M Feld TBM344

344
8. Projektowanie procesu technologicznego części klasy wał
Omówiony punkt 6) procesu ramowego będzie miał wtedy swoje odbicie w konkretnym procesie (niekoniecznie jako oddzielna operacja), kiedy trzeba będzie wykonać dodatkowe zabiegi (wbrew rysunkowi konstrukcyjnemu, ale podyktowane względami technologicznymi) w celu ustalenia wału w kłach.
Na rysunku 8.124a konstruktor przewidział otwór osiowy o chropowatości -Rfl = 20pm, w tolerancji warsztatowej. Technolog ze względów technologicznych, wbrew rysunkowi konstrukcyjnemu, narzuca pasowanie na krótkich odcinkach z obydwóch stron (rys. 8.124b), ażeby następnie, korzystając z tzw. korków pasowanych w otworze (rys. 8.125), obrabiać wałek w kłach.

RYS. 8.124. Wał z otworem osiowym: a) rozwiązanie nietechnologiczne, b) rozwiązanie technologiczne
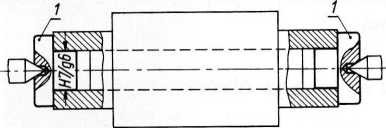
RYS. 8.125. Wał ustalony w kłach z bazowaniem na otworze; 1 - korki specjalne
Trudno w tym punkcie omówić wszystkie konkretne przypadki, z jakimi może się spotkać technolog. Musi on jednak sam lub w porozumieniu z konstruktorem (w przypadku wprowadzenia zmiany konstrukcyjnej) tak opracować proces, aby obróbkę kształtującą i wykańczającą można było wykonać w kłach.
Począwszy od tego momentu wszystkie następne punkty ramowego procesu nie będą się różniły od omawianych już w procesie obróbki wału pełnego. Mogą dojść jedynie pomoce specjalne w postaci wspomnianych korków lub końcówek specjalnych na kły.
8.5.6. Ramowy proces technologiczny wału niesztywnego
Do grupy wałów niesztywnych zalicza się te, dla których stosunek długości do średnicy jest większy niż 12-J-15. Proces ramowy takiego wału ulega tylko niewielkiej zmianie, natomiast zmieniają się konkretne procesy w związku ze znacznym zwiększeniem liczby operacji, wynikającym z konieczności stosowania podtrzymek. Technolog ma do dyspozycji dwa rodzaje podtrzymek: stałą i ruchomą. Najczęściej jest wykorzystywana podtrzymka stała. Podtrzymkę ruchomą, mocowaną na suporcie, stosuje się jedynie przy obróbce wału o jednakowej średnicy lub bardzo długim czopie wału stopniowanego.
Wyszukiwarka
Podobne podstrony:
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
więcej podobnych podstron