Podstawy automatyki i robotyki
Mzyk, Muszyński, Halawa
Interdyscyplinarność AiR
Matematyka (algebra, równania różniczkowe, analiza funkcjonalna), fizyka(mechanika, dynamika,termodynamika,
elektronika, optyka), informatka (teoria algorytmów, bazy danych, sieci komputerowe).
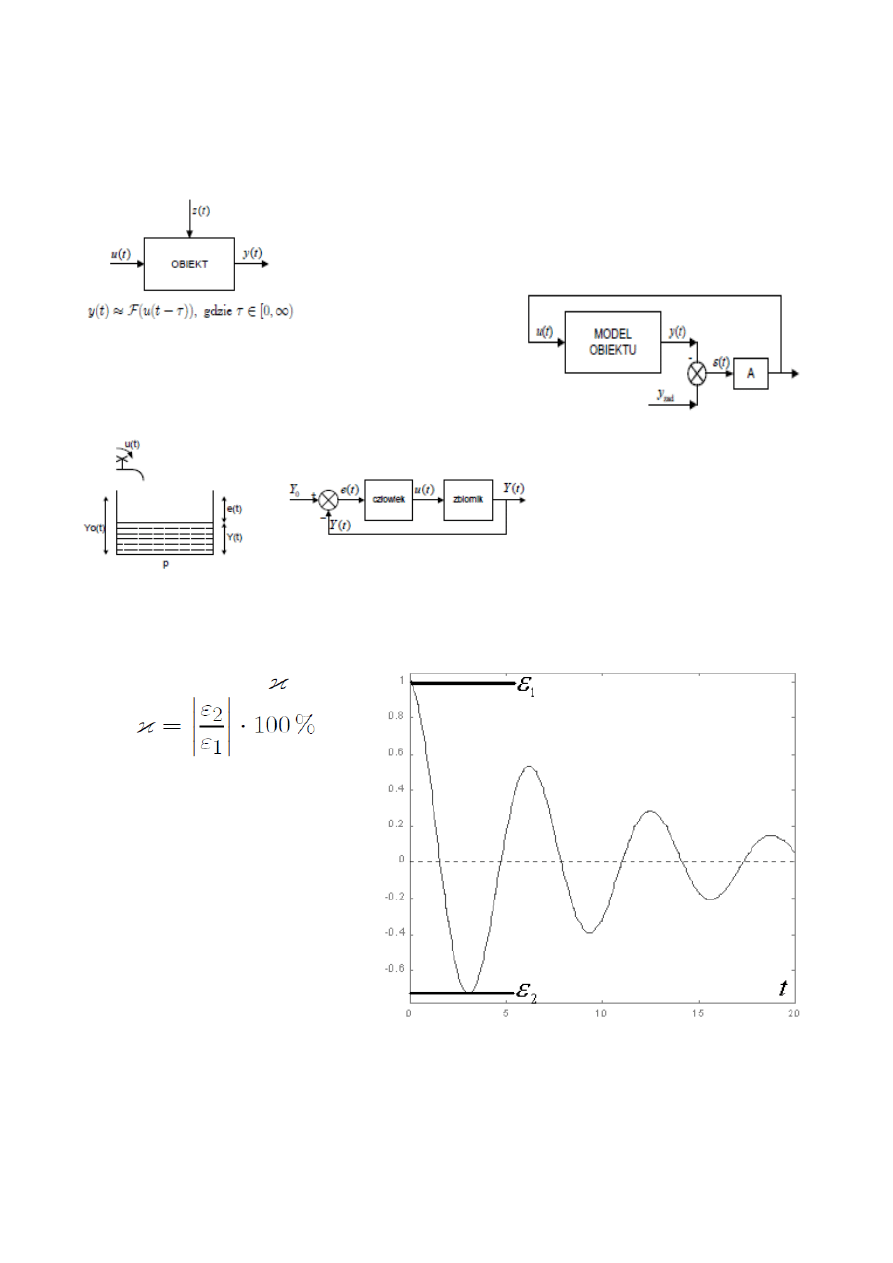
Pojęcie obiektu i jego prezentacja graficzna:
Przykłady i interpretacje:
termometr lekarski, działo wojskowe, źrenica oka, kocioł C.O., zbiornik z cieczą,
testowanie nowego leku, prognozowanie cen indeksów giełdowych, automatyczne
rozpoznawanie (klasyfikacja)
Układ automatycznej regulacji:
Przykład. Sterowanie ręczne napełnianiem zbiornika:
Przykładowe kryteria oceny jakości sterowania:
•
uchyb w stanie ustalonym
E
ust
E
ust
=
lim
t ∞
∣
E t ∣
•
czas regulacji
t
r
: minimalne
t
r
, także dla
t≥t
r
zachodzi
∣
E t −E
ust
∣≤
,
np.
=
5 %∣E 0−E
ust
∣
•
przeregulowanie
•
kryterium całkowe ISE
ISE =
∫
0
T
E
2
t dt
-
Integral
Square Error
Etapy tworzenia systemu automatycznego
sterowania:
1. eksperyment na obiekcie
2. akwizycja
i
przetwarzanie
otrzymanych danych pomiarowych
3. modelowanie i identyfikacja modelu
matematycznego obiektu
4. sformułowanie i rozwiązanie problemu
sterowania obiektem (procesem)
5. rozwiązanie problemu sterowania
optymalnego
6. praktyczna realizacja układu (algorytmu) sterowania i/lub regulacji
Metody opisu liniowego układu dynamicznego z czasem ciągłym:
•
liniowe równanie różniczkowe rzędu m, (zakładamy że:
a
m
≠
0, l≤m
, dodatkowo
u t=0
dla
t0
)
a
m
d
m
y t
dt
m
a
m −1
d
m−1
y t
dt
m−1
...a
1
d y t
dt
a
0
y t =
=
b
b
d
l
u t
dt
l
b
l −1
d
l −1
u t
dt
l −1
...b
1
d u t
dt
b
0
u t
z warunkiem początkowym (razem m liczb)
y 0− ,
dy t
dt
/
t=0 −
,
d
m−1
y t
dt
m−1
/
t = 0−
Przykład równania rzędu m=1 i odpowiedzi warunku początkowego:
3y' t 2yt =7u t ,
y 0− =10
•
charakterystyka impulsowa k(t) (tzw. odpowiedź impulsowa), czyli postać y(t) przy
u t= t
i
zerowym warunkiem początkowym. Przykład odpowiedzi skokowej:
k t =e
−
t
Uwaga: Gdy warunek początkowy rzeczywiście zerowy, wtedy sygnał wyjściowy jest splotem wejścia i
charakterystyki impulsowej
y t=ut ∗k t =
∫
0
∞
u t−k d
. Gdy tak nie jest, dochodzi
składowa zależna od warunku początkowego.
•
charakterystyka skokowa
t
(tzw. odpowiedź skokowa), czyli postać y(t) przy
u t=1 t
i
zerowym warunkiem początkowym. Przykład odpowiedzi skokowej:
t=3t
•
transmitancja
K s=ℒ {k t }=
∫
0
∞
k t e
−
st
dt=
b
l
s
l
...b
1
sb
0
a
m
s
m
...a
1
sa
0
Uwaga: Gdy warunek początkowy jest zerowy, wtedy
Y s =K s U s
(tylko wtedy!!!)
równanie stanu
x ' t= Ax tbu t
y t=c
T
x t
u(t), y(t) — wejście i wyjście obiektu (skalarne)
x(t) — wektor stanu (kolumna, k elementów zmieniających się w czasie)
A — macierz parametrów, kwadratowa k × k
b, c — wektory parametrów (kolumny k-elementowe)
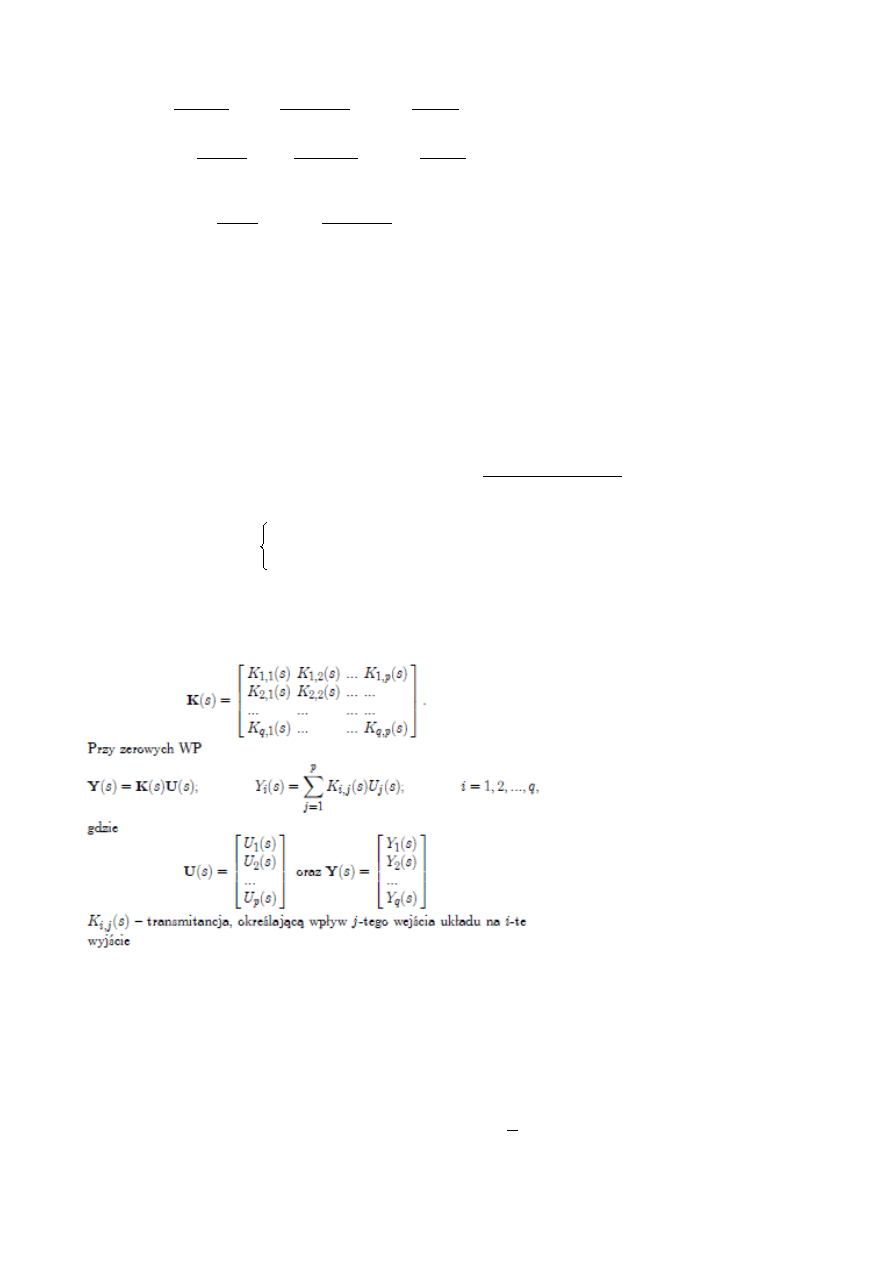
Układy wielowymiarowe (MIMO)
Model inercyjny pierwszego rzędu
y ' t=c E t
Równanie oznacza, że szybkość zmian y(t) jest proporcjonalna (liniowo ze stałym współczynnikiem c) do różnicy
y
zad
t − y t=E t
, tzn. mała różnica
y
zad
t − y t
powolny narost y(t), duża różnica
y
zad
t − y t
szybki narost y(t).
y
zad
t
traktujemy jako wejście układu regulacji, y(t) traktujemy jako
wyjście układu regulacji. Zakładamy, że w chwili t=0 zarówno sygnał wejściowy, jak i wartość zadana były zerowe:
y(0)=0,
y
zad
0=0
. W chwili t=0 przełączono wartość zadaną
y
zad
z 0 na 1, tzn dla t>0: y(t)=?
y
zad
1=1
:
y ' t=c y
zad
t − y t
, oznaczamy
T =
1
c
Ty ' t y t= y
zad
t
, po dokonanie

transformacji Laplace'a
TsY s Y s =Y
zad
s
otrzymujemy zależności wy-we:
y s=
1
Ts1
Y
zad
s
Y s=K
UR
s Y
zad
s
K
UR
s
- transmitancja układu regulacji
Identyfikacja i symulacja
Inercja wyższego rzędu
u(t) — położenie zaworu termostatycznego, odcinającego dopływ gorącej
wody do grzejnika C.O.
x(t) — temperatura grzejnika C.O.
y(t) — temperatura powietrza w ogrzewanym przez grzejnik pomieszczeniu
u(t) → x(t) układ inercyjny I rzędu
x(t) → y(t) układ inercyjny I rzędu
u(t) → y(t) układ inercyjny II rzędu
Wyjście y(t) zależy od wejścia u(t) pośrednio.
Konkluzje
•
przy sterowaniu obiektem inercyjnym I rzędu (np. żelazko) reakcja na osiągnięcie wartości granicznej
następuje natychmiast (w momencie wyłączenia żelazko natychmiast schładza się w momencie załączenia —
nagrzewa)
•
przy sterowaniu obiektem inercyjnym wyższego rzędu (np. zawór grzejnik- pomieszczenie) występuje
niebezpieczna bezwładność (po zamknięciu zaworu w pomieszczeniu nadal nagrzewa się powietrze, aż do
wystygnięcia grzejnika)
Sterowanie
obiektem
całkującym
wartość zadana: na przemian: 1
(napełnij) i 0 (opróżnij) obszar
nieczułości (tzw. dead-zone):
0.2

Roboty przemysłowe – wybrane pojęcia, budowa, zastosowania, przykłady
Mechanizacja polega na zastępowaniu w procesie produkcyjnym pracy fizycznej człowieka przez prace maszyn.
Automatyzacja polega na zastępowaniu człowieka w sterowaniu ręcznymi urządzeniami pracującymi bez
bezpośredniego udziału człowieka.
Robotyzacja – polega na automatyzacji pracy produkcyjnej, lub innych procesów za pomocą manipulatorów i robotów.
Robotyka
Dziedzina nauki i techniki, zajmująca się problemami mechaniki, sterowania, programowania, projektowania,
zastosowań i eksploatacji robotów i manipulatorów
Robotyka teoretyczna
Robotyka ogólna
Robotyka przemysłowa
Robotyka mobilna
Robotyka medyczna i rehabilitacyjna
Robotyka usługowa
…
Robot przemysłowy
Wg normy ISO ITR 8373
Manipulacyjny robot przemysłowy jest automatycznie sterowana, programowana, wielozadaniowa maszyna
manipulacyjna o wielu stopniach swobody, posiadająca zdolności manipulacyjne lub lokomocyjne, stacjonarna lub
mobilna, dla ważnych zastosowań przemysłowych.
Wg A. Moreckiego
Robot to urządzenie techniczne przeznaczone do realizacji niektórych czynności manipulacyjnych i lokomocyjnych
człowieka, mające określony poziom energetyczny, informacyjny i sztucznej inteligencji (autonomii działania w
pewnym otoczeniu)
Wg H.J.Warnecke
Robot to urządzenie przeznaczone do automatycznej manipulacji z możliwością wykonywania programowalnych
ruchów względem kilku osi, zaopatrzone w chwytaki lub narzędzia i skonstruowane specjalnie do zastosowań w
przemyśle.
Istotne cechy robotów przemysłowych:
•
Automatyczność działania
•
Programowalność
•
Posiadanie kilku stopni swobody
Roboty przemysłowe to podklasa robotów.
Podstawowe określenia
Manipulacja - tok czynności w przemysłowym procesie produkcyjnym, polegający na: uchwyceniu określonego
obiektu manipulacji, transportowaniu, pozycjonowaniu lub orientowaniu tego obiektu względem przyjętej bazy, oraz
przygotowujący ten obiekt do wykonywania na nim lub za jego pomocą operacji technologicznych.
Manipulator (przemysłowy) —urządzenie przeznaczone do wspomagania lub całkowitego zastąpienia człowieka przy
wykonywaniu czynności manipulacyjnych w przemysłowym procesie produkcyjnym, sterowane ręcznie lub
automatycznie za po moca własnego układu sterującego stało programowanego lub zewnętrznego układu sterującego.
Robot (przemysłowy) —urządzenie automatyczne przeznaczone do wykonywania czynności manipulacyjnych w
przemysłowym procesie produkcyjnym, mające układ ruchu składający się, co najmniej z trzech zespołów ruchu i
własny programowalny układ sterujący.
Różnice między manipulatorem a robotem:
manipulator
– wykonuje zamknięty cykl ruchów powtarzalnych
– na ogół ma sztywny program (z reguły zmiana programu pracy manipulatora wymaga fizycznych zmian w
jego konstrukcji)
– sztywny program współpracy z ewentualnymi urządzeniami technologicznymi
robot
– może realizować dużą liczbę różnorodnych czynności manipulacyjnych za pomocą sygnałów generowanych
w programowalnym układzie sterowania
– najczęściej czynności powtarzalne, ale mogące ulec zmianie odpowiednio do zmiany programu, stanu
środowiska lub podanej informacji
– cykl ruchów manipulacyjnych lub (i) lokomocyjnych
– wykorzystanie układów wejść/wyjść dla współpracy z urządzeniami technologicznymi, układami sensorów,
systemami komunikacji
Manipulatory, pedipulatory…:
Manipulator automatyczny – urządzenie o niezmiennym programie wykonywanych ruchów.
Manipulator zdalny (teleoperator) – manipulator posiadający własny napęd i zdalnie sterowany przez operatora
człowieka.
Manipulator ręczny – manipulator wprawiany w ruch siła mięśni operatora.
Pedipulator – maszyna krocząca, dwu lub więcej nona, o różnym stopniu autonomiczności
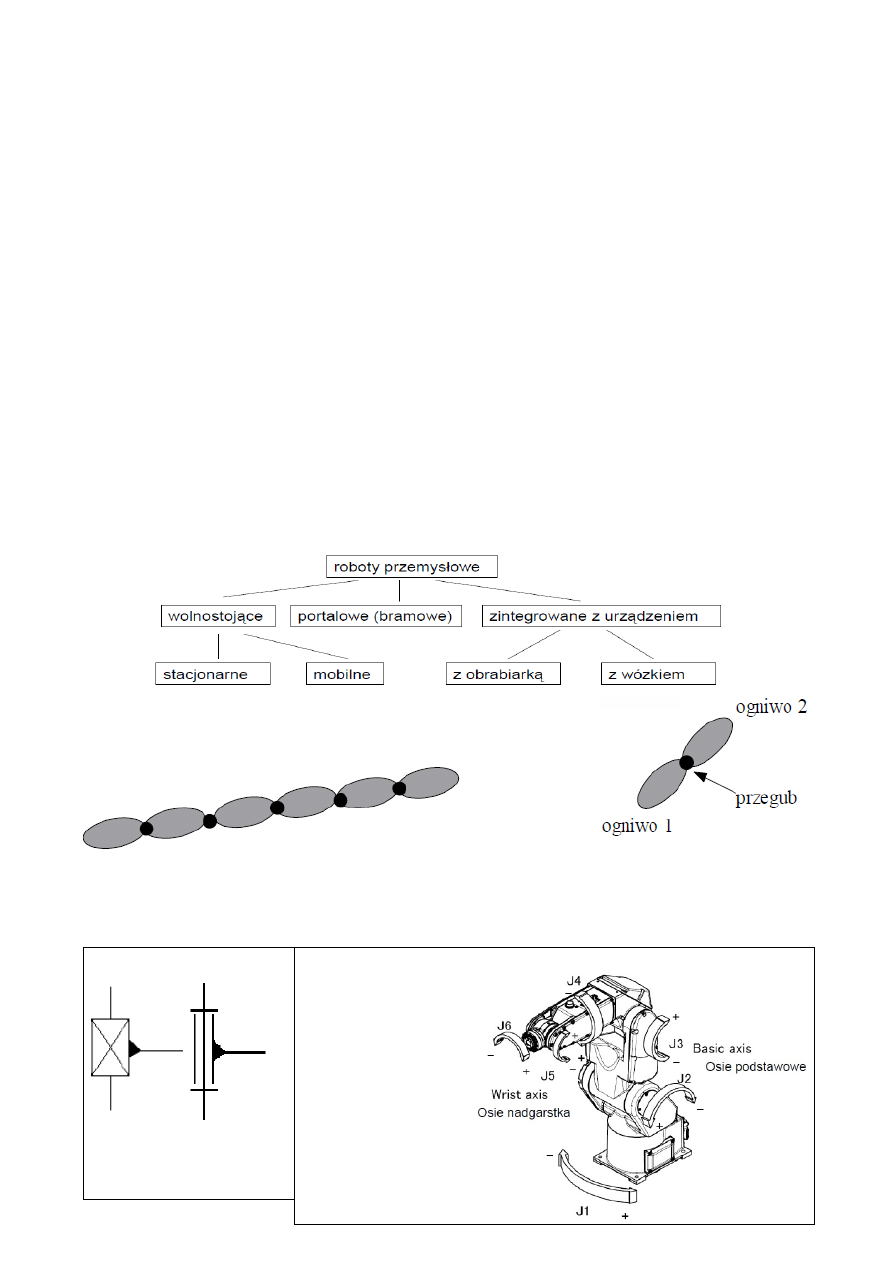
Sposoby instalowania:
Łańcuch kinematyczny manipulatora
Para kinematyczna – dwa ogniwa połączone przegubem (połączeniem ruchomym)
Łańcuch kinematyczny manipulatora – połączenie pewnej liczby
par kinematycznych
Łańcuch kinematyczny może w ogólności składać się z 3
odcinków:
•odcinek globalny (G) – zapewnia lokomocję robota
•odcinek regionalny (R) – zapewnia pozycjonowanie efektora
•odcinek lokalny (L) – zapewnia orientację efektora
Przeguby V klasy:
Struktura łańcucha kinematycznego:
para
pryzmatyczna
(przesuwna,
translacyjna)
para
obrotowa
(rotacyjna)
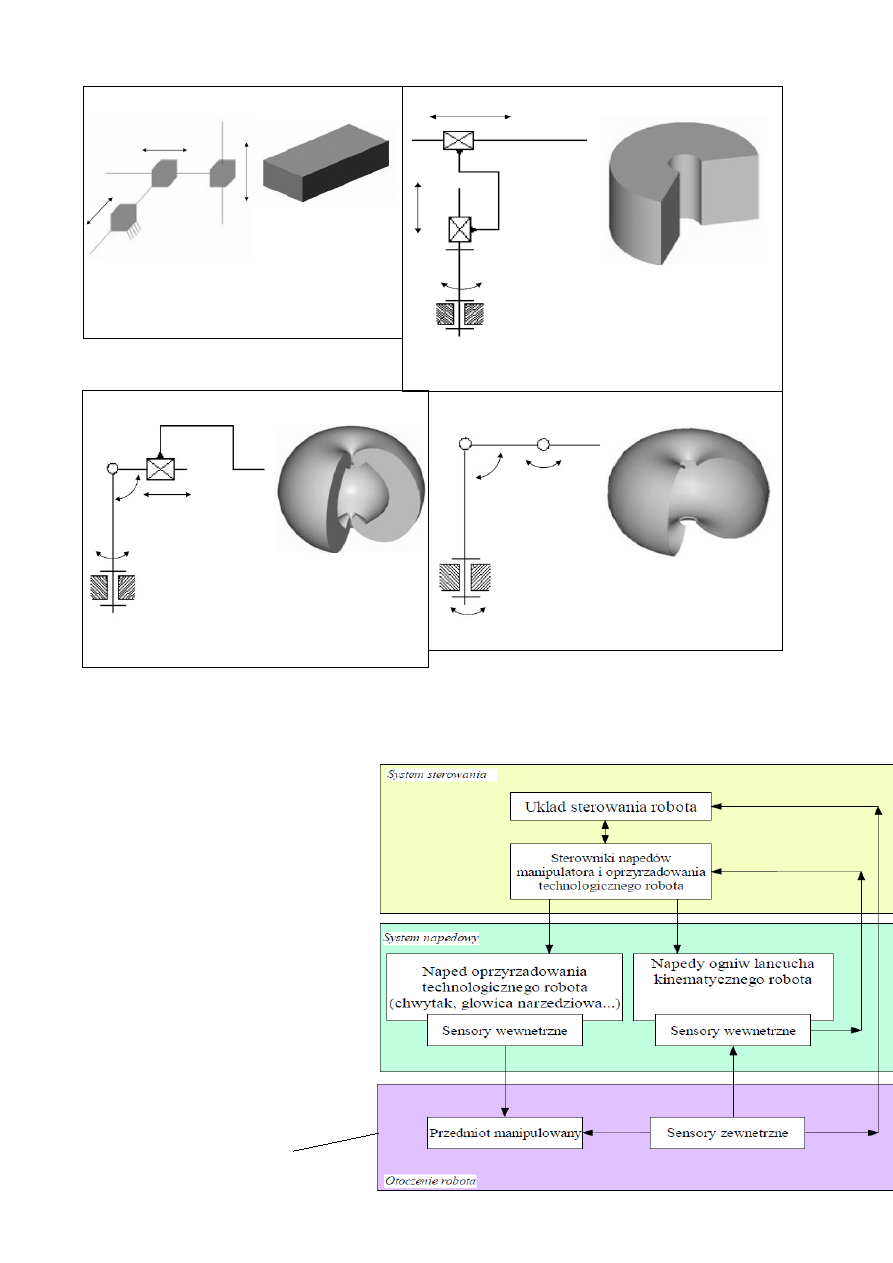
Robot kartezjański – PPP
Robot cylindryczny – OPP
Robot sferyczny – OOP
Robot antropomorficzny – OOO
Roboty proste i dymensyjne:
•
Roboty proste – pozycjonowane zderzakowo np. PR-02
•
Roboty złożone (dymensyjne) – pozycjonowane do dowolnego położenia w przestrzeni roboczej np. IRb, IRp,
IRB
Zadania układu sterowania:
Komunikacja z operatorem: możliwość
sterowania ręcznego napędami przez
operatora,możliwość wprowadzania programu
działania robota, możliwość zapamiętania
programu
Sterowanie zespołami napędowymi: sterowanie
zespołami ruchu pozycjonowanymi w całym
zakresie przemieszczeń, sterowanie zespołami
pozycjonowanymi zderzakowo, sterowanie
chwytakami,
sterowanie
głowicami
narzędziowymi
Komunikacja z układami sensorycznymi.
Sterowanie urządzeń zewnętrznych: włączanie i
wyłączanie
urządzeń
zewnętrznych
dwustanowych
(sterowanie
binarne),
sterowanie wejść i wyjść technologicznych
Zadanie podstawowe: pozycjonowanie.
Zadania pomocnicze: oczekiwanie na
spełnienie warunku, ustalanie kolejności
dalszego działania obliczanie parametrów,
nastaw, współrzędnych, sterowanie wejściami i
wyjściami, transmisja danych
Struktura układu sterowania:
3 przeguby
pryzmatyczne
kształt przestrzeni
roboczej
1 przegub obrotowy,
2 przeguby pryzmatyczne
kształt przestrzeni
roboczej
2 przeguby obrotowe,
1 przegub pryzmatyczny
kształt przestrzeni
roboczej
3 przeguby obrotowe
kształt przestrzeni
roboczej
Sposobu programowania:
•
Ręczny (sekwencyjny) – matryce programowe, krzywki, zderzaki, dźwignie, zmiana nośnika programu
•
Półautomatyczny (przez uczenie) – nauczanie, samouczenie
•
Automatyczny – komputerowo off/on-line, z wykorzystaniem systemu komputerowego z językiem programowania
wyższego rzędu
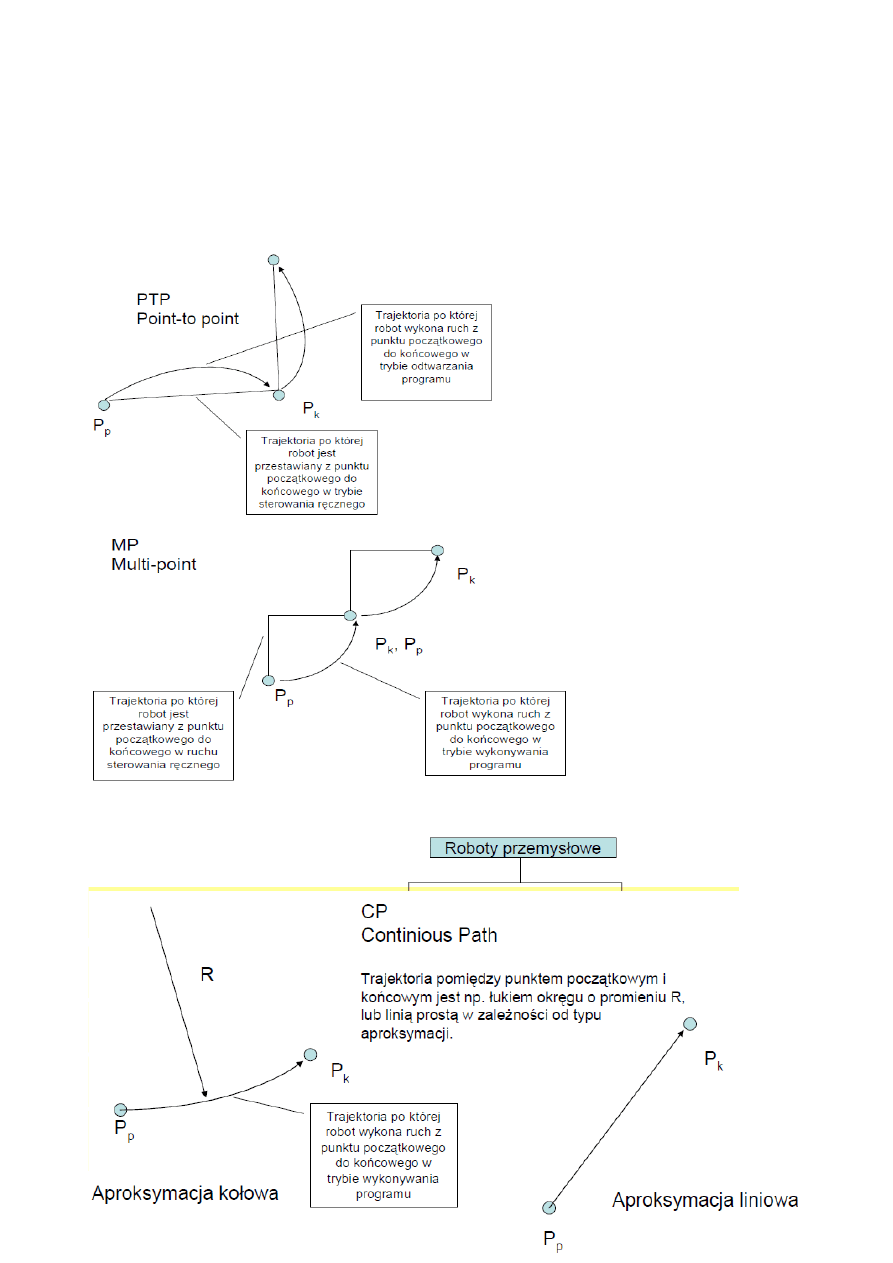
Sposoby programowania pozycjonowania
•
Sterowanie punktowe PTP (point-to-point)
•
Sterowanie wielopunktowe MP (multi-point)
•
Sterowanie ciągłe CP (continous path)
Klasyfikacja robotów przemysłowych:
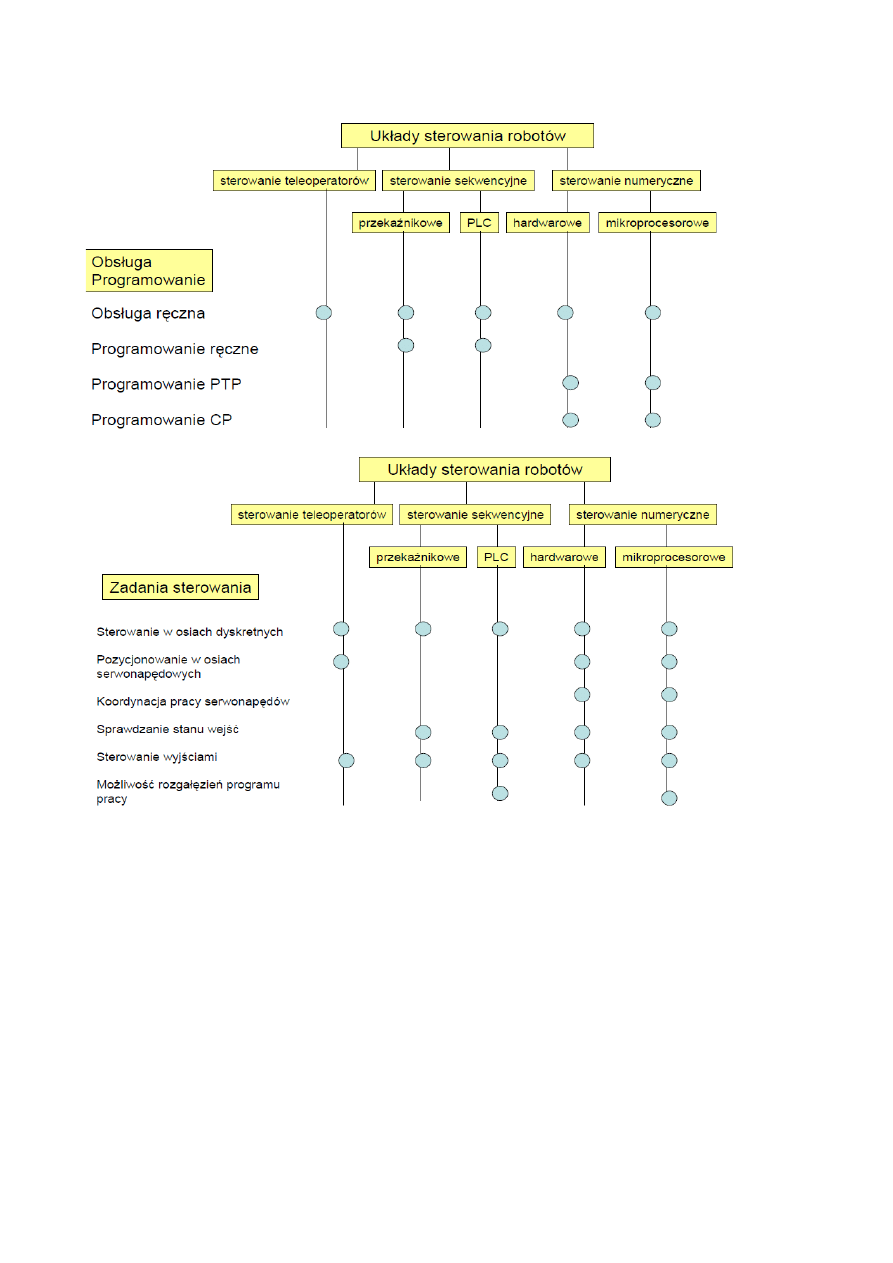
Układy sterowania a programowanie:
Układy sterowania a zadania sterowania:
Elastyczne systemy wytwarzania
Elastyczna automatyzacja
•
FMS Flezible Manufacturing System
•
FAS Flexible Assembly System
Elastyczne systemy produkcyjne FMS
FMS Flexible Manufacturing System - Zintegrowane i sterowane komputerowo kompleksy automatycznych urządzeń
transportowych i manipulacyjnych obrabiarek sterowanych numerycznie lub komputerowo, zdolne realizować
produkcje szerokiego asortymentu detali przy często zmieniających się wielkościach serii. Systemy te cechuje łatwość
przystosowania się do zmian asortymentu, wysoka jakość i wydajność procesu wytwarzania, niskie koszty
magazynowania oraz terminowość realizacji zamówienia.
Elastyczne systemy montarzowe
FAS – Flexible Assembly System - Zautomatyzowana jednostka montażowa mająca możliwość częstego i szybkiego
dostosowywania się do zmian zapotrzebowania Składa sie z maszyn sterowanych numerycznie i/lub centrów montażu,
automatycznych systemów transportu i magazynowania oraz wymiany narzędzi
Jak rozumieć elastyczność systemu produkcyjnego?
•
Elastyczność maszyn
•
Elastyczność asortymentu produkcji
•
Elastyczność wielkości montażu

•
Elastyczność procesu wytwórczego
•
Elastyczność montażu
•
Elastyczność personelu
Trzy poziomy elastyczności
• Poziom podstawowy (Basic)
Elastyczność maszyn,
Elastyczność w zarządzaniu materiałami,
Elastyczność operacji
• Poziom główny (System)
Elastyczność ilościowa,
Elastyczność rozbudowy,
Elastyczność marszruty,
Elastyczność procesu,
Elastyczność produktu.
• Poziom nadrzędny (Aggregate)
Elastyczność sterowania,
Elastyczność produkcji,
Elastyczność w stosunku do rynku.
Elastyczność produkcji - własności
• zdolność produkowania zróżnicowanych części bez konieczności generalnego przezbrajania maszyn
• pozwala określić jak szybko przedsiębiorstwo może przezbroić linie w celu produkcji nowego wyrobu
• zdolność do zmiany marszruty w celu modyfikacji produkowanych części
• zdolność do efektywnej produkcji wyrobu odpowiadającego zapotrzebowaniu klientów,
• szeroka gama oferowanych produktów
• możliwość szybkiej zmiany poziomu produkcji i wielkości serii
Elastyczne systemy produkcyjne – elementy
•
Maszyny i urządzenia produkcyjne obrabiarki sterowane numerycznie z automatycznymi wymianami narzędzi
maszyny pomiarowe, roboty z głowicami narzędziowymi, roboty montażowe
•
Urządzenia transportowe roboty przemysłowe wózki samojezdne (AGV Automated Guided Vehicle)
transportery, przenośniki karuzelowe, zmieniacze palet suwnice, układnice regałowe
•
Magazyny
• magazyny centralne (AS/RS Automated Storage/Retrieval System)
• magazyny lokalne
• magazyny (bufory) międzyoperacyjne przy obrabiarkach, maszynach
Systemy sterowania
• sieci nadzorujacych komputerów i mikroprocesorów dla:
• kierowania przepływem czesci i materiałów przez system
• sledzenia wykonywanych operacji
• przekazywanie instrukcji do wykonywania operacji do maszyn
• zabezpieczenie narzedzi
• nadzorowanie wykonywanych operacji, monitorowanie zdarzen
• sygnalizowanie stanów wymagajacych interwencji
Elementy składowe FMS
Flexible Manufacturing Module (FMM) np. obrabiarka CNC, bufor części, zmieniacz palet
Flexible Manufacturing (Assembly) Cell (F(M/A)C). np. 4 FMM i 1 AGV
Flexible Manufacturing Group (FMG). np. 2 FMC, 1 FMM i 2 AGV
Flexible Production Systems (FPS). np. 1 FMG, 1 FAC, 2 AGV, automatyczny magazyn narzędzi i części
Flexible Manufacturing Line (FML). np. kilka stacji ustawionych w linii, z wózkami AGV
Wózki AGV Automatic Guided Vehicles
Początki sięgają lat 50-tych
Wyposażone w silniki elektryczne,
Początkowo ich jedyna funkcja był transport,
Teraz dodaje się manipulatory do (za/roz)ładunku towaru
Bezzałogowe pojazdy transportowe,
Ładowność od kilku kg do 100 ton,
Przewożą take ludzi.
Rodzaje wózków AGV
Wózki holownicze (Towing Vehicle) - pierwsze z wózków AGV, mogą holować wiele przyczep, maksymalna
ładowność oferowanych modeli sięga od 3 do 27 ton.
Wózki pojedynczego załadunku (Unit Load Vehicles) - ładowność od ok. 1 do 27 ton, występują w różnych wersjach,
z różnymi platformami załadunkowymi w zależności od konkretnych zastosowań.
Wózki widłowe (Fork Vehicles) - ładowność od ok 0.5 do ponad 2 ton

Cart Vehicles - wózki o ładowności do 2 ton, mogące pracować jako wózki pojedynczego załadunku lub wózki
holownicze.
Nawigacja
Poczałkowo wykorzystywano przewody montowane w podłożu. W latach 80-tych wprowadzono nawigacje laserowa.
Obecnie stosuje się nawigacje magnetyczno-żyroskopowa.
Planowanie ruchu
Systemy przewodowe wykorzystują różne częstotliwości
W pozostałych wykorzystuje się przeważnie ścieżki wbudowane
Taśmy magnetyczne sterujące wózkiem
•Czujniki zewnętrzne
Wykorzystuje się oczujnikowanie wózka (sonary, zderzaki itp)
Nie wymaga żadnego systemu kontroli
Wykorzystuje się go w systemie gdzie występuje dużo długich odcinków prostych
•Kontrola strefowa
Najpopularniejsza metoda zarządzania ruchem
Podział obszaru na sektory
Obszary są blokowane przez wózki
Sterowanie centralne, albo równoległe
W praktyce łączy się powyższe rozwiązania.
Oczujnikowanie zabezpiecza system na wypadek awarii sterownika.
Metody nawigacji wózków AGV:
• metoda pętli indukcyjnej,
• metoda pętli magnetycznej (metalicznej),
• metoda nawigacji laserowej,
• metoda linii refleksyjnej,
• metoda układu współrzędnych,
• metoda żyroskopowa,
• metoda ultradźwiękowa,
• metoda GPS
Metoda pętli indukcyjnej
W podłodze umieszczony jest przewód, który pod wpływem przepływu prądu o określonej częstotliwości generuje pole
magnetyczne. Natężenie pola wykrywane jest przez antenę umieszczona w dolnej części wózka.
Zalety: duża skuteczność, możliwość stosowania w otwartej i zamkniętej przestrzeni
Wady: problemy ze zmianą trasy wózków
Metoda pętli magnetycznej (metalicznej)
Do podłogi przyklejana jest taśma ferromagnetyczna, generująca pole magnetyczne wykrywane przez antenę wózka.
Zalety: prosta i tania instalacja i dezinstalacja, możliwość szybkiej zmiany trasy wózka
Wady: mała wytrzymałość na uszkodzenia mechaniczne, podatność na zakłócenia (sąsiedztwo innych
ferromagnetyków)
Metoda nawigacji laserowej
Skaner laserowy umieszczony w górnej części wózka omiata pomieszczenie, w którym pracuje wózek z częstotliwością
od kilku do kilkunastu razy na sekundę. Na ścianach i kolumnach umieszczone sa specjalne odbłyśniki. Pomiar kąta
odbicia i odległości umożliwia pozycjonowanie i orientowanie wózka
Zalety: możliwość pracy na zewnątrz i wewnątrz budynków, duża dokładność (1-2mm), łatwo modyfikowalna
Wady: odbłyśniki muszą być widoczne dla robota
Metoda linii refleksyjnej
Na podłodze malowana jest linia farba refleksyjna. Tak wyznaczona trasa śledzona jest kamerą cyfrową. Zastosowane
materiały refleksyjne maja ściśle określone własności odbijania światła istotnie różne od refleksyjności elementów
otoczenia.
Zalety: łatwo modyfikowalna trasa
Wady: mała niezawodność, duża czułość na zabrudzenia, nie nadaje się do zastosowań na zewnątrz budynków
Metoda układu współrzędnych
Na podstawie zamontowanych w podłodze punktów nadajnikowych układ sterowania wózka AGV koordynuje jego
położenie w przestrzeni.
Zalety: stosunkowo prosta w modyfikacji
Wady: wymaga zastosowania rozbudowanego układu punktów w podłożu
Metoda żyroskopowa
Metoda wykorzystuje żyroskop do detekcji zmian w kierunku jazdy wózka. W podłodze instalowane są magnesy
wykrywane przez odpowiednie czujniki. Magnesy dają pewność, e robot znajduje się we właściwym miejscu
Zalety: bardzo dobre pozycjonowanie (przy osprzęcie odpowiedniej jakości)
Wady: rozwiązanie kosztowne
Metoda ultradźwiękowa
Nawigacja odbywa się w odniesieniu do powierzchni pionowych. Sonary zbierają dane i oceniają odległość do

przeszkód w określonym kierunku
Zalety: nie ma konieczności stosowania dodatkowych znaczników
Wady: zastosowanie w niewielkich przestrzeniach (np. korytarze miedzyregałowe)
Nawigacja GPS
Metoda wykorzystująca Globalny System Pozycjonowania. W celu wyeliminowania błędów stosuje się pomiar
różnicowy z wykorzystaniem stacji referencyjnej
Zalety: stosunkowo prosta do wdrożenia
Wady: konieczność umieszczenia stacji referencyjnej, dokładność od 0,5-2m, możliwość stosowania tylko na zewnątrz
Przykładowe zastosowanie pozaprzemysłowe:
•
Roboty saperskie
•
Roboty transportowe
•
Roboty usługowe w domu
•
Roboty nadzorujące
•
Roboty zbierające piłki golfowe
•
Roboty czyszczące baseny
•
Roboty asystujące
•
Roboty chirurgiczne
•
Roboty przyjaciele (zabawki)
•
Automatyczne dojarki
•
Roboty rozładunkowe dla kontenerów
1. Czy PID zawiera człon całkujący?
- TAK
2. Wzór na sygnał wejściowy regulatora:
- e=yzad-y
3. Jaki język jest najczęściej stosowany w programowaniu PLC?
- drabinkowy
4. Robot ma 2 przeguby klasy 4 i 2 przeguby 5 klasy. Jaka jest jego manewrowość?
- r=6(5-1)-((2*4)+(2*5))=24-18=6
5. Najdokładniejsza metoda pozycjonowania wózków AGV?
- laserowa
6. Jaką funkcję uzyskujemy przy transformacji Laplace'a sygnału rzeczywistego
- c) funkcja zespolona zmiennej zespolonej
7. Robot IRB 1400: kartezjański, antropomorficzny, sferyczny
- antropomorficzny - OOO
8. Odpowiedź skokowa członu całkującego jest funkcją: malejącą, rosnącą stałą
- rosnącą
9. Czym jest uchyb w regulatorze: wejściem, wyjściem, wartością zadaną
- wejściem
10. Jak wykonywane są instrukcje w sterowniku PLC? krokowo, cyklicznie >10min, cyklicznie <100ms
- krokowo
11. Robot programowalny przez tzw. uczenie należy do robotów :
- 2 generacji
12 . Wczesne sterowniki PLC nie realizowały
przetwarzania sygnałów analogowych
13. który protokół nie jest protokołem przemysłowym
- b)UDP
Czy w układzie P, PI, PID możemy rozregulować nastawę czy coś przy pomocy regulatora
- tak
Było pytanie o to czy na podstawie znajomości odpowiedzi impulsowej możemy wyznaczyć model układu
- tak
W układzie dynamicznym z czasem ciągłym wyjście jest splotem:
- wejścia i charakterystyki impulsowej
Wyszukiwarka
Podobne podstrony:
podatki notatki id 365142 Nieznany
analiza notatki 3 id 559208 Nieznany (2)
KONCZYNA GORNA notatki id 23738 Nieznany
notatki 3 id 321643 Nieznany
logika notatki 1 id 272149 Nieznany
NOTATKI 4 id 321647 Nieznany
notatki 5 id 321650 Nieznany
Notatka7 id 321580 Nieznany
Notatka6 id 321579 Nieznany
Notatki Skinner, notatki id 787 Nieznany
Finanse NOTATKI! id 172236 Nieznany
filozofia notatki id 170598 Nieznany
NOTATKICWICZENIA id 322369 Nieznany
Biblioterapia NOTATKI id 85410 Nieznany (2)
ppw notatki2008 id 381640 Nieznany
Chemia fizyczna notatki id 1122 Nieznany
Materialy ruch notatki id 76717 Nieznany
analiza notatki 1 id 559206 Nieznany (2)
AUTOPREZ Notatki id 73497 Nieznany (2)
więcej podobnych podstron