M Feld TBM318
318
8. Projektowanie procesu technologicznego części klasy wat
8.5.1.5. Wykonanie gwintów na zewnętrznych powierzchniach walcowych
Sposób wykonania gwintów na zewnętrznych powierzchniach walcowych może być różny. Zależy to przede wszystkim od rodzaju gwintu, jego dokładności i wielkości produkcji.
W obowiązujących normach PN-83/M-02013 i PN-83/M-02113 dla gwintów metrycznych o średnicach 1 + 600 mm podano tolerancje ważniejszych wymiarów, uporządkowanych w szeregach tolerancji 3 + 9, oraz położenia pól tolerancji określone względem nominalnych wymiarów średnic odchyłkami podstawowymi: dolną EJ dla gwintów wewnętrznych i górną es dla gwintów zewnętrznych. Układ ustala ponadto skojarzenia szeregów tolerancji zalecane do stosowania przy różnych długościach skręcania. W zależności od długości skręcania i szeregu tolerancji gwinty dzieli się na: dokładne, średnio dokładne i zgrubne.
Wymagania postawione przez konstruktora, jak i znajomość wszystkich możliwości wykonania gwintów, umożliwiają technologowi wybranie dla każdego przypadku najodpowiedniejszego sposobu obróbki. Niejednokrotnie wykonanie gwintu będzie mogło być traktowane jako jeden z zabiegów obróbki kształtującej, a niekiedy będzie to musiała być operacja specjalna. Zależy to przede wszystkim od wybranej metody.
|
i *t3 | |||
|
JL | |||
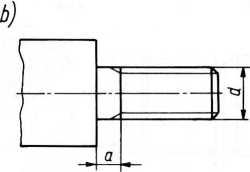
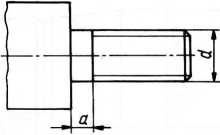
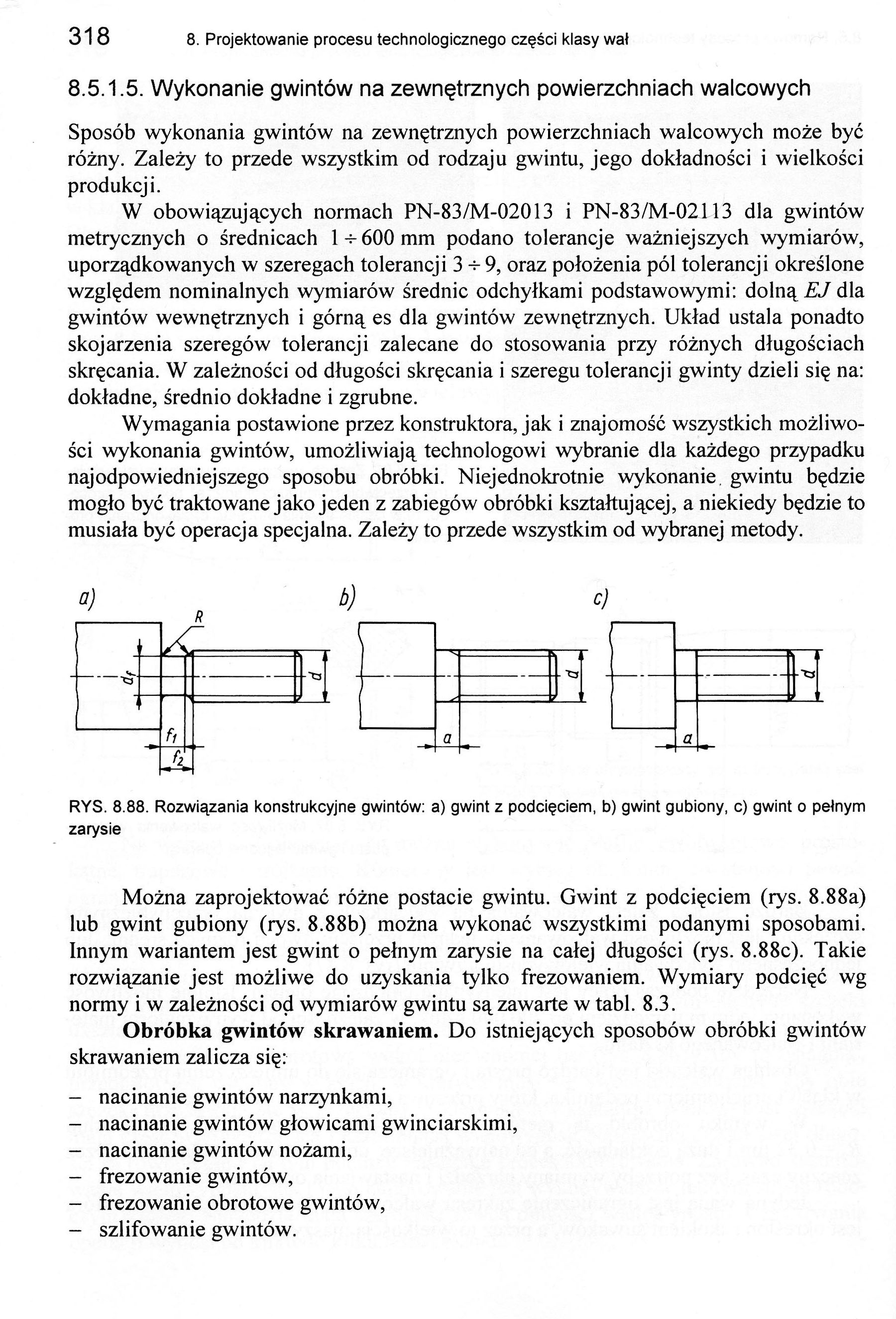
RYS. 8.88. Rozwiązania konstrukcyjne gwintów: a) gwint z podcięciem, b) gwint gubiony, c) gwint o pełnym zarysie
Można zaprojektować różne postacie gwintu. Gwint z podcięciem (rys. 8.88a) lub gwint gubiony (rys. 8.88b) można wykonać wszystkimi podanymi sposobami. Innym wariantem jest gwint o pełnym zarysie na całej długości (rys. 8.88c). Takie rozwiązanie jest możliwe do uzyskania tylko frezowaniem. Wymiary podcięć wg normy i w zależności od wymiarów gwintu są zawarte w tabl. 8.3.
Obróbka gwintów skrawaniem. Do istniejących sposobów obróbki gwintów skrawaniem zalicza się:
- nacinanie gwintów narzynkami,
- nacinanie gwintów głowicami gwinciarskimi,
- nacinanie gwintów nożami,
- frezowanie gwintów,
- frezowanie obrotowe gwintów,
- szlifowanie gwintów.
Wyszukiwarka
Podobne podstrony:
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
więcej podobnych podstron