cieczy i gazów. Do tej grupy
maszyn zalicza się środki transportu bliskiego (dźwignice, przenośniki),
ś
rodki transportu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
dalekiego (samochody, samoloty, tabor kolejowy, okręty) oraz środki transportu materiałów
sypkich, cieczy i gazów (pompy, wentylatory, dmuchawy).
Podział maszyn na robocze i energetyczne nie zawsze jest, więc jednoznaczny. Pompy
i sprężarki, zależnie od spełnianych funkcji, bywają zaliczane do maszyn energetycznych
lub roboczych (pompy służące do transportu cieczy).
Maszyną nazywamy
−
zespół sprzężonych części lub elementów składowych, z których przynajmniej jedno
jest ruchome, wraz z odpowiednimi elementami uruchamiającymi, obwodami sterowania,
zasilania, połączonych wspólnie w celu określonego zastosowania, w szczególności
do przetwarzania, obróbki, przemieszczania lub pakowania materiałów, np. wiertarki,
szlifierki, pistolety na gwoździe, wózki widłowe, śmieciarki, koparki, spychacze, żurawie
przeładunkowe, prasy drukarskie, kosiarki do trawy, obrabiarki do metalu i drewna,
wtryskarki do tworzyw sztucznych, maszyny budowlane i rolnicze, wózki widłowe,
przenośniki taśmowe,
−
zespół maszyn, które w celu osiągnięcia wspólnego efektu końcowego zostały
zestawione i są sterowane w taki sposób, aby działały jako zintegrowana całość, np. linie
montażowe dla sprzętu gospodarstwa domowego, linie produkcyjne do produkcji
papieru, instalacje zrobotyzowane, zautomatyzowane warsztaty,
−
wymienne wyposażenie modyfikujące funkcje maszyny, które jest wprowadzane do
obrotu z przeznaczeniem do zamontowania przez operatora do maszyny lub szeregu
różnych maszyn, o ile wyposażenie to nie stanowi części zamiennej lub narzędzia,
chwytak do przeładunku złomu.
Przepisy określające wymagania dla maszyn obejmują wszystkie zagrożenia, jakie mogą
stwarzać maszyny (zagrożenia natury elektrycznej, mechanicznej, zagrożenia termiczne,
wynikające z wywoływanych wibracji czy stwarzanego hałasu oraz promieniowania).
Oznaczenia i informacje zamieszczane na maszynie i do niej dołączane:
−
Oznakowanie CE Oznakowanie CE powinno być umieszczone bezpośrednio na maszynie
oraz w instrukcji obsługi dołączonej do maszyny. Oznakowanie to powinno być
widoczne (nie może mieć mniej niż 5mm wysokości) i czytelne (musi być łatwo
dostępne) i nie dające się łatwo usunąć.
−
Nazwa i adres producenta, oznaczenie serii lub typu maszyny oraz numer fabryczny
(jeżeli stosuje się numery fabryczne), rok budowy Informacje te powinny zostać
umieszczone na maszynie w takiej formie, aby łatwe było odczytanie przez użytkownika
ich treści oraz w taki sposób, aby przy normalnym użytkowaniu maszyny nie było
możliwe lub było mało prawdopodobne uszkodzenie lub usunięcie tych oznaczeń.
Informacje te, oprócz numeru fabrycznego, powinny znaleźć się też w instrukcji obsługi
maszyny. W przypadku adresu, jeżeli rozmiary maszyny nie pozwalają na umieszczenie
na niej pełnych danych adresowych, można ograniczyć się do podania informacji
niezbędnych do skontaktowania się z producentem drogą pocztową. Maszyny
przeznaczone do użytkowania w Polsce powinny posiadać oznakowanie w języku
polskim.
−
Instrukcja obsługi maszyny Instrukcja obsługi maszyny powinna zawierać przede
wszystkim informacje dotyczące adresu importera, serwisu oraz opisu przewidywanego
zastosowania maszyny, a także informacje o stanowisku lub stanowiskach roboczych,
które może zajmować operator maszyny. Ponadto powinna zawierać informacje
o bezpiecznym przekazywaniu maszyny do eksploatacji, informacje na temat
użytkowania, przemieszczania maszyny z podaniem jej masy i masy części maszyny
(jeżeli mają one być transportowane osobno), montażu i jej demontażu, regulacji,
konserwacji, obsługi i napraw. W koniecznych przypadkach powinny się w niej
znajdować także informacje o niedopuszczalnych sposobach użytkowania maszyny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
wskazówki szkoleniowe, podstawowe charakterystyki narzędzi, które mogą być
stosowane w maszynie. Instrukcja obsługi dla maszyn użytkowanych w Polsce powinna
być napisana w języku polskim.
Dokumentacja techniczno-ruchowa maszyn i urządzeń
Dokumentacja techniczno-ruchowa (DTR), zwana również paszportem maszynowym,
jest opracowywana dla każdego urządzenia lub maszyny i powinna zawierać:
−−−−
charakterystykę techniczną i dane ewidencyjne,
−−−−
rysunek złożeniowy,
−−−−
wykaz wyposażenia normalnego i specjalnego,
−−−−
schematy kinematyczne, elektryczne i pneumatyczne.
−−−−
schemat funkcjonowania,
−−−−
instrukcję użytkowania,
−−−−
instrukcję obsługi,
−−−−
instrukcję konserwacji i smarowania,
−−−−
instrukcję bhp,
−−−−
normatywy remontowe,
−−−−
wykaz części zamiennych,
−−−−
wykaz faktycznie posiadanego wyposażenia,
−−−−
wykaz załączonych rysunków,
−−−−
wykaz części zapasowych.
Dobór maszyny do określonego zastosowania
Dobór ten polega na zastosowaniu takiej maszyny, której możliwości zapewnią jak
najlepsze wykonanie określonego zadania. W przemyśle ceramicznym podstawowymi
rodzajami operacji są:
−
rozdrabnianie i mielenie,
−
przecieranie sitowe,
−
mieszanie,
−
wytłaczanie,
−
prasowanie,
−
szkliwienie,
−
transport wewnętrzny.
Do rozdrabniania i mielenia stosujemy kruszarki i młyny o działaniu ciągłym i okresowym.
Kruszarki szczękowe lub walcowe. Ogólnym przeznaczeniem tych maszyn jest rozdrabnianie
surowców. Do przecierania służą przecieraki sitowe do mas półsuchych. Wchodzą one
w skład maszyn do przesiewania surowców. Mieszanie realizowane jest za pomocą mieszadeł
do mas lejnych, plastycznych i do mas sypkich. Maszyny te wchodzą w skład maszyn do
przygotowania mas. Wytłaczanie odbywa się przy użyciu pras ślimakowych. Do prasowania
służą prasy mechaniczne i hydrauliczne. Szkliwienie realizujemy za pomocą urządzeń do
szkliwienia przez zanurzenie, polewanie i natryskiwanie. Do transportu wewnętrznego służą
wyciągi linowe, wózki, przenośniki, podnośniki i opustniki. W cyklu produkcji wyrobów
ceramicznych możemy wyróżnić procesy:
−
eksploatacja surowców,
−
przeróbka mechaniczna surowców,
−
formowanie wyrobów,
−
procesy cieplno-chemiczne.
Zasady bezpiecznego użytkowania maszyn
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo
i higiena pracy. Stworzenie bezpiecznych, higienicznych warunków pracy jest obowiązkiem
pracodawcy. Operator (bezpośredni użytkownik) maszyny musi przestrzegać w pełni
ustanowionych w tym zakresie przepisów. Przepisy takie określa się najczęściej w sposób

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
zwięzły w formie instrukcji. Mogą to być instrukcje BHP, dotyczące wszystkich
pracowników przedsiębiorstwa, a także dotyczące użytkowania konkretnych maszyn
i urządzeń, tzw. instrukcje stanowiskowe przeznaczone dla operatorów.
Instrukcja BHP użytkowania młota sprężarkowego - przykład instrukcji stanowiskowej.
Uwagi ogólne
Do samodzielnej pracy może być dopuszczony pracownik, który ma:
−−−−
ukończone 18 lat,
−−−−
przygotowanie zawodowe potwierdzone właściwym dokumentem,
−−−−
dobry stan zdrowia potwierdzony świadectwem lekarskim.
Do pracy pracownik powinien przystąpić wypoczęty, trzeźwy, ubrany w odzież roboczą
bez luźnych i zwisających elementów, rękawy kurtki (kombinezonu) powinny być opięte
wokół nadgarstków lub podwinięte, włosy przykryte beretem, czapką lub chustą.
Podstawowe czynności przed rozpoczęciem pracy
Pracownik powinien:
−−−−
zapoznać się dokładnie z dokumentacją wykonawczą,
−−−−
zaplanować kolejność wykonywania niezbędnych czynności,
−−−−
przygotować
niezbędne
narzędzia,
pomoce
warsztatowe,
potrzebne
ochrony
indywidualne.
Czynności przed uruchomieniem młota sprężarkowego:
Pracownik powinien:
−−−−
sprawdzić stan techniczny, a przede wszystkim skontrolować czy osłony i zabezpieczenia
są sprawne, ekrany ochronne dostatecznie przezroczyste,
−−−−
uruchomić maszynę na biegu jałowym i sprawdzić prawidłowość działania
poszczególnych elementów.
Czynności po zakończeniu pracy
Pracownik powinien:
−−−−
odłożyć obrobione przedmioty na wyznaczone miejsce (tzw. odkładcze),
−−−−
wyłączyć dopływ energii elektrycznej do maszyny roboczej,
−−−−
uporządkować stanowisko pracy, narzędzia, sprzęt ochronny i pomocniczy.
Uwaga końcowa
W razie wątpliwości dotyczących zachowania warunków bezpieczeństwa podczas
wykonywania powierzonej pracy, pracownik ma prawo ją przerwać i zwrócić się do
przełożonego o wyjaśnienie sytuacji.
Ocena ryzyka zawodowego
Ważnym elementem oceny bezpiecznego użytkowania maszyn jest ocena ryzyka
zawodowego na określonym stanowisku pracy. W związku z tym opracowuje się
dokumentację, która obejmuje:
1)
przygotowanie do oceny stanowiska pracy:
−−−−
ustalenie wymagań ogólnych dla pomieszczenia, stanowiska pracy i pracownika,
−−−−
identyfikację zagrożeń i stosowanych środków ochrony;
2)
opracowanie karty pomiaru ryzyka zawodowego:
−−−−
szacowanie sumarycznej kategorii ryzyka w zależności od spełnienia wymagań
ogólnych
i stosowanych środków ochrony,
−−−−
porównanie sumarycznej kategorii ryzyka ustalonej przez pracodawcę z kategorią
określoną przez ekspertów;
3)
opracowanie dokumentacji programu naprawczego:
−−−−
opracowanie planu działań korygujących i zapobiegawczych,
−−−−
zapoznanie pracowników z wynikami oceny,
−−−−
ustalenie daty następnej oceny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy maszyną?
2.
Jakie oznaczenia powinny znajdować się na maszynie?
3.
Jakie są kryteria doboru maszyny do określonego zadania?
4.
Co nazywamy paszportem maszyny?
5.
Jakie są zadania dokumentacji techniczno-ruchowej urządzenia?
6.
Co powinna zawierać dokumentacja techniczno-ruchowa?
7.
Gdzie powinna się znajdować dokumentacja techniczno-ruchowa w przedsiębiorstwie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Otrzymałeś listę maszyn stosowanych w niedużym zakładzie ceramicznym.
Przyporządkuj te maszyny i urządzenia do odpowiednich grup.
Rodzaj maszyny
Nazwa maszyny
Silniki
Prądnice
pompy
Maszyny energetyczne
sprężarki
technologiczne
Maszyny robocze
transportowe
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić rodzaje maszyn występujących w zakładzie,
2)
sklasyfikować maszyny,
3)
zapisać nazwy i oznaczenia maszyn w odpowiednich polach,
4)
ocenić poprawność wykonania ćwiczenia,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
informacje o parku maszynowym zakładu,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ćwiczenie 2
Określ
w
danej
maszynie
zadania
występujących
zespołów,
podzespołów
i części na podstawie dokumentacji techniczno-ruchowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
dokonać analizy dokumentacji techniczno-ruchowej,
3)
wykonać notatki,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
dokumentacja techniczno-ruchowa,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić zadania dokumentacji techniczno-ruchowej wybranej maszyny
lub urządzenia ceramicznego?
2)
określić zadania zespołów podzespołów i części maszyn ceramicznych?
3)
scharakteryzować elementy składowe dokumentacji techniczno-
ruchowej?
4)
wskazać dział, w którym powinna się znajdować dokumentacja
techniczno-ruchowa?
5)
odczytać informacje zawarte w instrukcji stanowiskowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3. Układy napędowe maszyn i urządzeń
4.3.1. Materiał nauczania
Napędy pneumatyczne
W napędzie pneumatycznym, źródłem energii mechanicznej jest silnik pneumatyczny.
Napęd pneumatyczny jest zasilany z centralnego układu sprężonego powietrza, ze zbiornika
gazu (butli gazowej) lub bezpośrednio ze sprężarki. Sprężony gaz jest doprowadzany do
silnika pneumatycznego, gdzie w rezultacie rozprężania uzyskuje się energię mechaniczną.
Napędy pneumatyczne charakteryzują się wieloma zaletami:
−−−−
prostotą budowy,
−−−−
niskim kosztem wykonania,
−−−−
niezawodnością działania,
−−−−
dużą trwałością,
−−−−
łatwością obsługi i sterowania,
−−−−
elastycznością w dostosowywaniu do warunków pracy,
−−−−
małym ciężarem narzędzi,
−−−−
małym kosztem konserwacji i remontów,
−−−−
łatwością rozruchu.
Istotną wadą napędów pneumatycznych jest duża zależność prędkości narzędzia od
obciążenia, co ma związek ze ściśliwością gazu. Problemowi temu przeciwdziała się poprzez
zastosowanie zaworów redukcyjnych, utrzymujących w układzie stałe ciśnienie lub poprzez
stosowanie układów pneumo-hydraulicznych.
Napędy pneumatyczne są stosowane w wielu typach narzędzi:
−−−−
młotach pneumatycznych,
−−−−
dźwignicach,
−−−−
szlifierkach,
−−−−
pilnikarkach,
−−−−
wiertarkach,
−−−−
pistoletach natryskowych.
Napędy pneumatyczne często są stosowane w miejscach, w których stosowanie innych
napędów stanowi zagrożenie wybuchem, np. kopalniach, a także w miejscach o dużej
wilgotności, a nawet pod wodą.
W zakładach przemysłowych najczęściej stosowanym źródłem sprężonego gazu jest
zakładowa instalacja sprężonego powietrza. W instalacji takiej utrzymywane jest ciśnienie
0,4÷1 MPa. W niektórych przypadkach energia do silnika pneumatycznego jest generowana
przez podciśnienie.
Maszyny i urządzenia z napędem pneumatycznym są wyposażone w silniki
pneumatyczne, w których wyróżnia się dwa podstawowe rodzaje ruchu: posuwisto-zwrotny
(udarowy) i obrotowy (rotacyjny). Odrębnym rodzajem silnika pneumatycznego jest turbina
pneumatyczna. W każdym z tych przypadków może być stosowane smarowanie
automatyczne lub ręczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
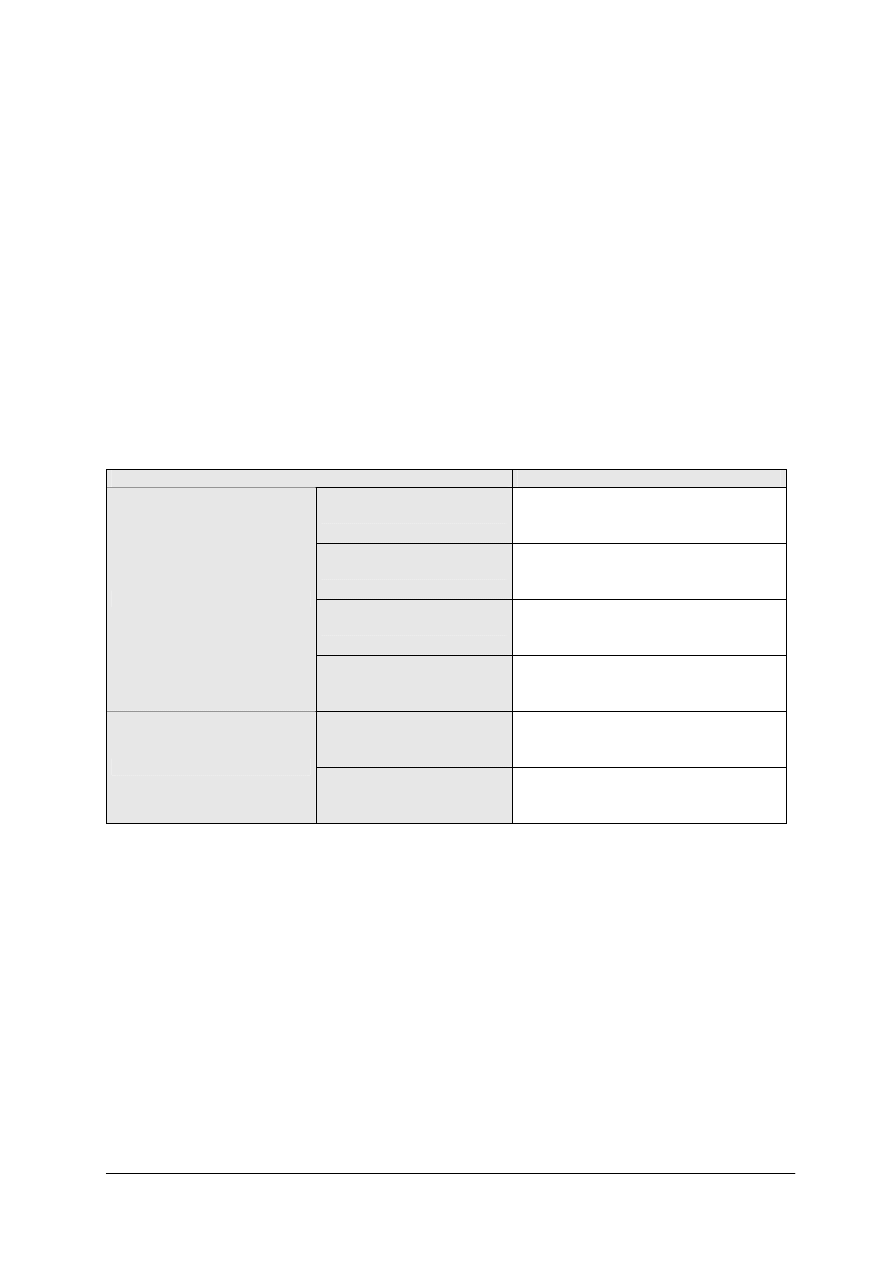
Rys. 5. Schemat przemysłowego układu pneumatycznego z tłokiem zawracanym sprężyną: 1– wlot powietrza,
2– filtr, 3– wkraplacz oleju, 4– sprężarka, 5– zbiornik sprężonego powietrza, 6– manometr, 7– zawór
odstojnika, 8– reduktor ciśnienia, 9– rozdzielacz (zawór rozrządu), 10– pneumatyczny silnik tłokowy,
11– wylot powietrza, 12– sprężyna zapewniająca powrót tłoka, 13– narzędzie [3, s. 315]
Napędy hydrauliczne
Napędy hydrauliczne są to urządzenia służące do przekazywania energii mechanicznej
z miejsca wytworzenia do urządzenia napędzanego. W napędach tych czynnikiem
przenoszącym energię jest ciecz. Zasada działania napędu hydraulicznego jest oparta na
prawie Pascala, mówiącym o równomiernym rozchodzeniu się ciśnieniu w cieczy.
W zależności od sposobu przenoszenia ruchu rozróżnia się napędy:
−−−−
Hydrostatyczne, których działania opiera się wykorzystaniu przede wszystkim energii
ciśnienia cieczy.
−−−−
Hydrokinetyczne, których działanie opiera się na wykorzystaniu energii kinetycznej
cieczy.
W zależności od rodzaju przenoszonego ruchu wyróżnia się napędy o ruchu obrotowym
i postępowym. W napędach hydraulicznych może tez następować zmiana ruchu obrotowego
na postępowy.
Skład właściwego napędu hydraulicznego:
−−−−
Pompy, zamieniające dostarczoną przez silnik energię mechaniczną na energię
hydrauliczną. W napędach hydrostatycznych stosuje się pompy wyporowe,
a w hydrokinetycznych wirowe.
−−−−
Silniki hydrauliczne lub siłowniki – zamieniające dostarczoną przez pompy energię
hydrauliczną z powrotem na mechaniczną.
−−−−
Zawory sterujące przepływem czynnika energii w układzie napędu hydraulicznego.
Oprócz wyżej wymienionych urządzeń podstawowych w napędzie hydraulicznym
niezbędne są również elementy pomocnicze: przewody łączące, zbiorniki, filtry, akumulatory
hydrauliczne, chłodnice lub podgrzewacze, przyrządy do pomiaru ciśnienia. Układy
hydrauliczne są stosowane jako układy napędowe, a także jako układy sterujące.
Do zalet napędów hydraulicznych należą:
−−−−
możliwość uzyskania bardzo dużych sił przy małych rozmiarach urządzeń,
−−−−
możliwość uzyskania bezstopowej zmiany prędkości ruchu,
−−−−
użycie małych sił do sterowania pracą ciężkich maszyn,
−−−−
możliwość zdalnego sterowania,
−−−−
możliwość zastosowania mechanizacji i automatyzacji ruchów,
−−−−
duża trwałość elementów układów hydraulicznych oraz łatwość ich wymiany.
Wady:
−−−−
trudności związane z uszczelnieniem elementów ruchowych,
−−−−
duże straty energii na pokonywanie oporów przepływu.
W ogólnym bilansie przeważają zalety.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Nośnikami energii w napędach hydrostatycznych są ciecze robocze (czynniki robocze
lub obiegowe). Obecnie stosuje się dwa rodzaje cieczy:
−−−−
Oleje mineralne: spreparowane z produktów destylacji ropy naftowej. Ich stosowanie jest
ograniczone przez zagrożenia środowiskowe, których mogą być przyczyną.
−−−−
Najczęściej występują w postaci emulsji i oleju w wodzie lub wody w oleju
oraz roztworów glikoli w wodzie, a także bezwodnych cieczy syntetycznych.
W napędach hydrostatycznych stosuje się sterowanie prędkości. Sterowanie prędkością
obrotową polega na zmianie wydajności pompy, zmianie oporów przepływu cieczy
w instalacjach i zmianie jednostkowej chłonności silnika lub zmianie powierzchni czynnej
tłoka siłownika.
Sprężarki i wentylatory
Sprężarka – maszyna sprężająca, której stosunek sprężania (spręż) π przekracza 3.
Zazwyczaj ciśnienie ssawne p
s
sprężarki jest nieznacznie mniejsze od ciśnienia
atmosferycznego. W sprężarce ciśnienie ssawne – p
s
jest nieznacznie niższe od ciśnienia
atmosferycznego (na tyle tylko by zachować zdolność ssania), zaś ciśnienie tłoczne p
t
znacznie wyższe od atmosferycznego, jak na to wskazuje parametr π.
Sprężarki, w których p
s
jest znacznie niższe, a p
t
tylko nieznacznie wyższe od ciśnienia
otoczenia, nazywane są pompami próżniowymi.
Sprężarki w czasie pracy wydzielają dużą ilość ciepła, które musi być odprowadzone.
Układy chłodzenia sprężarek są podobne do układów chłodzenia silników spalinowych.
Dla mniejszych jednostek stosuje się chłodzenie bezpośrednie, dla większych pośrednie
z chłodnicą. Sam sprężany gaz w wielu przypadkach jest również chłodzony poprzez
chłodzenie międzystopniowe.
Ze względu na zasadę działania, sprężarki dzielą się na:
1.
sprężarki objętościowe:
−
tłokowe,
−
membranowe,
−
rotacyjne:
−
ś
rubowe,
−
z wirującymi tłokami (Rootsa),
−
z pierścieniem wodnym,
−
łopatkowe,
2.
sprężarki przepływowe:
−
promieniowe,
−
osiowe,
−
osiowo-promieniowe.
Wentylator jest sprężarką, w której przyrost ciśnienia statycznego gazu jest minimalny
(nie przekracza 13kPa), a cała energia gazu jest zawarta w jej składowej kinetycznej. Zgodnie
z PN-71/M-43000 wentylatory dzielą się ze względu na kierunek głównego przepływu
czynnika na:
−
osiowe,
−
promieniowe,
−
diagonalne,
−
poprzeczne.
Ze względu na cechy konstrukcyjne wentylatory dzielą się na:
1.
Osiowe:
−
ś
migłowe,
−
normalne,
−
przeciwbieżne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
2.
Promieniowe:
−
normalne,
−
bębnowe,
−
poprzeczne.
3.
Osiowo-akcyjne.
4.
Diagonalne.
Wentylator śmigłowy – popularny typ wentylatora osiowego Składa się łopatkowego
wirnika przypominającego śmigło. Małe wentylatory śmigłowe nie wymagają korpusu, a ich
łopatki mogą być wykonane nawet z miękkiej gumy.
Wentylatory śmigłowe produkuje się w różnych wielkościach od miniaturowych
do zastosowań domowych do olbrzymich o średnicach przekraczających 15metrów.
Wentylatory śmigłowe znajdują zastosowanie w instalacja wentylacyjnych oraz do
wentylowania mieszkań. Wielkie wentylatory śmigłowe stosowane są chłodnicach
kominowych elektrowni cieplnych.
Wentylator osiowy normalny – najbardziej typowa konstrukcja wentylatora osiowego
W konstrukcji przypomina dmuchawę lub sprężarkę osiową. Odmienna konstrukcja
kierownicy lub jej całkowity brak powoduje większy, niż w tamtych urządzeniach, udział
energii kinetycznej w całkowitej energii gazu.
Wentylatory
osiowe
znajdują
zastosowanie
w
instalacja
wentylacyjnych,
klimatyzacyjnych, odpylających i innych aplikacjach przemysłowych.
Wentylator osiowy przeciwbieżny – jest zdwojonym wentylatorem osiowym, w którym
dwa wirniki ustawione szeregowo, obracają się w przeciwnych kierunkach. Wentylatory tego
typu charakteryzują się brakiem zawirowań gazu, nie muszą, więc być wyposażone
w kierownicę.
Pojedynczy wirnik tego typu wentylatora przypomina zastosowany w sprężarkach
osiowych. Wentylatory osiowe przeciwbieżne produkuje się w różnych wielkościach.
Wentylatory osiowe przeciwbieżne znajdują zastosowanie w instalacjach wentylacyjnych
okrętów i kopalni.
Wentylator promieniowy normalny – najbardziej typowa konstrukcja wentylatora
promieniowego.
W konstrukcji przypomina dmuchawę lub sprężarkę promieniową. Odmienna
konstrukcja kierownicy lub jej całkowity brak powoduje większy, niż w tamtych
urządzeniach, udział energii kinetycznej w całkowitej energii gazu.
Wentylator promieniowy bębnowy – wentylator o dużej szerokości wirnika. Szerokość
wirnika w tego typu wentylatorach jest zwykle dwukrotnie większa od jego średnicy.
Uzyskuje się w ten sposób wysoką wydajność przy relatywnie małych gabarytach. Jest to
okupione niską sprawnością. Wentylatory bębnowe stosuje się instalacjach wentylacyjnych
i grzewczych.
Wentylator poprzeczny – wentylator, w którym powietrze przepływa w poprzek wirnika.
Wpływa do niego w obszarze ssawnym, przepływa przez jego wnętrze i zostaje wyrzucone
w obszarze tłocznym. Powietrze przez wirnik przepływa dwukrotnie i dwukrotnie jest
przyśpieszane. Wentylatory poprzeczne stosuje się do chłodzenia urządzeń. Ze względu na
jego specyficzną konstrukcję chłodzone urządzenie może być umieszczone wewnątrz wirnika,
co znacznie podwyższa efektywność chłodzenia.
Wentylator diagonalny - wentylator o konstrukcji zbliżonej do pompy diagonalnej.
Wentylatory diagonalne produkuje w różnych wielkościach. Wentylatory diagonalne stosuje
się w instalacjach wentylacyjnych oraz urządzeniach technologicznych.
Biorąc pod uwagę kierunek przepływu powietrza, wentylatory mogą być wykonane
w 2 wersjach:
−
FD - powietrze przepływa od silnika przez wirnik,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
−
ID - kierunek przepływu to: wirnik - silnik.
Standardowo wentylatory produkowane są w wersji: FD.
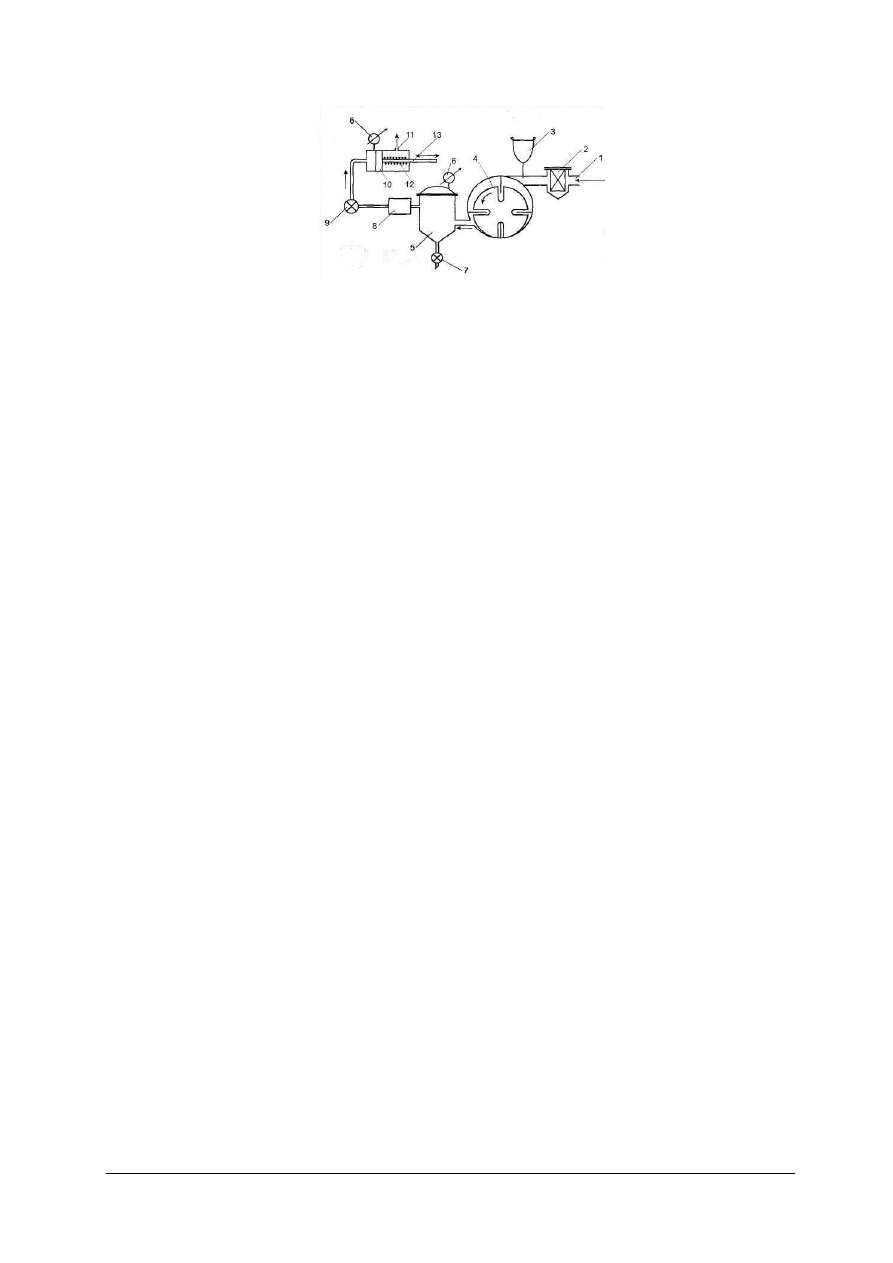
Rys. 6. Przykłady wentylatorów: SW - wywiewny, WS - nawiewny [13]
Wentylatory ścienne typu S oraz WS dostępne są w dwóch wersjach: wywiewnej (W)
lub nawiewnej (N). Wersja wywiewna to rozwiązanie gdzie powietrze wyciągane jest
z pomieszczenia na zewnątrz. Przepływ powietrza siatka - wirnik.
Wersja nawiewna to rozwiązanie gdzie powietrze tłoczone jest z do wnętrza
pomieszczenia. Przepływ powietrza wirnik - siatka.
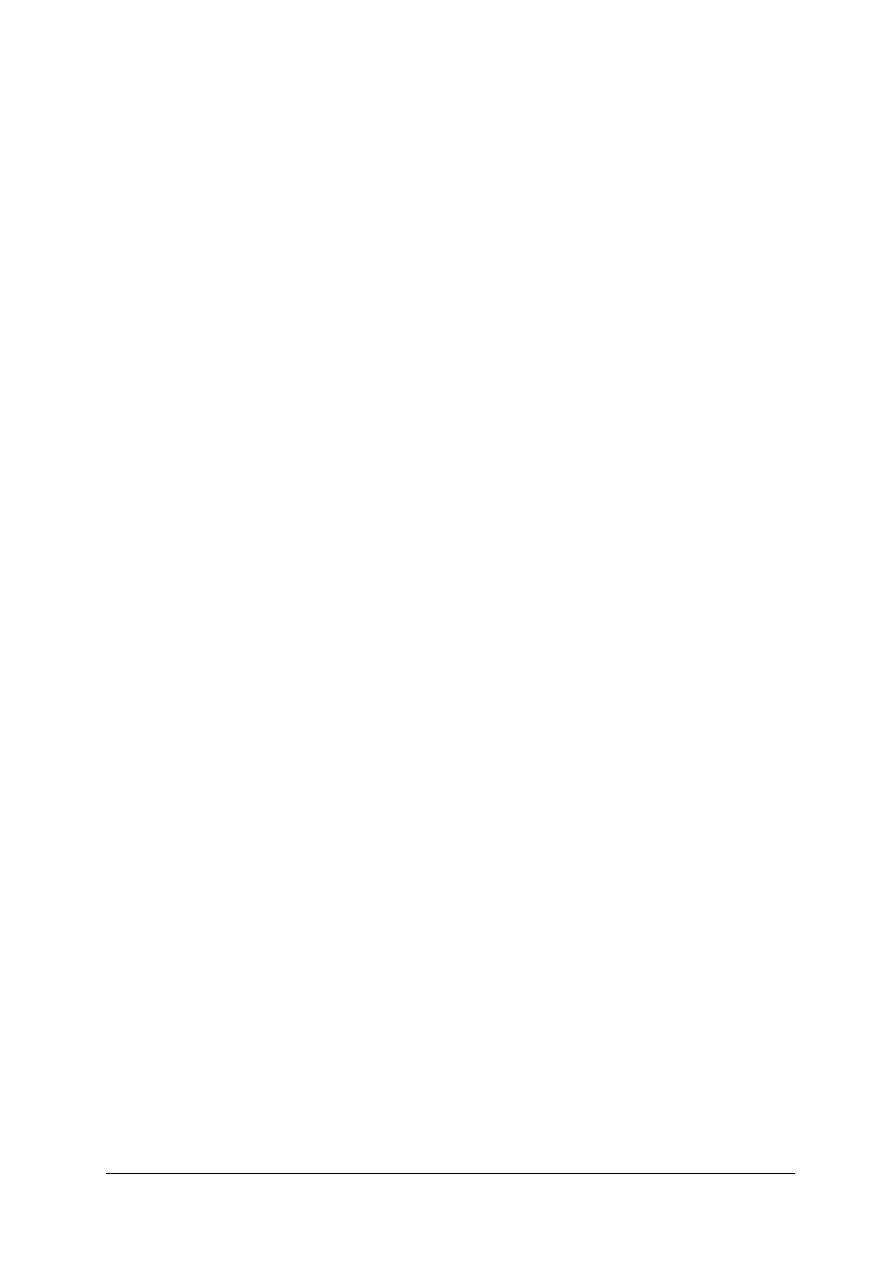
Rys. 7. Wentylator wersja wywiewna W [13]
Rys. 8. Wentylator wersja nawiewna N [13]
Wydajność, zwana także strumieniem gazu, określa ilość czynnika przetłaczanego
w jednostce czasu. Można ją mierzyć w kg/s, wtedy jest obojętne, w którym przekroju kanału
wentylatora pomiar wydajności jest dokonywany, ale na ogół przyjęło się w wentylatorach
określanie wydajności w m
3
/s, bo dzięki temu wszelkie pozycje bilansu energii odniesione do
jednostki objętości mają miano ciśnienia N/m
3
, a całość obliczeń zyskuje na przejrzystości.
Gdy spiętrzenia są małe i czynnik można uważać za nieścisły, to wtedy staje się obojętne,
gdzie mierzy się wydajność.
Jednak nie zawsze to przybliżenie jest dopuszczalne i dlatego umówiono się, że
wydajność wentylatora Q m
3
/s odnosi się do przekroju jego otworu wlotowego.
Wydajność wentylatora należy obliczyć według wzoru:
ρ
εα
p
d
C
Q
∆
=
2
C – stała kryzy,
ε
– współczynnik rozprężania; przy niewielkich różnicach ciśnień można przyjąć ε =1,
α
– liczba przepływu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
d – średnica otworu zwężki [m],
∆
p – spadek ciśnienia na zwężce [N/m
2
],
ρ
–gęstość przetłaczanego powietrza [kg/m
3
].
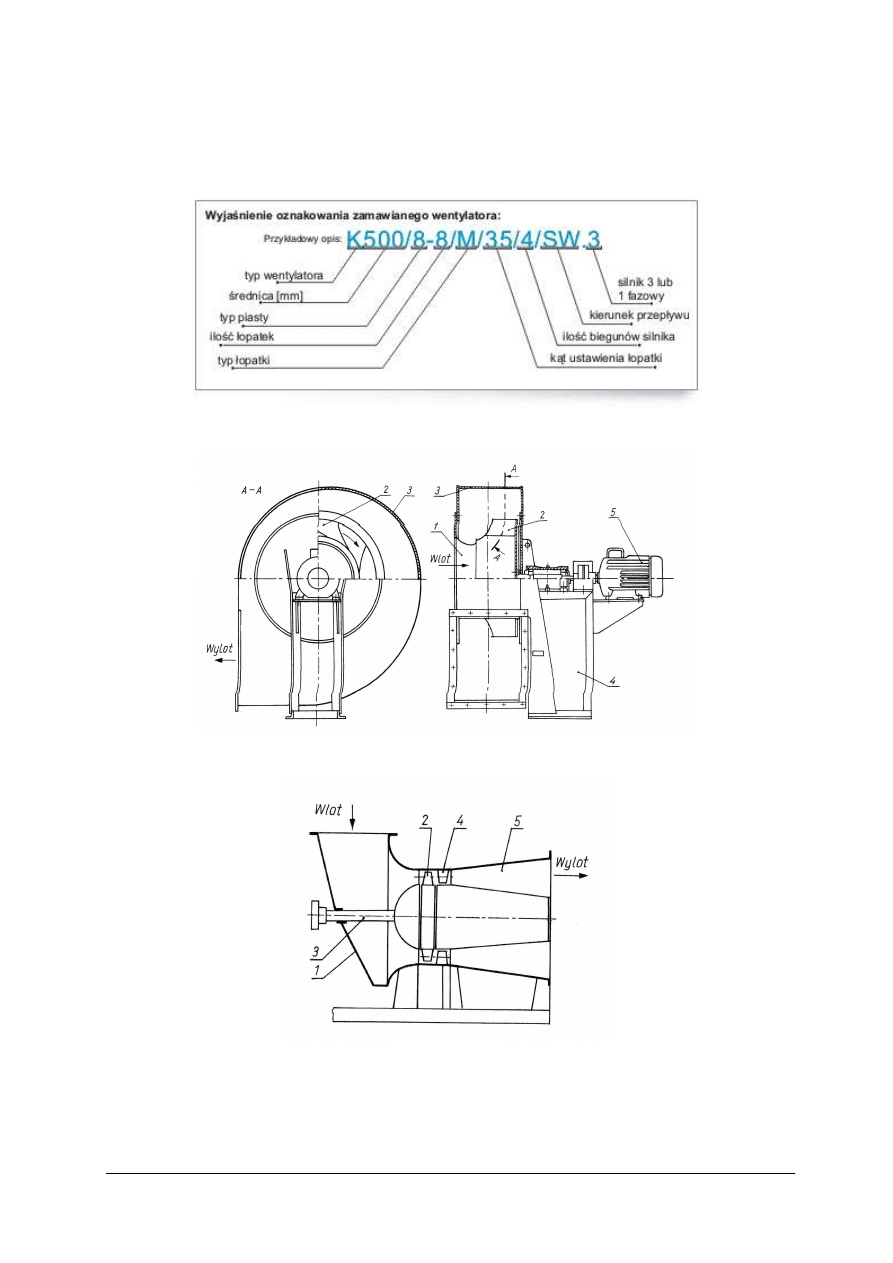
Wyjaśnienie oznakowania wentylatora:
Rys. 9. Przykład oznakowania zamawianego wentylatora [13]
Rys. 10. Schemat wentylatora promieniowego: 1 – wlot, 2 – wirnik promieniowy, 3 – obudowa spiralna,
4 – rama montażowa, 5 – silnik napędowy (elektryczny) [3, s. 282]
Rys. 11. Schemat wentylatora osiowego jednostopniowego (typu Mustang) z regulacją za pomocą nastawnych
łopatek wirnika: 1 – kadłub, 2 – wirnik, 3 – wał wirnika, 4 – kierownica, 5 – dyfuzor [3, s. 281]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są zadania napędów pneumatycznych?
2.
Jakie są zadania napędów hydraulicznych?
3.
Jak klasyfikuje się sprężarki?
4.
Gdzie znalazły zastosowanie sprężarki objętościowe tłokowe?
5.
Jak klasyfikuje się wentylatory i dmuchawy?
6.
Jakie jest zastosowanie wentylatorów i dmuchaw?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz pompę wyporową do określonych warunków pracy na podstawie danych
technicznych zawartych w DTR lub w katalogach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
dokonać analizy danych zawartych w katalogach,
3)
zapisać wyniki w notatniku,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
dokumentacja techniczno ruchowa,
−−−−
katalogi pomp,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz sprężarkę do określonych warunków pracy na podstawie danych technicznych
zawartych w DTR lub w katalogach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
dokonać analizy danych zawartych w katalogach, dokumentacji techniczno – ruchowej,
3)
zapisać wyniki w notatniku,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
dokumentacja techniczno-ruchowa,
−−−−
katalogi sprężarek,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Dobierz wentylator do określonych warunków pracy na podstawie danych technicznych
zawartych w DTR lub w katalogach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
dokonać analizy danych zawartych w katalogach, dokumentacji techniczno-ruchowej,
3)
zapisać wyniki w notatniku,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
dokumentacja techniczno-ruchowa,
−−−−
katalogi wentylatorów,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić wypływy cieczy w różnych typach pomp,
2)
dobrać nazwy pomp do rodzaju wypływu cieczy,
3)
zapisać wyniki w notatniku,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
katalogi pomp,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 4
Połącz typ pompy z jej opisem.
Pompy wirowe odśrodkowe
pompy o osiowym przepływie
cieczy przez wirnik
Pompy helikoidalne
pompy o promieniowym wypływie
cieczy przez wirnik
Pompy diagonalne
pompy o przepływie promieniowo-
osiowym cieczy przez wirnik
Pompy śmigłowe
pompy o ukośnym przepływem
cieczy przez wirnik
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić wypływy cieczy w różnych typach pomp,
2)
dobrać nazwy pomp do rodzaju wypływu cieczy,
3)
zapisać wyniki w notatniku,
4)
zaprezentować wyniki ćwiczenia.
Ś
rodki dydaktyczne:
−−−−
katalogi pomp
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić podstawowe cechy układu pneumatycznego?
2)
wymienić podstawowe cechy układu hydraulicznego?
3)
rozróżnić podstawowe typy sprężarek?
4)
wymienić podstawowe typy wentylatorów?
5)
rozróżnić podstawowe typy pomp?
6)
wskazać zastosowanie sprężarek objętościowych tłokowych?
7)
wskazać zastosowanie wentylatorów osiowych?
8)
wskazać zastosowanie pomp?
9)
wymienić czynności obsługowe sprężarki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.4. Transport i magazynowanie surowców i mas ceramicznych
4.4.1.
Materiał nauczania
Wśród maszyn służących do transportu i magazynowania mas i surowców ceramicznych
możemy wyróżnić dźwignice, układnice, żurawie, wysięgniki
Dźwignice
Do dźwignic można zaliczyć podnośniki pneumatyczne, wciągarki, żurawiki, suwnice,
dźwigniki kanałowe hydrauliczne do unoszenia pojazdów, a także podnośniki hydrauliczne
(dwukolumnowe synchroniczne, czterokolumnowe, podprogowe nożycowe). Przewody
ś
lizgowe dźwignic, zawieszone bezpośrednio nad terenem pracy, powinny znajdować się na
wysokości, co najmniej 3,5 m. Przy używaniu dźwignic sterowanych z poziomu podłogi,
obsługujący musi mieć pozostawione wolne przejście do swobodnego poruszania się
i manewrowania dźwignicą.
Nie wolno pracować dźwignicami, których przewody elektryczne mają uszkodzoną
izolację.
Miejsca pracy przy dźwignicach powinny być dobrze oświetlone. Osoby obsługujące
dźwignice muszą mieć odpowiednie umiejętności i kwalifikacje, potwierdzone egzaminem
i świadectwami. Przy pracy na dwie zmiany, na każdą zmianę powinien być wyznaczony
dźwigowy. Do obowiązków dźwignicowego należy czuwanie, aby pod podnoszonym,
zawieszonym lub opuszczanym ładunkiem nie znajdowali się ludzie. Nie wolno
przemieszczać ładunków nad ludźmi oraz nad kabinami pojazdów. Przy mechanicznym
załadunku kierowca obowiązany jest opuścić kabinę i stanąć poza zasięgiem dźwignicy. Jeśli
droga przemieszczania ładunku jest zastawiona jakimiś przedmiotami lub znajdują się na niej
ludzie, należy dźwignice zatrzymać. Dźwignicowy ma obowiązek ostrzegać ludzi
znajdujących się na drodze przemieszczania ładunku. Bezwzględnie zabronione jest
przemieszczanie ładunków o masie przekraczającej dopuszczalny udźwig dźwignicy.
Nie wolno podnosić ładunków przymarzniętych i zagłębionych w ziemi.
Mas ładunku nie wolno określa „na oko”, gdyż może to być przyczyną awarii dźwignicy
i w konsekwencji ciężkiego wypadku. Pracownicy obsługujący dźwignicę obowiązani są znać
i stosować ustalony przypisami system sygnałów. Służą one do porozumiewania się
dźwignicowego z pracownikami podwieszającymi i zdejmującymi zawiesia z haka. Sygnały
te
powinny
być
jednoznacznie
rozumiane
przez
wszystkich
pracowników.
Niezależnie od tego większe dźwignice muszą być wyposażone z sygnalizację akustyczną,
a także i optyczną.
Suwnice. Stanowią one jedną z głównych grup dźwignic o szerokim zakresie
zastosowania. Stosuje się je do obsługi hal produkcyjnych, magazynów i otwartych
składowisk oraz do obsług: procesów technologicznych.
Najczęściej są stosowane suwnice pomostowe (rys. 12). Zależnie od przeznaczenia
wyróżnia się suwnice hutnicze, odlewnicze, magazynowe. Wyposażone w haki i zawiesia lub
w odpowiednie chwytaki, uchwyty, widły do stertowania itp. Podstawowe parametry suwnic
pomostowych ustalono w Polskich Normach wymienionych w tab. 5, a wymagania
techniczne w PN-89/M-4S453.
W celu zwiększenia intensywności obsługi hal produkcyjnych można zainstalować pod
suwnicami wspornice o udźwigu 3÷8 t i wysięgu 4÷10
m lub żurawie pościenno-przejezdne,
umożliwiające podawanie materiałów na stanowiska pracy, do których dostęp dla suwnicy
jest utrudniony.
Do obsługi terenów otwartych stosuje się suwnice bramowe (rys. 13) lub półbramowe
oraz mostowe o rozpiętości do 80 m, które w celu zwiększenia operatywności wyposaża się
czasem w żuraw podwieszony albo w przenośnik taśmowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
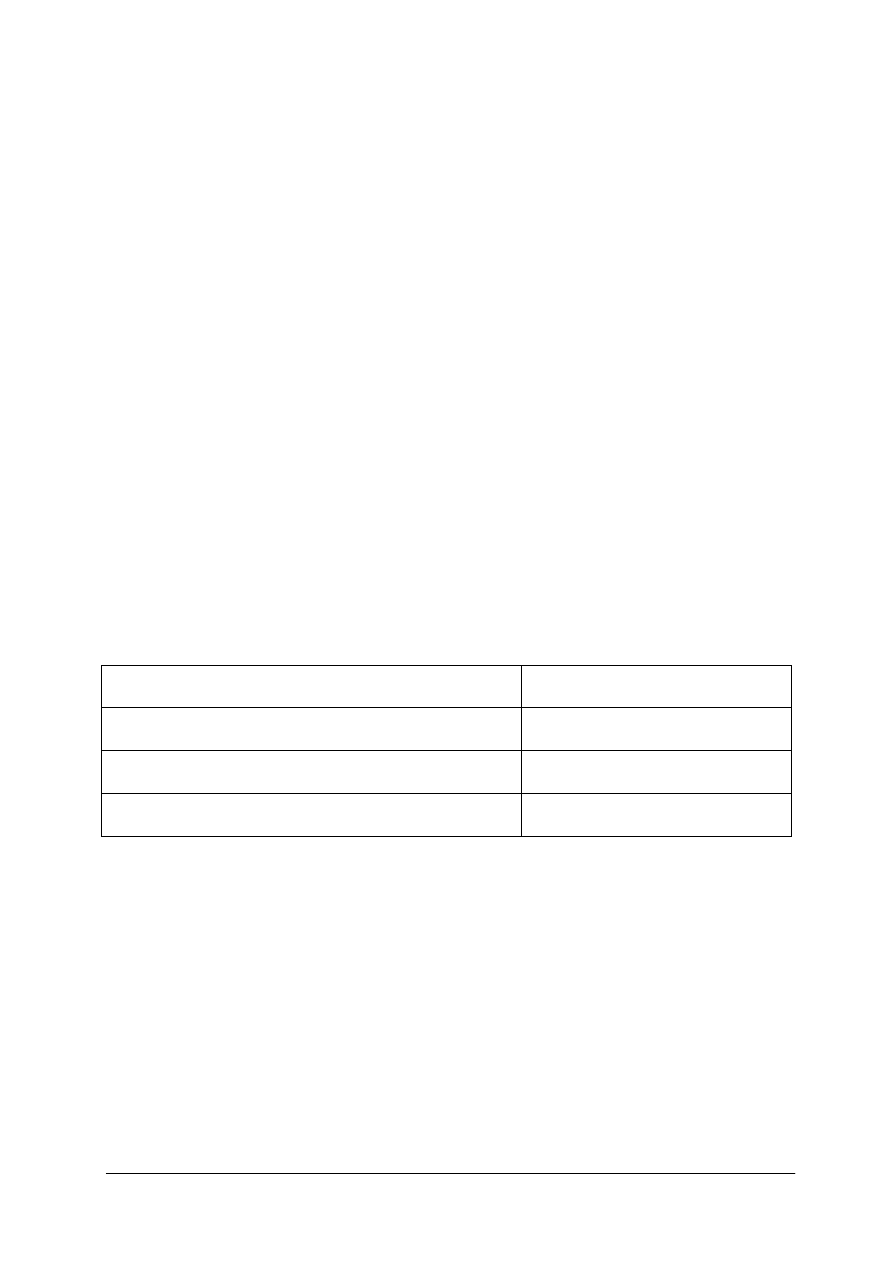
Rys. 12. Suwnice pomostowe natorowe: a) blachownicowa podparła, b) kratownicowa podwieszona, c) dźwigar
jednobelkowy (dwuteownikowy); 1 – most, 2 – czołownice, 3 – wciągnik (lub wciągarka) przejezdny,
4 – kabina operatora [7, s. 545]
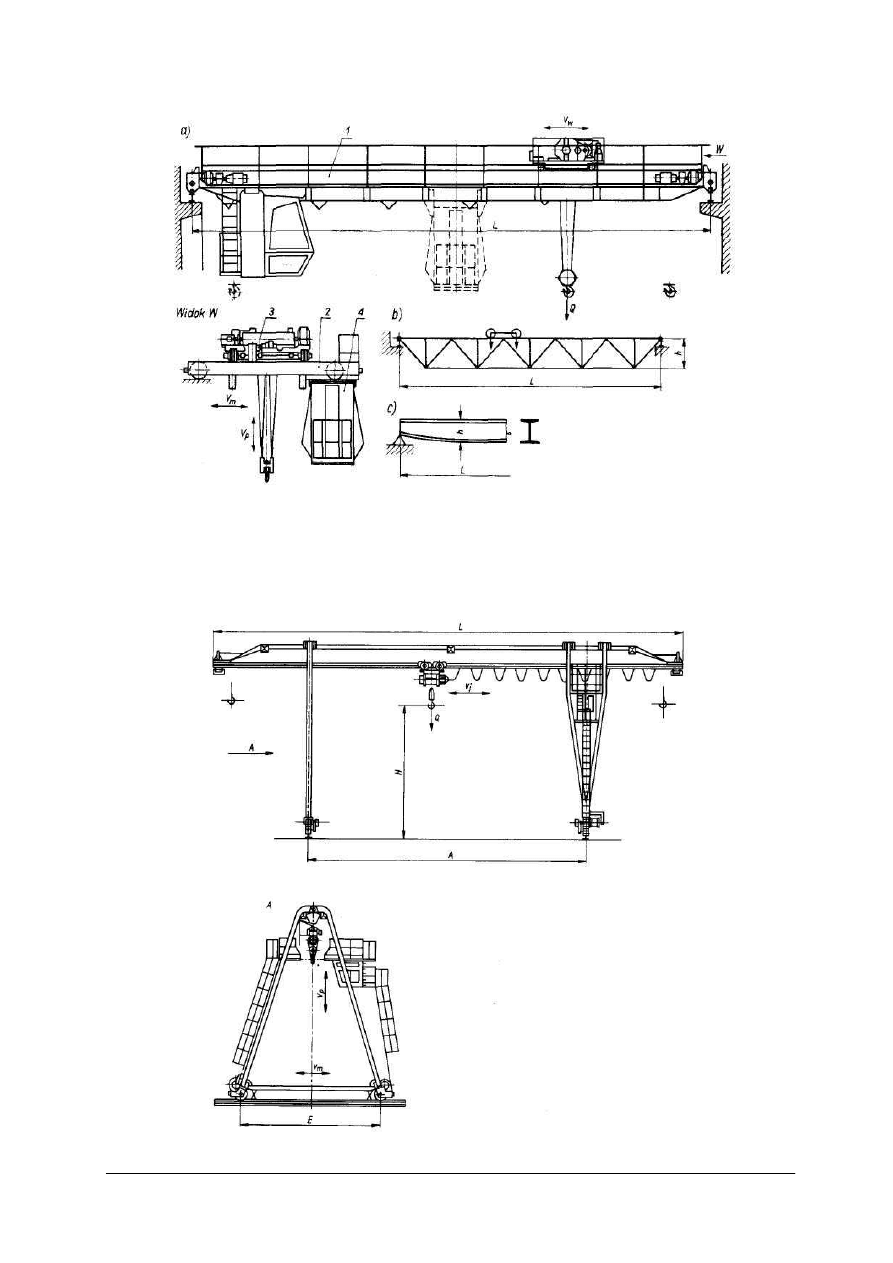
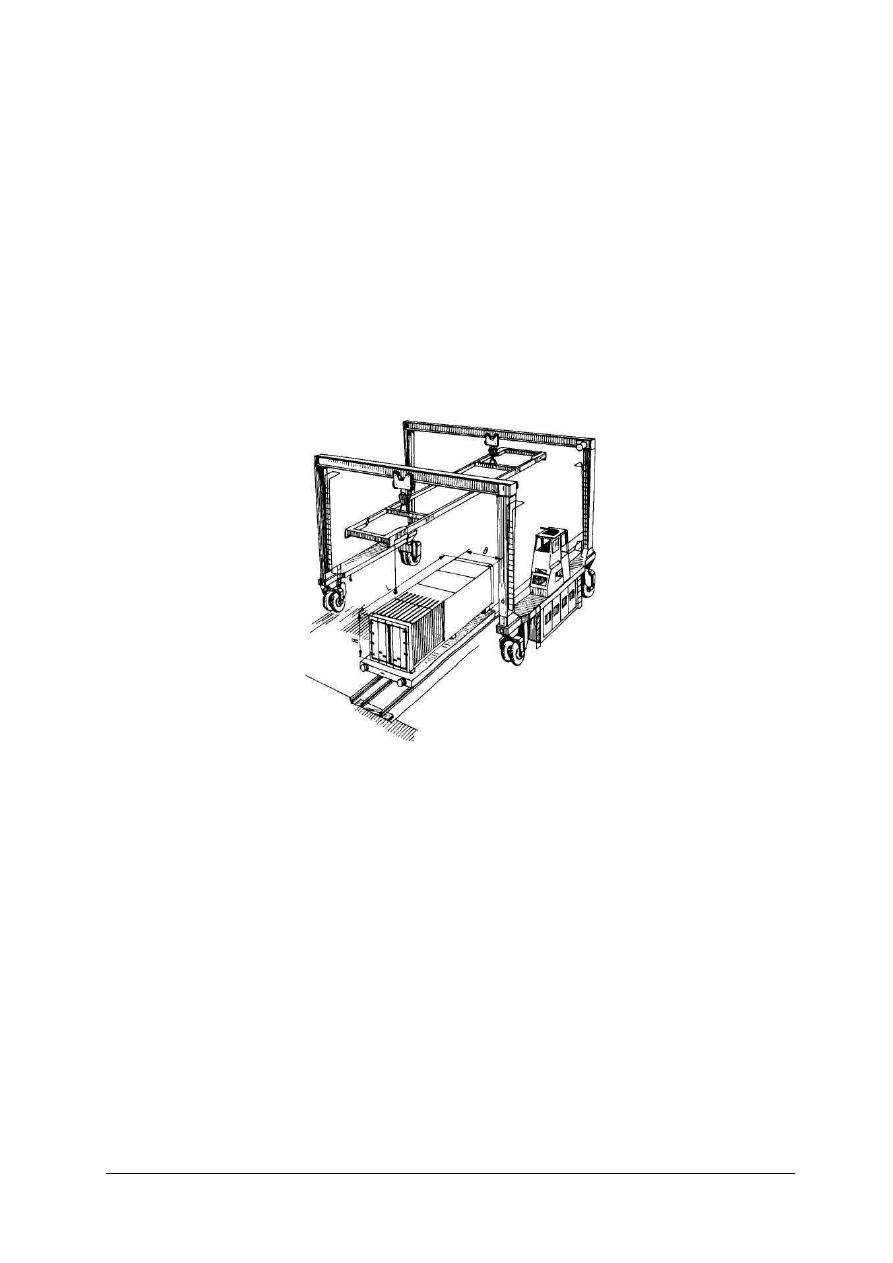
Coraz większe zastosowanie znajdują suwnice kontenerowe (rys. 13), umożliwiające
przeładunek wielkich kontenerów, sterowane ręcznie lub automatycznie.
Rys. 13. Suwnica bramowa natorowa typu SB [7, s. 546]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Konstrukcję nośną mostów suwnicowych wykonuje się w postaci:
−
jednego lub dwóch dźwigarów spawanych z kształtowników walcowanych (zwykle
dwuteowników), które stosuje się do podnoszenia mas rzędu 10 t przy rozpiętości
do 14 m,
−
kratownicy z kształtowników walcowanych lub z rur (wykonanie praco chłonne
i wrażliwe na zmienne obciążenia),
−
blachownicy jedno lub dwuośrodkowej albo o przekroju trójkątnym bądź też układu
ramowego i sprężonego (rozwiązanie coraz częściej stosowane ze względu na łatwość
wykonania, małą masę własną i dobre własności wytrzymałościowe na skręcanie
i obciążenie mimośrodowe).
Kształt dźwigara zależy od przebiegu momentów zginających przy zachowaniu stosunku
wysokości h do rozpiętości L w zakresie 1/12÷1/32 (rys. 12 c).
Czołownice (poprzecznice), w których są osadzone koła jezdne, ze względów
transportowych i montażowych wykonuje się zwykle z dwóch części, które po ustawieniu na
torze łączy się śrubami.
Rys. 14. Suwnica kontenerowa jezdniowa typu PD 250 (CSRS) [7, s. 547]
Układnice
W
magazynach
i
składach
znajdują
zastosowanie
układnice
ramowe
i słupowe, przejezdne po szynach lub podwieszone, o udźwigu 160÷630kg, służące do obsługi
regałów o dużej wysokości. Parametry podstawowe układnie ustala PN-91/M-45461,
a wymagania techniczne i badania – PN-91/M-45465.
śurawie
Stanowią pod względem częstotliwości zastosowania drugą po suwnicach grupę
dźwignic. Obsługują one przestrzeń w kształcie walca o wysokości równej wysokości
podnoszenia i pro mieniu równym wysięgowi. W zasięgu pracy żurawia nie wolno składować
ż
adnych przedmiotów, pozostawiać narzędzi, części lub zespołów pojazdów, odpadków gdyż
mogłoby to być przyczyną poważnego wypadku. W zasięgu pracy żurawia nie powinna też
przebywać żadna osoba poza pracownikami go obsługującymi. Nie wolno nikomu przebywać
ani przechodzić pod zawieszonym na haku ładunkiem. Ważnym urządzeniem, zapewniającym
stateczność żurawi, są przeciwwagi. Stosuje się je przy żurawiach wolnostojących
i przejezdnych. Przeciwwagi powinny być osłonięte. Obsłudze nie wolno zmieniać ich
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
położenia ani masy (nie wolno jej zmniejszać ani zwiększać) gdyż grozi to przewróceniem
albo przeciążeniem dźwignicy
Najprostsze żurawie stale – to żurawiki okienne i przyścienne o momencie użytkowym
20÷100 kNm, ze stałym wysięgnikiem o niepełnym obrocie i z wciągarką umieszczoną na
konstrukcji wsporczej. Stosuje się je do pomocniczych prac na budowach.
Stale żurawie wolnostojące (rys. 15 a), zwykle pełnoobrotowe, wykonuje się z wysięgiem
stałym lub zmiennym, uzyskiwanym przez wychylenie wysięgnika za pomocą układu
linowego albo przez zastosowanie wózków wodzakowych, przejezdnych wzdłuż poziomego
wysięgnika. Łożyskowane są obrotowo w osi wieży u jej podstawy lub przy wierzchołku,
a utrzymują się w równowadze za pomocą odciągów linowych lub kratowych. Stosuje się je
do robót budowlanych w wersji przyściennej lub szybowej pełnoobrotowej w miarę postępu
budowy.
Odmianami tego typu żurawi są:
−
ż
urawie obracające się na kołach osadzonych w ramie nośnej lub po wieńcu utworzonym
z wałków obrotowych,
−
ż
urawie portowe, zwykle wypadowe, o udźwigu 8÷20 t i wysięgu do 40 m,
−
ż
urawie kontenerowe, wyposażone w osprzęt do przeładunku kontenerów.
ś
urawie stałe wykonuje się w postaci ustrojów kratownicowych, spawanych
z kształtowników lub rur stalowych albo też z wieżą w postaci rury o odpowiedniej średnicy
.
Wyposażenie w kabinę sterowniczą, przesuwną wzdłuż wieży, umożliwia dogodną
obsługę. Stosuje się również sterowanie zdalne.
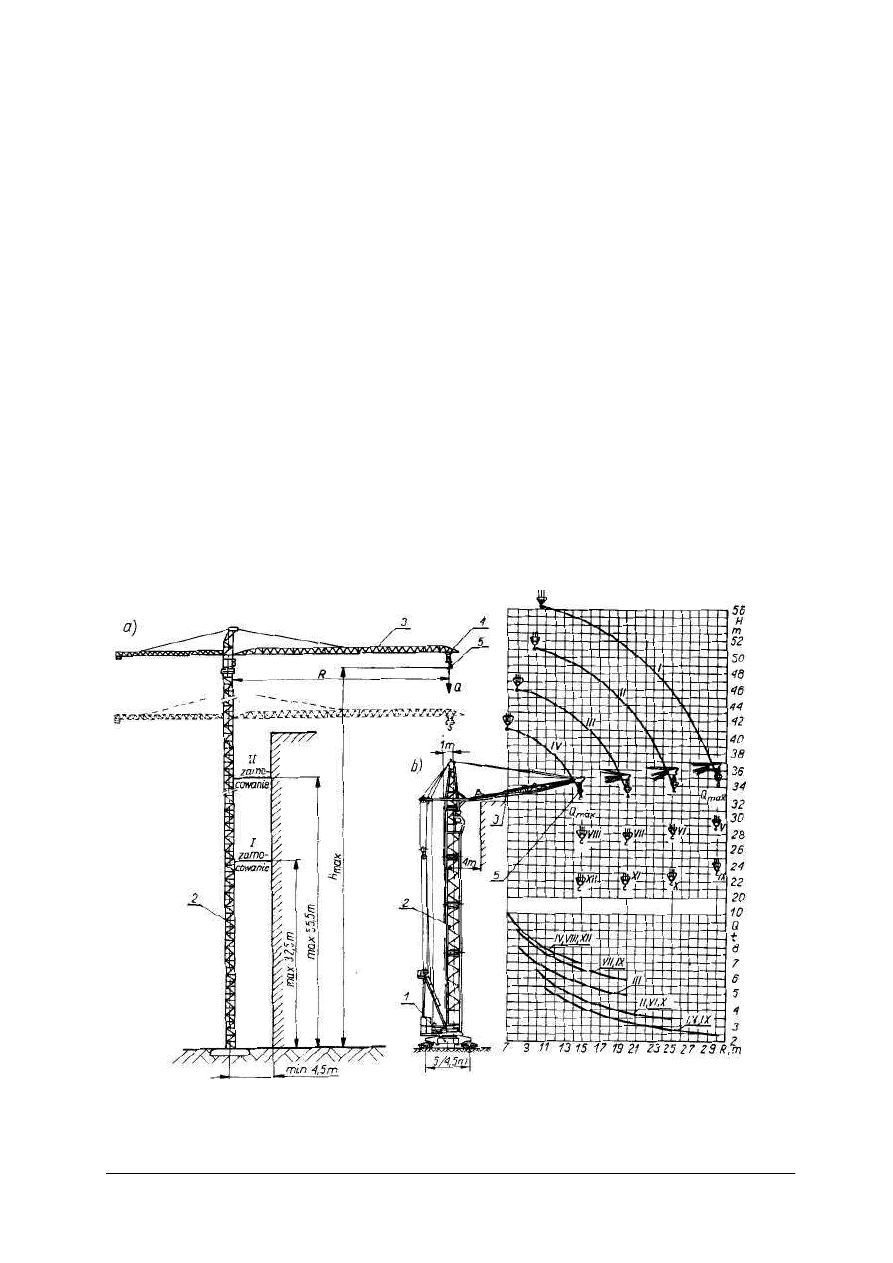
Większe zastosowanie, zwłaszcza w budownictwie, znajdują żurawie torowe (zwykle
dwuszynowe).
Rys. 15. śurawie wieżowe: a) stały z wózkiem wodzakowym typu 744 CS, b) szynowy z wysięgnikiem
podnoszonym typu śB-75/100 (na wykresie przedstawiono zależność udźwigu Q od długości wysięgu
R i wysokości podnoszenia H); 1 – rama nośna (portal) z kołami jezdnymi, 2 – wieża, 3 – wysięgnik,
4 – wózek wodzakowy, 5 – hak [7, s. 548]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Buduje się je, podobnie jak żurawie stałe, w postaci ustrojów kratownicowych
z obrotową wieżą (lub z obrotowym wysięgnikiem), osadzoną na ramie (portalu),
wyposażonej w cztery wózki jedno lub dwukołowe, napędzane indywidualnie albo parami
i osadzone na pionowych sworzniach, umożliwiających przejazd żurawia po torze łukowym
(rys. 15 b).
Odmianę żurawi szynowych stanowią żurawie kolejowe o udźwigu do 160 t, służące
głównie do usuwania skutków awarii na kolei.
Do napędu żurawi stałych i szynowych stosuje się zazwyczaj układy z silnikami
elektrycznymi prądu stałego, które zapewniają dużą elastyczność i płynność ruchów.
Wartości charakterystycznych parametrów żurawi szynowych ustala PN65/M45511.
Coraz większe zastosowanie znajdują żurawie jezdniowe, a wśród nich:
−
ż
urawiki warsztatowe o udźwigu 0,5÷1,0 t i wysięgu do 3m, wyposażone w stały
lub obrotowy słup i wysięgnik z typowym wciągnikiem przejezdnym, napędzane ręcznie,
pneumatycznie albo przez silnik elektryczny lub spalinowy i przemieszczane przez
przeciąganie ręczne bądź od własnego silnika; stosowane są one do obsługi stanowisk
roboczych w zakładach produkcyjnych;
−
ż
urawie budowlane składane o udźwigu do 0,6 t, pełnoobrotowe, z mechanicznym
napędem podnoszenia i zmiany wysięgu, dostosowane do transportu ręcznego lub za
ciągnikiem, stosowane głównie w budownictwie wiejskim;
−
ż
urawie samojezdne, montowane na podwoziu własnym lub samochodowym (rys. 16).
Wyposażone we własne źródło napędu w postaci silnika spalinowego są żurawie
jezdniowe jednostkami energetycznie niezależnymi, mogącymi się poruszać na dowolne
odległości. Przy dużej częstotliwości pracy są ekonomiczniejsze od żurawi stałych
i szynowych, co uzasadnia ich szybki rozwój i coraz szerszy zakres stosowania. Wyposaża się
je w napęd mechaniczny ze sterowaniem mechanicznym lub pneumatycznym albo w napęd
mechaniczno-elektryczny z prądnicą prądu stałego i sterowaniem elektrycznym bądź
w napęd mechaniczno-hydrauliczny i sterowanie hydrauliczne.
Wysięgniki wykonuje się w postaci kilkumetrowych segmentów kratowych wstawianych
między część podstawową (stopę), a dziób albo w postaci belek o przekroju prostokątnym,
wykonanych z blachy stalowej, rozsuwanych teleskopowo za pomocą układu hydraulicznego.
W celu powiększenia wysięgu, podstawowy maszt wyposaża się często w dodatkowy
wysięgnik (tzw. Bocian), o długości dochodzącej do 2/3 maksymalnego wymiaru wysięgnika.
Należy zwrócić uwagę na wyposażenie tego typu żurawi w ograniczniki momentów
(udźwigu), wyłączniki krańcowe oraz w podpory zapewniające stateczność w czasie pracy.
Podział żurawi samojezdnych ustala PN-88/M-45601.00, a wymagania i badania
PN 89/M-45601.02 i 03. Główne dane techniczne żurawi produkcji krajowej podano
w tab. 8. Stosuje się również żurawie przenośne dostosowane do zamontowania na podwoziu
samochodowym, których podstawowe parametry ustala PN-80/M-45610.01.
Dźwignice linotorowe. Są prostą odmianą kolejek linowych, służących do transportu
materiałów sypkich w pojemnikach lub ładunków jednostkowych za pomocą wodzaka
przemieszczającego się po linie nośnej lub nośno-ciągnącej, rozpiętej między dwiema
podporami rozstawionymi w odległości 100÷600 m. Stosuje się je na budowach obiektów
przemysłowych w warunkach, w których transport innymi środkami jest niemożliwy (np.
w trudno dostępnym terenie górskim).
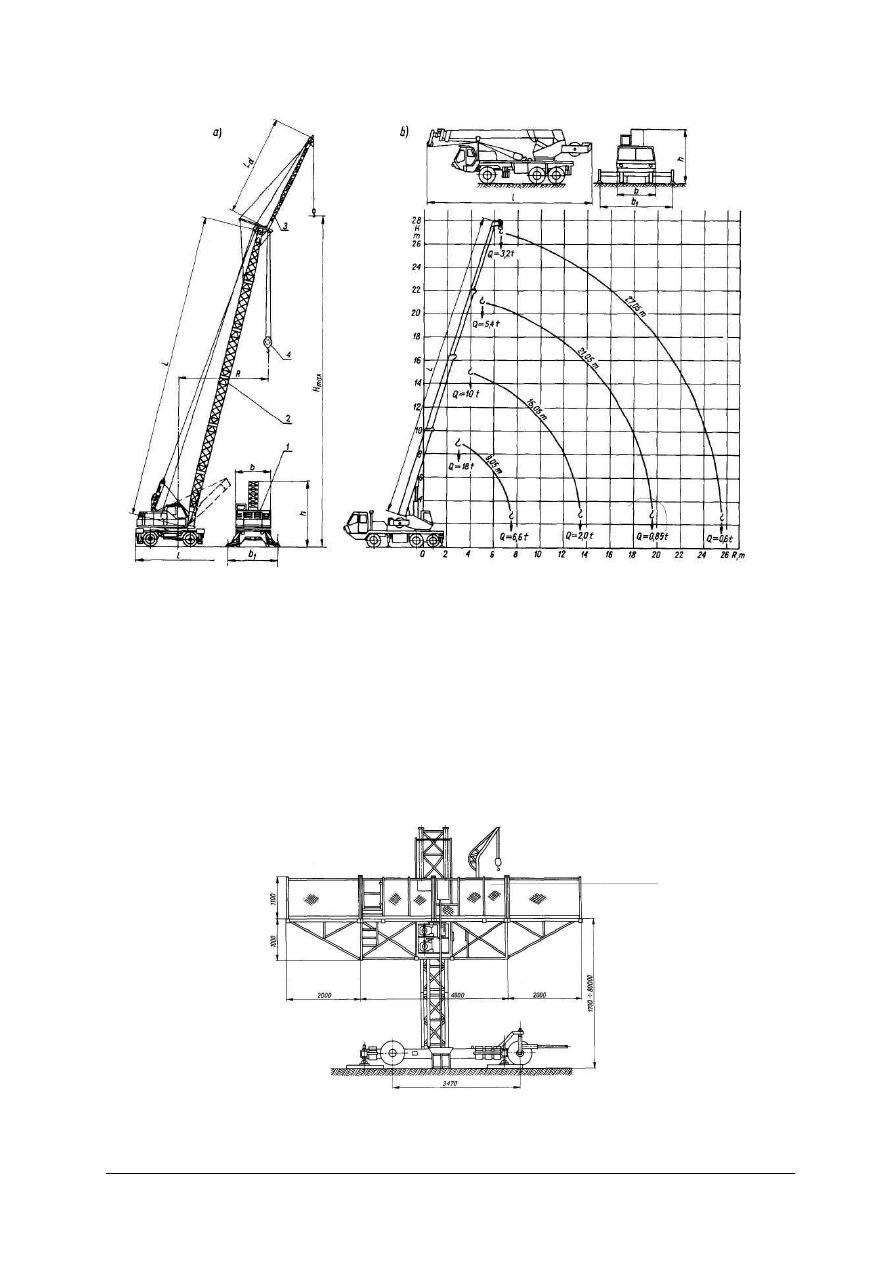
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 16. śurawie samojezdne: a) z wysięgnikiem kratownicowym typu POLAN ZK 161, b) z wysięgnikiem
teleskopowym typu HYDROS T-181; 1 – podwozie samojezdne z napędem podnoszenia, obrotu
i jazdy, 2 – wysięgnik, 3 – wysięgnik dodatkowy (bociani), 4 – zblocze z hakiem [7, s. 550]
Oprócz omówionych wyżej typowych suwnic i żurawi spotyka się liczne odmiany dźwignic
kombinowanych
–
suwnicowo
wspornikowych,
suwnicowo-żurawiowych,
ż
urawi
wielokrotnych itp.
Podesty robocze
Są to pomosty i rusztowania służące do wykonywania prac wykończeniowych na
prostych ścianach budynków, na których istnieje możliwość ich zawieszenia (podesty
wiszące) lub do wszelkich robót konserwacyjnych do 16m wysokości (robocze podesty
przesuwne – rys. 17). Główne parametry podestów ruchomych ustalają normy: PN-82/M-
45365.01, a wymagania i badania – PN-82/M-
Rys. 17. Ruchomy podest przesuwny mechaniczny typu MPR 600/35 [7, s. 552]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Podstawowe elementy mechanizmów dźwignicowych
Elementy do podnoszenia i przemieszczania ładunków. Są to: haki, zawiesia, uchwyty
i chwytaki. Jako ogólne zalecenie należy przyjąć zasadę, że nie wolno używać dźwignic, jeśli
wchodzące w ich skład cięgła – liny lub łańcuchy są uszkodzone, zużyte, z popękanymi
drutami czy splotami. To samo zalecenie odnosi się do zawiesi. Cięgna nie mogą ocierać się
o konstrukcję dźwignicy w czasie jej pracy. Cięgna muszą też być zabezpieczone przed
wypadnięciem z bębna lub krążka. Liny muszą być prawidłowo i pewnie zamocowane na
bębnach. Liny mocuje się, poza półtorakrotnym nawinięciem ich na bębny, za pomocą, co
najmniej dwóch zacisków linowych lub za pomocą samozaciskającego się klina.
Niedopuszczalne jest łączenie i sztukowanie lin nośnych za pomocą wiązania, splatania,
lutowania. Również cięgła dźwignic wykonane z łańcuchów muszą być w dobrym stanie.
Nawet jedno uszkodzone, przetarte czy odkształcone ogniwo eliminuje łańcuch z użycia.
Łańcuchów nie wolno łączyć ani sztukować za pomocą drutów, śrub z nakrętkami itp.
Dozwolone jest łączenie łańcuchów ogniwowych ogniwami łącznikowymi zamykanymi za
pomocą zgrzewania, spawania lub specjalnych śrub. Ważnym elementem dźwignic są haki.
Należy używać tylko haki będące w dobrym stanie technicznym, bez pęknięć i z nie wytartą
nadmiernie gardzielą. Jeżeli wymiary gardzieli haka zwiększyły się, wskutek rozgięcia,
więcej niż o 10% w stosunku do wymiaru początkowego, hak należy wymienić. Nie wolno
używać haków nieatestowanych.
Haki służą do zawieszania ładunków bezpośrednio lub za pośrednictwem odpowiednio
ukształtowanych uch oraz pętli linowych albo łańcuchowych. Typy i rodzaje haków ustala
PN-74/M-84500. Do podnoszenia ładunków o wysokiej temperaturze stosuje się haki płytowe
jednorożne (wg PN82/M85556) złożone z kilku pasów blachy odpowiednio ukształtowanych,
między którymi szczeliny wypełnia się czasem wkładkami azbestowymi. Stosuje się również
haki w kształcie pałąków, tzw. uszaki.
W celu umożliwienia obracania haka z obciążeniem, zawieszonego bezpośrednio na linie,
stosuje się tzw. sprzęgi, a w przypadku układów wielolinowych – zblocza (rys. 18b), których
podział, główne wymiary i wymagania techniczne ustala norma PN-80/M-84650.00 do 13.
Do zawieszania ładunków na haku stosuje się:
−
wiązania, pętle lub zawiesia cięgnowe i chwytowo-zaczepowe wg PN-82/M-84700 oraz
PN-84/M-84701 i 84702 i cykl norm przedmiotowych (PN-84/M-84710 i in.),
−
uchwyty
kleszczowe
uchwyty
elektromagnetyczne,
używane
w
stalowniach,
walcowniach i na placach składowych do przenoszenia materiałów ferromagnetycznych,
oraz uchwyty pneumatyczne, służące do transportu materia łów płytowych za pomocą
ssawek przykładanych do ich powierzchni,
−
chwytaki dwu- lub wielołupinowe do transportu materiałów sypkich luzem, wśród
których rozróżnia się: chwytaki jednolinowe (o pojemności 0,75÷12m
3
), wielolinowe
(0,50÷10 m
3
), silnikowe (0,5÷8 m
3
) i hydrauliczne (0,63÷1,25 m
3
).
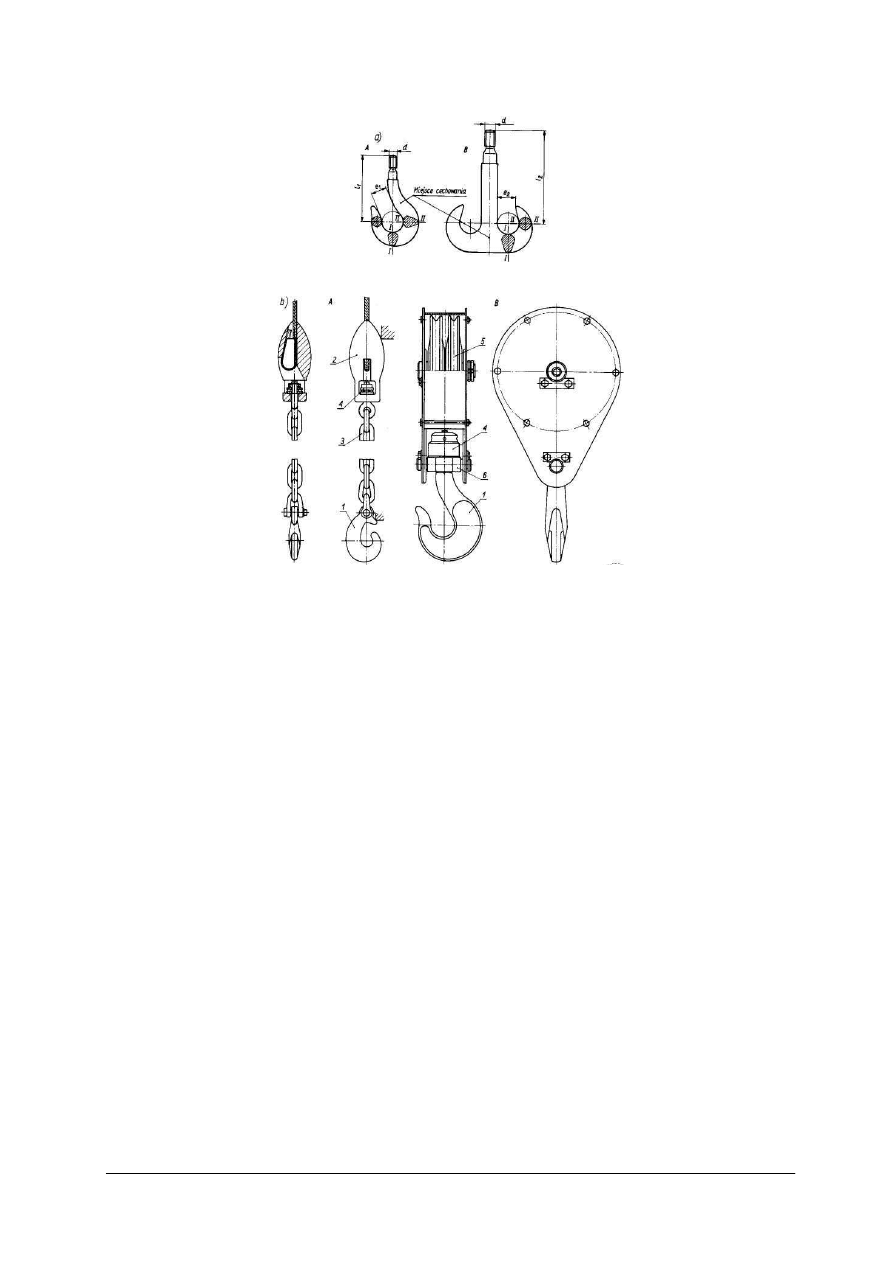
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 18. Haki dźwignicowe: a) konstrukcja haka (A – jednorożnego, B – dwurożnego), b) sposoby
zamocowania haka (A – w sprzęgu, B – w zbloczu); 1 – hak, 2 – obciążnik, 3 – odcinek łańcucha,
4 – zawieszenie haka, 5 – krążki linowe, 6 – trawersa [7, s. 553]
Cięgna
W dźwignicach stosuje się liny włókienne (zwykle konopne), częściej stalowe oraz
łańcuchy.
Liny konopne stosuje się do ręcznych wciągarek, wielokrążków i do wiązania łańcuchów.
Mają one małą wytrzymałość na rozciąganie (rzędu 40÷l40 MPa), są mało odporne na wilgoć
i łatwo się przecierają. Smołowanie i natłuszczanie częściowo uodparnia je na wilgoć, ale
zmniejsza wytrzymałość o 10÷15%.
Powszechnie stosuje się liny stalowe. Wykonuje się je z drutów stalowych o średnicy
0,5÷2 mm i wytrzymałości 1400÷2000 MPa, których wiązki skręca się w żyły, te zaś,
skręcone wokół rdzenia stalowego lub konopnego, tworzą linę współzwitą lub przeciwzwitą.
Podział i zasady budowy oznaczeń lin ustala norma PN-68/M-80200, a wymagania
techniczne – PN 68/M-80201.
Liny łączy się przez splatanie na długości równej, co najmniej 800 średnic w przypadku
lin przeciwzwitych i 1000 średnic przy linach współzwitych albo przez zaprasowywanie
w specjalnych tulejkach. Końcówki lin zamocowuje się zazwyczaj za pomocą kausz
(sercówek) i splecenie wolnego końca lub za pomocą klina i łączenia zaciskami.
Łańcuchy stalowe ogniwowe techniczne kalibrowane i spawane lub zgrzewane stosuje
się jako cięgna nośne przy udźwigu do 150 t i prędkości do 0,75 m/s oraz jako cięgna służące
do przemieszczania i podnoszenia ładunków przy napędzie ręcznym. Przy udźwigu rzędu
15÷30 t i prędkości do 0,5 m/s stosuje się łańcuchy sworzniowo-płytkowe, pewniejsze
w pracy od łańcuchów ogniwowych, lecz znacznie cięższe i droższe. Wykonuje się je ze stali
o wytrzymałości 500÷600 MPa.
Krążki i koła linowe. Krążki linowe służą do podtrzymywania i zmiany kierunku
lub wyrównywania obciążenia i długości liny. Osadza się je na osiach stałych, zamocowanych
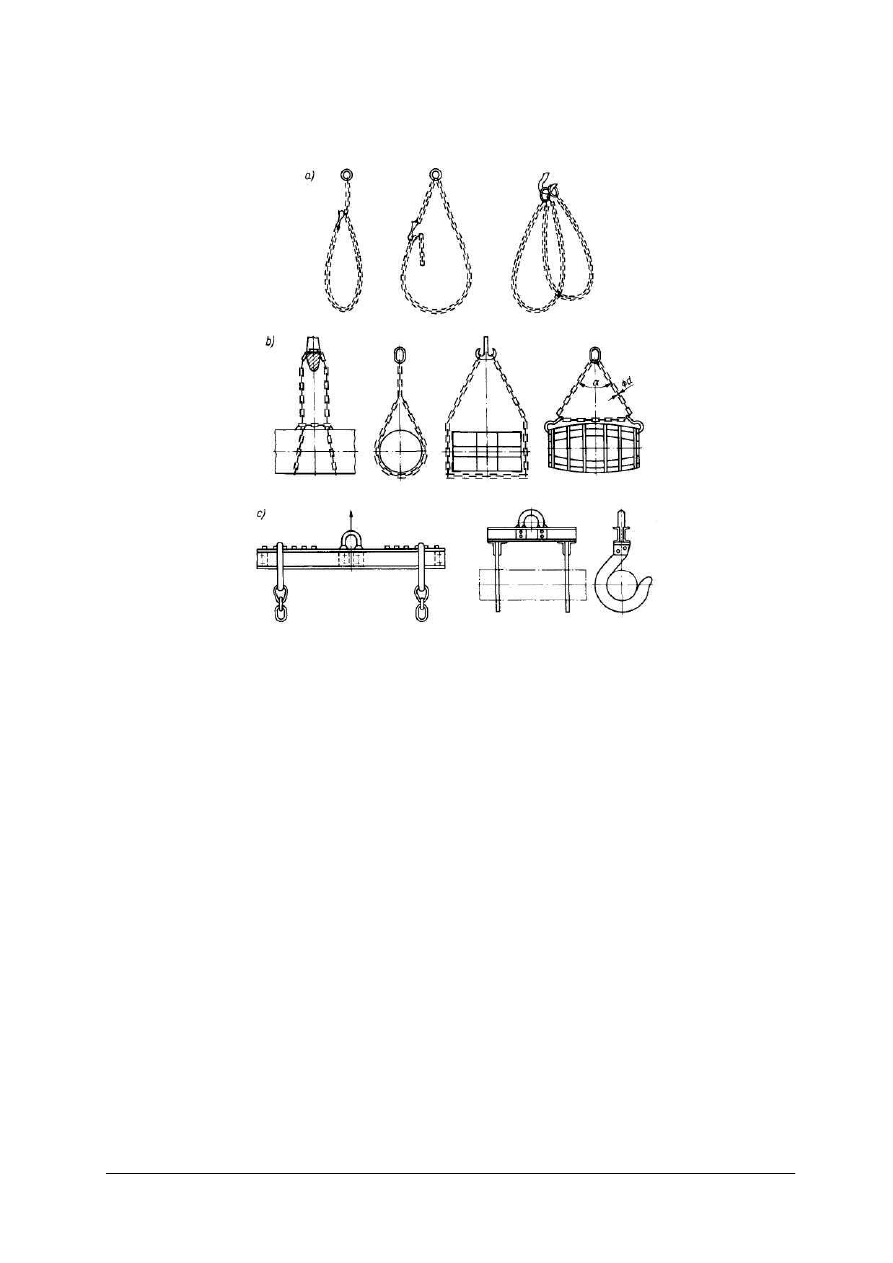
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
w stałych punktach konstrukcji nośnej lub przesuwnych i łożyskowanych ślizgowo albo
tocznie.
Rys. 19. Sposoby zawieszania ładunków na haku za pomocą: a, b) zawiesi cięgnowych łańcuchowych,
c) zawiesi zaczepowych [7, s. 555]
Wyciągarki ręczne Każda ręczna wciągarka powinna być zaopatrzona w specjalny
rodzaj hamulca – korbę bezpieczeństwa. Zapadki uniemożliwiające wsteczny ruch wału
bębna nie zastępują korby bezpieczeństwa i instaluje się je niezależnie od tego urządzenia.
Dźwignice ze sterowaniem linkowym
Do włączania napięcia zasilania mogą mieć zamiast przycisku zatrzymywania, kluczyk,
wkładany i przekręcany w zamku kasety po wyjęciu, którego napięcie jest wyłączone.
Nastawnice lub sterowniki dźwignic uruchamiane za pomocą linek lub łańcuchów powinny,
po ustaniu siły ciągnącej, wracać do położenia spoczynkowego. Linki i łańcuchy powinny być
izolowane elektrycznie. Linki i łańcuchu powinny zwisać pod wolnym przejściem wzdłuż
hali.
Dźwignice o napędzie elektrycznym
Muszą być wyposażone w przycisk zatrzymywania, zainstalowany przy stanowisku
sterowniczym. Naciśnięcie tego przycisku powinno spowodować wyłączenie zasilania
wszystkich obwodów siłowych dźwignicy.
Pod pojęciem ręcznych prac transportowych rozumie się każdy rodzaj transportowania
lub podtrzymywania przedmiotów, ładunków lub materiałów przez jednego lub więcej
pracowników, w tym przemieszczanie ich poprzez unoszenie, podnoszenie, układanie,
pchanie, ciągnięcie, przenoszenie, przesuwanie, przetaczanie lub przewożenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Podstawowe wymagania BHP przy transporcie
Organizacja ręcznych prac transportowych, w tym stosowane metody pracy powinny
zapewnić w szczególności:
−
ograniczenie długotrwałego wysiłku fizycznego, w tym zapewnienie odpowiednich
przerw w pracy na odpoczynek,
−
wyeliminowanie nadmiernego obciążenia układu mięśniowo-szkieletowego pracownika,
a zwłaszcza urazów kręgosłupa, związanych z rytmem pracy wymuszonym procesem
pracy,
−
ograniczenie do minimum odległości ręcznego przemieszczania przedmiotów,
−
uwzględnienie wymagań ergonomii.
Przy ręcznym przemieszczaniu przedmiotów - tam gdzie jest to możliwe - należy
zapewnić sprzęt pomocniczy odpowiednio dobrany do ich wielkości, masy i rodzaju,
zapewniający bezpieczne i dogodne wykonywanie pracy,
Przedmiot przemieszczany ręcznie nie powinien ograniczać pola widzenia pracownika.
Przy pracach związanych z ręcznym przemieszczaniem przedmiotów należy zapewnić
wystarczającą przestrzeń, zwłaszcza w płaszczyźnie poziomej, umożliwiającą zachowanie
prawidłowej pozycji ciała pracownika podczas pracy.
Wózki widłowe i kołowe
Transport poziomy odbywa się w warsztatach samochodowych najczęściej przy użyciu
różnego rodzaju wózków platformowych ręcznych lub z napędem mechanicznym
oraz wózków podnośnikowych.
Transport wózkami ręcznymi
Wszystkie wózki muszą być w dobrym stanie technicznym, kompletne oraz codziennie
przed rozpoczęciem pracy sprawdzane. Wózki używane na pochyleniach powinny być
wyposażone w sprawnie działające hamulce. Wózki dwukołowe muszą być zaopatrzone
w urządzenia do unieruchamiania kół w czasie, gdy wraz z ładunkiem są pochylone,
w ochraniacze dłoni na rękojeściach oraz w szelki ułatwiające transport ciężkich ładunków.
Koła wózków powinny być osadzone na łożyskach tocznych i ogumione. Masa wózka nie
powinna przekraczać 150kg. Wskazane jest, aby na wózkach umieszczony był napis
określający ich nośność.
Transport wózkami jezdniowymi z napędem
Wózki te powinny mieć stanowisko kierowcy zabezpieczone: osłonami chroniącymi
przed urazami w razie kolizji oraz umożliwiającymi szybkie opuszczenie wózka.
Powierzchnia pomostu przeznaczonego dla
kierowcy wózka musi mieć powierzchnię
zabezpieczającą przed poślizgnięciem się. Wózek powinien być wyposażony w sprawnie
działający sygnał dźwiękowy, światła przednie oraz światła tylne, w tym hamowania „stop”.
Wyłącznik prądu w wózkach elektrycznych powinien być sprzężony z hamulcem, aby po
włączeniu hamulca następowało jednoczesne wyłączenie prądu. W wózkach z silnikami
spalinowymi wylot rury wydechowej musi być umieszczony tak, aby spaliny nie zagrażały
kierowcy.
Przy transporcie wózkami należy przestrzegać następujących, podstawowych zasad:
−−−−
kierowca wózka musi mieć odpowiednie, potwierdzone świadectwami kwalifikacje,
−−−−
wszystkie wózki powinny być w dobrym stanie technicznym,
−−−−
nie wolno obciążać wózka ponad jego nośność,
−−−−
ładunek nie może wystawać poza obrys pojazdu ani przesłaniać pola widzenia,
−−−−
przedmioty cięższe powinny być ładowane niżej,
−−−−
na platformach ładunkowych ani widłach wózków nie wolno przewozić ludzi,
−−−−
przetaczane' wózki ręczne należy pchać z boku lub z tyłu przy narożnikach,
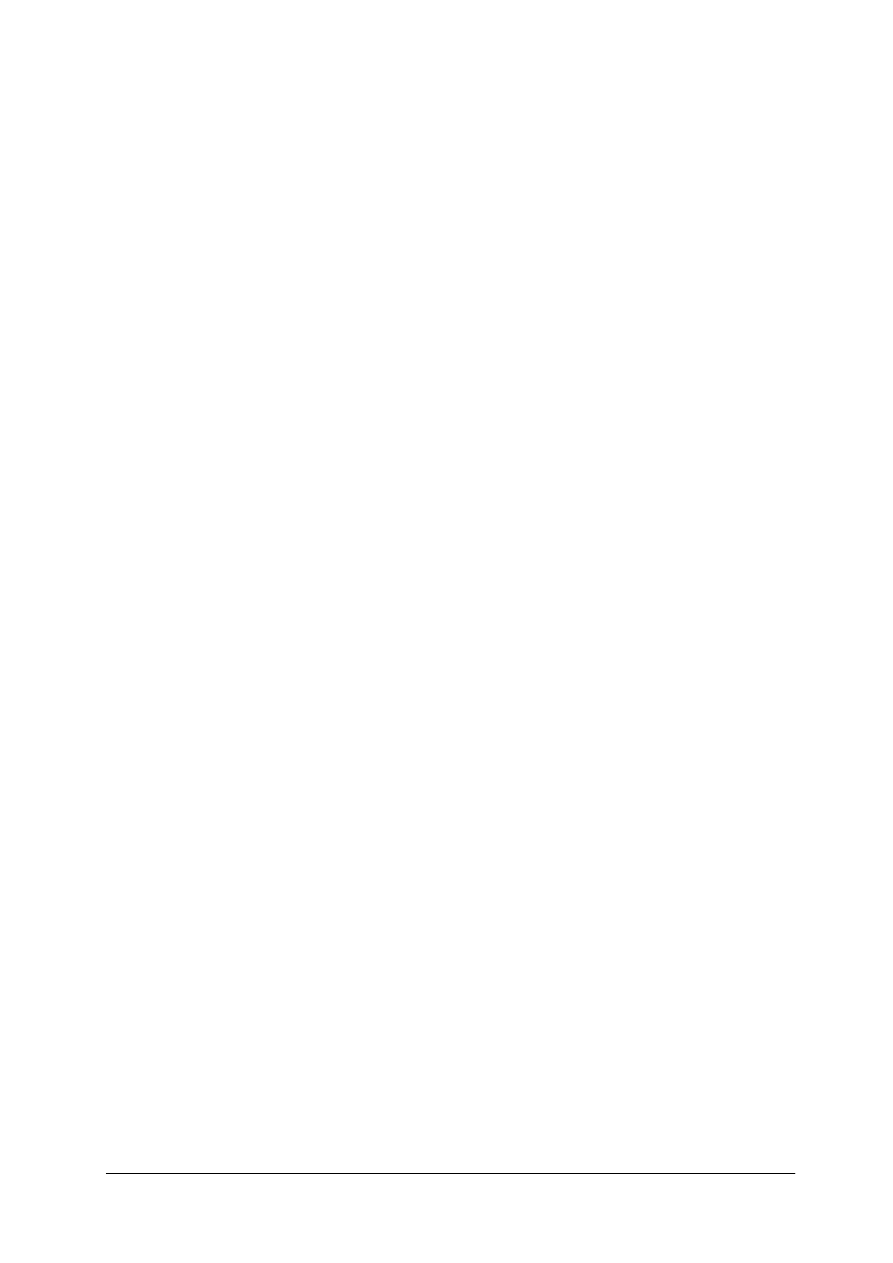
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
−−−−
zabronione jest używanie wózków z silnikami spalinowymi w magazynach paliw
i materiałów łatwopalnych oraz używanie w pomieszczeniach wózków spalinowych
napędzanych benzyną etylizowaną,
−−−−
nie wolno gwałtownie hamować obciążonego wózka,
−−−−
ciśnienie w oponach powinno być zgodne z instrukcją
−−−−
nie należy używać wózków w pomieszczeniach niedostatecznie oświetlonych,
−−−−
nie można podnosić ładunku na jednym zębie wideł,
−−−−
nie można wchodzić lub schodzić z wózka w czasie jazdy,
−−−−
podczas załadunku wózek powinien być ustawiony poziomo,
−−−−
nie można jeździć z ładunkiem podniesionym na widłach do góry,
−−−−
nie wolno podtrzymywać bezpośrednio rękami ładunku podczas transportu,
−−−−
nie można wjeżdżać wózkiem z napędem na pochylnie o nachyleniu większym niż jest to
dozwolone w jego dokumentacji techniczno-uchowej,
−−−−
pozostawianie wózka bez zabezpieczenia go przed uruchomieniem przez osoby
postronne,
−−−−
oddalanie się kierowcy od wózka, jeśli silnik jego pracuje lub ładunek jest podniesiony,
−−−−
pozostawianie wózka na drogach komunikacyjnych oraz zatrzymywanie na zjazdach
i pochylniach,
−−−−
przebywanie lub przechodzenie ludzi pod podniesionym ładunkiem.
W czasie jazdy wychylny maszt wózka należy maksymalnie pochylić do tyłu,
a w wózkach mających maszt stały, wychylić do góry ruchome widły. Prędkość jazdy należy
dostosować do rozmiarów i rodzaju ładunku, stanu jezdni i jej pochylenia oraz trasy
przejazdu. Nie wolno doprowadzić do rozkołysania ładunku. Przy przemieszczaniu ładunków
przestrzennych, które utrudniają obserwację drogi, należy jechać tyłem. Na wzniesienia trzeba
wjeżdżać przodem, a zjeżdżać tyłem.
Przy transporcie ciężkich opon samochodowych i ciągnikowych zaleca się stosowanie
trzpienia lub innego wyposażenia ułatwiającego i usprawniającego transport. Poza drogami
dla pojazdów i dla pieszych w niektórych warsztatach mogą znajdować się drogi dla wózków
służących do transportu różnego rodzaju ładunków. Drogi dla wózków ręcznych jezdniowych
powinny mieć nawierzchnię twardą, równą i gładką. Szerokość tych dróg powinna
uwzględniać przewidywany rodzaj ruchu (transport jedno lub dwukierunkowy, ruch pieszy,
kołowy). Nawierzchnia dróg transportowych powinna być utwardzona, gładka, odporna na
ś
cieranie, o dobrej przyczepności i niewytwarzająca kurzu, nienasiąkliwa oraz łatwo
zmywalna.
Rodzaje transportu ręcznego
Transport ręczny dzielimy na transport:
−
ręczny bezpośredni,
−
ręczny przy użyciu sprzętu pomocniczego i narzędzi pomocniczych,
−
zmechanizowany o napędzie ręcznym.
Wszystkie te rodzaje transportu mogą być wykonywane przez pojedynczych
pracowników lub przez grupę pracowników, stąd podział na transport indywidualny
i zespołowy. Poniżej zostaną przedstawione podstawowe ręczne urządzenia służące do
podnoszenia, przenoszenia i przewożenia ciężarów.
Urządzenia do podnoszenia ciężarów
Dla ułatwienia podnoszenia ciężarów stosuje się szereg urządzeń pomocniczych, jak:
−
różnego rodzaju krążki i wielokrążki,
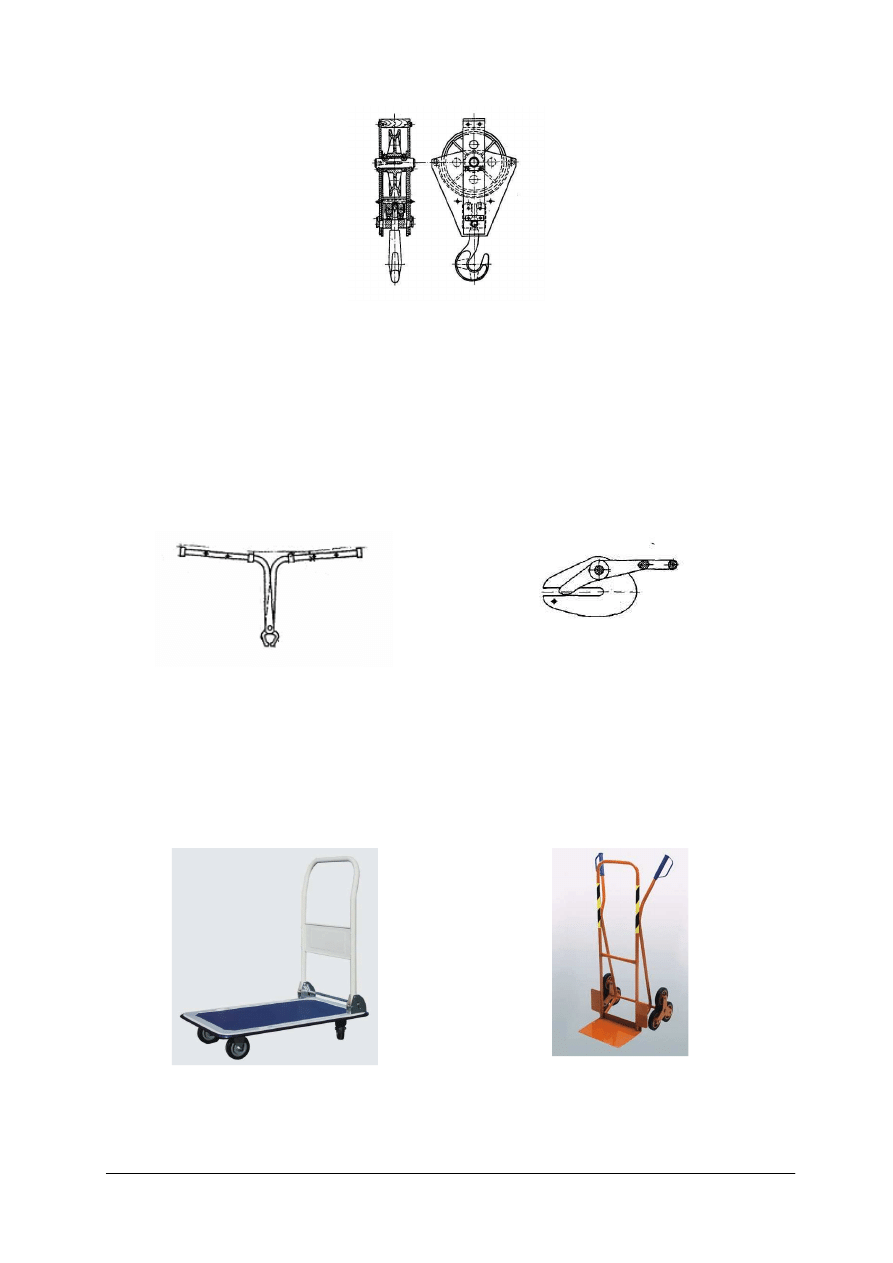
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 20. Wielokrążek [1, s. 661]
−
wciągniki, wciągarki,
−
dźwigniki ręczne (lewary, podnośniki),
−
dźwignie,
−
suwnice pomostowe z napędem ręcznym,
−
ż
urawie z napędem ręcznym.
Urządzenia do przenoszenia ciężarów
Stosowanie sprzętu pomocniczego przy ręcznym przenoszeniu ciężarów pozwala na
usprawnienie tej czynności. Używa się do tych celów różnego rodzaju drążków, dźwigaczy,
kleszczy samozaciskowych (do szyn), uchwytów szczękowych.
Rys. 21. Ręczny uchwyt kleszczowy do dłużyc
[1, s. 665]
Rys. 22. Ręczny uchwyt szczękowy do blach
[1, s. 665]
Urządzenia do przewożenia ciężarów
W transporcie ręcznym do przewożenia ciężarów stosuje się różnego rodzaju wózki
jedno- lub wielokołowe,
−
wózki jezdniowe ręczne,
−
wózki jezdniowe podnośne.
Rys. 23. Wózek czterokołowy [12]
Rys. 24. Wózek dwukołowy [12]
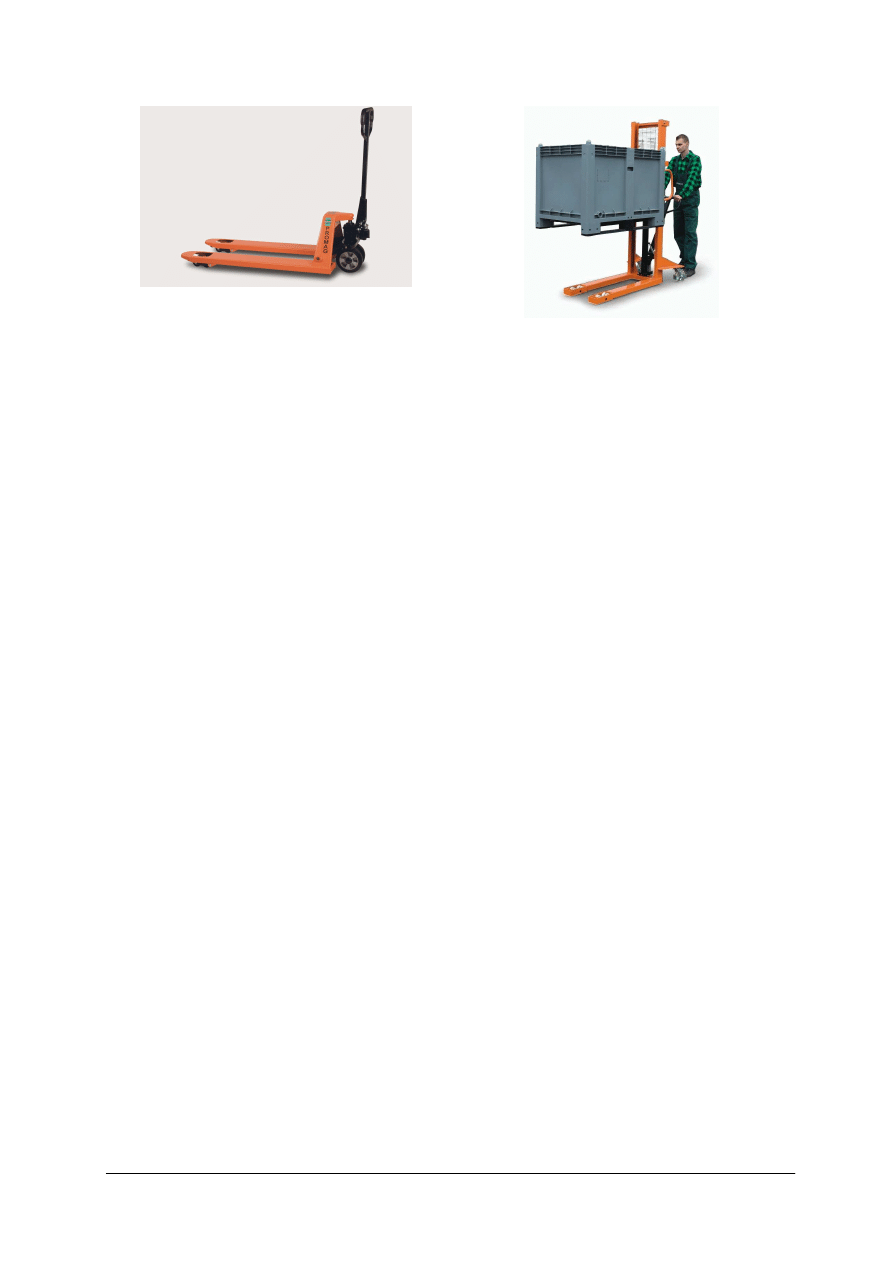
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 25. Wózek paletowy [12]
Rys. 26. Wózek podnośnikowy [12]
Transport indywidualny i zbiorowy
Przy transporcie ręcznym zabrania się zatrudniania osób, których stan zdrowia nie
pozwala na wykonywanie tego rodzaju pracy, a w szczególności osób z poważnymi
chorobami serca, niemych, głuchych i o słabym wzroku, epileptyków i chorych umysłowo,
cierpiących na przepuklinę. Dopuszczalne normy podnoszenia i przenoszenia ciężarów przez
jednego dorosłego mężczyznę wynoszą:
–
50 kg – gdy praca ma charakter dorywczy, a odległość przenoszenia nie przekracza 25 m
lub wysokość podnoszenia wynosi mniej niż 4,0 m,
–
45 kg – przy pracy dorywczej i odległości przenoszenia do 75 m lub przy pracy stałej
i odległości przenoszenia do 25m,
–
40 kg – przy pracy stałej i odległości przenoszenia do 75 m.
Zabrania się przetaczania przez jednego pracownika:
–
po terenie płaskim – beczek o ciężarze większym niż 300 kg,
–
po pochylni – beczek o ciężarze ponad 50kg,
–
po pochylniach o kącie nachylenia większym niż 30°– beczek.
Przedmioty o ciężarze większym niż 50 kg powinny być przenoszone zespołowo.
Podczas doboru pracowników do zespołowego dźwigania ciężarów należy uwzględnić ich
siłę, wzrost i wiek. Przedmioty o długości przekraczającej 4 m i ciężarze większym niż 50 kg
powinny być przenoszone przez odpowiednio większą liczbę osób, nie mniejszą jednak niż
dwie.
Przy zespołowym przenoszeniu elementów o ciężarze większym niż 300 kg pracownicy
powinni być wyposażeni w liny, pasy lub inny sprzęt ułatwiający wykonanie tej pracy,
zapewniający bezpieczeństwo. Przenoszenie ciężarów od 500 do 750 kg powinno odbywać
się pod nadzorem doświadczonego pracownika, przy zachowaniu wszelkich możliwych
ś
rodków ostrożności. Zespołowe przenoszenie ciężarów większych niż 750 kg jest
dopuszczalne tylko
w wyjątkowych wypadkach, gdy na zastosowanie urządzeń
mechanicznych nie pozwalają względy techniczne. Zespołowym przenoszeniem ciężarów
powinna kierować jedna wyznaczona osoba, której obowiązkiem jest wydawanie głośnych,
wyraźnych poleceń.
Podczas wykonywania prac transportowych należy stosować sprzęt pomocniczy
w postaci: kleszczy, drążków, pasów, lin, taczek, wózków.
Podczas przenoszenia przedmiotów długich i ciężkich na ramionach należy:
–
używać naramienników ochronnych,
–
ciężar podnosić na komendę, równomiernie i jednocześnie przez wszystkich
pracowników,
–
ciężar przenosić na ramionach lewych lub prawych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Ciekłe materiały szkodliwe dla zdrowia, gorące itp. mogą być przenoszone przez jedną
osobę, gdy ich ciężar nie przekracza 25 kg i przez dwie osoby, gdy ich ciężar jest większy niż
25 kg.
Transport mechaniczny
W zakładzie pracy mechaniczny transport wewnętrzny jest dzielony na:
1)
transport składowo-magazynowy,
2)
transport produkcyjny, który można dodatkowo podzielić na:
–
transport międzywydziałowy,
–
transport wewnątrzwydziałowy,
–
transport stanowiskowy,
–
transport międzystanowiskowy.
Jest on realizowany przez środki transportu o ruchu:
–
przerywanym (np. dźwigi, dźwignice, wózki jezdniowe, wózki szynowe),
–
ciągłym (np. przenośniki, pompy z rurociągami, sprężarki, wentylatory, dmuchawy).
Ś
rodki transportu można również podzielić w zależności od kierunku przemieszczania
ładunku na przeznaczone do:
–
transportu pionowego,
–
transportu poziomego,
–
transportu mieszanego.
Z uwagi na duże zagrożenie dla pracowników środkami transportu, stosowanymi
w zakładzie, należy ściśle przestrzegać obowiązujących w tym zakresie przepisów oraz zasad
bezpieczeństwa i higieny pracy.
Podstawowe zasady bezpieczeństwa przy obsłudze urządzeń transportowych:
–
dobry stan techniczny urządzenia, potwierdzony odpowiednim wpisem do dokumentacji
eksploatacyjnej urządzenia,
–
dobry stan techniczny nawierzchni, po której poruszają się urządzenia transportowe,
–
odpowiednie przeszkolenie zawodowe pracowników obsługujących urządzenia
transportowe oraz odpowiednie uprawnienia, jeżeli są wymagane,
–
stosowanie tylko atestowanych materiałów do elementów wyposażenia urządzeń do
transportu pionowego, takich jak: łańcuchy, liny, haki, bębny, krążki,
–
odpowiednie oświetlenie terenu obsługiwanego przez urządzenie transportowe,
–
sprawna sygnalizacja.
Rys. 27. Wózek widłowy czołowy spalinowy [12]
Rys. 28. Wózek wysokiego składowania [12]
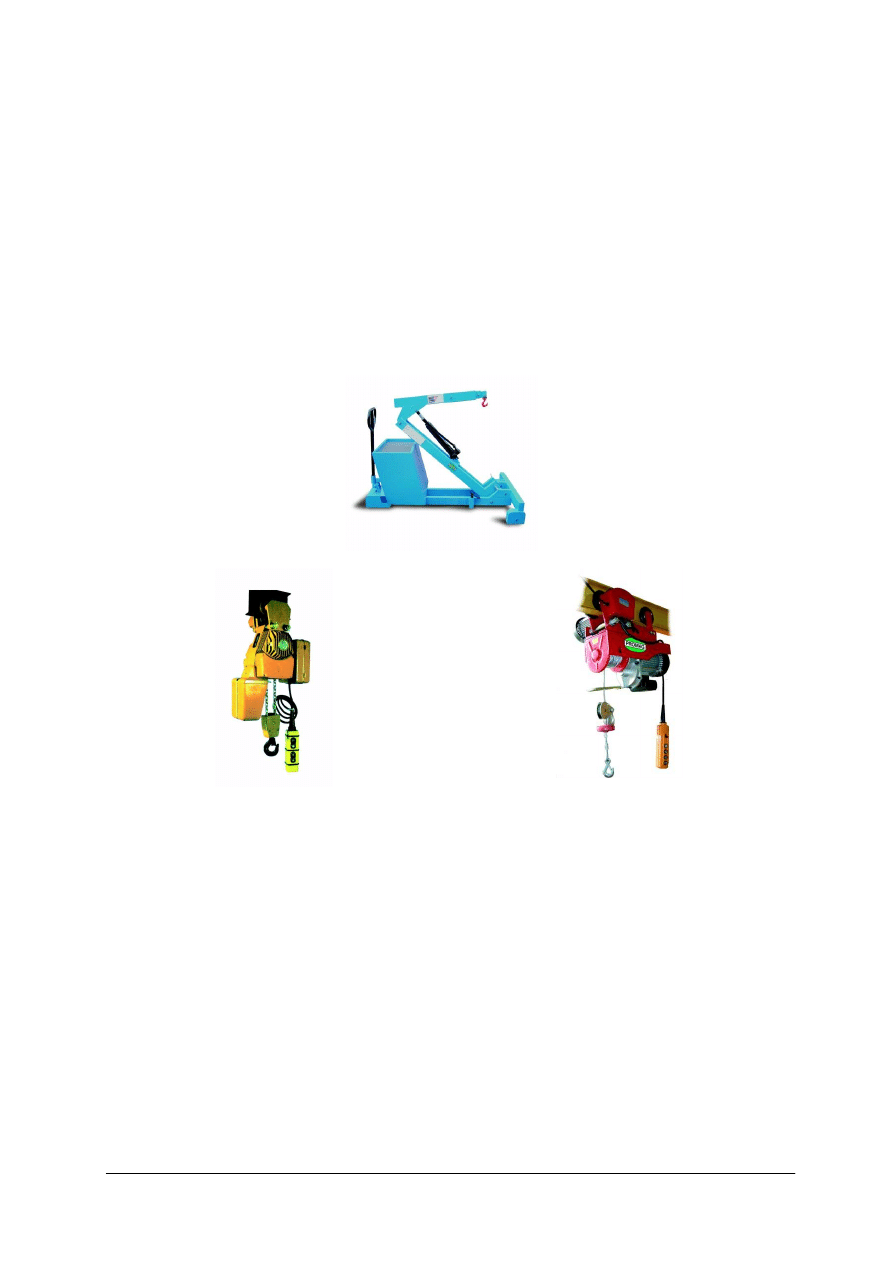
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Transport dźwignicowy
Transport za pomocą dźwignic podlega, ze względu na duże zagrożenie, pod dozór
techniczny. Dźwignice – środki transportu o zasięgu ograniczonym i ruchu przerywanym,
przeznaczone do przemieszczania osób lub ładunków - dzielą się na:
a)
maszyny służące do przemieszczania ładunków w ograniczonym zasięgu:
–
wciągarki i wciągniki, suwnice,
–
ż
urawie,
–
układnice,
–
dźwigniki (podnośniki),
–
wyciągi towarowe,
–
przenośniki okrężne kabinowe i platformowe,
–
wózki jezdniowe podnośnikowe z mechanicznym napędem podnoszenia,
b)
dźwigi do transportu ładunków, dźwigi budowlane i dźwigi towarowe małe.
Rys. 29. śuraw z przeciwwagą [12]
Rys. 30. Wciągarka łańcuchowa [12]
Rys. 31. Wciągarka elektryczna linowa [12]
Transport za pomocą przenośników
Transport materiałów stałych w sposób ciągły odbywa się za pomocą różnego rodzaju
przenośników w zależności od:
–
własności fizycznych materiału przenoszonego,
–
stosowanej technologii,
–
kierunku ruchu (pionowe, poziome, mieszane).
Przenośniki, z uwagi na odrębność konstrukcyjną, dzielą się na dwie zasadnicze grupy:
–
przenośniki cięgnowe (taśmowe, członowe, kubełkowe, zabierakowe, ciągnąco- niosące),
–
przenośniki bezcięgnowe (grawitacyjne, wałkowe napędzane, ślimakowe, wstrząsowe,
hydrauliczne, pneumatyczne).
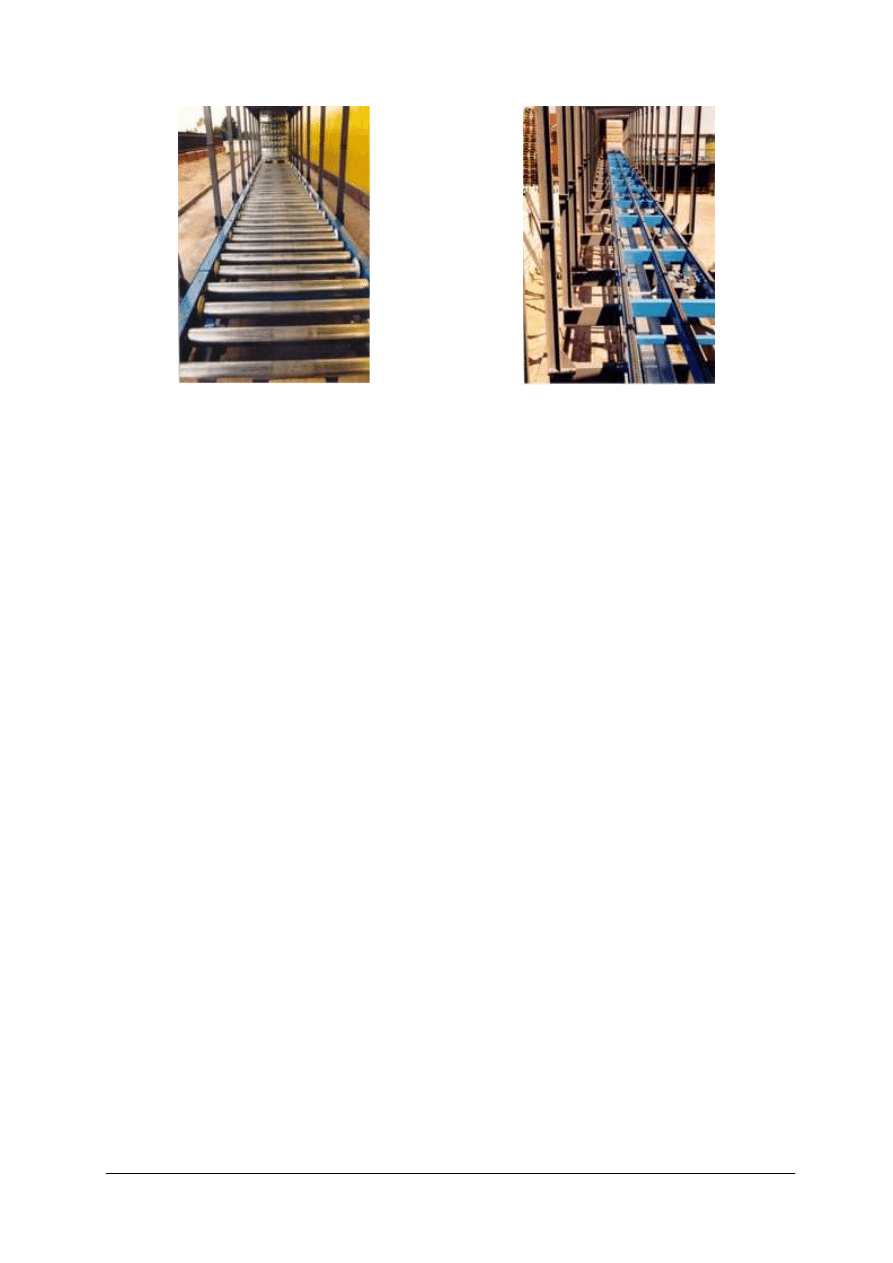
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 32. Przenośnik wałkowy [10]
Rys. 33. Przenośnik łańcuchowy [10]
Magazyny – budynki i budowle przeznaczone do przechowywania wszelkich zapasów
noszą nazwę budowli magazynowych, które dzielimy na:
−
budowle magazynowe zamknięte (budynki jedno- i wielokondygnacyjne o różnej
konstrukcji, zbiorniki, zasobniki, silosy),
–
budowle magazynowe otwarte (ogrodzone składowiska, place składowe do
magazynowania zapasów odpornych na warunki atmosferyczne),
–
budowle magazynowe półotwarte (wiaty, otwarte zbiorniki).
Budynki magazynowe powinny zapewniać:
–
oświetlenie naturalne, dzienne, najlepiej górne,
–
oświetlenie sztuczne (elektryczne),
–
wentylację – stosowaną w przypadku możliwości wydzielania się szkodliwych, palnych
lub wybuchowych gazów, oparów lub pyłów,
–
drogi transportowe – w magazynie powinny być zachowane szerokości dróg
transportowych, zgodnie z Polską Normą, dla bezsilnikowych i silnikowych środków
transportowych,
–
podłoga – równa, nieśliska, niepyląca i bez progów pomiędzy pomieszczeniami,
–
temperatura – minimalna w magazynie określana jest w zależności od czasu przebywania
pracowników,
–
wyjście z magazynu – wychodzące na drogi szynowe powinno być zabezpieczone
poprzecznymi poręczami ochronnymi lub w inny sposób,
–
bramy – powinny być zaopatrzone w zabezpieczenia przed samoczynnym zamykaniem
się.
Wyposażenie magazynu
Do wyposażenia magazynu należą:
a)
urządzenia do składowania:
–
regały różnych typów (stałe, przesuwne, szufladowe),
–
stojaki, służące do składowania różnych materiałów np. kątowników, blach,
–
wieszaki – stałe, przenośne do zawieszania np. zwojów drutu, lin,
–
palety – stosowane także jako jednostki ładunkowe,
–
inne, o specjalnej konstrukcji i przystosowane do składowania np. butli z gazami
technicznymi, beczek, bębnów,
b)
urządzenia transportowe:
–
wózki jezdniowe ręczne,
–
wózki jezdniowe z napędem silnikowym (sztaplarki, wózki platformowe),
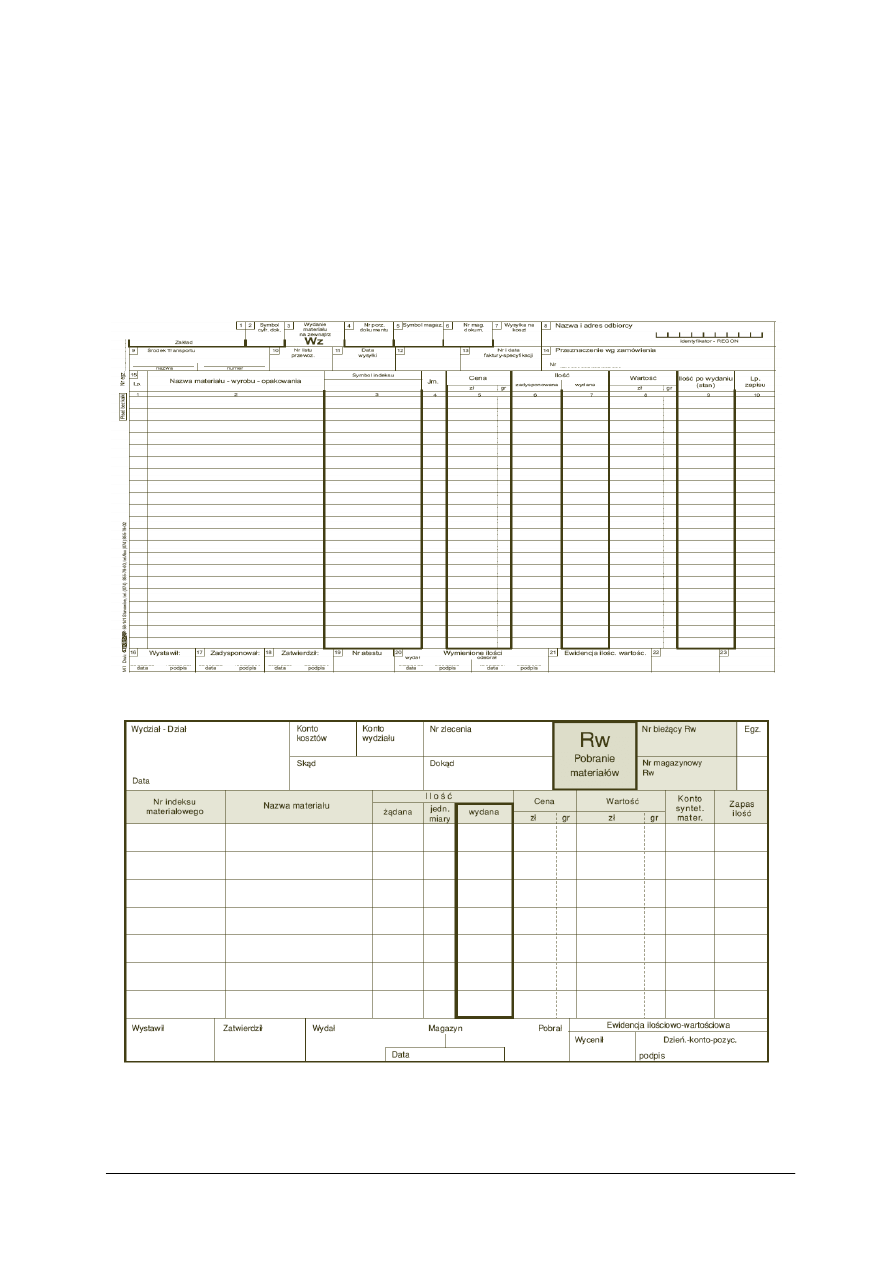
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
–
przenośniki do transportu pionowego, poziomego (np. przenośniki taśmowe,
ś
limakowe, redlery, elewatory),
–
ładowarki – stosowane do transportu materiałów sypkich,
–
dźwignice,
c)
wyposażenie pomocnicze:
–
przyrządy pomiarowe (wagi, miary, suwmiarki, mikrometry, termometry),
–
inne przyrządy pomocnicze (pokrowce, taśmy, pasy, drabinki),
–
narzędzia pomocnicze (młotki, obcęgi, przecinaki).
Przykład dokumentacji magazynowej
Rys. 34. Dokument wydania materiału na zewnątrz [12]
Rys. 35. Dokument pobranie materiałów [12]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Podstawowe zasady bezpieczeństwa przy pracy z urządzeniami magazynowymi
Materiały i inne przedmioty powinny być magazynowane w pomieszczeniach i miejscach
do tego przeznaczonych. Pomieszczenia magazynowe powinny spełniać wymagania
bezpieczeństwa, stosownie do rodzaju i właściwości składowanych w nich materiałów.
Przy składowaniu materiałów należy:
−
określić dla każdego rodzaju składowanego materiału miejsce, sposób i dopuszczalną
wysokość składowania,
−
zapewnić, aby masa składowanego ładunku nie przekraczała dopuszczalnego obciążenia
urządzeń przeznaczonych do składowania (regałów, podestów),
−
zapewnić, aby masa składowanego ładunku, łącznie z masą urządzeń przeznaczonych do
jego składowania i transportu, nie przekraczała dopuszczalnego obciążenia podłóg
i stropów, na których odbywa się składowanie, wywiesić czytelne informacje
o dopuszczalnym obciążeniu podłóg stropów i urządzeń przeznaczonych do składowania.
Regały, stojaki
Regały
powinny
mieć
odpowiednio
wytrzymałą
i
stabilną
konstrukcję
oraz zabezpieczenia przed ich przewróceniem się. Szerokość odstępów między regałami
powinna być odpowiednia do stosowanych środków transportu oraz powinna umożliwiać
bezpieczne operowa nie tymi środkami i ładunkami. Sposób układania materiałów na
regałach i ich zdejmowania nie może stwarzać zagrożeń dla bezpieczeństwa pracowników.
Przedmioty łatwo tłukące się, niebezpieczne substancje i preparaty chemiczne oraz materiały
o największej masie powinny być składowane na najniższych półkach regałów. Przedmioty,
których wymiary, kształt i masa decydują o ich indywidualnym sposobie składowania,
powinny być ustawiane lub układane stabilnie, z uwzględnieniem położenia ich środka
ciężkości, tak aby zapobiec ich wywróceniu się lub spadnięciu.
Regały wspornikowe:
−
regał przeznaczony jest do składowania towarów, których długość przekracza dostępne
długości belek w innych systemach regałów.
−
system umożliwia dostęp do wszystkich artykułów na każdym poziomie.
Rys. 36. Regały wspornikowe [12]
Palety, pojemniki magazynowo-transportowe
Przy składowaniu materiałów w stosach należy zapewnić:
−
stateczność stosów poprzez składowanie na wysokość uzależnioną od rodzaju materiału
(ich wymiarów, masy, kształtu) oraz wytrzymałości opakowań,
−
wiązanie między warstwami,
−
układanie stosów tak, aby środek ciężkości przedmiotów składowanych pozostawał
wewnątrz obrysu stosów,
−
zachowanie odległości między stosami, umożliwiającej bezpieczne układanie
i przemieszczanie materiałów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 37. Pojemnik transportowo-agazynowy zamknięty lub otwierany
[12]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób można podzielić środki transportu dźwignicowego?
2.
Jakie wyróżnia się środki transportu zmechanizowanego?
3.
Jakie znasz rodzaje suwnic?
4.
Jakie są podstawowe wymagania bhp przy transporcie ręcznym?
5.
Jakie wyróżnia się środki transportu ręcznego?
6.
Jakie są zasady bezpieczeństwa przy obsłudze urządzeń transportowych?
7.
Jakich zasad bezpieczeństwa należy przestrzegać podczas obsługi urządzeń
magazynowych?
8.
Jakie jest podstawowe wyposażenie magazynu?
9.
W jakiej kolejności powinien być prowadzony rozładunek stosów?
4.4.3. Ćwiczenia
Ćwiczenie 1
Z magazynu należy dostarczyć na stanowisko pracy 250 kg masy ceramicznej.
Stanowisko pracy usytuowane jest w odległości około 40 m od magazynu. Dokonaj doboru
ś
rodków transportu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować polecenie ćwiczenia,
2)
zapoznać się ze środkami transportu ręcznego,
3)
wybrać odpowiedni środek transportu ręcznego i uzasadnić swój wybór,
4)
omówić zasady bezpiecznego transportu ręcznego wybranym środkiem transportu,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
charakterystyki środków transportu ręcznego i mechanicznego,
−−−−
przepisy dotyczące zasad bezpiecznej pracy z zastosowaniem środków transportu
ręcznego i mechanicznego,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
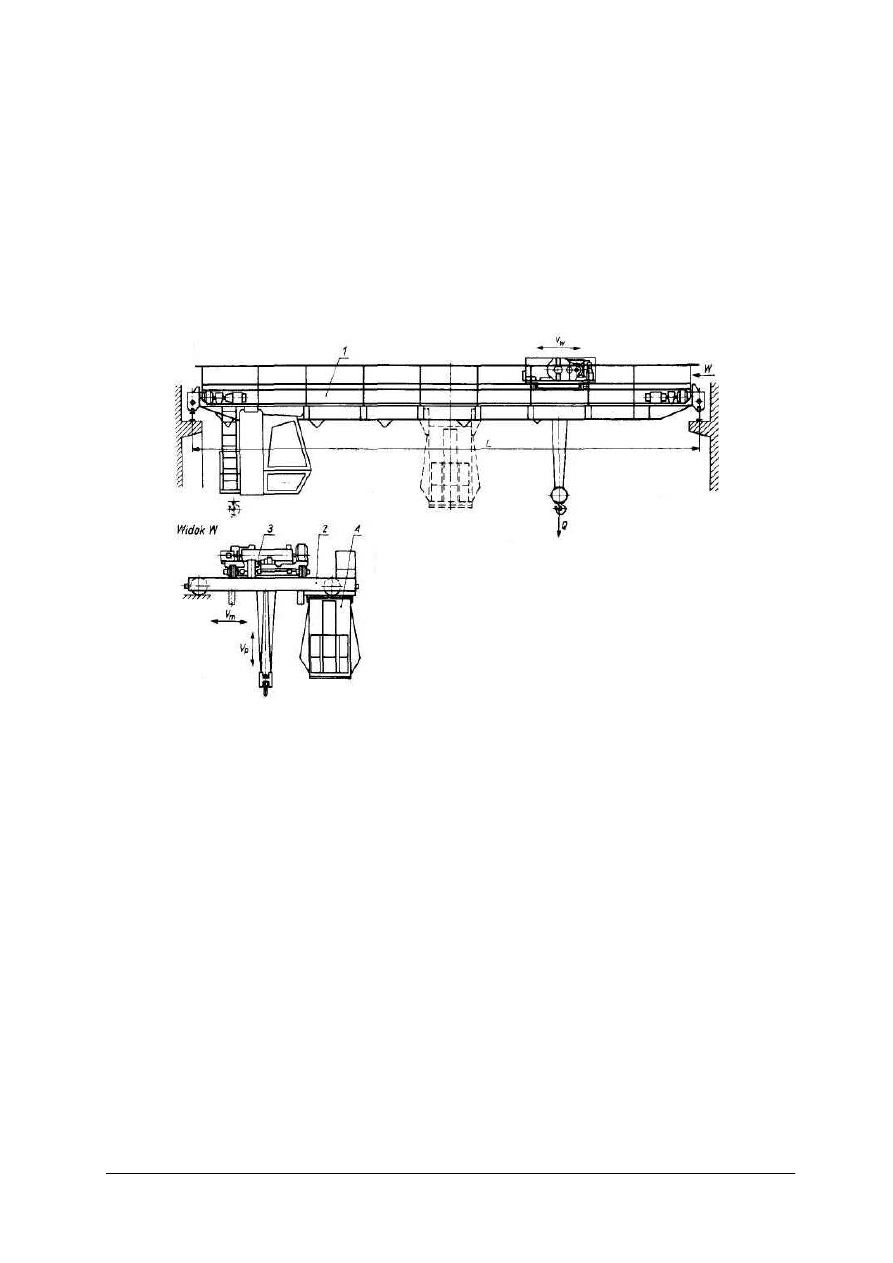
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Ćwiczenie 2
Rozpoznaj rodzaj prezentowanej suwnicy oraz elementy jej budowy wskazane na
rysunku.
Rysunek przedstawia
suwnicę:……………………………………………………………………..
1………………………………………………………………………………………….
2……………………………………………………………………………………….....
3………………………………………………………………………………….………
4………………………………………………………………………………………….
Rysunek do ćwiczenia 3 [7, s. 545]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać prezentowaną suwnicę.
2)
rozpoznać elementy suwnicy oznaczone numerami,
3)
zapisać nazwę suwnicy i nazwy rozpoznanych elementów we wskazanych miejscach,
4)
zaprezentować wyniki ćwiczenia,
5)
ocenić poprawność wyników ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
dokumentacja techniczno-ruchowa suwnicy,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Do magazynu dostarczono 1000kg surowca kaolinowego. Ustal miejsce składowania
materiału.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z opisami miejsc składowania materiałów ceramicznych,
2)
wskazać, gdzie należy przechowywać poszczególne materiały, biorąc pod uwagę ich
właściwości chemiczne i fizyczne,
3)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
opisy miejsc składowania materiałów ceramicznych oraz wykazy materiałów
ceramicznych z określeniem miejsc ich składowania,
−−−−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować urządzenia do ręcznego transportu materiałów?
2)
dobrać środki transportu ręcznego?
3)
scharakteryzować środki transportu mechanicznego?
4)
rozróżnić środki transportu zmechanizowanego?
5)
dobrać środki transportu zmechanizowanego?
6)
określić zasady bezpiecznej pracy przy transporcie zmechanizowanym?
7)
opisać
zasady
bezpieczeństwa
podczas
obsługi
urządzeń
magazynowych?
8)
wymienić podstawowe wyposażenie magazynu?
9)
wymienić zasady przechowywania i magazynowania wyrobów
ceramicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi– zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 11–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
8.
Czas trwania testu 45 minut.
9.
Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Procesem produkcyjnym nazywamy
a)
uporządkowany ciąg działań prowadzący do wytworzenia produktu.
b)
przypadkowy proces, który prowadzi do wytworzenia produktu.
c)
proces w wyniku kotnego samoistnie otrzymujemy produkt.
d)
pobranie materiału z magazynu.
2. Proces technologiczny jest
a)
pomocniczą częścią procesu produkcyjnego.
b)
główną częścią procesu produkcyjnego.
c)
oddzielną częścią realizowana niezależnie od procesu produkcyjnego.
d)
przestarzałym określeniem procesu produkcyjnego.
3. Napędem hydraulicznym nazywamy
a)
napęd o czynniku roboczym w postaci powietrza.
b)
napęd wykorzystujący ciecz o odpowiednim ciśnieniu.
c)
napęd typowo mechaniczny.
d)
dowolny napęd.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4. Zdanie … jest fałszywe
a)
oznakowanie CE powinno być umieszczone bezpośrednio na maszynie.
b)
oznakowanie CE powinno być umieszczone w instrukcji obsługi dołączonej do
maszyny.
c)
oznakowanie CE powinno być widoczne i czytelne.
d)
oznakowanie CE powinno mieć 3mm wysokości.
5. Dokumentacja techniczno-ruchowa nie zawiera
a)
wykazu części zapasowych.
b)
rysunków złożeniowych.
c)
schematów kinematycznych.
d)
rysunków wykonawczych.
6. Do wytłaczania wyrobów ceramicznych wykorzystuje się
a)
prasy ślimakowe.
b)
półautomaty odlewnicze.
c)
szlifierki piaskowe.
d)
pompa łopatkowa.
7. Wentylator jest sprężarką w której
a)
przyrost ciśnienia jest maksymalny
b)
przyrost ciśnienia jest minimalny.
c)
niema przyrostu ciśnienia.
d)
ciśnienie na wejściu jest znacznie większe niż ciśnienie na wyjściu
8. Do budowli magazynowych zamkniętych nie należy
a)
silos.
b)
zasobnik.
c)
ogrodzone składowisko.
d)
budynek jedno lub wielo kondygnacyjny.
9. Rysunek przedstawia
a)
ręczny uchwyt szczękowy do blach.
b)
ręczny uchwyt szczękowy do rur.
c)
ręczny uchwyt szczękowy do teowników.
d)
ręczny uchwyt szczękowy do ceowników.
10. W napędach elektro-pneumo-hydraulicznych
a)
silnik elektryczny napędza sprężarkę, a sprężony przez nią gaz napędza silnik
pneumatyczny i narzędzie.
b)
silnik pneumatyczny, najczęściej zasilany z układu centralnego, napędza pompę
cieczową, a pompowana przez nią ciecz napędza silnik hydrauliczny i narzędzie.
c)
sprężony gaz ze sprężarki napędzanej silnikiem elektrycznym jest podawany do
silnika pneumatycznego, który z kolei napędza silnik hydrauliczny i narzędzie.
d)
sprężony gaz jest doprowadzany do silnika pneumatycznego który silnik hydrauliczny
i narzędzie.
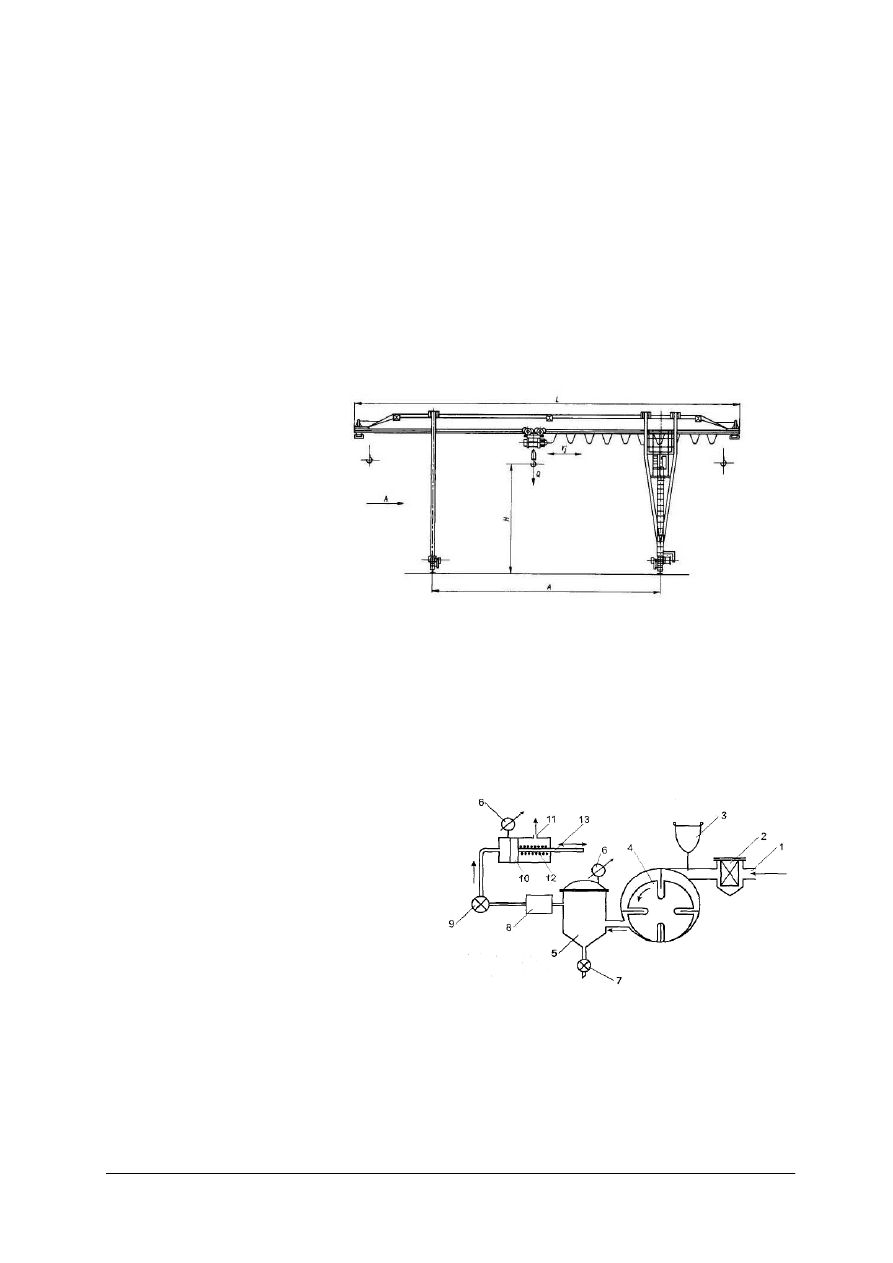
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
11. ESP jest to
a)
ekonomiczny system produkcyjny.
b)
elastyczny sposób produkcji.
c)
elastyczny system produkcyjny.
d)
ewidencja szacunkowa produkcji.
12. Karta technologiczna nie zawiera
a)
opisu operacji.
b)
numeru operacji.
c)
informacji o użytym oprogramowaniu CAD/CAM.
d)
informacji o oprzyrządowaniu.
13. Przedstawione na rysunku urządzenie transportowe to
a)
podest ruchomy.
b)
suwnica bramowa.
c)
suwnica kontenerowa.
d)
ż
uraw.
14. W skład właściwego napędu hydraulicznego nie wchodzą
a)
pompy.
b)
silniki hydrauliczne.
c)
zawory.
d)
przekładnie
15. Na rysunku przedstawiono
a)
schemat przemysłowego układu
pneumo-hydraulicznego.
b)
schemat przemysłowego układu
elektrycznego.
c)
schemat przemysłowego układu
hydraulicznego.
d)
schemat przemysłowego układu
pneumatycznego.
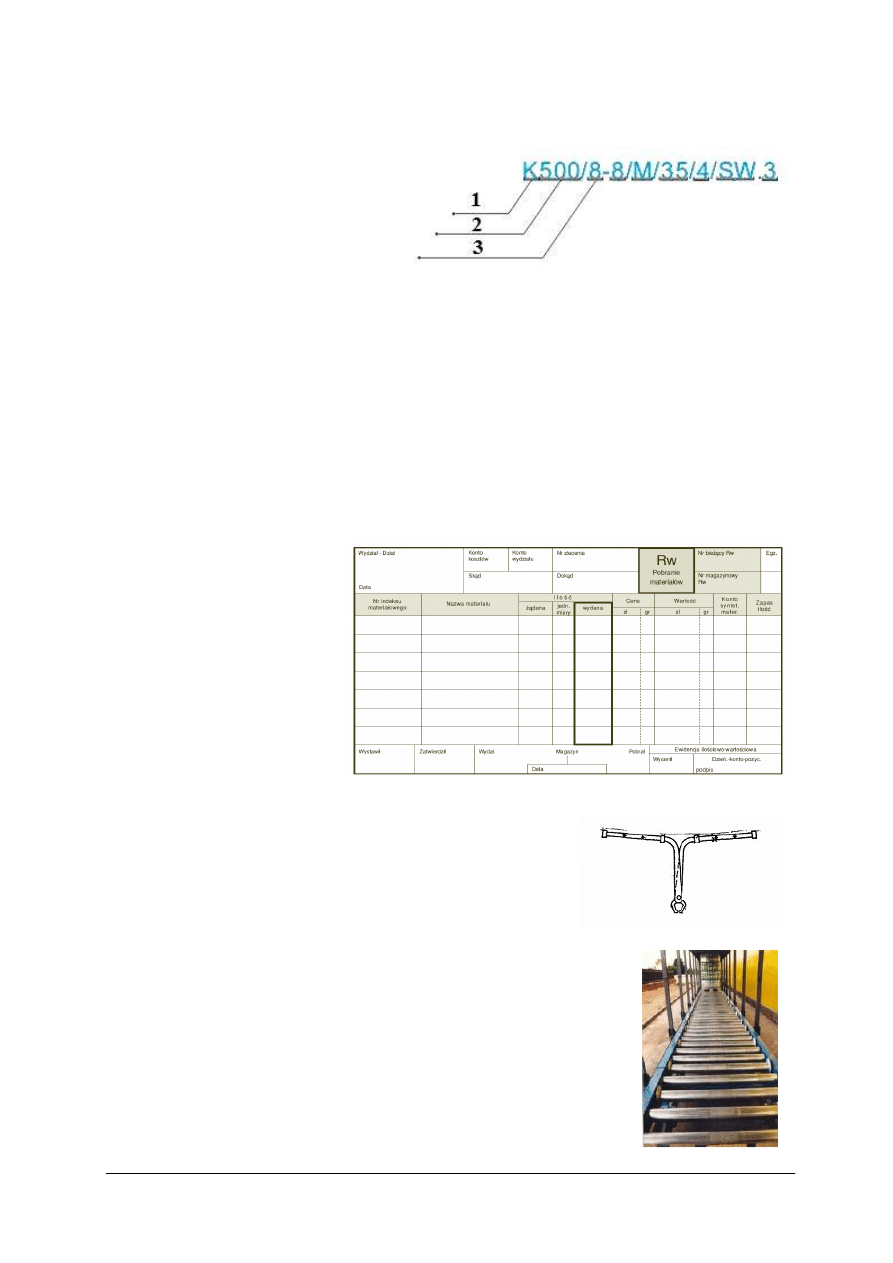
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
16. Poniżej przedstawiono przykładowe oznaczenie wentylatora, która odpowiedz
prawidłowo wyjaśnia znaczenie odnośników z cyframi
a)
1-typ wentylatora, 2-średnica
w mm, 3-typ piasty.
b)
1-typ łopatek, 2-średnica w mm,
3-typ piasty.
c)
1-typ piasty, 2-średnica w mm,
3-typ wentylatora.
d)
1-kierunek przepływu,
2-średnica w mm, 3-typ piasty.
17. Regały wspornikowe przeznaczone są dla
a)
materiałów sypkich.
b)
materiałów których długość nie przekracza dostępnych długości belek w innych
systemach.
c)
materiałów których długość przekracza dostępne długości belek w innych systemach.
d)
składowania różnego rodzaju cieczy.
18. Zdjęcie poniżej przedstawia dokumentacje
a)
wydania materiału na
zewnątrz.
b)
pobrania materiału.
c)
technologiczną.
d)
produkcyjną.
19. Narzędzie przedstawione na rysunku to
a)
kleszcze kowalskie.
b)
podnośnik bramowy.
c)
ręczny uchwyt szczękowy do blach.
d)
ręczny uchwyt kleszczowy do dłużyc.
20. Na zdjęciu przedstawiono
a)
przenośnik taśmowy.
b)
przenośnik wałkowy.
c)
przenośnik łańcuchowy.
d)
przenośnik pneumatyczny.
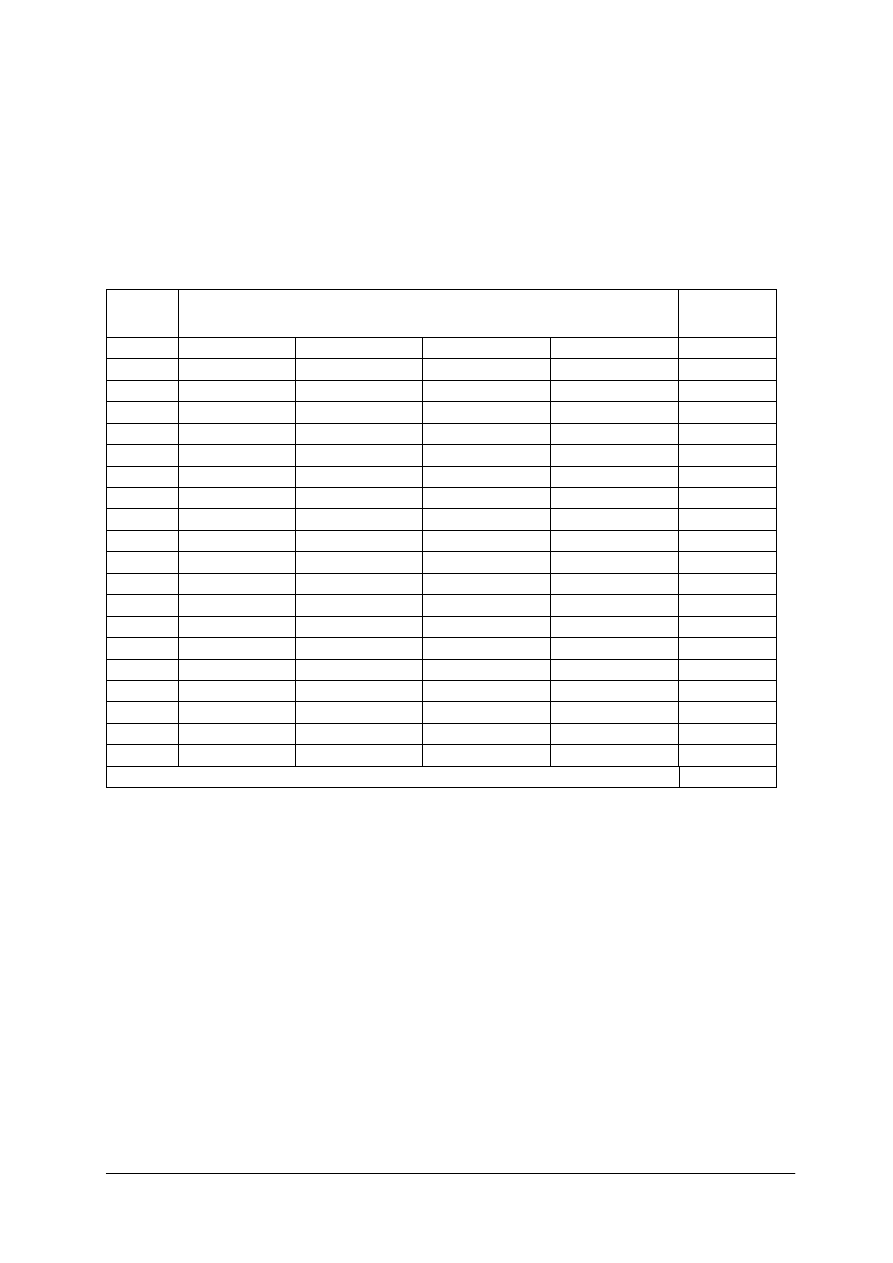
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Dobieranie maszyn i urządzeń przemysłowych oraz transportowych
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
6. LITERATURA
1.
Gołembska E.: Kompendium wiedzy o logistyce. PWN, Poznań 2002
2.
Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
3.
Kijewski J.: Maszynoznawstwo. WSiP Warszawa 1993
4.
Kowalewski S., Dąbrowski A., Dąbrowski M.: Zagrożenia mechaniczne. Centralny
Instytut Ochrony Pracy, Warszawa 1997
5.
Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1997
6.
Rączkowski B.: BHP w praktyce. ODiDK, Gdańsk 2005
7.
Mały poradnik mechanika t. II Wydawnictwa NT, Warszawa 1994
8.
www.bagra.pl
9.
www.boc.com.pl
10.
www.cke.edu.pl
11.
www.messer.pl
12.
mfiles.ae.krakow.pl
13.
www.promag.pl
14.
www.wentech.pl
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu ceramicznego 813[01] z1 01 n
operator urzadzen przemyslu ceramicznego 813[01] z1 02 u
operator urzadzen przemyslu ceramicznego 813[01] z1 02 n
operator urzadzen przemyslu ceramicznego 813[01] z1 01 u
operator urzadzen przemyslu ceramicznego 813[01] z1 02 n
operator urzadzen przemyslu ceramicznego 813[01] z1 01 n
operator urzadzen przemyslu ceramicznego 813[01] z1 02 u
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
operator urzadzen przemyslu ceramicznego 813[01] o1 05 n
operator urzadzen przemyslu ceramicznego 813[01] z2 06 n
operator urzadzen przemyslu ceramicznego 813[01] o1 06 n
operator urzadzen przemyslu ceramicznego 813[01] z2 08 u
operator urzadzen przemyslu ceramicznego 813[01] z2 08 n
operator urzadzen przemyslu ceramicznego 813[01] z2 02 u
operator urzadzen przemyslu ceramicznego 813[01] o1 01 u
operator urzadzen przemyslu ceramicznego 813[01] o1 04 n
operator urzadzen przemyslu ceramicznego 813[01] o1 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 01 u
więcej podobnych podstron