„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Chmiel
Wykonywanie
elementów
i
przedmiotów
z
blachy
z zastosowaniem operacji mechanicznej obróbki skrawaniem
721 [01].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Radosław Krzyżanowski
mgr inż. Sylwester Wesołowski
Opracowanie redakcyjne:
mgr inż. Piotr Chmiel
Konsultacja:
mgr inż. Jolanta Skoczylas
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[01].Z1.04
Wykonywanie elementów i przedmiotów z blachy z zastosowaniem operacji mechanicznej
obróbki skrawaniem, zawartego w modułowym programie nauczania dla zawodu blacharz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Materiały używane do obróbki skrawaniem
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Rodzaje i zastosowanie narzędzi, urządzeń i maszyn skrawających
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
26
4.2.3. Ćwiczenia
27
4.2.4. Sprawdzian postępów
29
4.3. Obrabiarki do metalu: tokarki, wiertarki, frezarki, szlifierki
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające
46
4.3.3. Ćwiczenia
47
4.3.4. Sprawdzian postępów
51
4.4. Bezpieczeństwo i higiena pracy na stanowiskach z obróbką skrawaniem
52
4.4.1. Materiał nauczania
52
4.4.2. Pytania sprawdzające
53
4.4.3. Ćwiczenia
54
4.4.4. Sprawdzian postępów
54
4.5. Kalkulacja usługi wykonania elementu lub przedmiotu za pomocą
skrawania
55
4.5.1. Materiał nauczania
55
4.5.2. Pytania sprawdzające
57
4.5.3. Ćwiczenia
57
4.5.4. Sprawdzian postępów
59
4.6. Kontrola jakości elementów i przedmiotów wykonanych za pomocą
skrawania
60
4.6.1. Materiał nauczania
60
4.6.2. Pytania sprawdzające
60
4.6.3. Ćwiczenia
61
4.6.4. Sprawdzian postępów
61
5. Sprawdzian osiągnięć
62
6. Literatura
67

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Niniejszy poradnik opracowany dla jednostki modułowej – „Wykonywanie elementów
i przedmiotów z blachy z zastosowaniem operacji mechanicznej obróbki skrawaniem” będzie
Ci pomocny w przyswajaniu wiedzy o:
−
rodzajach materiałów, narzędzi i przyrządów używanych do obróbki skrawaniem,
−
obrabiarkach do metalu: tokarkach, wiertarkach, frezarkach i szlifierkach,
−
prostych operacjach wykonywanych na tych obrabiarkach,
−
kalkulacji kosztów wykonania elementu lub przedmiotu za pomocą skrawania,
−
kontroli jakości elementów i przedmiotów wykonanych za pomocą skrawania,
−
zasadach bezpieczeństwa i higieny pracy na stanowiskach z obróbką skrawaniem.
W poradniku zamieszczono:
−
wymagania wstępne – to znaczy wykaz umiejętności, jakimi powinieneś dysponować
przed przystąpieniem do nauki w tej jednostce modułowej, czyli wiedzę i umiejętności
przyswojone w trakcie realizacji poprzednich jednostek modułowych, a więc co już
musisz umieć, aby nauczyć się czegoś nowego,
−
cele kształcenia – to znaczy wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem czyli czego nowego się nauczysz,
−
materiał nauczania – to znaczy wiadomości teoretyczne o wykonywaniu podstawowych
robót obróbki skrawaniem czyli co powinieneś wiedzieć, aby wykonać ćwiczenia,
−
pytania sprawdzające – to znaczy zestaw pytań, które pozwolą Ci sprawdzić, czy już
opanowałeś podane treści kształcenia czyli czy możesz przystąpić do realizacji ćwiczeń,
−
ć
wiczenia, które mają na celu wykształcenie Twoich umiejętności praktycznych czyli co,
w jaki sposób i przy użyciu jakich pomocy masz wykonać praktycznie,
−
sprawdzian postępów – to znaczy zestaw pytań, na podstawie których sam możesz
sprawdzić, czy potrafisz samodzielnie poradzić sobie z problemami, jakie rozwiązywałeś
wcześniej. Po przeczytaniu każdego pytania działu zaznacz w odpowiednim miejscu
znakiem X – TAK albo NIE – właściwą, Twoim zdaniem, odpowiedź. Odpowiedzi NIE
wskazują na luki w Twojej wiedzy i nie w pełni opanowane umiejętności. W takich
przypadkach jeszcze raz powróć do elementów programu nauczania, lub ponownie
wykonaj ćwiczenie (względnie jego elementy). Zastanów się, co spowodowało, że nie
wszystkie odpowiedzi brzmiały TAK.
−
sprawdzian osiągnięć – przykładowy zestaw pytań testowych, który pozwoli Ci
sprawdzić, czy opanowałeś materiał w stopniu umożliwiającym zaliczenie całej jednostki
modułowej.
−
wykaz literatury uzupełniającej, z jakiej możesz korzystać podczas nauki.
Pamiętaj, że przedstawiony wykaz literatury nie jest czymś stałym i w każdej chwili mogą
pojawić się na rynku nowe pozycje.
W każdej chwili (z wyjątkiem testów końcowych) możesz zwrócić się o pomoc do
nauczyciela, który pomoże Ci zrozumieć tematy ćwiczeń i sprawdzi, czy dobrze wykonujesz
daną czynność.
Przed przystąpieniem do wykonywania każdego ćwiczenia zapoznaj się z budową
i zasadą działania urządzeń występujących na stanowisku. Musisz zapoznać się z instrukcją
obsługi tych urządzeń, aby je bezpiecznie obsługiwać.
Po zakończeniu ćwiczenia uporządkuj stanowisko, wyczyść i zakonserwuj narzędzia
i maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Bezpieczeństwo i higiena pracy
Podczas realizacji programu jednostki modułowej musisz przestrzegać regulaminów,
przepisów bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony
ś
rodowiska, wynikających z charakteru wykonywanych prac. Z odpowiednimi przepisami
zapoznasz się w trakcie nauki.
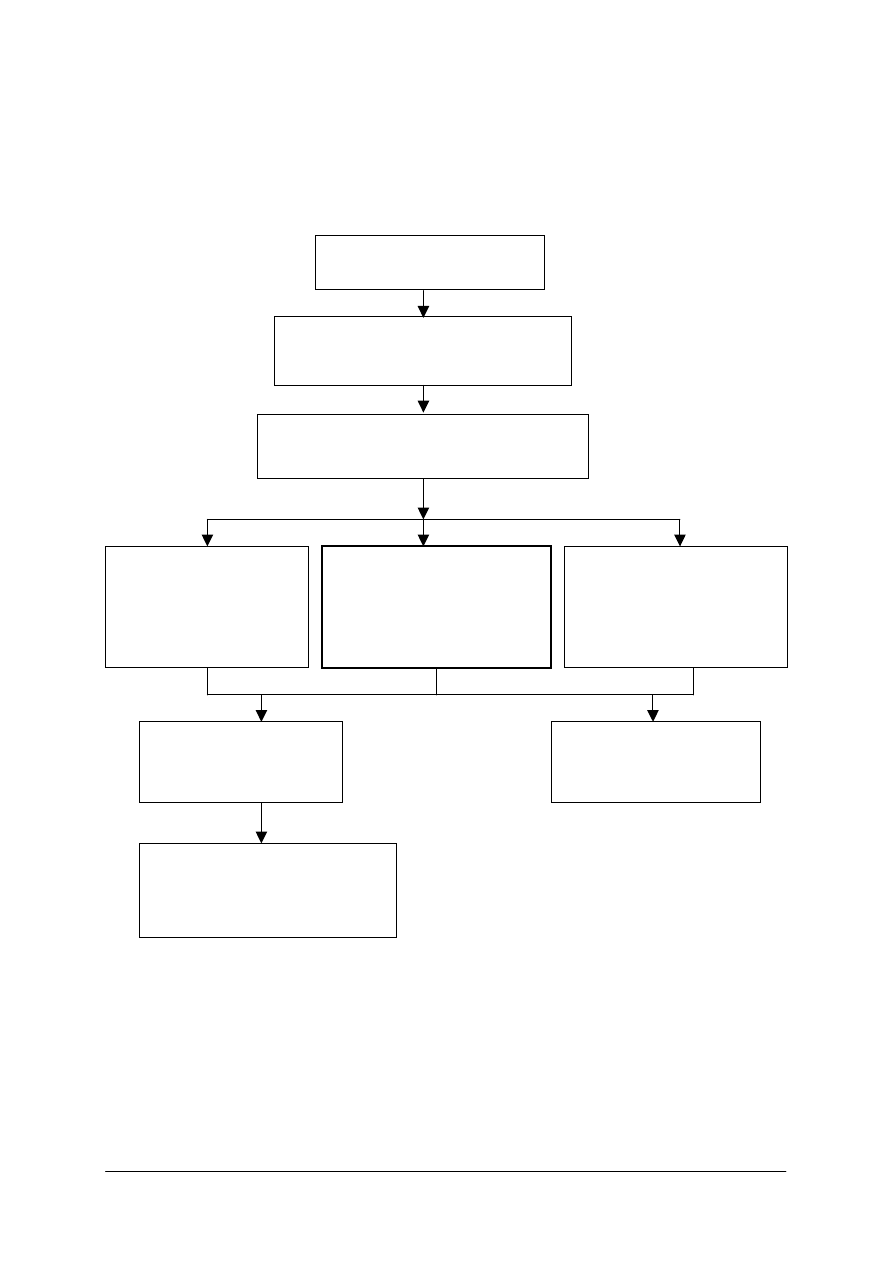
Schemat układu jednostek modułowych
721[01].Z1
Technologie robót blacharskich
721[01].Z1.01
Posługiwanie się podstawowymi pojęciami
z zakresu blacharstwa
721[01].Z1.02
Wykonywanie elementów i przedmiotów z blachy
z zastosowaniem narzędzi ręcznych
721[01].Z1.03
Wykonywanie elementów
i przedmiotów z blachy
z zastosowaniem maszyn
i urządzeń
721[01].Z1.04
Wykonywanie elementów
i przedmiotów z blachy
z zastosowaniem operacji
mechanicznej obróbki
skrawaniem
721[01].Z1.05
Wykonywanie elementów
i przedmiotów z blachy
metodami obróbki plastycznej
i cieplnej
721[01].Z1.06
Wykonywanie
nierozłącznych połączeń
blach
721[01].Z1.08
Wykonywanie konserwacji
I naprawy elementów
i konstrukcji z blachy
721[01].Z1.07
Wykonywanie montażu I demontażu
elementów i zespołów blacharskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
stosować terminologię zawodową z zakresu blacharstwa,
−
czytać i interpretować dokumentację techniczną,
−
wykonywać odwzorowania graficzne elementów wykonanych z blachy,
−
wytrasować kształt wykonywanego elementu zgodnie z rysunkiem,
−
rozpoznawać materiały,
−
rozróżnić elementy maszyn i mechanizmy,
−
określać właściwości materiałów wykorzystywanych w blacharstwie,
−
rozróżniać podstawowe techniki wytwarzania,
−
dobierać przyrządy pomiarowe,
−
wykonywać podstawowe pomiary warsztatowe oraz interpretować ich wyniki,
−
stosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas użytkowania maszyn, urządzeń, narzędzi i przyrządów,
−
zidentyfikować zagrożenia pożarowe na stanowisku pracy,
−
dobrać środki ochrony indywidualnej w zależności od rodzaju wykonywanej pracy,
−
stosować procedury udzielania pierwszej pomocy,
−
korzystać z literatury technicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować proces skrawania blachy,
–
określić właściwości materiałów stosowanych w skrawaniu blachy,
–
scharakteryzować materiały metalowe poddawane obróbce skrawaniem,
–
dobrać narzędzia, przyrządy, maszyny i urządzenia do obróbki skrawaniem,
–
scharakteryzować budowę i działanie maszyn i urządzeń skrawających,
–
zaplanować proces kształtowania elementów i przedmiotów z blachy z zastosowaniem
toczenia, wiercenia, rozwiercania, frezowania, szlifowania,
–
przygotować materiał do obróbki skrawaniem,
–
zorganizować stanowisko do obróbki skrawaniem zgodnie z wymaganiami ergonomii,
–
wykonać operacje toczenia, wiercenia, frezowania i szlifowania,
–
ocenić jakość i prawidłowość elementu lub przedmiotu wykonanego z zastosowaniem
obróbki skrawaniem,
–
dokonać konserwacji obrabiarek do metalu,
–
posłużyć się dokumentacją technologiczną oraz normami dotyczącymi obróbki
skrawaniem,
–
skorzystać z katalogów i poradników w zakresie mechanicznej obróbki skrawaniem,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
ś
rodowiska podczas wykonywania pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały używane do obróbki skrawaniem
4.1.1. Materiał nauczania
Obróbka skrawaniem polega na oddzieleniu od przedmiotu obrabianego zbędnego
nadmiaru materiału zwanego nadmiarem obróbkowym i nadania mu żądanego kształtu,
wymiarów i gładkości powierzchni. Nadmiar ten jest zamieniony na wióry stanowiące odpad.
Duży nadmiar obróbkowy jest niekorzystny, gdyż zwiększa koszt materiału i wydłuża czas
obróbki.
Materiałami poddawanymi obróbce mechanicznej przez skrawanie są najczęściej
materiały metalowe.
W niniejszym poradniku zwrócimy uwagę na obróbkę mechaniczną przedmiotów, do
wykonania których materiałem wyjściowym jest blacha.
Blachy produkowane są w postaci arkuszy lub taśm. Grubość ich wynosi od setnych
części milimetra do kilkudziesięciu milimetrów. Najbardziej rozpowszechnione są blachy
stalowe, stalowe powlekane innymi metalami lub powłokami z tworzyw sztucznych. Blachy
wykonywane są również z metali nieżelaznych jak miedź, mosiądz, brąz, aluminium.
Przed obróbką skrawaniem, blachy są najczęściej poddane przygotowaniu przez cięcie,
wypalanie lub tłoczenie.
Materiały stalowe przeznaczone do obróbki skrawaniem mogą być produkowane w stanie
surowym, zmiękczonym, normalizowanym lub ulepszonym cieplnie. W trakcie procesu
wytwarzania gotowego wyrobu można również wykonywać różne rodzaje obróbki cieplnej
(hartowanie, odpuszczanie, wyżarzanie), cieplno-chemicznej (azotowanie, nawęglanie,
cyjanowanie) lub elektrolitycznej (miedziowanie, cynkowanie, chromowanie).
Własności wytrzymałościowe określane są jako Rm [MPa]. Jest to wytrzymałość
materiału na rozciąganie. Wielkość ta jest ściśle powiązana z twardością materiału i określona
przez normy. Na podstawie znajomości Rm danego materiału można odczytać z tabeli
przybliżoną wartość twardości. Na rysunkach najczęściej podawana jest twardość jaką ma
uzyskać gotowy wyrób.
Twardość wyrobu określana jest w °HRC (badanie twardości metodą Rockwella), °HRB
(badanie twardości metodą Brinella) lub °HV (badanie twardości metodą Vickersa).
Powierzchnie przedmiotów obrobionych powinny być zabezpieczone antykorozyjnie
przez:
−
pokrycie obrobionego przedmiotu warstewką oleju (smaru),
−
malowanie farbami,
−
obróbkę elektrolityczną.
Aby mogło nastąpić skrawanie, musi zaistnieć ruch narzędzia względem przedmiotu
obrabianego. Twardość ostrza narzędzia skrawającego musi być większa o 20–30° HRC od
twardości materiału obrabianego.
Do wyrobu narzędzi skrawających używane są stale:
−
narzędziowe węglowe (N9–N12),
−
narzędziowe stopowe (NV, NC6, NW1, NWC),
−
szybkotnące (SW18, SW7M, SK10V).
Materiały o dużej twardości i odporności na ścieranie to węgliki metali trudno topliwych,
nazywane węglikami spiekanymi. Wykonuje się z nich ostrza narzędzi skrawających, które
mogą być przylutowane lub przykręcone do korpusu narzędzia (rys. 1).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
a)
b)
Rys. 1. Płytki z węglików spiekanych: a) kształt płytek, b) wygląd powierzchni płytek [opracowanie własne].
Podczas procesu skrawania wydziela się ciepło, które nagrzewa materiał obrabiany, wióra
oraz narzędzie skrawające. Wysoka temperatura jaka powstaje na ostrzu narzędzia, obniża
jego właściwości skrawne.
Stale węglowe szybko tracą twardość w temperaturach skrawania przekraczających
200°C. Stale szybkotnące zachowują właściwości skrawne w temperaturach do 650°C. Aby
odprowadzić ciepło z obszaru skrawania, stosuje się chłodzenie płynami chłodzącymi.
Stępione ostrza narzędzi można zregenerować, to znaczy przywrócić im odpowiedni
kształt i naostrzyć.
Najprostszym sposobem na zregenerowanie narzędzi jest ostrzenie krawędzi
skrawających na szlifierkach do narzędzi.
Ciecze chłodzące wywierają korzystny wpływ nie tylko na trwałość ostrza, lecz również
na obniżenie oporów skrawania i stan powierzchni.
Chłodzenie ma ograniczone zastosowanie do toczenia przy użyciu węglików spiekanych.
Węgliki spiekane są mało odporne na nagłe zmiany temperatury i przy zetknięciu się gorącej
płytki węglika z chłodnym płynem chłodzącym mogą pękać.
Przygotowanie materiału i dokumentacji technicznej
Przed przystąpieniem do wykonania danej części należy:
−
określić ilość materiału potrzebną do wykonania jednej sztuki wyrobu,
−
sporządzić proces technologiczny (przewodnik warsztatowy),
Ilość materiału zwiększona o szerokość cięcia nazywa się normą techniczną. Jest ona
podstawą do obliczenia kosztu materiału na jedną sztukę wyrobu.
W przewodniku warsztatowym powinna być wyszczególniona kolejność czynności
następujących po sobie, w wyniku których otrzymuje się gotową część. W produkcji
jednostkowej podaje się typ obrabiarek i czas wykonania czynności na tej obrabiarce.
W produkcji seryjnej opracowanie procesu technologicznego musi być bardziej
szczegółowe i zawierać dodatkowo:
−
rodzaj narzędzi,
−
pomoce warsztatowe,
−
parametry skrawania.
Na podstawie sumy czasów kolejnych czynności można obliczyć całkowity czas na
jednostkę wyrobu.
Parametry skrawania
Parametry (warunki) skrawania są to cechy charakterystyczne dla danego rodzaju obróbki
takie jak: szybkość skrawania, głębokość skrawania i posuw. Wielkość tych parametrów
zależy od rodzaju materiału obrabianego, od rodzaju narzędzia, stanu technicznego obrabiarki.
Od właściwego doboru tych parametrów zależy dokładność obróbki, gładkość
powierzchni, wydajność obróbki i trwałość ostrza narzędzia.
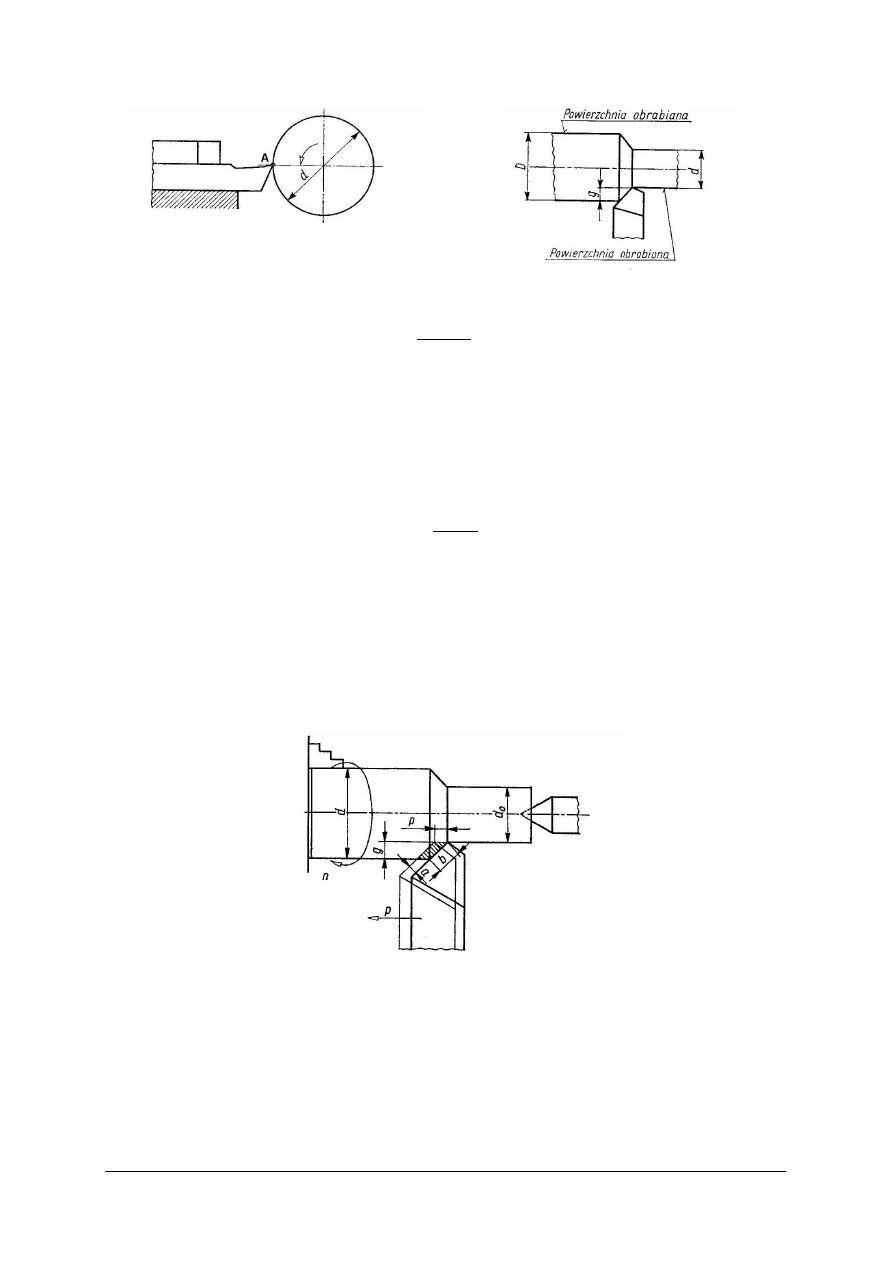
Prędkością skrawania (v) nazywamy drogę, którą w jednostce czasu przebywa
narzędzie skrawające względem powierzchni obrabianego przedmiotu, w kierunku głównego
ruchu roboczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 2. Droga punktu podczas jednego obrotu toczonego
wałka [9, s. 16]
Rys. 3. Głębokość skrawania podczas toczenia [9, s. 17].
1000
n
d
v
⋅
⋅
=
π
[m/min]
v – prędkość skrawania [m/min],
π
– stała matematyczna wynosząca około 3,14
d – średnica przedmiotu obrabianego [mm],
n – prędkość obrotowa przedmiotu obrabianego [obr/min].
Dla stali szybkość skrawania wynosi od 20 do 90 m/min.
Głębokością skrawania (g) nazywamy odległość powierzchni obrabianej od obrobionej.
g =
2
d
D
−
[mm]
g – głębokość skrawania,
D – średnica przedmiotu obrabianego,
d – średnica przedmiotu obrobionego.
Dla obróbki zgrubnej głębokość skrawania przyjmuje się orientacyjnie w granicach 3 do 8 mm
(wielkość ta może być większa i zależy od pozostałych warunków skrawania), a dla toczenia
dokładnego 1 do 2 mm.
Posuwem (p) nazywamy wartość przesunięcia noża podczas jednego obrotu obrabianego
przedmiotu.
Rys. 4. Zmiana położenia noża tokarskiego po wykonaniu jednego obrotu toczonego wałka [9, s. 17].
Przystępując do doboru warunków skrawania należy przeprowadzić dokładną analizę
dotyczącą wszystkich danych związanych z przedmiotem obrabianym, narzędziem
i obrabiarką.
Informacje dotyczące przedmiotu obrabianego powinny być określone przez konstruktora
na rysunku technicznym i zawierać:
−
rodzaj i gatunek materiału,
−
właściwości mechaniczne, rodzaj obróbki cieplnej, twardość,
−
stan powierzchni,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
−
tolerancje wymiarów i kształtu,
−
chropowatość powierzchni.
Dane dotyczące obrabiarki to: wznios i rozstaw kłów, moc silnika, sprawność, sposób
mocowania przedmiotu i narzędzi, wielkość stołu roboczego.
Na podstawie powyższych danych można dobrać sposób obróbki, rodzaj narzędzi, sposób
zamocowania, ilość i kolejność operacji w wyniku których można otrzymać gotowy wyrób.
Parametry skrawania umieszczane są na korpusach obrabiarek w postaci wykresów lub
tabel, w dokumentacji techniczno-ruchowej danej maszyny, w poradnikach lub w katalogach
narzędzi skrawających.
Po dobraniu i ustawieniu warunków skrawania na obrabiarce, należy je skorygować
podczas początkowego etapu obróbki.
Ze względu na dokładność wykonania i chropowatość powierzchni obróbkę skrawaniem
można podzielić na: zgrubną, średnio dokładną, dokładną i bardzo dokładną.
Tabela 1. Zależność klasy dokładności wykonania i chropowatości powierzchni od sposobu obróbki [8, s. 7].
L.p.
Sposób obróbki
Wysokość nierówności Rz [µm]
Klasy dokładności
1.
Toczenie zgrubne
80–40
11–15
2.
Toczenie średnio dokładne
40–20
8–11
3.
Toczenie dokładne
10–6,3
8–9
4.
Toczenie bardzo dokładne
6,3–1,6
4–7
5.
Frezowanie zgrubne
80–20
12–13
6.
Frezowanie dokładne
10–3,2
7–11
7.
Wiercenie
80–40
10–13
8.
Rozwiercanie zgrubne
40–20
6–11
9.
Rozwiercanie wykańczające
10–1,6
4–5
10.
Szlifowanie zgrubne
20–6,3
9–10
11.
Szlifowanie dokładne
6,3–3,2
6–8
12.
Szlifowanie bardzo dokładne
3,2–0,8
4–5
Od właściwego doboru warunków skrawania, narzędzi i sposobu chłodzenia zależy stan
powierzchni i dokładność obrabianego przedmiotu. Duży wpływ na jakość obróbki ma stan
techniczny obrabiarki.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak przebiega proces skrawania?
2. Jakie właściwości mają materiały poddawane obróbce skrawaniem?
3. Jakie właściwości mają materiały skrawające?
4. Z jakich materiałów wykonuje się ostrza narzędzi skrawających?
5. Jakie rodzaje obróbki cieplnej stosuje się w wykonywaniu przedmiotów metalowych?
6. Jak określa się wymagane chropowatości na różnych powierzchniach części?
7. Jak oznacza się na rysunkach wymagane twardości wykonywanych części?
8. Jakie rodzaje pokryć stosuje się do zabezpieczania części przed korozją?
9. Jakie parametry są charakterystyczne dla obróbki skrawaniem?
10. Na czym polega przygotowanie materiału do obróbki skrawaniem?
11. Jakie informacje powinien zawierać proces technologiczny (przewodnik warsztatowy)?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z przykładowego procesu technologicznego informacje dotyczące parametrów
obróbki skrawaniem (posuw, obroty, głębokość skrawania) w występujących operacjach
technologicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) odczytać z procesu wymiar materiału wyjściowego,
5) odczytać z procesu kolejność operacji technologicznych,
6) odczytać obroty wrzeciona roboczego dla każdej operacji,
7) odczytać prędkości skrawania,
8) odczytać wielkości posuwu,
9) odczytać głębokości skrawania,
10) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
11) sformułować wnioski z realizacji ćwiczenia,
12) zaprezentować efekty swojej pracy,
13) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
przykładowy proces technologiczny składający się z kilku operacji np. toczenie,
wiercenie, frezowanie,
−
tabele parametrów technologicznych,
−
kalkulator,
−
przybory do pisania.
Ćwiczenie 2
Odczytaj z przykładowych rysunków technicznych informacje dotyczące właściwości
materiałów obrabianych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) odczytać wymiary materiału wyjściowego do obróbki skrawaniem,
5) odczytać właściwości materiału wyjściowego do obróbki skrawaniem,
6) odczytać gatunki materiałów na różnych rysunkach,
7) odszukać powierzchnie, na których nie zalecana jest żadna obróbka skrawająca,
8) odczytać wymagane chropowatości na różnych powierzchniach elementu,
9) odczytać rodzaj obróbki cieplnej zalecanej w poszczególnych elementach,
10) odczytać wymagane twardości po obróbce cieplnej na poszczególnych rysunkach,
11) odczytać rodzaj pokrycia antykorozyjnego na poszczególnych przedmiotach,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
12) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
13) sformułować wnioski z realizacji ćwiczenia,
14) zaprezentować efekty swojej pracy,
15) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
rysunki techniczne,
−
literatura z rozdziału 6 dotycząca rysunku technicznego,
−
Polskie Normy, poradniki, katalogi,
−
przybory do pisania.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować proces skrawania?
2) określić właściwości materiałów stosowanych w skrawaniu blach?
3) scharakteryzować materiały do produkcji narzędzi?
4) odczytać z procesu kolejność operacji technologicznych?
5) odczytać parametry skrawania dla każdej operacji?
6) odczytać z rysunku wymiary materiału wyjściowego do obróbki
skrawaniem?
7) odczytać
właściwości
materiału
wyjściowego
do
obróbki
skrawaniem?
8) odczytać gatunki materiałów na różnych rysunkach?
9) odszukać powierzchnie, na których nie zalecana jest żadna obróbka
skrawająca?
10) odczytać rodzaj obróbki cieplnej zalecanej w poszczególnych
elementach?
11) odczytać
wymagane
twardości
po
obróbce
cieplnej
na
poszczególnych rysunkach?
12) odczytać wymagane chropowatości na różnych powierzchniach
elementu?
13) odczytać rodzaj pokrycia antykorozyjnego na poszczególnych
przedmiotach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Rodzaje i zastosowanie narzędzi, urządzeń i maszyn
skrawających
4.2.1. Materiał nauczania
Obróbkę skrawaniem można przeprowadzić narzędziami skrawającymi i ściernymi. Ze
względu na geometryczne cechy ruchów występujące podczas skrawania oraz rodzaj
stosowanych narzędzi, rozróżnia się następujące podstawowe sposoby obróbki skrawaniem:
toczenie, wiercenie, frezowanie i szlifowanie (rys. 5).
1
2
3
4
5
6
7
8
9
Rys. 5. Rodzaje obróbki skrawaniem: 1) toczenie wzdłużne, 2) toczenie poprzeczne; 3) wytaczanie, 4) wiercenie,
5) rozwiercanie, 6) frezowanie, 7) szlifowanie wałków, 8) szlifowanie otworów, 9) szlifowanie
płaszczyzn [opracowanie własne].
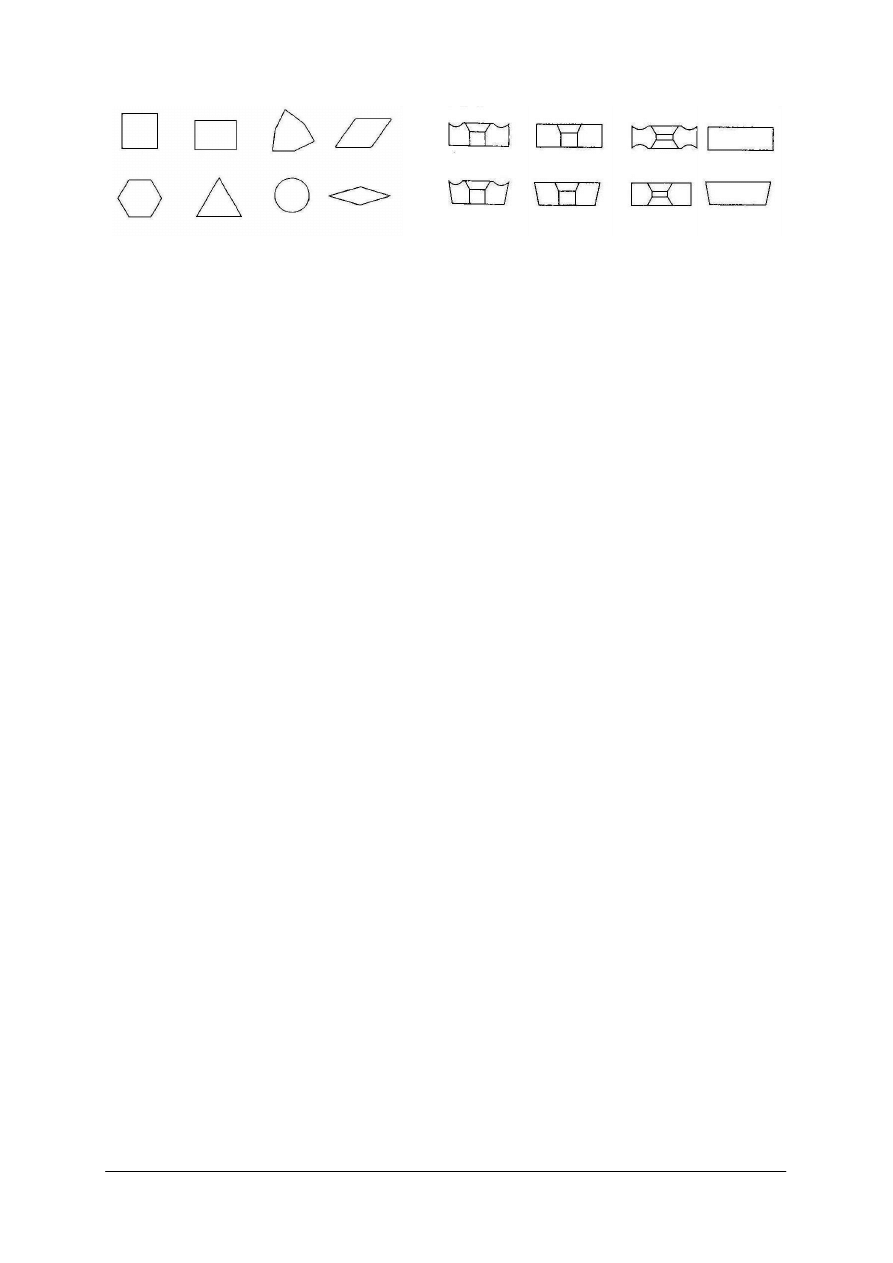
Noże tokarskie są podstawowymi narzędziami stosowanymi do obróbki przedmiotów
przez toczenie. W zależności od przeznaczenia rozróżnia się noże:
−
obtaczaki (do toczenia powierzchni zewnętrznych – rys. 6 – 1, 2),
−
przecinaki (do przecinania i toczenia rowków – rys. 6 – 3, 4, 5),
−
wytaczaki (do wytaczania otworów – rys. 6 – 6, 7),
−
noże kształtowe (do toczenia powierzchni o określonym kształcie – rys. 6 – 8, 9).
1
2
3
4
5
6
7
8
9
Rys. 6. Noże tokarskie: 1) prosty lewy, 2) prawy, 3) odsadzany lewy, 4) obustronny, 5) odsadzany prawy,
6) wytaczak do stożków, 7) wytaczak do powierzchni walcowych, 8) nóż kształtowy dwustronny, 9) nóż
kształtowy lewy [8, s. 149].
Ze względu na sposób mocowania w tokarce, rozróżnia się noże:
−
imakowe (mocowane bezpośrednio w imaku – rys. 8),
−
oprawkowe (mocowane w oprawce, którą umieszcza się w imaku – rys 9).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
1
2
3
4
Rys. 7. Noże tokarskie: 1) jednolity, 2) z płytką przylutowaną, 3) zgrzewany, 4) oprawkowy [8, s. 150].
Rys. 8. Zastosowanie różnych noży imakowych: 1) zdzierak prosty prawy, 2) zdzierak wygięty prawy,
3) zdzierak zaokrąglony prosty, 4) gładzik spiczasty, 5 wykańczak boczny wygięty w lewo),
6) wykańczak prostoliniowy, 7) boczny odsadzony prawy, 8) przecinak, 9) zdzierak prosty prawy,
10) wytaczak hakowy, 11) wytaczak do otworów nieprzelotowych, 12) wytaczak do otworów
przelotowych [9, s. 26].
Rys. 9. Toczenie nożami oprawkowymi z wkładkami ze stali szybkotnącej: 1) przecinak, 2) nóż wygięty w lewo,
3) nóż prosty, 4) nóż wygięty w prawo, 5) wytaczak [3, s. 47].
Noże tokarskie wykonuje się ze stali narzędziowej węglowej lub szybkotnącej jako
jednolite lub zgrzewane (rys. 7). Ostrza z węglików spiekanych w postaci płytek lutuje się do
korpusu noża lub przykręca wkrętem.
Wiertła są to narzędzia do wykonywania otworów. Wiertło składa się z części roboczej
i części chwytowej (rys. 10). Kręte rowki, które są na obwodzie części roboczej służą do
usuwania wiórów powstających podczas obróbki. Część chwytowa wiertła może mieć kształt
cylindryczny, stożka Morse’a lub stożka metrycznego. Zbieżność stożków Morse’a

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
w zależności od wielkości wiertła jest różna. Zbieżność stożków metrycznych jest jednakowa,
niezależnie od średnicy wiertła i wynosi 1:20.
Rys. 10. Wiertła kręte z chwytem: 1) stożkowym, 2) walcowym [7, s. 152].
Wiertła wykonane są ze stali narzędziowej. Do wiercenia otworów w przedmiotach
trudno obrabialnych stosuje się wiertła, które mają ostrze skrawające zakończone płytkami
z węglików spiekanych (rys. 11). Płytki te mogą być wlutowane lub wymienne, przykręcane
mechanicznie.
1
2
Rys. 11. Wiertła z ostrzem z węglików spiekanych z chwytem: a) stożkowym, 2) walcowym
[opracowanie własne].
Jeżeli otwór poddany obróbce ma mieć dużą średnicę, wówczas wiercenie wykonuje się
za pomocą dwóch lub trzech wierteł o coraz większych średnicach (rys 12-2). Kolejne
wiercenia po wykonaniu otworu wstępnego to powiercanie. Jeżeli jest wymagana duża
gładkość i dokładność powierzchni otworu, wówczas ostatnią operacją przy wykonywaniu
otworu jest rozwiercanie rozwiertakiem (rys 12-3).
Do wykonywania dużych otworów w blachach cienkich stosuje się specjalne przyrządy –
wycinaki o nastawianym wysięgu noża (rys. 12-4). Trzpienie wycinaków są mocowane we
wrzecionie wiertarki.
1
2
3
4
Rys. 12. Obróbka otworów: 1) wiercenie wstępne, 2) powiercanie, 3) rozwiercanie, [9, s.72], 4) wiercenie
otworu o dużej średnicy w cienkim materiale [10, s. 83].
Rozwiertaki stałe wykonuje się na ściśle określony wymiar(rys 13- 1, 2, 3). Rozwiertaki
nastawne można w zależności od wielkości regulować w pewnych, niewielkich granicach
(rys. 13-4). Rozwiertaki o małych średnicach wykonuje się jako trzpieniowe, a o średnicach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
większych jako nasadzane, które mocuje się na oddzielnych trzpieniach. Do wykonywania
otworów stożkowych służą rozwiertaki stożkowe (rys 13-5, 6, 7).
1
2
3
4
5
6
7
Rys. 13. Rozwiertaki: 1, 2, 3) walcowe, 4) walcowy nastawny, 5, 6, 7) stożkowe [5, s. 76].
Jeżeli otwory muszą być pogłębione według określonego kształtu, wówczas stosuje się
odpowiednie pogłębiacze (rys 14).
1
2
3
Rys. 14. Pogłębiacze: 1, 3) walcowe, 2) stożkowy [5, s. 75].
ś
eby nie dopuścić do nadmiernego nagrzania się wiertła w czasie wiercenia, stosuje się
płyny chłodzące, które oprócz chłodzenia mają właściwości smarujące i zmniejszające tarcie.
Najczęściej stosowanym chłodziwem jest emulsja z oleju wiertniczego. Podczas wiercenia
miedzi, jako środka smarującego i zmniejszającego tarcie można stosować terpentynę, a przy
aluminium – naftę lub denaturat.
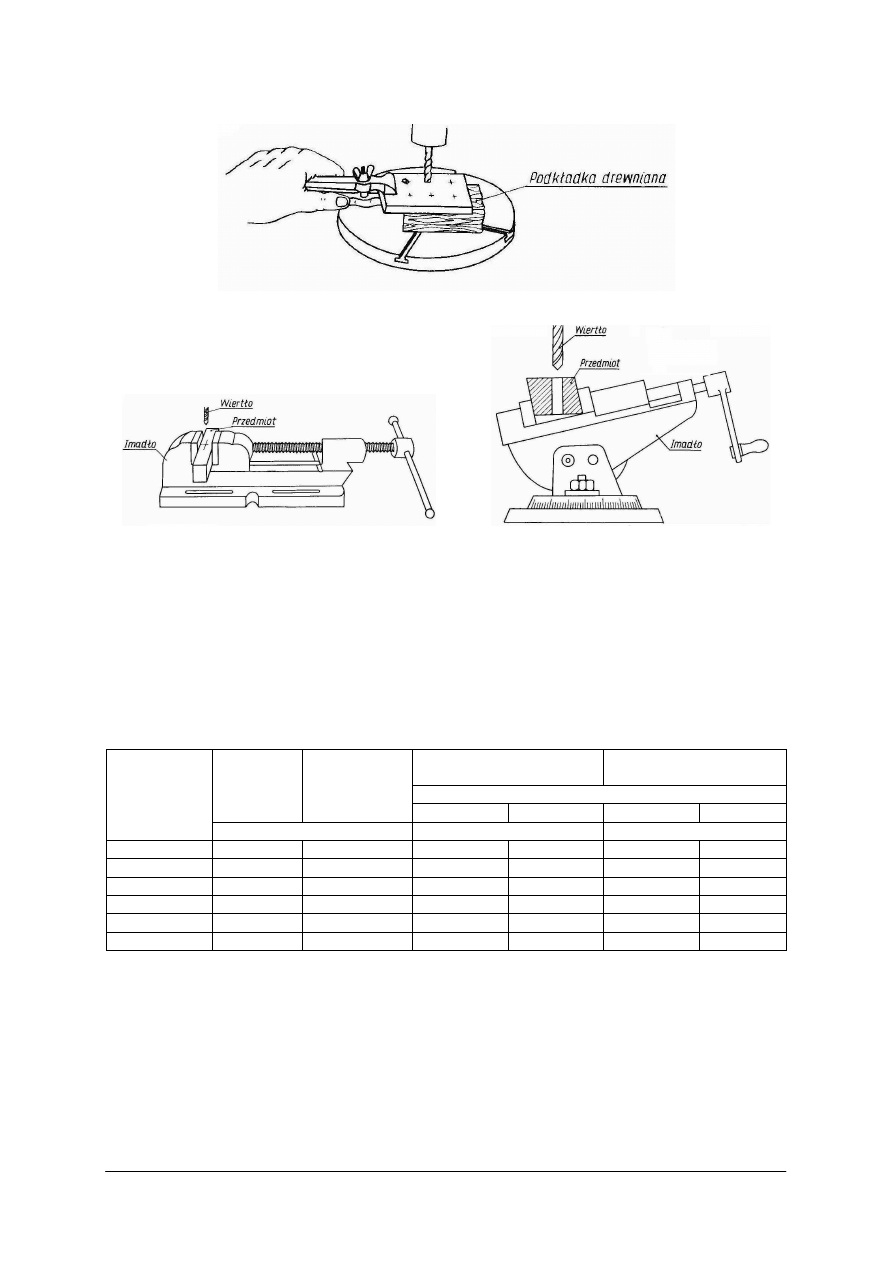
Przed przystąpieniem do wiercenia, środek otworu należy wytrasować i zapunktować
punktakiem.
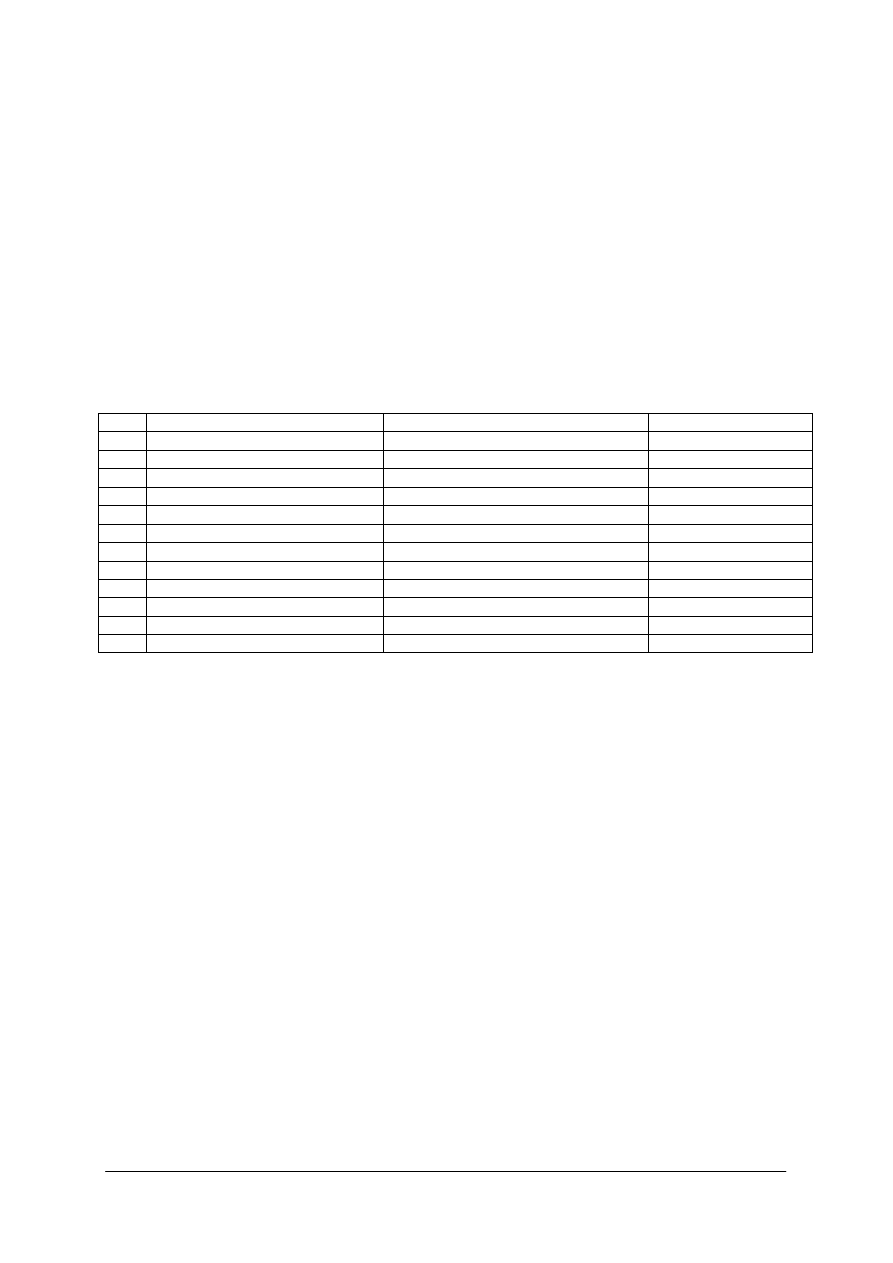
Podczas wiercenia ostrza skrawające ulegają zużyciu. Ostrza ze stali lub z węglików
wlutowanych można zregenerować przez szlifowanie na szlifierce do narzędzi, umieszczając
wiertło w przyrządzie pod odpowiednim kątem (rys. 15).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 15. Ostrzenie wierteł [5, s. 74].
Ostrza wierteł zakończone płytkami wymiennymi, po zużyciu należy zregenerować przez
przełożenie płytek na inne, ostre krawędzie lub wymienić płytki na nowe.
Metodą wiercenia wykonuje się również nakiełki, które służą do mocowania wałków
w kłach obrabiarek. Służą do tego celu nawiertaki (rys 16), które budową przypominają
wiertło kręte i ostrza skrawające mają z obu końców.
Rys. 16. Nawiertaki do nakiełków: 1) zwykłych, 2) chronionych [3, s. 104].
Frezy są to wieloostrzowe narzędzia służące do frezowania. Ruch posuwowy wykonuje
najczęściej przedmiot zamocowany na stole maszyny , rzadziej narzędzie. Frez może zbierać
materiał ostrzami umieszczonymi na obwodzie lub na powierzchni czołowej (rys. 17).
1
2
Rys. 17. Frezowanie: 1) obwodem freza, 2) czołem freza [10, s .81].
Przy frezowaniu obwodowym kierunek obrotu freza może być zgodny z kierunkiem
posuwu materiału obrabianego lub przeciwny (rys. 18). W pierwszym przypadku mamy do
czynienia z frezowaniem współbieżnym, w drugim z przeciwbieżnym. Częściej stosowane
jest frezowanie przeciwbieżne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 18. Frezowanie: 1) współbieżne, 2) przeciwbieżne [9, s. 79].
Frezy wykonywane są jako trzpieniowe (rys. 19) lub nasadzane (rys. 20, 21, 22). Frezy
małe wykonane są w całości ze stali narzędziowej szybkotnącej.
1
2
3
4
1
2
Rys. 19. Frezy trzpieniowe: 1, 2) stożkowe, Rys. 20. Frez nasadzany: 1) jednolity,
3) do rowków teowych, 4) palcowy
2) z wlutowanymi płytkami z węglików
[3, s. 117].
[9, s. 84].
1
2
Rys. 21. Frezy kątowe nasadzane: 1) jednostronny, 2) dwustronny [3, s. 117].
1
2
3
Rys. 22. Frezy tarczowe: 1) tarczowy trzystronny, 2) tarczowy do rowków, 3) piłkowy [3, s. 117].
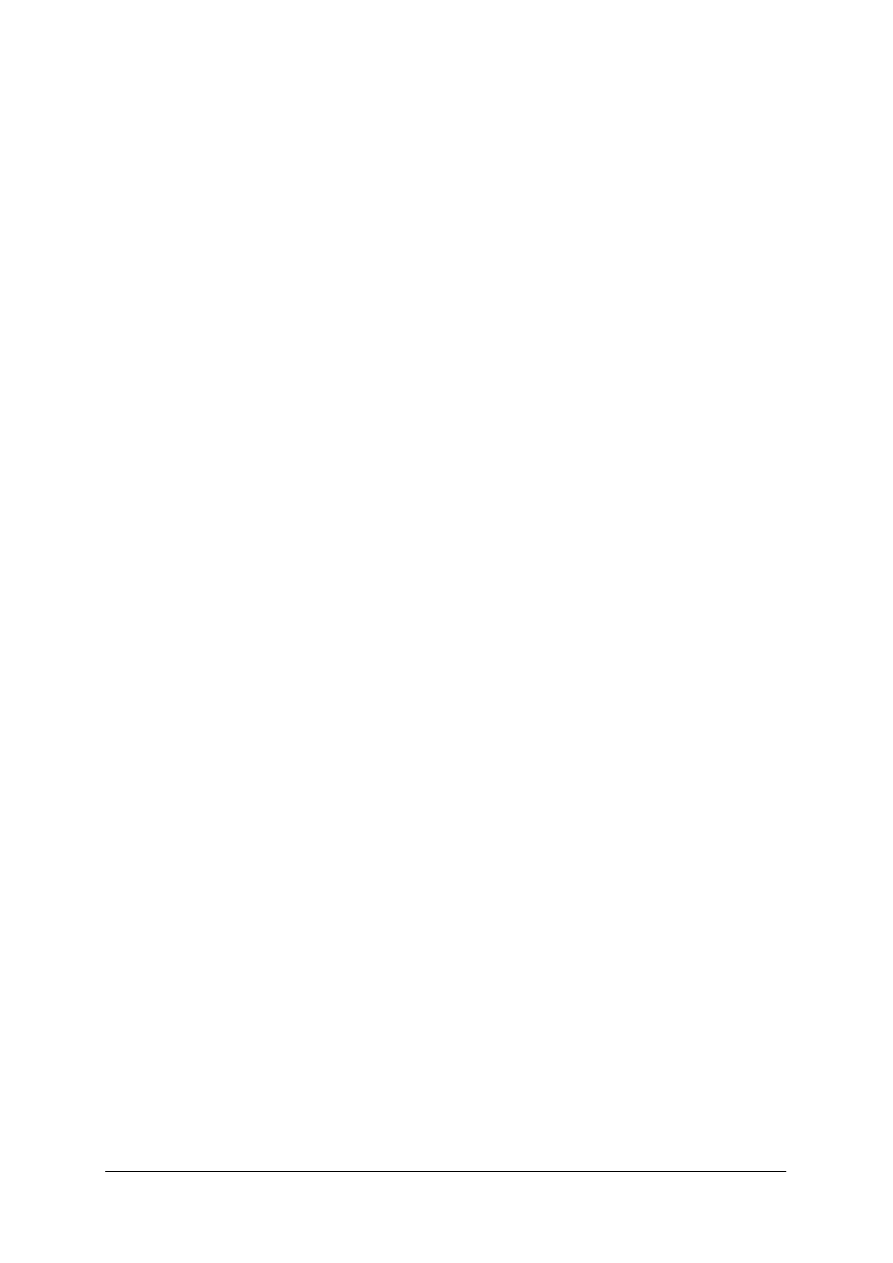
Frezy o większych wymiarach mogą mieć wymienne noże wykonane ze stali
szybkotnącej lub noże z płytkami z węglików spiekanych (rys. 23). Metoda ta jest obecnie
wypierana przez zastosowanie wieloostrzowych płytek z węglików spiekanych mocowanych
do korpusu narzędzia wkrętami i ma zastosowanie do prawie wszystkich rodzajów frezów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
1
2
3
Rys. 23. Głowice frezowe: trzpieniowe z nożami 1)mocowanymi na obwodzie, 2) na czole, 3) nasadzana
z nożami na czole, [9, s. 85].
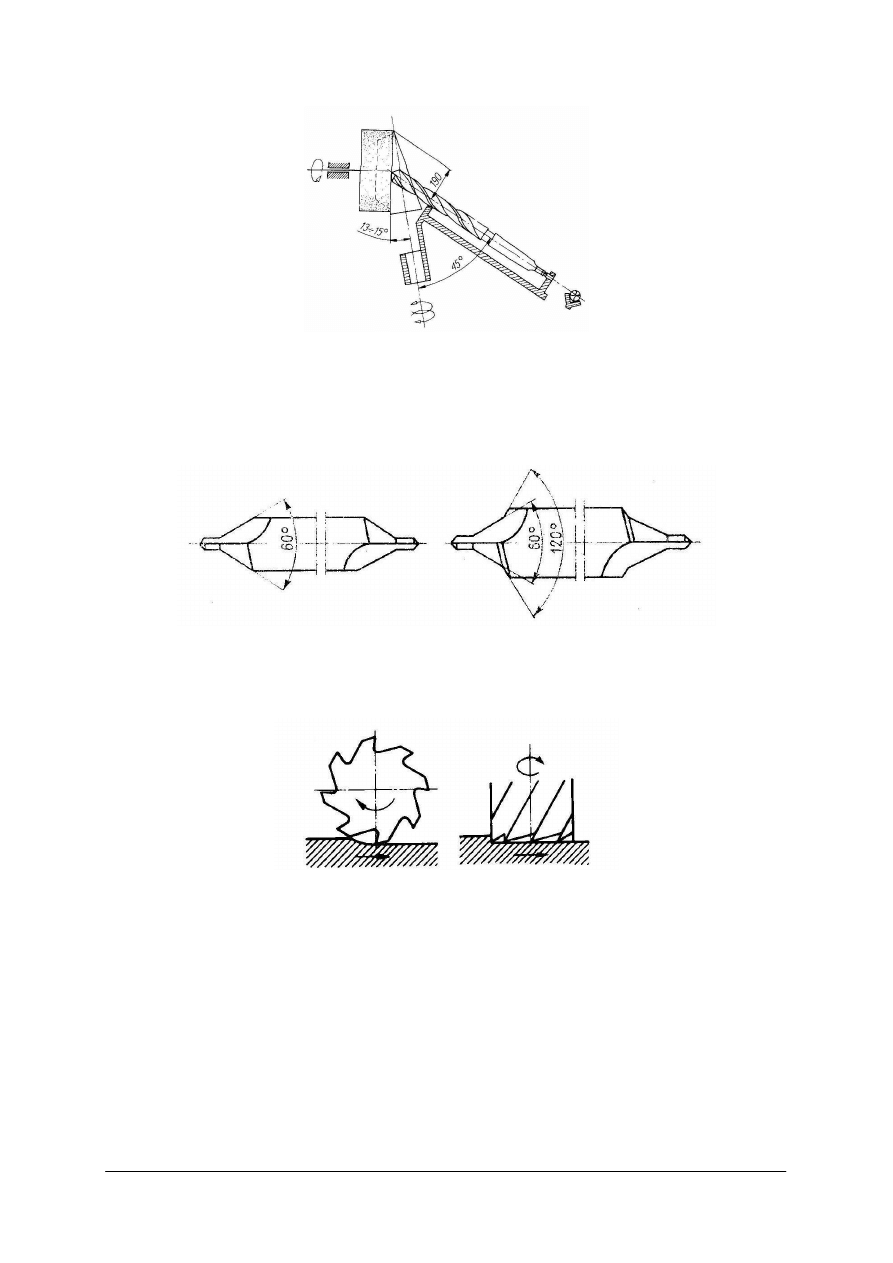
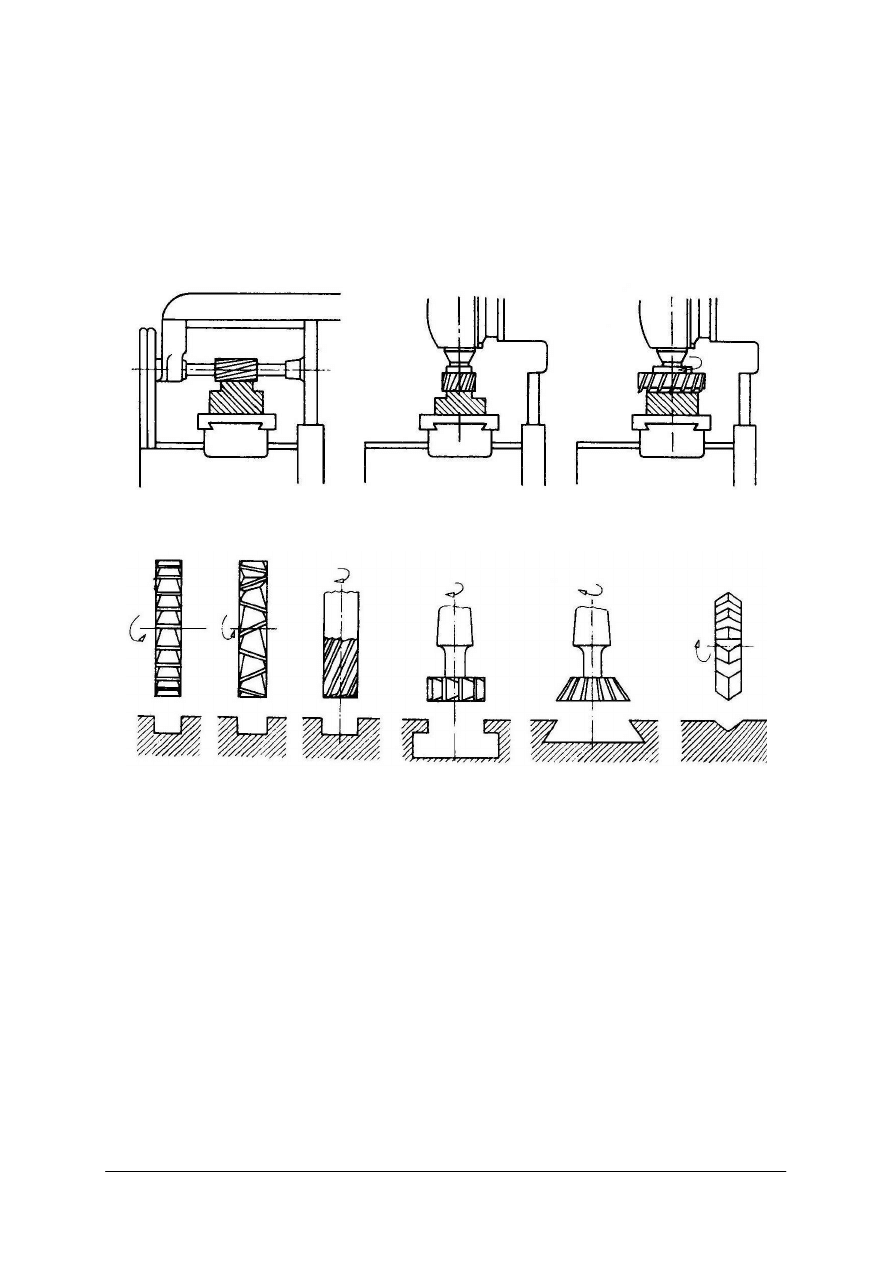
Frezy oraz głowice trzpieniowe są zakończone znormalizowanymi chwytami
(rys. 24).
1 2 3
Rys. 24. Zakończenie głowic trzpieniowych chwytem: 1) walcowym, 2) stożkiem Morse’a, 3) stożkiem
frezarskim 7:24 [opracowanie własne].
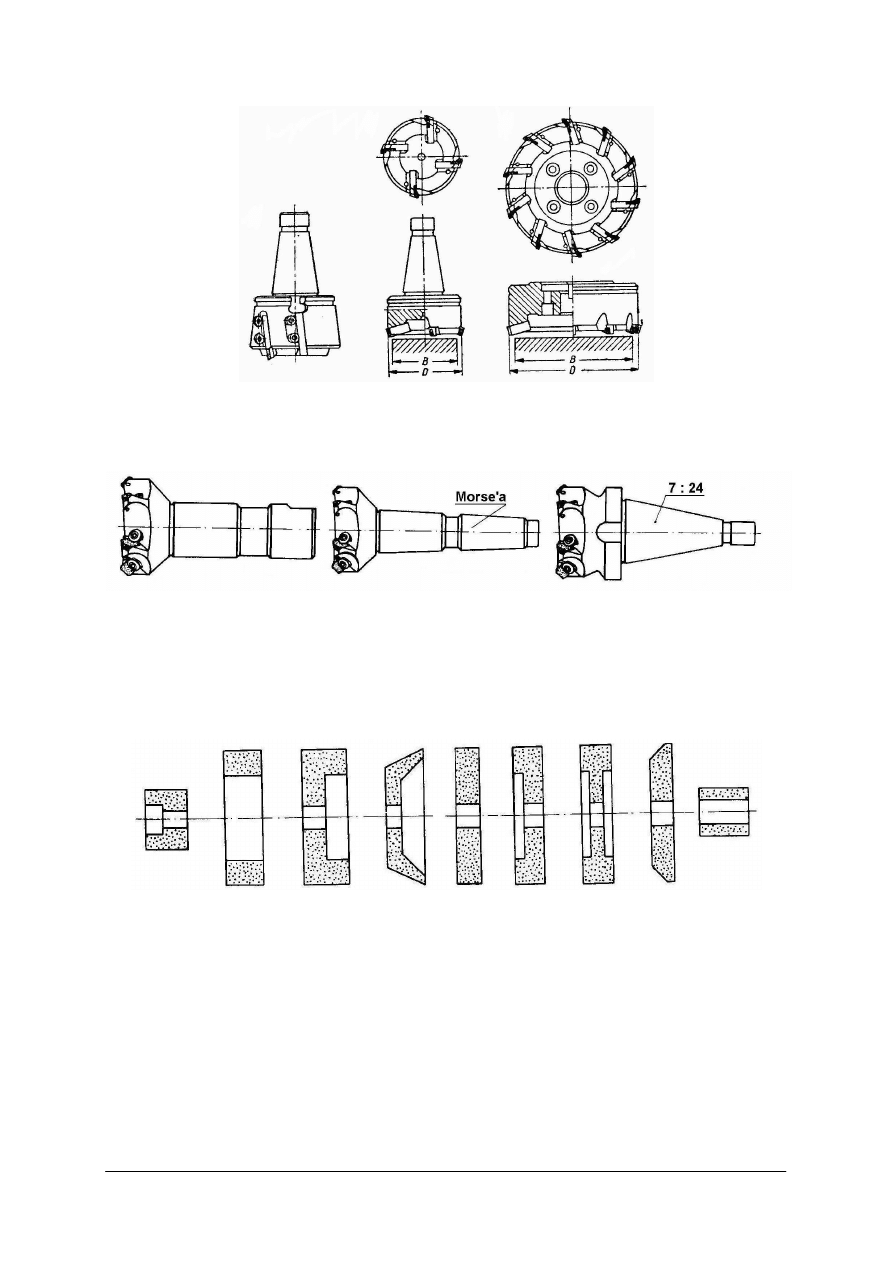
Ściernice są zbudowane z drobnych ziaren mineralnych połączonych spoiwem. Ziarna
ś
ciernicy stanowią mikroskopijne ostrza dla szlifowanego materiału. Ziarna te skrawają
z powierzchni drobne wiórki widoczne podczas szlifowania w postaci iskier.
1
2
3
4
5
6
7
8
9
Rys. 25. Kształty ściernic nasadzanych: 1) walcowa do otworów nieprzelotowych, 2) pierścieniowa,
3) garnkowa, 4) talerzowa, 5) tarczowa płaska, 6) tarczowa z jednostronnym wybraniem, 7) tarczowa
z dwustronnym wybraniem, 8) tarczowa jednostronnie ścięta, 9) walcowa do otworów przelotowych
[opracowanie własne].
Narzędzia ścierne są wytwarzane jako okrągłe tarcze o różnych kształtach (rys. 25),
pryzmatyczne – pilniki i osełki, oraz papiery i płótna ścierne. Kształt ściernicy dobiera się
zależnie od kształtu szlifowanej powierzchni. Rodzaj materiału ściernego, rodzaj spoiwa
i wielkość ziaren ściernych dobiera się zależnie od rodzaju i twardości materiału szlifowanego.
Tarcze szlifierek czołowych o małej średnicy wykonuje się jako jednolite (rys. 25),
natomiast tarcze o dużej średnicy składają się z kompletu oddzielnych segmentów, które
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
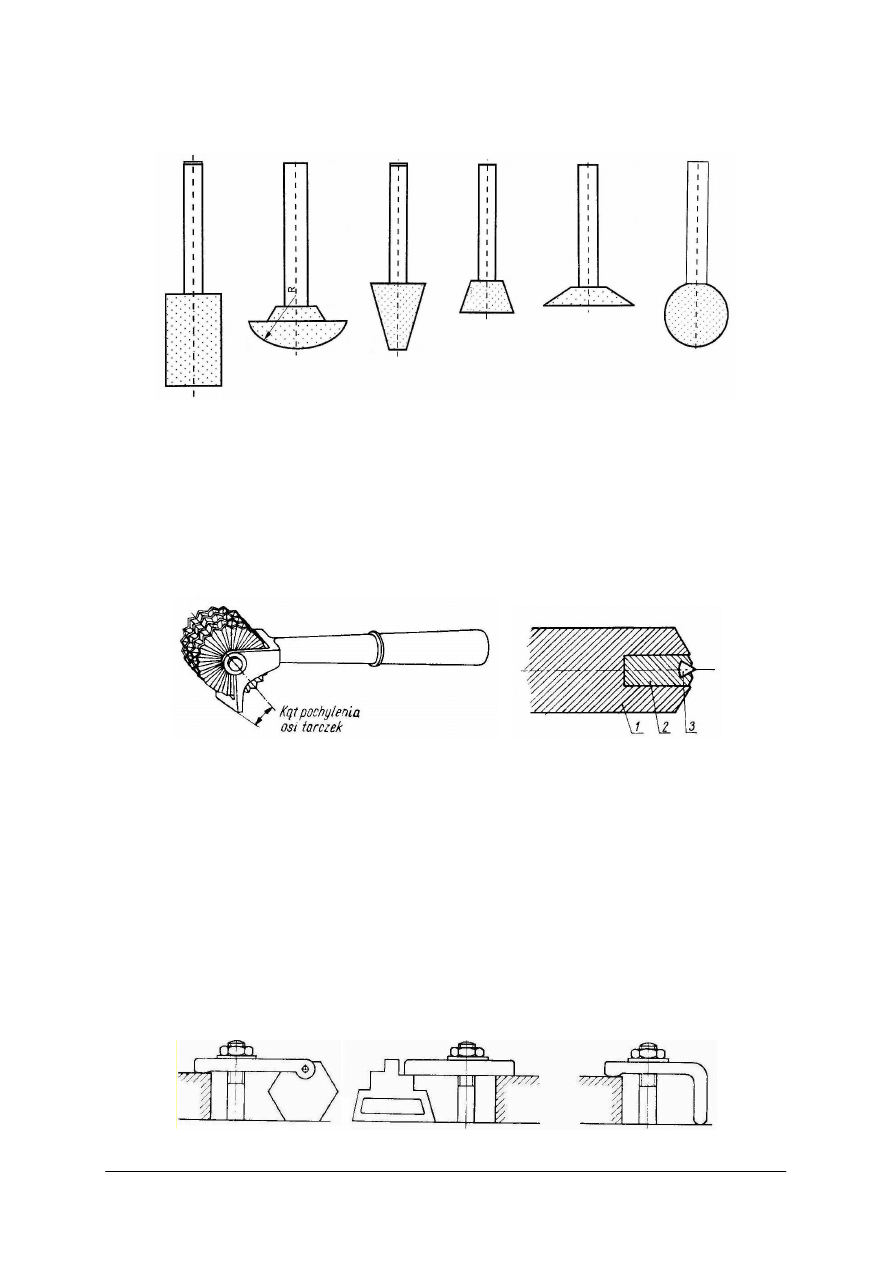
mocuje się do obsady (rys. 52). Do szlifowania powierzchni kształtowych, najczęściej
wewnętrznych stosuje się ściernice trzpieniowe (rys. 26).
1
2
3
4
5
6
Rys. 26. Ściernice trzpieniowe: 1) walcowa, 2) soczewkowa, 3) stożkowa ścięta, 4) stożkowa odwrócona,
5) talerzowa, 6) kulista [14, s. 53–69].
Oczyszczenie (ostrzenie) ściernicy polega na wykruszeniu ze spoiwa ziaren stępionych
i oblepionych materiałem szlifowanym za pomocą oczyszczaka do ściernic.
Wyrównanie ściernicy polega nie tylko na jej oczyszczeniu lecz również na nadaniu jej
odpowiedniego kształtu, który ściernica zatraca podczas zużywania się. Wyrównanie ściernic
wykonuje się za pomocą diamentu osadzonego w specjalnej oprawce przy obfitym
chłodzeniu.
Rys. 27. Przyrząd do czyszczenia tarcz
Rys. 28. Przyrząd do ostrzenia ściernicy: 1) oprawka
szlifierskich [7, s. 301].
stalowa, 2) obsada miedziana, 3) diament
[8, s. 189].
Uchwyty i przyrządy do mocowania przedmiotów.
Założenie przedmiotu do obróbki składa się z ustawienia i zamocowania. Celem zamocowania
jest zapewnienie przedmiotowi podczas obróbki niezmienności położenia nadawanego mu przez
elementy ustalające i oporowe. Siły zamocowania powinny być dostatecznie duże, żeby podczas
obróbki przedmiot nie zmieniał swojego położenia. Z drugiej strony siły zamocowania nie powinny
wywoływać odkształceń lub uszkodzeń przedmiotu obrabianego.
Przedmioty do obróbki mocuje się bezpośrednio do: stołów wiertarek, frezarek
i szlifierek do płaszczyzn przy pomocy śrub i łap (rys. 29), w imadłach, pryzmach (rys. 30) lub
za pomocą uchwytów (rys. 31, 32) i przyrządów jak: stoły obrotowe i pochylne (rys. 39),
podzielnie (rys. 38), imadła obrotowo-pochylne.
Rys. 29. Mocowanie do stołu za pomocą podkładek i docisków [7, s. 157].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 30. Podstawki pryzmowe [opracowanie własne].
Przedmioty do obróbki na tokarkach, szlifierkach do wałków i otworów, są mocowane za
pomocą uchwytów (rys. 31, 32), w kłach (rys. 33) lub na trzpieniach (rys. 34, 35).
Rys. 31. Uchwyt tarczowy czteroszczękowy [8, s. 152]. Rys.32. Uchwyt trójszczękowy [4, s. 289].
1
2
3
Rys. 33. Kły: 1) stały, 2) stały z nakiełkiem, 3) obrotowy [13, s. 3 5.2–10)].
Rys. 34. Trzpień stały stożkowy [1, s. 911].
Rys. 35. Trzpień krótki z tulejką rozprężną: [1, s. 911].
a) mocowanie przedmiotu, b) tulejka rozprężna,
1) tulejka, 2) trzpień, 3) nakrętka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Blachy cienkie, które muszą być frezowane, powinny być łączone po kilka sztuk,
obłożone od zewnątrz blachami grubszymi i skręcone w szczękach imadła, aby podczas
obróbki nie nastąpiło ich uszkodzenie lub wyrwanie.
Blachy do toczenia lub szlifowania średnicy zewnętrznej mogą być skręcone w pakiet na
trzpieniu (rys.36a). Blachy do obróbki otworu można zamocować w przyrządzie tulejowym
(rys. 36b).
Rys. 36. Mocowanie elementów cienkich do obróbki: a) średnicy zewnętrznej, b) otworu [opracowanie własne].
Podczas szlifowania na szlifierkach do płaszczyzn przedmioty posiadające właściwości
magnesowania się można dogodnie mocować przy użyciu stołów elektromagnetycznych. Po
wykonaniu szlifowania należy przedmioty poddać odmagnesowaniu.
Rys. 37. Uchwyt elektromagnesowy: 1) przedmiot mocowany,2) linie pola magnetycznego, 3) płyta
ferromagnetyczna, 4) przekładka diamagnetyczna, 5) rdzeń, 6) cewka, 7) obudowa diamagnetyczna.
[10, s. 86].
Przyrządy służą do łatwiejszego ustawienia położenia przedmiotu obrabianego
względem narzędzia. Zaliczamy do nich: podzielnice (rys. 38), stoły pochylne (rys. 39) i stoły
obrotowe. Wymienione przyrządy służą do zmiany położenia przedmiotu obrabianego
w sposób równomierny.
Rys. 38. Podzielnica [7, s. 292].
Rys. 39. Stół pochylny [2, s. 187].
Stoły frezarek mają rowki teowe do mocowania przedmiotów obrabianych. Materiały
obrabiane mocuje się do stołów przy pomocy śrub i łap, zaciska się w imadłach lub mocuje
przy pomocy przyrządów jak: stoły obrotowe i pochylne, podzielnice, imadła obrotowo-
pochylne. Podzielnice stosuje się do podziału obwodu koła na części.
Stoły obrotowe umożliwiają frezowanie części obrabianej po łuku, jeżeli nie ma
możliwości wykonania tej operacji metodą toczenia.
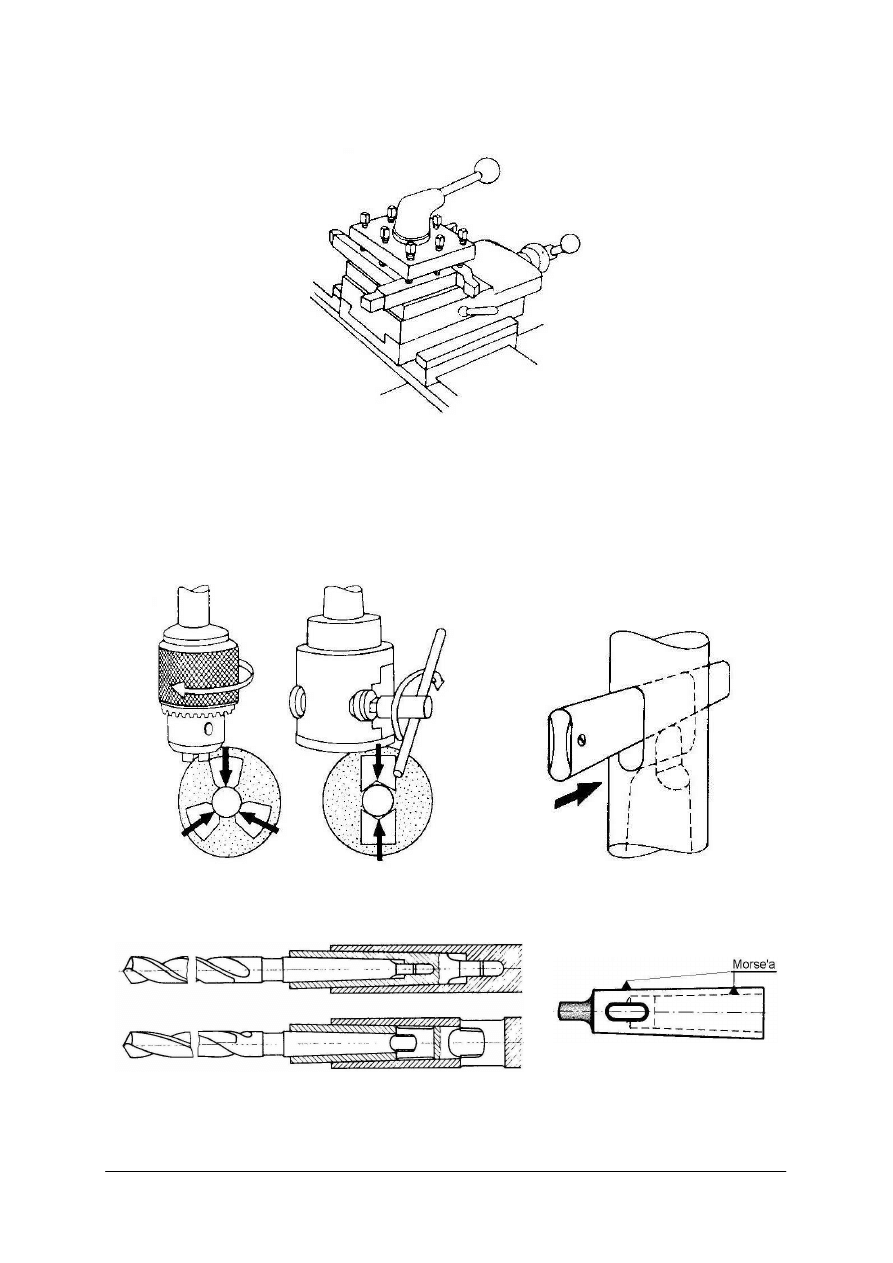
Uchwyty do narzędzi
Narzędzia do obróbki umieszcza się bezpośrednio w imakach nożowych, oprawkach, we
wrzecionach obrabiarek- bezpośrednio lub za pomocą tulejek redukcyjnych i trzpieni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Uchwyty do narzędzi to: imaki (rys. 40) i oprawki do noży i frezów oraz uchwyty do
wierteł (rys. 41) i tuleje redukcyjne (rys. 44).
Rys. 40. Imak nożowy [7, s. 250].
Wiertła są mocowane bezpośrednio we wrzecionie wiertarki, pośrednio w tulejkach
redukcyjnych (rys. 43) lub w uchwytach do wierteł (rys. 41). Dotyczy to również
rozwiertaków i pogłębiaczy. Wyjmowanie wiertła z wrzeciona wiertarki powinno być
wykonywane za pomocą klina (rys. 42).
1 2
Rys. 41. Uchwyty do wierteł: 1) trójszczękowy,
Rys. 42. Wybijanie wierteł za pomocą
2) dwuszczękowy [7, s. 155].
klina [7, s. 155].
Rys. 43. Mocowanie wierteł za pośrednictwem tulejki redukcyjnej Rys. 44. Tulejka redukcyjna do wierteł.
[8, s. 170].
[13, s. 3.4.2].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Frezy trzpieniowe mocuje się we wrzecionie frezarki:
−
bezpośrednio (rys. 45),
−
w oprawkach z tulejkami zaciskowymi (rys. 48),
−
poprzez tuleje redukcyjne (rys. 50).
6 1 2 1 6 4 7 5
Rys. 45. Mocowanie frezów we wrzecionie: 1) wrzeciono, 2) głowica frezowa trzpieniowa, 3) tuleja redukcyjna,
4) trzpień frezarski, 5) głowica frezowa nasadzana, 6) śruba, 7) kamień [opracowanie własne].
Frezy nasadzane mocuje się za pomocą wpustu na oddzielnym trzpieniu frezarskim
(rys. 46, 49).
1
2
Rys. 46. Trzpień frezarski: 1) długi, 2) uniwersalny wydłużony z zabierakiem, [13, s. 3.1.15, 3.1.33].
Rys. 47. Trzpień do frezów nasadzanych [13, s. 3.1.12].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 48. Oprawka z tulejką sprężystą do mocowania frezów z chwytem walcowym [13, s. 3.1.19].
Rys. 49. Zamocowanie trzpienia frezarskiego we wrzecionie frezarki wspornikowej poziomej [2, s. 303].
Jeżeli numer stożka narzędzia lub trzpienia frezarskiego nie jest zgodny z numerem
stożka wrzeciona, można zastosować podobnie jak w przypadku wiertarek odpowiednie
tulejki redukcyjne (rys. 50).
Rys. 50. Tuleja redukcyjna [13, s. 3.1.10].
Mocowanie narzędzi do szlifowania powinno być wykonane bardzo starannie, ponieważ
podczas pracy obracają się z dużą prędkością.
Przed przystąpieniem do mocowania należy sprawdzić, czy tarcza nie jest uszkodzona.
W tym celu należy poddać ściernicę oględzinom zewnętrznym, następnie swobodnie
zawieszoną ściernicę badać na dźwięk obstukując ją drewnianym młotkiem. Powinna
wydawać czysty dźwięk. Wadliwych ściernic nie wolno mocować.
Otwór w tarczy szlifierskiej musi być dopasowany do czopa wrzeciona, a metalowe
obsady muszą być odizolowane od tarczy przekładkami z tektury, skóry lub gumy.
Po obsadzeniu na wałku wrzeciona, tarcza powinna być poddana wyważeniu i ostrzeniu,
aby uniknąć drgań podczas pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
1
2
3
4
Rys. 51. Osadzenie tarcz szlifierskich: 1) na czopie stożkowym, 2) na czopie walcowym, 3) na trzpieniu,
4) mocowana klejem [1, s.873].
Rys. 52. Mocowanie kostek szlifierskich w obsadzie szlifierek segmentowych: 1) obsada, 2) kostka szlifierska,
3) klin dociskający [opracowanie własne].
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie narzędzia stosuje się przy toczeniu?
2. W jaki sposób mocuje się narzędzia skrawające w tokarkach?
3. Jak mocuje się przedmioty obrabiane w tokarkach?
4. Jakie narzędzia stosuje się przy wierceniu?
5. W jaki sposób mocuje się narzędzia skrawające w wiertarkach?
6. Jak mocuje się przedmioty obrabiane w wiertarkach?
7. Jakie narzędzia stosuje się przy frezowaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
8. W jaki sposób mocuje się narzędzia skrawające we frezarkach?
9. Jak mocuje się przedmioty obrabiane we frezarkach?
10. Jakie narzędzia stosuje się przy szlifowaniu?
11. W jaki sposób mocuje się narzędzia ścierne w szlifierkach?
12. Jak mocuje się przedmioty obrabiane w szlifierkach?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj narzędzia przyporządkowując im prawidłowe nazwy i ułóż grupami według
możliwości zastosowania ich do odpowiedniej obrabiarki (z narzędzi używanych do więcej
niż jednej obrabiarki, utwórz oddzielną grupę). Nazwij wszystkie narzędzia umieszczając
obok nich karteczki z odpowiednim napisem. Podaj wielkość, która charakteryzuje wymiar
narzędzia (średnica, długość).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) rozłożyć dostępne narzędzia na stole ćwiczeniowym,
5) pogrupować narzędzia przyporządkowując je do odpowiednich obrabiarek,
6) wyodrębnić narzędzia wspólne stosowane do więcej niż jednej obrabiarki,
7) umieścić podpisy z nazwami pod każdym narzędziem,
8) sprawdzić w katalogu narzędzi, czy zostały prawidłowo nazwane,
9) określić wielkość charakteryzującą wymiar narzędzia,
10) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
11) sformułować wnioski z realizacji ćwiczenia,
12) zaprezentować efekty swojej pracy,
13) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
stół warsztatowy,
−
narzędzia oraz przyrządy i uchwyty stosowane do tokarek, wiertarek, frezarek i szlifierek,
−
katalogi narzędzi,
−
przybory do pisania.
Ćwiczenie 2
Dobierz narzędzia potrzebne do kolejnych operacji wykonywanych według procesu
technologicznego danego wyrobu. Omów sposób mocowania narzędzi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) odczytać kolejność operacji,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
5) odczytać nazwy obrabiarek, na których będą wykonywane operacje,
6) dobrać narzędzia do poszczególnych operacji,
7) omówić sposób mocowania narzędzi,
8) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
9) sformułować wnioski z realizacji ćwiczenia,
10) zaprezentować efekty swojej pracy,
11) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
rysunek techniczny przedmiotu,
−
przykładowy proces technologiczny przedmiotu wykonywanego obróbką skrawaniem,
−
katalogi narzędzi skrawających,
−
narzędzia do wykonania elementu (więcej niż wymaga proces technologiczny
omawianego przedmiotu).
Ćwiczenie 3
Zaplanuj wykonanie elementu lub przedmiotu z blachy, z zastosowaniem mechanicznej
obróbki skrawaniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) zaplanować kolejne operacje,
5) uzasadnić kolejność operacji pod kątem możliwości technologicznych wykonania,
6) dobrać narzędzia do poszczególnych operacji,
7) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
8) sformułować wnioski z realizacji ćwiczenia,
9) zaprezentować efekty swojej pracy,
10) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
rysunek techniczny wykonywanego przedmiotu,
−
przybory do pisania,
−
poradniki, katalogi narzędzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić narzędzia stosowane przy toczeniu?
2) dobrać narzędzia do toczenia?
3) rozróżnić tokarki do obróbki blach lub przedmiotów płaskich?
4) rozróżnić narzędzia stosowane przy wierceniu?
5) dobrać narzędzia do wiercenia?
6) rozróżnić wiertarki do wiercenia blach?
7) rozróżnić narzędzia stosowane przy frezowaniu?
8) dobrać narzędzia do frezowania?
9) rozróżnić frezarki do obróbki blach lub przedmiotów płaskich?
10) rozróżnić narzędzia stosowane przy szlifowaniu?
11) dobrać narzędzia do szlifowania?
12) rozróżnić szlifierki do obróbki blach lub przedmiotów płaskich?
13) dobrać obrabiarkę do obróbki przedmiotu?
14) ustalić kolejność wykonania operacji?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Obrabiarki do metalu: tokarki, wiertarki, frezarki, szlifierki
4.3.1. Materiał nauczania
Maszyny za pomocą których wykonuje się obróbkę skrawaniem w sposób mechaniczny
nazywamy obrabiarkami. Do najczęściej stosowanych obrabiarek należą: tokarki, wiertarki,
frezarki i szlifierki.
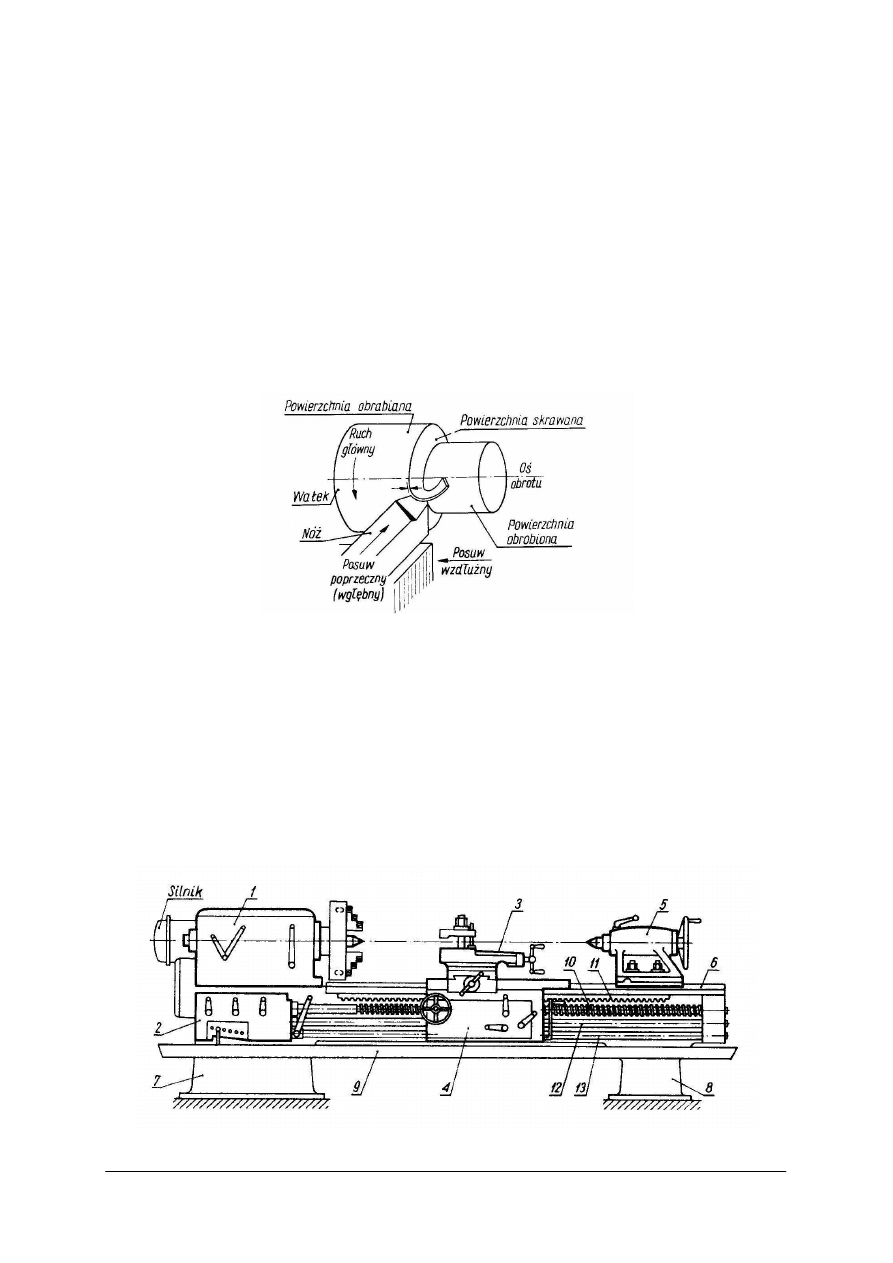
Tokarki
Toczenie jest najbardziej rozpowszechnionym sposobem obróbki metali metodą
skrawania przy użyciu obrabiarek zwanych tokarkami. Są one przeznaczone do obróbki
powierzchni walcowych zewnętrznych (toczenie) , wewnętrznych (wytaczanie) oraz wiercenia
i przecinania, nacinania gwintów. Podczas toczenia ruch obrotowy wykonuje przedmiot
obrabiany, a ruch posuwowy – narzędzie.
Rys. 53. Zasada obróbki tokarskiej [7, s. 234].
W zależności od kierunku ruchu posuwowego noża względem osi obrotu przedmiotu
rozróżnia się toczenie wzdłużne i poprzeczne.
Toczenie wzdłużne ma miejsce wówczas, kiedy kierunek posuwu noża jest równoległy do
osi przedmiotu obrabianego. Przy toczeniu poprzecznym, zwanym planowaniem, kierunek
posuwu noża jest prostopadły do osi obrotu.
Ze względu na sposób mocowania przedmiotu, tokarki ogólnego zastosowania dzieli się
na: kłowe, tarczowe i karuzelowe.
Tokarki kłowe są przeznaczone do przedmiotów długich, które mocuje się do obróbki za
pomocą kłów osadzonych w tulei wrzeciona i konika lub w uchwycie i podpiera się kłem
konika (rys. 54).
Rys. 54. Widok ogólny tokarki kłowej [8, s. 139].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Konstrukcją nośną tokarki jest łoże 6, ustawione na dwóch wspornikach 7 i 8. Spód łoża
spoczywa w wannie 9, do której ścieka chłodziwo podczas pracy tokarki.
Na jednym końcu łoża znajduje się wrzeciennik 1, na drugim konik 5, który można
przesuwać po prowadnicach łoża, w zależności od długości obrabianego przedmiotu.
Po prowadnicach można również przesuwać sanie wzdłużne suportu 4 wraz z imakiem
narzędziowym 3. Tokarka jest napędzana przez silnik, który poprzez przekładnię pasową
napędza wrzeciono. Skrzynka posuwu 2 przenosi napęd z wrzeciona na suport.
Skrzynka suportowa może być poruszana przy współpracy koła zębatego z zębatką 11
ręcznie lub mechanicznie, przez włączenie wałka pociągowego 12.
Ś
ruba pociągowa 10 jest uruchamiana przy toczeniu gwintów. Obroty wrzeciona można
regulować przy pomocy dźwigni znajdującej się na korpusie wrzeciona. Uruchamianie,
zatrzymywanie oraz zmiana kierunku ruchu obrotowego wrzeciona są dokonywane za pomocą
dźwigni i wałka 13.
Posuw i głębokość skrawania są ustawiane dźwigniami, które są umieszczone na
skrzynce suportu. Każda tokarka jest wyposażona w wyłączniki bezpieczeństwa, które
znajdują się na korpusie wrzeciona i suportu. W razie zagrożenia, można przez naciśnięcie
tego przycisku zatrzymać obroty wrzeciona, a tym samym całą tokarkę.
Nóż tokarski musi być zamocowany w ten sposób, aby wierzchołek ostrza znajdował się
na wysokości kłów. Jeżeli wymiary trzonka nie zapewniają tej wysokości, stosuje się
podkładki w postaci blaszek (rys. 55).
Wysunięcie noża z imaka nie powinno być większe niż 1,5 grubości noża (rys. 56).
Rys. 55. Ustawienie wysokości noża: a) prawidłowe, Rys. 56. Wysunięcie noża: a) prawidłowe,
b, c) nieprawidłowe [8, s. 154].
b) nieprawidłowe [8, s. 154].
Na saniach podłużnych znajdują się sanie poprzeczne, po których można przesuwać imak
wraz z nożem w głąb materiału obrabianego. Obrotnica umożliwia ustawienie imaka
nożowego pod kątem i toczenie stożków (rys. 57).
Rys. 57..Toczenie stożka przy przesunięciu Rys. 58. Toczenie stożka przy przesuniętym koniku
obrotnicy imaka [8, s. 157].
[12, s. 261].
Toczenie powierzchni zewnętrznej w kształcie stożka można również wykonać przez
przesunięcie konika o odległość (a) względem osi wrzeciona (wielkość ta jest ograniczona)
(rys. 58).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Za pomocą tokarki można wykonywać otwory przy użyciu wierteł i rozwiertaków.
Przedmiot obrabiany 1 (rys. 59) należy umieścić w uchwycie trzy- lub cztero szczękowym 3,
a narzędzie 2 w tulei konika 4. Otwór może być po wierceniu wstępnym roztaczany za
pomocą noża na dowolną średnicę.
Rys. 59. Wiercenie otworów za pomocą tokarki: 1) przedmiot obrabiany, 2) wiertło, 3) uchwyt, 4) konik,
5) tulejka redukcyjna [opracowanie własne].
Przedmiot, który trzeba zamocować w kłach tokarki, na obu końcach wałka musi mieć
wykonane nakiełki. Typ i wielkość nakiełka dobiera się w zależności od średnicy przedmiotu
obrabianego i jego ciężaru.
1
2
Rys. 60. Nakiełki: 1) zwykły typu A, 2) chroniony typu B [3, s. 104].
Obrabiany wałek musi pokonać siły skrawania. Sposób mocowania przedmiotu na
tokarce zależy od jego wymiarów, kształtu i od rodzaju obróbki, jaka ma być wykonana.
Przedmiot zamocowany w kłach musi być wprawiony w ruch przez uchwycenie
zabierakiem lub uchwytem szczękowym.
1
2
Rys. 61. Mocowanie przedmiotów długich: 1) w kłach, 2) w uchwycie i podparty kłem [opracowanie własne].
Obróbka blach przy pomocy tokarek dotyczy między innymi toczenia podkładek,
kołnierzy, wiercenia otworów, wytaczania dużych otworów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Przedmioty krótkie można zamocować w uchwytach tokarskich lub przykręcić śrubami
i łapami do tarczy wrzeciona.
Rys. 62. Mocowanie przedmiotu w uchwycie
Rys. 63. Mocowanie przedmiotu do tarczy
[opracowanie własne].
[opracowanie własne].
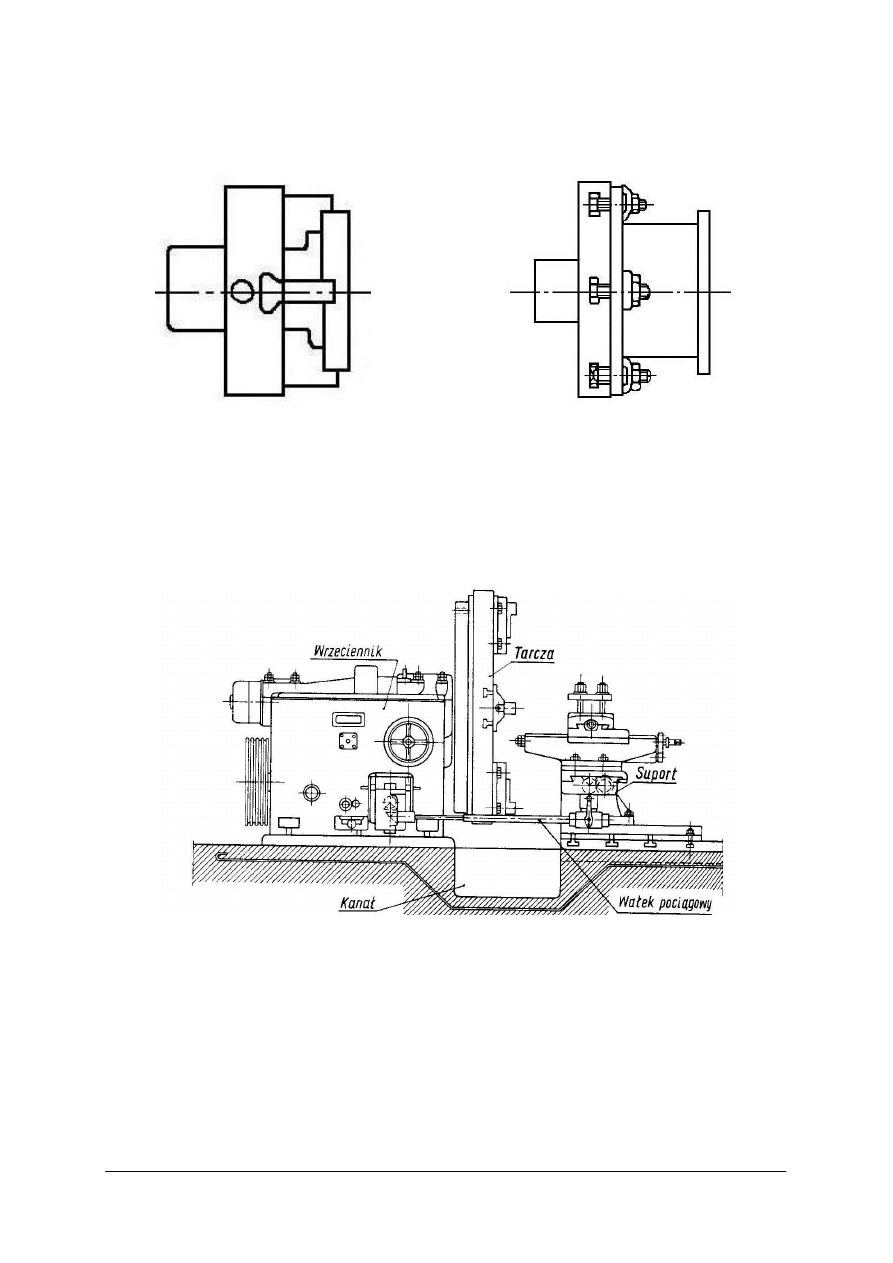
Tokarki tarczowe są przeznaczone do obróbki przedmiotów o dużych średnicach
i małych wysokościach. Pod tarczą znajduje się kanał, który umożliwia zamocowanie
i obrabianie przedmiotów większych od średnicy tarczy (rys. 64). Przedmioty do obróbki
mocuje się najczęściej za pomocą uchwytu cztero-szczękowego. Tokarki tarczowe
w większości przypadków pozbawione są konika.
Rys. 64. Tokarka tarczowa [7, s. 266].
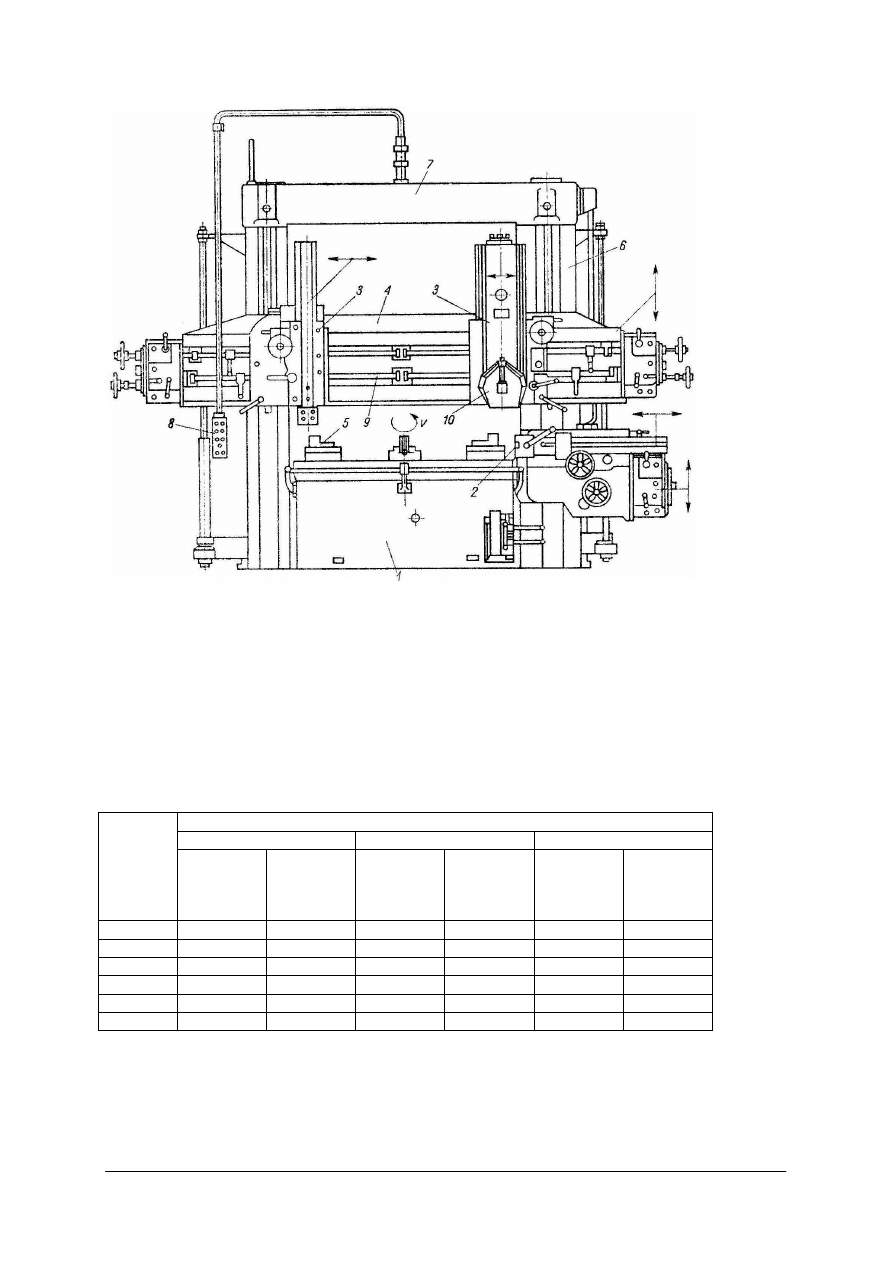
Tokarki karuzelowe są przeznaczone do obróbki przedmiotów o dużych średnicach,
małej wysokości oraz dużym ciężarze. W odróżnieniu od omówionych powyżej, mają
pionowy układ wrzeciona, czyli tarcza mocująca przedmiot ułożona jest w poziomie (rys. 65).
Możliwości obróbkowe tokarek karuzelowych obejmują toczenie zewnętrzne i wewnętrzne,
wiercenie i rozwiercanie, toczenie stożków i gwintów.
Przedmioty obrabiane mogą być mocowane do stołu za pomocą uchwytów tokarskich lub
ś
rub.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 65. Tokarka karuzelowa: 1) podstawa, 2) suport roboczy, 3) suporty górne, 4) belka poprzeczna, 5) tarcza
ze szczękami do mocowania przedmiotu, 6) stojak, 7) belka górna, 8) pulpit sterowniczy, 9) śruby do
przesuwu suportu, 10) imak [3, s. 354].
Po zamocowaniu przedmiotu i narzędzia, należy dobrać parametry skrawania.
Dla obróbki zgrubnej wielkość posuwu przyjmuje się w granicach 0,4 do 3 mm (tab. 2),
a dla obróbki dokładnej 0,1 do 0,4 mm na 1 obrót (tab. 3).
W podanych tabelach znajdują się orientacyjne zależności parametrów skrawania dla
toczenia wzdłużnego stali węglowej o Rm = 750 MPa, nożami ze stali szybkotnącej,
z chłodzeniem.
Tabela 2. Toczenie zgrubne [7, s. 258].
Głębokość skrawania w mm
3
4
5
Posuw
p
mm/obr.
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
0,4
44
2,1
41
2,7
37
3,6
0,5
38
2,2
35
2,8
32
3,7
0,7
30
2,3
28
2,8
26
3,8
1,0
24
2,4
22
2,9
20
4,0
1,4
–
–
18
3,0
16
4,1
2
–
–
–
–
13
4,2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tabela 3. Toczenie dokładne [7, s. 258].
Głębokość skrawania w mm
1,0
1,5
2,0
Posuw
p
mm/obr.
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
Prędkość
skrawania
v
mm/min
Moc
skrawania
P
kW
0,1
107
0,62
97
0,85
–
–
0,15
93
0,73
85
1,0
79
1,2
0,20
85
0,83
77
1,1
71
1,4
0,25
79
0,91
71
1,2
66
1,5
0,30
70
0,93
63
1,3
59
1,6
0,40
–
–
52
1,3
40
1,6
Moc silnika tokarki musi być większa od mocy skrawania, gdyż część mocy silnika jest
zużywana na pokonanie oporów wewnętrznych w mechanizmach obrabiarki.
Moc skrawania wynosi od 0,6–0,9 mocy tokarki.
Konserwacja tokarek powinna być przeprowadzana zgodnie z instrukcją smarowania
zamieszczoną przez producenta w Dokumentacji Techniczno Ruchowej.
Czynności konserwacyjne maszyny polegają na:
−
sprawdzeniu wskaźników olejowych i w razie potrzeby uzupełnienie według tabeli
smarowniczej,
−
napełnienie punktów smarowania odpowiednim olejem lub smarem w zalecanych
odstępach czasu,
−
dokładnym czyszczeniu z wiórów i płynu chłodzącego powierzchni trących tokarki oraz
posmarowaniu olejem,
−
chronieniu punktów smarowania przed zanieczyszczeniami i uszkodzeniem.
Wiertarki
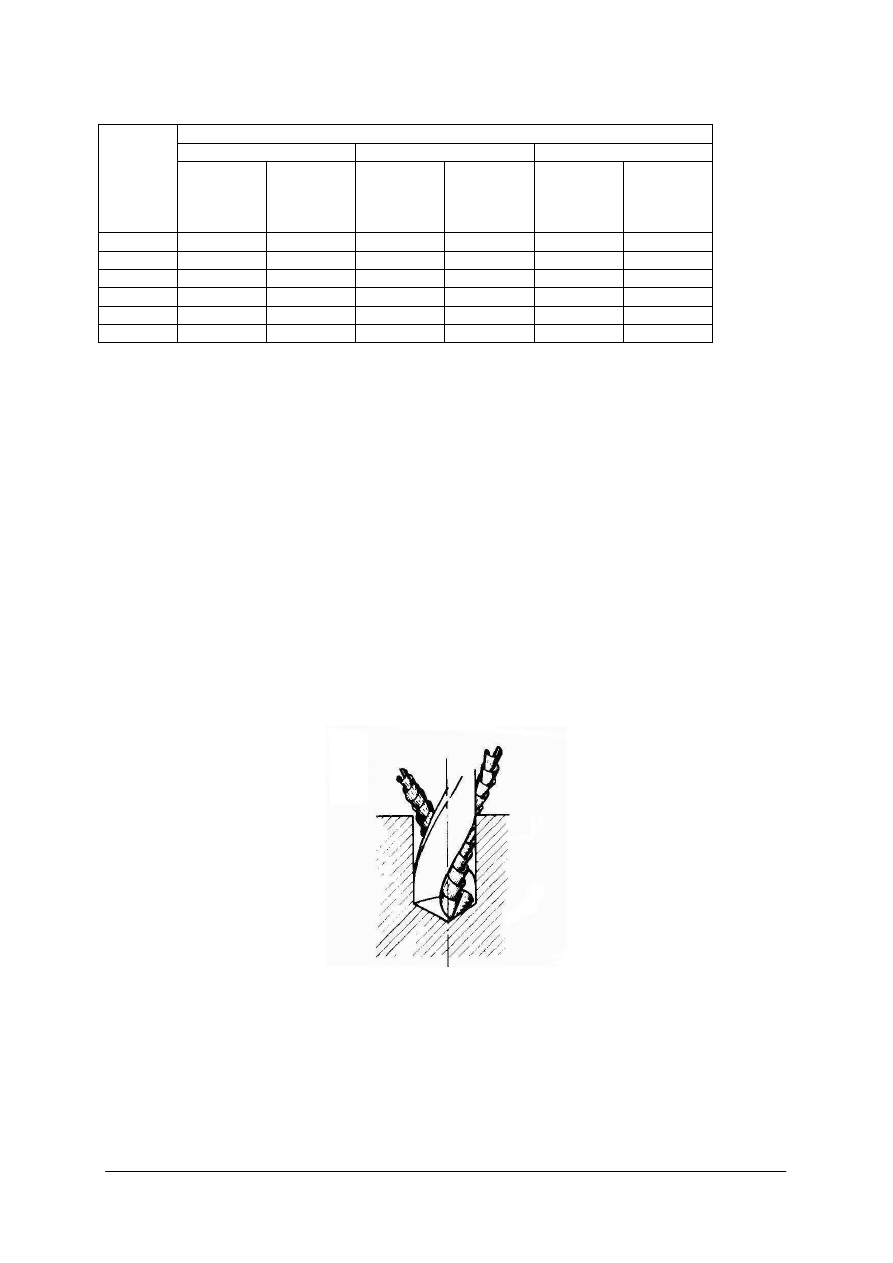
Wiercenie jest to obróbka mechaniczna polegająca na wykonywaniu otworów
w przedmiotach za pomocą narzędzi nazywanych wiertłami (rys. 66).
Rys. 66. Powstawanie wiórów podczas wiercenia [9, s.52].
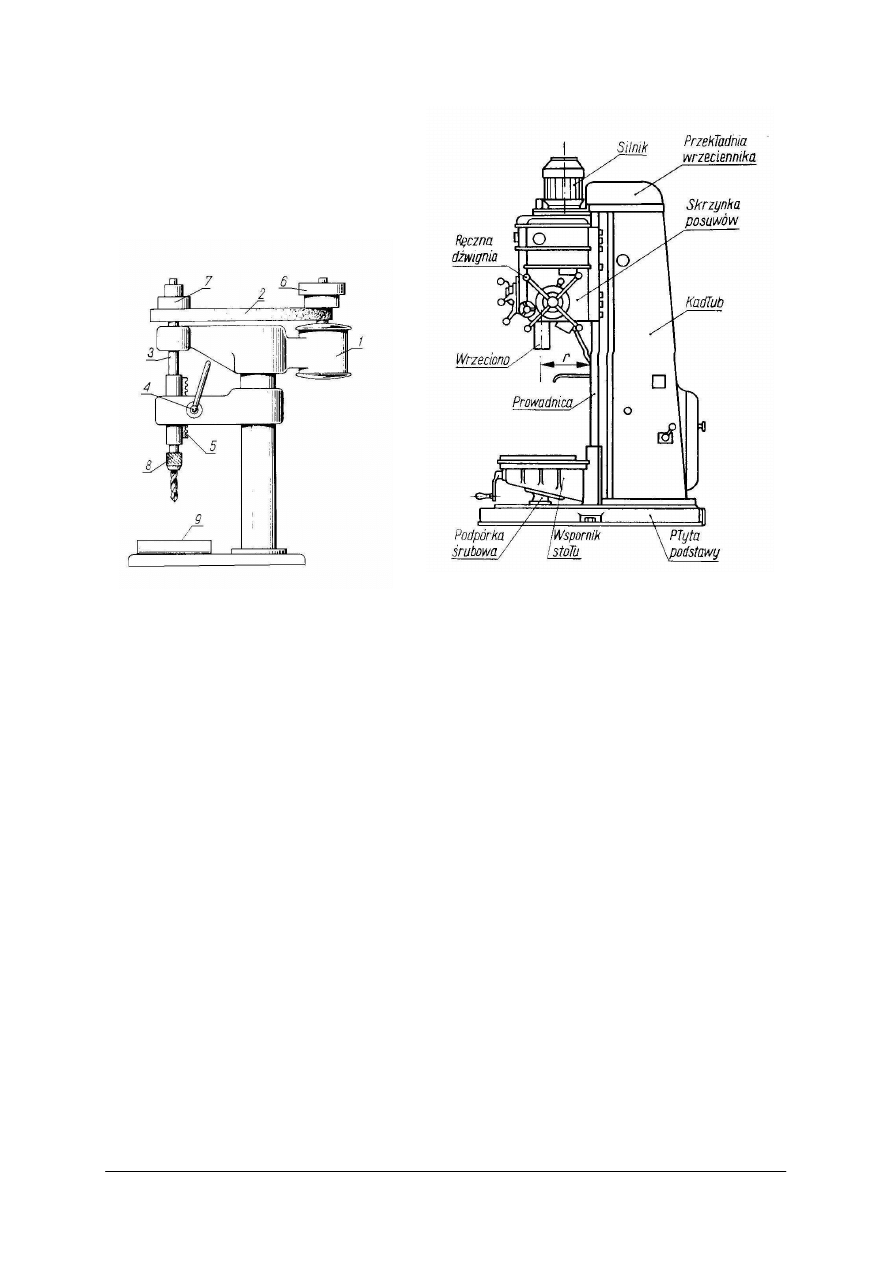
Maszyny przeznaczone do wiercenia to wiertarki. Do najczęściej używanych wiertarek
ogólnego przeznaczenia należą wiertarki stołowe(rys. 67) i stojakowe (kadłubowe) (rys. 68).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 67. Wiertarka stołowa 1) silnik elektryczny
Rys. 68. Wiertarka kadłubowa [7, s. 276].
2) napędowy, 3) wrzeciennik, 4) dźwignia,
5) zębatka, 6,7) koła pasowe, 8) uchwyt do
mocowania wiertła, 9) stół wiertarski [7, s.151].
Wiertarka stołowa przymocowana jest do stołu warsztatowego i służy do wykonywania
otworów o niedużych średnicach. Silnik 1 przez przekładnię pasową 2 napędza wrzeciono 3.
Obroty wrzeciona można regulować przez ustawienie odpowiedniego przełożenia na kołach
pasowych stopniowanych (6, 7). Ruch posuwowy wiertła uzyskuje się przeważnie ręcznie
dźwignią (4), poprzez zębatkę (5).
Wiertarki kadłubowe przeznaczone są do obróbki otworów o większych średnicach.
Pionowy kadłub wiertarki ma w górnej części silnik elektryczny, który poprzez przekładnię
napędza wrzeciono. Wrzeciennik może się przesuwać po prowadnicach w pionie. Dźwignia
ręczna służy do uruchamiania obrotów wrzeciona i do ręcznego posuwu wiertła. Stół może
być podnoszony i opuszczany w dół przy pomocy korby. Posuw wiertła może odbywać się
w sposób mechaniczny lub ręczny za pośrednictwem przekładni. Ruch roboczy i posuwowy
wykonuje narzędzie osadzone w otworze wrzeciona.
Obroty wrzeciona i posuwy wiertła można regulować według parametrów właściwych dla
danej wiertarki, przy uwzględnieniu rodzaju materiału obrabianego i narzędzia.
Wiertarek nie należy przeciążać, to znaczy nie należy stosować parametrów większych
niż określa to Dokumentacja Techniczno Ruchowa. W przeciwnym przypadku może nastąpić
uszkodzenie mechanizmów wiertarki, narzędzia lub obrabianego przedmiotu.
Przed przystąpieniem do wiercenia należy przedmiot zamocować tak, aby podczas
wiercenia nie ulegał przemieszczeniu. Podczas wiercenia małych otworów przedmiot można
przytrzymywać w imadle ręcznym (rys. 69). Przedmioty większe należy umieszczać w imadle
maszynowym (rys. 70) lub przykręcać do stołu bezpośrednio lub za pomocą przyrządów
i uchwytów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 69. Mocowanie przedmiotu w imadle ręcznym [7, s. 156].
Rys. 70. Mocowanie w imadle [7, s. 156].
Rys. 71. Mocowanie w imadle kątowym [7, s. 156].
Przedmioty duże i ciężkie nie muszą być podczas wiercenia mocowane.
W czasie wiercenia otworów przelotowych można uszkodzić stół wiertarki. Aby temu
zapobiec, przedmiot wiercony umieszcza się na jednakowych i równoległych podkładkach.
Wiercenie otworów nieprzelotowych, czyli o określonej głębokości, wykonuje się
najczęściej na wiertarkach z posuwem mechanicznym, które mają urządzenie do nastawiania
określonej głębokości wiercenia. Po osiągnięciu zadanej głębokości następuje wyłączenie
posuwu mechanicznego.
Tabela 4. Szybkości skrawania (v) i wartości posuwów (p) podczas wiercenia wiertłami krętymi [7, s. 158].
Wiertła ze stali węglowej
Wiertła
ze
stali
szybkotnącej
Ś
rednica wiertła [mm]
Wiertła ze
stali
węglowej
Wiertła ze stali
szybkotnącej
1–15
15–40
1–15
15–40
Materiał
Stal miękka
v [m/min]
p [mm/ obr.]
p [mm/ obr.]
Stal miękka
16
25
0,05–0,1
0,15–0,2
0,05–0,2
0,25–0,3
Stal średnia
14
20
0,05–0,1
0,15–0,2
0,05–0,2
0,25–0,3
Stal twarda
10
15
0,05–0,1
0,15–0,2
0,05–0,2
0,25–0,3
ś
eliwo 250
14
20
0,05–0,1
0,15–0,2
0,05–0,2
0,25–0,3
Mosiądz
14–8
25–40
0,05–0,175
0,2–0,225
0,05–0,25
0,25–0,35
Aluminium
30
40
0,05–0,175
0,2–0,225
0,05–0,25
0,25–0,35
Po zamocowaniu przedmiotu należy ustawić optymalne parametry wiercenia jak: ilość
wierceń (wiercenie, powiercanie, rozwiercanie, pogłębianie), obroty wrzeciona, posuw, rodzaj
chłodziwa.
Ś
rednice otworów podczas kolejnych etapów wiercenia podane są w odpowiednich normach
lub poradnikach.
Konserwacja wiertarek obejmuje czynności zmniejszające zużycie części obrabiarki
i umożliwia jej normalne użytkowanie. Powinna być przeprowadzana zgodnie z instrukcją
smarowania zamieszczoną przez producenta w Dokumentacji Techniczno Ruchowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Czynności konserwacyjne wiertarek obejmują:
−
smarowanie zgodnie z instrukcją smarowania,
−
utrzymanie wiertarki w czystości, a w szczególności stożka wrzeciona i prowadnic,
−
dociąganie śrub i nakrętek.
Frezarki
Frezowanie jest jednym z rodzajów obróbki skrawaniem mającym zastosowanie między
innymi do obróbki płaszczyzn (rys. 72), rowków i powierzchni kształtowych (rys. 73).
1
2
3
Rys. 72. Frezowanie płaszczyzn frezem: 1) walcowym, 2) walcowo-czołowym, 3) głowicą frezową [8, s. 182].
1
2
3
4
5
6
Rys. 73. Frezowanie rowków frezem: 1, 2) tarczowym, 3) palcowym, 4) trzpieniowym tarczowym, 5) kątowym,
6) kątowym dwustronnym [8, s. 182].
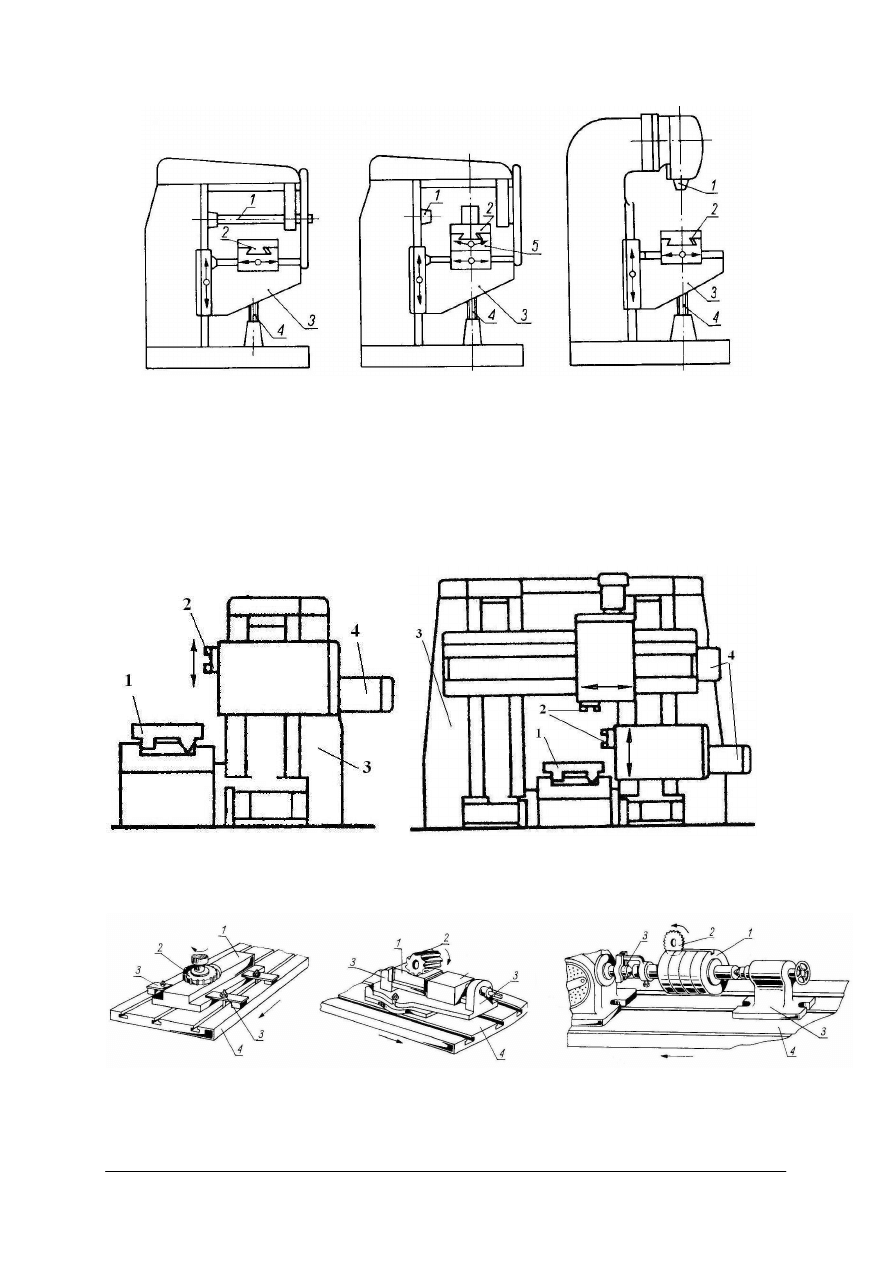
Ze względu na konstrukcję rozróżnia się frezarki wspornikowe i bezwspornikowe.
Frezarki wspornikowe (rys. 74) dzieli się na poziome zwykłe, poziome uniwersalne
i pionowe. Frezarki poziome mają poziomo ustawioną oś wrzeciona 1. Przedmiot
zamocowany na stole 2 może się przesuwać w trzech kierunkach wzajemnie prostopadłych.
Wspornik 3 może się podnosić lub opuszczać za pomocą śruby 4. Frezarki poziome
uniwersalne mają możliwość obrotu przedmiotu o pewien kąt, dzięki obrotnicy 5. We
frezarkach pionowych oś wrzeciona jest ustawiona pionowo.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
a) b) c)
Rys. 74. Typy frezarek wspornikowych: a) pozioma, b) pozioma uniwersalna, c) pionowa 1) oś wrzeciona,
2) stół, 3) wspornik, 4) śruba, 5) obrotnica [9, s.89].
Frezarki bezwspornikowe (rys. 75) odznaczają się dużą sztywnością, gdyż ich stół
wspiera się na nieruchomym łożu. Są budowane jako jednostojakowe lub bramowe.
Stół frezarek bezwspornikowych 1 wykonuje ruch tylko w kierunku wzdłużnym,
a wrzeciennik 2 wraz z narzędziem ma możliwość dosuwania się w kierunku płaszczyzny
obrabianej. W niektórych przypadkach konstrukcja pozwala na obrót wrzeciona o pewien kąt.
Są to frezarki przeznaczone do obróbki dużych i ciężkich przedmiotów.
a) b)
Rys. 75. Frezarki bezwspornikowe: a) jednostojakowa, b) bramowa, 1) stół, 2) wrzeciono, 3) korpus, 4) silnik
[11, s. 716].
Rys. 76. Mocowanie przedmiotów a) do stołu, b) w imadle, c) w podzielnicy, 1) przedmiot obrabiany, 2) frez,
3) mocowanie, 4) stół [7, s. 292].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 77. Mocowanie przedmiotu pod kątem [11, s. 725].
Doboru freza należy dokonać w zależności od wielkości przedmiotu obrabianego, rodzaju
obróbki, rodzaju materiału obrabianego i jego twardości. Najczęściej wykonywaną obróbką
przez frezowanie jest frezowanie płaszczyzn. Do tego celu używa się frezów walcowych,
walcowo-czołowych i głowic frezowych (rys. 76). Do frezowania rowków stosuje się frezy
tarczowe lub trzpieniowe.
Do obróbki zgrubnej oraz materiałów miękkich stosuje się frezy o małej liczbie zębów.
Frezy o większej liczbie zębów stosuje się do obróbki materiałów twardych, kruchych i do
obróbki wykańczającej.
Tabela 5. Średnice freza dla danej szerokości i głębokości frezowania [11, s. 730].
Rodzaj freza
mm
Głębokość frezowania
mm
Szerokość frezowania
mm
Ś
rednica freza
mm
Frezy walcowe
do 5
8
10
do 70
90
100
60 do 75
90 do 100
110 do 130
Frezy walcowo-czołowe
i głowice frezowe
do 4
6
do 8, 10
do 40 i 60
do 90, 120, 180
do 250, 350
50 do 75
110 do 130, 150
200, 300, 400
do 500
Warunki skrawania w przypadku frezowania to: szybkość frezowania, posuw, głębokość
frezowania i liczba zębów freza czyli ilość krawędzi skrawających.
Szybkość frezowania określa się zwykle w m/min. Zależy ona od średnicy freza i od
obrotów wrzeciona.
Posuw przy frezowaniu określa się w mm/min (posuw minutowy) lub w mm/1 ząb freza.
Parametry skrawania i rodzaj freza dobiera się indywidualnie dla danego przedmiotu
(tabele 5, 6, 7). Przy frezowaniu zgrubnym, głębokość skrawania może wynosić od 3
do 6 mm. Przy frezowaniu wykańczającym, gdy zależy nam na dokładności wykonania
i gładkości powierzchni, głębokość skrawania powinna być mniejsza od 1 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Tabela 6. Orientacyjne szybkości skrawania (m/ min) frezami ze stali szybkotnącej i głowicami frezowymi
z płytkami z węglików [11, s. 739].
Rodzaj freza
Materiał obrabiany
HB
Rm
MPa
walcowe
walcowo-
czołowe
trzpieniowe
głowice
frezowe
Stal St5
140
500
16–24
18–28
18–28
120–200
180
650
16–22
18–25
18–25
100–160
220
750
14–20
16–24
16–23
80–120
Stal stopowa
290
1000
11–18
12–20
12–20
40–70
Mosiądz
70
150
30–50
40–60
40–60
150–200
Aluminium
35
140
250–300
300–400
300–400
800–1000
Tabela 7. Wartości orientacyjne posuwów na 1 ząb (mm/ząb) dla frezów ze stali szybkotnącej (przy frezowaniu
przeciwbieżnym) i dla głowic frezowych z płytkami z węglików [11, s. 740].
Materiał obrabiany
HB
Rm
MPa
walcowe
walcowo-
czołowe
trzpieniowe
głowice
frezowe
Stal St5
140
500
0,20
0,25
0,05
0,05
180
650
0,15
0,20
0,03
0,10
220
750
0,10
0,15
0,03
0,08
Stal stopowa
290
1000
0,08
0,10
0,03
0,06
Mosiądz
70
150
0,20
0,25
0,05
0,12
Aluminium
35
140
0,15
0,20
0,05
0,10
Konserwacja frezarki obejmuje czynności zmniejszające tempo procesu zużycia
elementów frezarki, zapewnia normalne jej użytkowanie i polega na:
−
smarowaniu zgodnie z instrukcją smarowania,
−
utrzymaniu maszyny w czystości a w szczególności tych części, od których zależy
dokładność pracy jak: prowadnice, kliny regulacyjne stołu i sań,
−
ochronie przed porysowaniem części trących, szczególnie prowadnic, z których wióry
należy usuwać zmiotką.
Szlifierki
Szlifowaniem nazywa się obróbkę skrawaniem, w której narzędziem skrawającym jest
ś
ciernica. Szlifowanie stosuje się do zdzierania warstwy o niewielkiej grubości z powierzchni
przedmiotów kutych, walcowanych, odlewanych oraz do obróbki wykańczającej
przedmiotów.
Szlifowanie umożliwia obróbkę materiałów bardzo twardych, których skrawanie innymi
metodami jest niemożliwe.
Szlifierką nazywa się obrabiarkę do szlifowania metali lub innych materiałów.
W zależności od kształtu powierzchni szlifowanej rozróżnia się szlifierki do wałków,
(rys. 78) otworów (rys. 80) i płaszczyzn (rys. 82).
Szlifierki do wałków
Podczas szlifowania wałków przedmiot mocuje się w kłach wrzeciennika i konika
(rys. 79) lub w uchwycie szczękowym. Wrzeciono nadaje przedmiotowi ruch obrotowy za
pośrednictwem zabieraka lub uchwytu. Ściernica jest zamocowana na drugim wrzecionie
i również wykonuje ruch obrotowy z dużo większą prędkością.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 78. Szlifierka do wałków [7, s. 299].
Rys. 79. Zasada pracy szlifierki kłowej [3, s. 181].
Prędkości obwodowe w zależności od właściwości ściernicy wynoszą 25–40 m/s, a przy
szlifowaniu wysokowydajnym nawet 80–100 m/s.
Wartość posuwu wzdłużnego zależy od głębokości szlifowania, szerokości ściernicy,
sztywności przedmiotu obrabianego oraz wymaganej gładkości i dokładności obróbki.
Posuwem wzdłużnym ściernicy jest przesunięcie tarczy wzdłuż osi obrotu przedmiotu
przypadające na jeden obrót przedmiotu. Posuw wzdłużny nie może być większy niż
szerokość ściernicy.
Podczas szlifowania zgrubnego przedmiotu o średnicy do 20mm, wartość posuwu
wzdłużnego przyjmuje się jako 0,3 do 0,5 szerokości ściernicy (p = 0,3–0,5 H), dla wałków
o średnicy powyżej 20 mm: p = 0,7 – 0,85 H.
W szlifowaniu wykończającym dokładnym wartość posuwu wzdłużnego przyjmuje się
p = 0,2–0,3 H niezależnie od średnicy przedmiotu.
Głębokość przy szlifowaniu zgrubnym g = 0,005–0,06 mm, a przy szlifowaniu
dokładnym – mniejsze.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
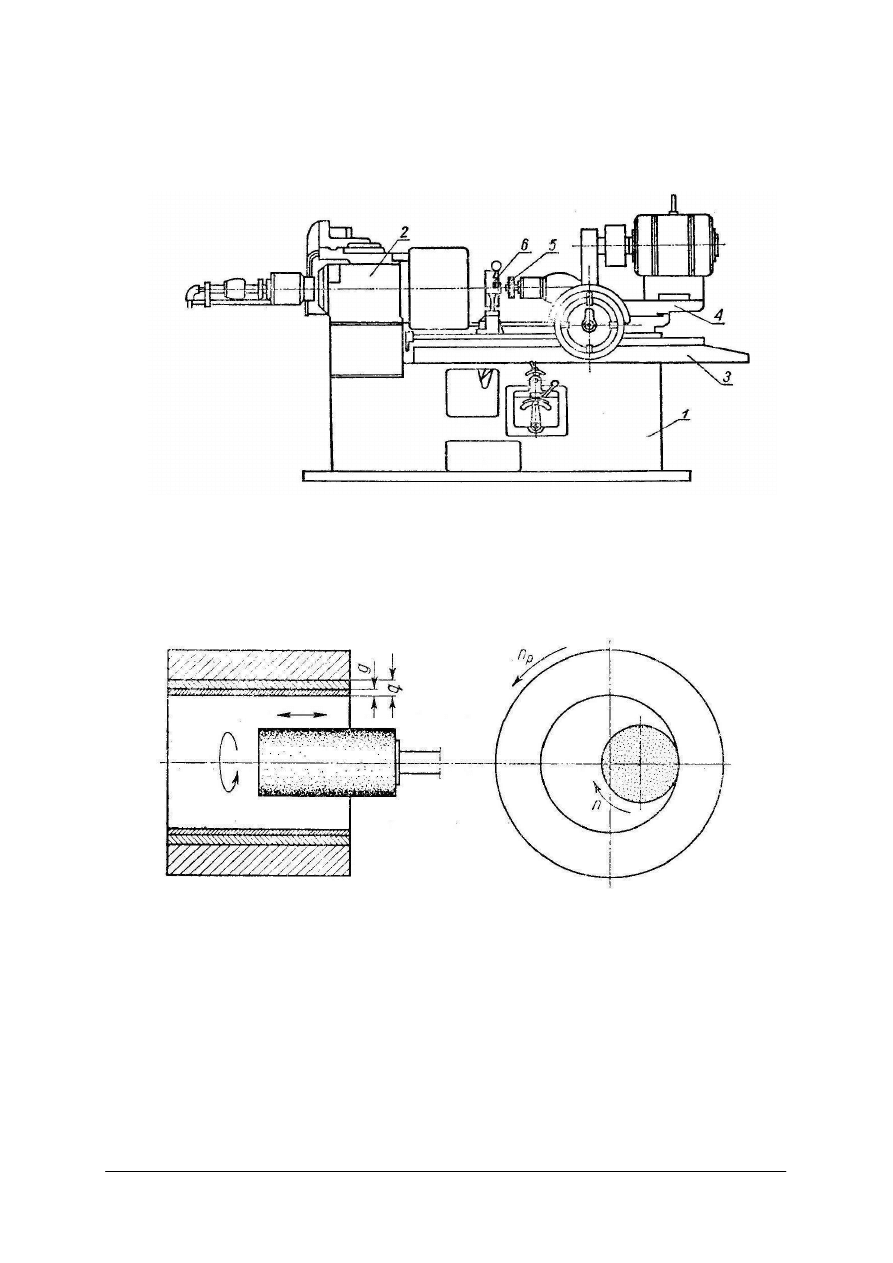
Szlifierki do otworów
Szlifierki do otworów różnią się od szlifierek do wałków konstrukcją wrzeciona
szlifierskiego (rys. 80). Tarcza ścierna zamocowana jest na końcu przedłużki osadzonej we
wrzecionie i wykonuje główny ruch obrotowy.
Rys. 80. Szlifierka do otworów: 1) łoże, 2) wrzeciennik, 3) stół, 4) suport, 5) ściernica, 6) przyrząd do
wyrównywania tarczy [9, s. 105].
Przedmiot obrabiany mocuje się w uchwycie szczękowym wrzeciennika, najczęściej
samocentrującym.
Ruch obrotowy wykonuje przedmiot obrabiany, natomiast wrzeciono wraz ze ściernicą
ruch posuwowo-obrotowy (rys. 81).
Rys. 81. Szlifowanie otworu [2, s. 185].
Podczas szlifowania wewnętrznego średnica ściernicy jest ograniczona wymiarami
otworu szlifowanego i nie może być od niego większa. Dla uzyskania właściwej prędkości
skrawania, obroty wrzeciona muszą być bardzo duże ze względu na małe średnice ściernic.
W praktyce nie uzyskuje się odpowiednio wysokich obrotów wrzeciona, stąd szlifowanie
otworów o małych średnicach wykonuje się przy małych prędkościach skrawania.
Posuw wzdłużny (p) wynosi 0,2 do 0,8 szerokości ściernicy (p = 0,2–0,8 H), a głębokość
skrawania dla stali niehartowanej g = 0,005–0,0075 mm/2·skoki (tam i powrót).
Prędkość obwodowa dla mniejszych średnic otworów i dużych głębokości skrawania
wynosi około 20 m/min, a przy większych średnicach (ponad 100 mm) i małej głębokości
skrawania prędkość obwodowa wynosi około 100 m/min.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
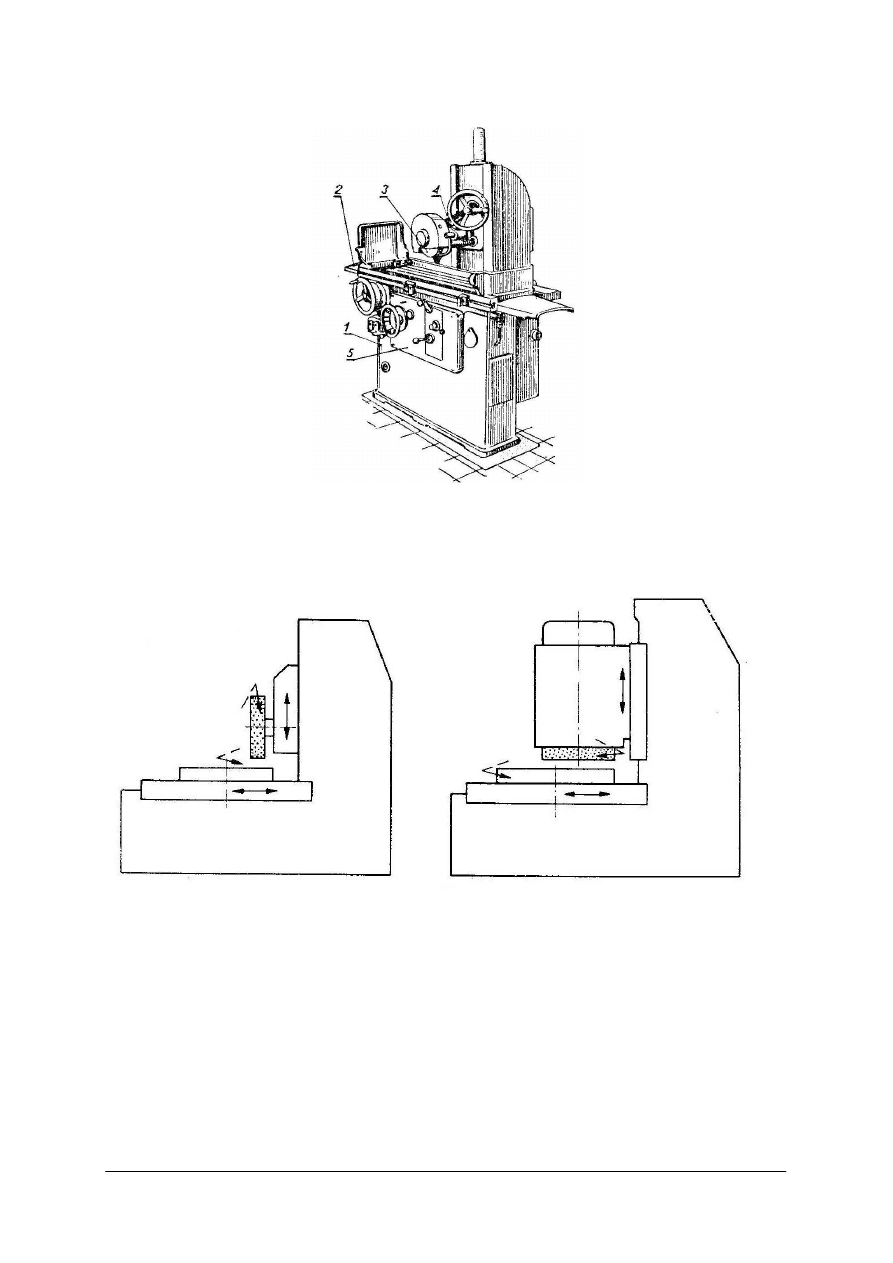
Szlifierki do płaszczyzn
Rys. 82. Szlifierka wzdłużna do szlifowania płaszczyzn: 1) łoże, 2) stół, 3) ściernica, 4) wrzeciennik
narzędziowy, 5) skrzynka mechanizmów sterujących [11, s. 792].
Szlifierki do płaszczyzn przeznaczone są do szlifowania płaskich powierzchni
zewnętrznych. Dzieli się je na obwodowe, w których szlifowanie odbywa się obwodem
ś
ciernicy i czołowe, w których szlifowanie odbywa się czołem ściernicy.
1
2
Rys. 83. Szlifierki karuzelowe do szlifowania płaszczyzn: 1) obwodem ściernicy, 2) czołem ściernicy
[12, s. 429].
Obydwa typy szlifierek wykonuje się jako wzdłużne, w których stół wykonuje ruch
postępowo-zwrotny (rys. 82), albo karuzelowe (rys. 83), ze stołem wykonującym ruch
obrotowy. Mogą mieć one oś wrzeciona ustawioną poziomo lub w pionie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 84. Szlifowanie obwodowe [3, s. 186].
Szlifowanie płaszczyzn obwodem ściernicy (rys. 84) wykonywane jest za pomocą
ś
ciernic tarczowych płaskich (rys. 25).
Podczas szlifowania obwodem ściernicy, powierzchnia styku tarczy z materiałem
obrabianym jest mała, stąd mniejsze są siły skrawania i mniej wydziela się ciepła.
Szlifowanie obwodowe jest mało wydajne i stosuje się go wtedy, gdy:
−
przedmiot jest mało sztywny,
−
chce się uniknąć przegrzania powierzchni,
−
wymagana jest duża dokładność obróbki.
Parametry dla szlifowania zgrubnego obwodem ściernicy wynoszą: głębokość skrawania
g = 0,015–0,06 mm, posuw poprzeczny 0,4–0,7 szerokości ściernicy H (p = 0,4–0,7 H),
prędkość posuwu wzdłużnego wynosi 5–40 m/min. Podczas szlifowania dokładnego
g = 0,005–0,01 mm, p = 0,25–0,35 H, prędkość posuwu wzdłużnego wynosi vf = 15–20 m/min.
Rys. 85. Szlifowanie czołowe [3, s. 186].
Szlifowanie czołem narzędzia ściernego (rys. 85) odbywa się ściernicami garnkowymi
(rys. 25) lub segmentowymi (rys. 52). Przy szlifowaniu czołowym powierzchnia styku
ś
ciernicy z materiałem jest znacznie większa niż przy szlifowaniu obwodowym, co powoduje
znaczne siły skrawania i wydzielanie się dużej ilości ciepła.
Szlifowanie obwodowe wymaga sztywnego zamocowania przedmiotu i obfitego chłodzenia.
Parametry skrawania dla szlifowania zgrubnego wynoszą g = 0,02–0,4 mm i prędkość posuwu
wzdłużnego vf = 1,5–12 m/min, przy szlifowaniu dokładnym g = 0,005–0,01 mm, vf = 2–3 m/min.
Szlifierka stołowa dwutarczowa jest stosowana powszechnie do niezbyt dokładnego
ostrzenia narzędzi skrawających oraz do różnych drobnych robót w warsztacie blacharskim
lub ślusarskim. Ściernice umieszczone są bezpośrednio na wale silnika w osłonach
metalowych chroniących pracownika od powstających przy szlifowaniu iskier.
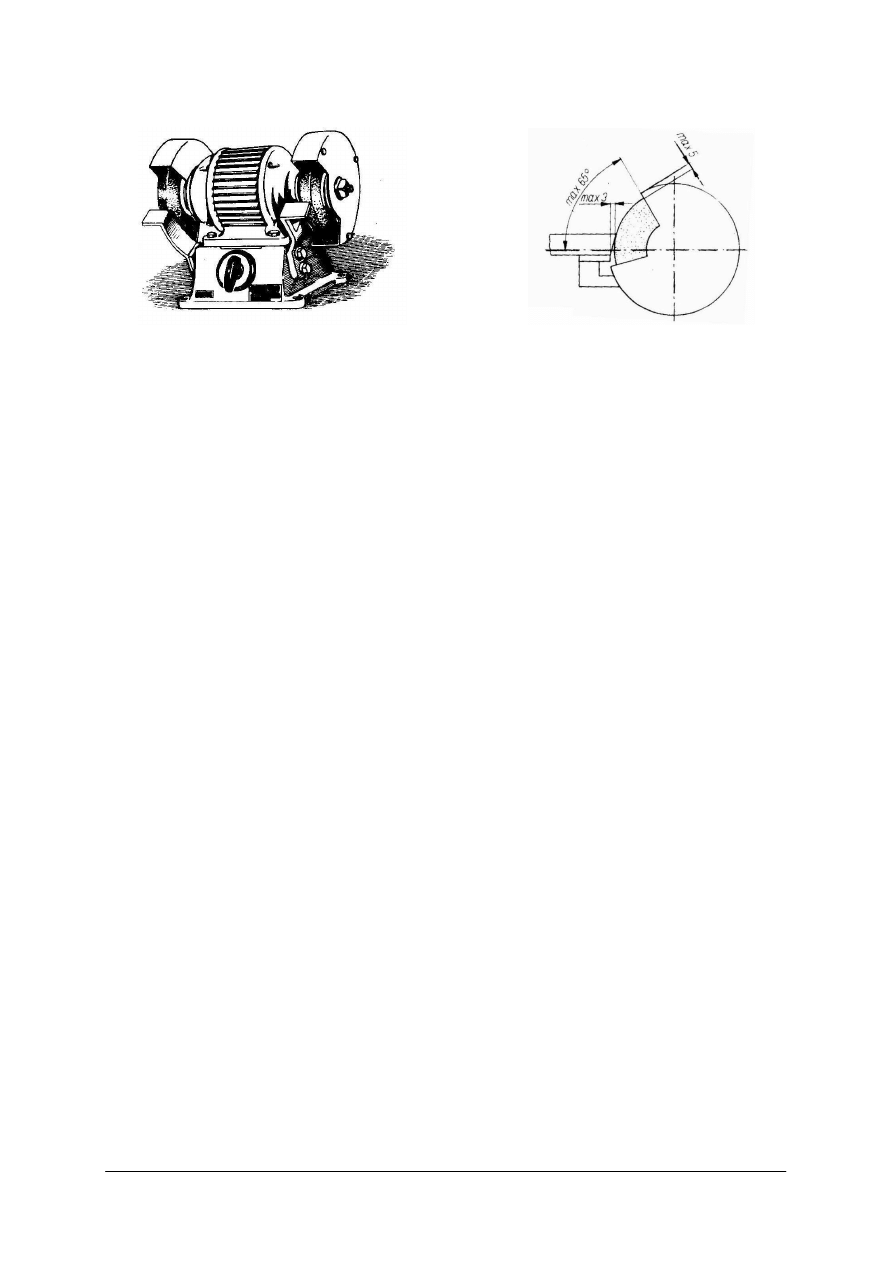
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 86. Szlifierka stołowa dwutarczowa [6, s. 281]. Rys. 87. Ostrzenie narzędzi [9, s. 86].
Konserwacja szlifierek powinna być przeprowadzona zgodnie z instrukcją smarowania
zamieszczoną przez producenta w Dokumentacji Techniczno Ruchowej.
Czynności konserwacyjne maszyny polegają na:
−
sprawdzeniu wskaźników olejowych i w razie potrzeby uzupełnienie według tabeli
smarowniczej,
−
dokładnym czyszczeniu z pyłu i płynu chłodzącego powierzchni prowadnic szlifierki,
(zabrania się czyszczenia sprężonym powietrzem),
−
zabezpieczaniu punktów smarowania przed zanieczyszczeniami.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie tokarki stosuje się do obróbki blach lub przedmiotów płaskich?
2. Z jakich podstawowych zespołów składa się tokarka?
3. Jak działa tokarka?
4. Jakie operacje można wykonywać na tokarce?
5. Na czym polega zorganizowanie stanowiska do toczenia?
6. Na czym polega konserwacja tokarki?
7. Jakie wiertarki stosuje się do wiercenia blach?
8. Jak zbudowana jest wiertarka?
9. Jak działa wiertarka?
10. Jakie operacje można wykonywać na wiertarce?
11. Na czym polega zorganizowanie stanowiska do wiercenia?
12. Jakie frezarki stosuje się do obróbki blach i przedmiotów płaskich?
13. Na czym polega konserwacja wiertarki?
14. Z jakich podstawowych zespołów składa się frezarka?
15. Jak działa frezarka?
16. Jakie są podstawowe rodzaje frezarek?
17. Jakie operacje można wykonywać na frezarce?
18. Na czym polega zorganizowanie stanowiska frezowania?
19. Jakich narzędzi używa się do frezowania?
20. Jak mocuje się narzędzia do frezowania?
21. Na czym polega konserwacja frezarki?
22. Jakie szlifierki stosuje się do szlifowania blach i przedmiotów płaskich?
23. Jak działają szlifierki do wałków?
24. Jak działają szlifierki do otworów?
25. Jak działają szlifierki do płaszczyzn?
26. Jakie operacje można wykonywać na szlifierce?
27. Na czym polega zorganizowanie stanowiska do szlifowania?
28. Na czym polega konserwacja szlifierki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj element na tokarce z wykorzystaniem operacji toczenia powierzchni czołowej,
walcowej i stożkowej, według rysunku dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) zapoznać się z budową i instrukcją obsługi tokarki,
5) zaplanować proces kształtowania elementu,
6) przygotować materiał i zamocować w uchwycie tokarskim,
7) ustawić i zamocować narzędzia w imaku nożowym,
8) ustawić parametry toczenia,
9) wykonać operacje toczenia, i stępić ostre krawędzie,
10) oznakować element i zachować do kontroli,
11) wyczyścić obrabiarkę i usunąć wióry,
12) dokonać konserwacji tokarki według wykazu punktów smarowania,
13) scharakteryzować budowę i działanie tokarki,
14) sformułować wnioski z realizacji ćwiczenia,
15) zaprezentować efekty swojej pracy,
16) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
tokarka uniwersalna,
−
uchwyt tokarski samocentrujący 3-szczękowy,
−
szczęki wymienne do uchwytu tokarskiego: zewnętrzne i wewnętrzne,
−
komplet noży tokarskich,
−
kieł obrotowy do konika tokarki,
−
tulejki redukcyjne,
−
haczyk do usuwania wiórów,
−
zmiotka,
−
olejarka,
−
instrukcja obsługi tokarki,
−
Dokumentacja Techniczno-Ruchowa tokarki z instrukcją smarowania.
Ćwiczenie 2
Wykonaj na tokarce podkładkę kwadratową o zewnętrznych wymiarach 100 x 100 mm
i otworze Ø 60 mm według rysunku dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) zapoznać się z budową i instrukcją obsługi tokarki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5) zaplanować liczbę i wielkość kolejnych wierteł,
6) przygotować materiał i zapunktować środek otworu,
7) zamocować materiał w uchwycie tokarskim,
8) zamocować narzędzia w koniku tokarki i wykonać operacje wiercenia,
9) ustawić parametry toczenia,
10) wykonać roztaczanie otworu nożem tokarskim i stępić ostre krawędzie,
11) oznakować element i zachować do kontroli,
12) wyczyścić obrabiarkę i usunąć wióry,
13) dokonać konserwacji tokarki według wykazu punktów smarowania,
14) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
15) sformułować wnioski z realizacji ćwiczenia,
16) zaprezentować efekty swojej pracy,
17) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
tokarka uniwersalna z uchwytem tokarskim 4-szczękowym,
−
punktak, młotek,
−
nawiertak,
−
komplet wierteł,
−
tulejki redukcyjne,
−
noże tokarskie do obróbki otworów,
−
haczyk do usuwania wiórów,
−
zmiotka,
−
olejarka,
−
instrukcja obsługi tokarki,
−
Dokumentacja Techniczno-Ruchowa tokarki z instrukcją smarowania.
Ćwiczenie 3
Wykonaj wiercenie otworów w narożach podkładki kwadratowej o zewnętrznych
wymiarach 100 x 100 mm z poprzedniego ćwiczenia używając wiertarki, według rysunku
dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) zapoznać się z budową i instrukcją obsługi wiertarki,
4) przestrzegać zasad bezpieczeństwa i higieny pracy,
5) zaplanować proces wykonania elementu,
6) wytrasować i zapunktować środek każdego otworu,
7) przygotować materiał i zamocować na stole,
8) zamocować narzędzia,
9) wykonać operacje wiercenia,
10) stępić ostre krawędzie otworów po wierceniu,
11) wyczyścić obrabiarkę i usunąć wióry,
12) dokonać konserwacji wiertarki według wykazu punktów smarowania,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) scharakteryzować budowę i działanie wiertarki,
15) sformułować wnioski z realizacji ćwiczenia,
16) zaprezentować efekty swojej pracy,
17) dokonać samooceny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Wyposażenie stanowiska pracy:
−
wiertarka stołowa lub kolumnowa,
−
punktak, młotek ślusarski,
−
komplet wierteł z chwytem walcowym i stożkowym,
−
uchwyt wiertarski,
−
tulejki redukcyjne,
−
imadło maszynowe,
−
łapy, śruby i podkładki dystansowe do mocowania przedmiotów na stole,
−
klucze płaskie do śrub mocujących,
−
pilnik i skrobak,
−
podkładki kwadratowe o zewnętrznych wymiarach 100 x 100 mm z poprzedniego
ć
wiczenia,
−
zmiotka, olejarka,
−
instrukcja obsługi wiertarki,
−
Dokumentacja Techniczno-Ruchowa wiertarki z instrukcją smarowania.
Ćwiczenie 4
Wykonaj na frezarce obróbkę pakietu blach o kształcie prostokąta na jednakowy wymiar
z dokładnością do 0,2 mm, według rysunku dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) zapoznać się z budową i instrukcją obsługi frezarki,
5) zaplanować proces obróbki elementu,
6) przygotować blachy i zamocować w imadle maszynowym,
7) zamocować narzędzia,
8) ustawić parametry frezowania,
9) wykonać frezowanie blach,
10) stępić ostre krawędzie,
11) sprawdzić wymiary blach,
12) wyczyścić obrabiarkę i usunąć wióry,
13) dokonać konserwacji frezarki według wykazu punktów smarowania,
14) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
15) scharakteryzować budowę i działanie frezarki,
16) sformułować wnioski z realizacji ćwiczenia,
17) zaprezentować efekty swojej pracy,
18) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa lub pozioma,
−
frez walcowy,
−
głowica frezerska z płytkami wymiennymi,
−
osprzęt do mocowania frezów i głowicy we wrzecionie frezarki,
−
wkładki obejmujące blachy (w przypadku cienkich blach),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
−
pilnik,
−
zmiotka, olejarka,
−
instrukcja obsługi frezarki,
−
Dokumentacja Techniczno-Ruchowa frezarki z instrukcją smarowania.
Ćwiczenie 5
Wykonaj szlifowanie podkładek z blachy na szlifierce według rysunku dostarczonego
przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) zapoznać się z budową i instrukcją obsługi szlifierki,
5) zaplanować proces szlifowania podkładek,
6) wyrównać powierzchnię roboczą ściernicy,
7) przygotować podkładki z blachy,
8) zaplanować rozłożenie podkładek na stole,
9) zamocować podkładki na stole magnetycznym,
10) ustawić parametry szlifowania,
11) wykonać operacje szlifowania,
12) stępić ostre krawędzie,
13) odmagnesować podkładki,
14) wyczyścić obrabiarkę,
15) dokonać konserwacji szlifierki według wykazu punktów smarowania,
16) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
17) sformułować wnioski z realizacji ćwiczenia,
18) zaprezentować efekty swojej pracy,
19) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
szlifierka do płaszczyzn,
−
stół magnetyczny z zasilaczem,
−
tarcza szlifierska lub głowica z segmentami ściernymi,
−
osprzęt do mocowania, ustawiania i profilowania tarczy lub segmentów,
−
zbiornik z instalacją chłodziwa,
−
podkładki z blachy do szlifowania,
−
pilnik, skrobak,
−
urządzenie do odmagnesowania przedmiotów po szlifowaniu,
−
zmiotka, olejarka,
−
instrukcja obsługi szlifierki,
−
Dokumentacja Techniczno-Ruchowa szlifierki z instrukcją smarowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować materiały do obróbki skrawaniem?
2) scharakteryzować budowę i działanie tokarki?
3) zaplanować proces obróbki przedmiotu z zastosowaniem toczenia?
4) zorganizować stanowisko do toczenia?
5) zamocować i ustawić narzędzia do toczenia?
6) wykonać operacje toczenia?
7) dokonać konserwacji tokarki?
8) scharakteryzować budowę i działanie wiertarki?
9) zaplanować proces obróbki przedmiotu z zastosowaniem wiercenia?
10) zorganizować stanowisko do wiercenia?
11) zamocować narzędzia do wiercenia?
12) wykonać operacje wiercenia?
13) dokonać konserwacji wiertarki?
14) scharakteryzować budowę i działanie frezarki?
15) zaplanować proces obróbki przedmiotu z zastosowaniem frezowania?
16) zorganizować stanowisko do frezowania?
17) zamocować narzędzia do frezowania?
18) wykonać operacje frezowania?
19) dokonać konserwacji frezarki?
20) scharakteryzować budowę i działanie szlifierki?
21) zaplanować
proces
obróbki
przedmiotu
z
zastosowaniem
szlifowania?
22) zorganizować stanowisko do szlifowania?
23) zamocować narzędzia do szlifowania?
24) wykonać operacje szlifowania?
25) dokonać konserwacji szlifierki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.4. Bezpieczeństwo i higiena pracy na stanowiskach z obróbką
skrawaniem
4.4.1. Materiał nauczania
Główne zagrożenia bezpieczeństwa i higieny pracy podczas wykonywania robót obróbki
skrawania, wynikają z niebezpieczeństwa skaleczenia się ostrymi krawędziami,
niewłaściwego posługiwania się narzędziami i maszynami oraz nieprzestrzegania ogólnych
zasad higieny pracy.
Bardzo ważną sprawą jest używanie odzieży ochronnej zgodnej z tabelą odzieżową dla
zawodu blacharza i stanowiska roboczego (ubranie dwuczęściowe, kombinezon, obuwie,
nakrycie głowy) oraz środków ochrony osobistej (okulary, ochronniki uszu).
Aby wyeliminować zagrożenia musisz przestrzegać następujących zasad:
Przed rozpoczęciem pracy
−
właściwie zaplanować i zorganizować stanowisko pracy,
−
przed użyciem maszyn i urządzeń zapoznać się z instrukcją obsługi,
−
sprawdzić, czy obrabiarka jest uziemiona,
−
sprawdzić, czy wirujące części obrabiarki mają założone osłony,
−
sprawdzić przed każdym użyciem, czy narzędzia oraz elektronarzędzia i przewody
zasilające nie mają uszkodzeń.
W czasie pracy
−
używać ostrych i sprawnych narzędzi,
−
używać sprawnych maszyn i urządzeń,
−
prawidłowo posługiwać się narzędziami i sprzętem,
−
pracować w ubraniu roboczym ściśle opiętym, pozapinanym,
−
włosy powinny być zabezpieczone nakryciem tak, aby nie mogły być pochwycone przez
obracające się elementy maszyny,
−
nie czyścić maszyny podczas ruchu,
−
nie dokonywać jakiejkolwiek naprawy, regulacji lub smarowania podczas pracy silników
i mechanizmów obrabiarki,
−
stosować osłony na części wirujące i przekładnie oraz utrzymywać je w dobrym stanie,
−
oczy chronić przed wiórami używając okularów ochronnych,
−
nie obsługiwać wiertarki i innych maszyn wirujących w rękawicach lub opatrunkach na
dłoniach,
−
używać prawidłowego oświetlenia stanowiskowego,
−
używać maszyn i urządzeń elektrycznych zabezpieczonych przez uziemienie,
−
nie naprawiać urządzeń elektrycznych,
−
zabrania się otwierania szaf sterowniczych i manipulowania przy urządzeniach
elektrycznych,
−
zachować porządek w miejscu pracy i używać sprzętu ochronnego,
−
przestrzegać przepisów bezpieczeństwa przeciwpożarowego,
−
obrabiane przedmioty należy mocować pewnie i prawidłowo, aby nie zostały wyrwane
w czasie obróbki,
−
nie dotykać w czasie ruchu obrabianego przedmiotu ani innych wirujących części,
−
nie dopuścić do tego, aby w obrębie obsługi znajdowały się jakiekolwiek przedmioty
utrudniające swobodę ruchów i operatywność obsługującego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
−
wszystkie narzędzia przechowywać w miejscu do tego przeznaczonym, w żadnym
wypadku na obrabiarce,
−
obrabiarka powinna być eksploatowana zgodnie z jej przeznaczeniem stosując parametry
skrawania wynikające z dopuszczalnych możliwości maszyny i stosowanych narzędzi,
−
nie wolno zakładać przedmiotu i narzędzi podczas ruchu obrabiarki,
−
czyścić obrabiarki sprężonym powietrzem,
−
zdejmować osłon zabezpieczających,
−
zostawiać obrabiarki w ruchu,
−
w przypadku zauważenia jakichkolwiek usterek i awarii należy wyłączyć zasilanie
i powiadomić nauczyciela lub opiekuna pracowni,
−
pomiary obrabianego detalu dokonywać po wyłączeniu obrotów części wirujących,
−
w przypadku stwierdzenia elektryzowania się obrabiarki, wyłączyć napięcie i powiadomić
nauczyciela lub opiekuna pracowni.
Podczas toczenia
−
nie stawać w pobliżu obracającej się tarczy lecz tak, aby ją mieć po lewej ręce,
−
narzędzia do obróbki wymieniać po zatrzymaniu obrotów wrzeciona i posuwu suportu,
−
wióra odciągać tylko za pomocą haczyka,
−
zmianę kierunku obrotu wrzeciona wykonywać po całkowitym wyhamowaniu,
−
nie zostawiać klucza od szczęk w uchwycie tokarskim,
−
przed uruchomieniem obrotów wrzeciona opuścić osłonę na uchwyt tokarski.
Podczas wiercenia
−
nie trzymać przedmiotu wierconego rękami,
−
nie usuwać wiórów ręką i nie wydmuchiwać ich z otworów.
Podczas frezowania
−
nie powodować przeciążenia obrabiarki,
−
założyć na stole osłony na wióry.
Podczas szlifowania
−
używać okularów ochronnych,
−
sprawdzenia ściernicy, mocowania jej w obsadzie i wyważania powinna dokonywać
osoba odpowiednio przeszkolona,
−
zabrania się szlifowania tarczą ścierną, której średnica jest mniejsza od wartości
minimalnej dla danego rodzaju szlifierki.
Po zakończeniu pracy
−
wyczyścić obrabiarkę i dokonać jej konserwacji według wykazu punktów smarowania,
−
po obróbce gdzie występuje skrawanie, stępić ostre krawędzie.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zagrożenia dla zdrowia występują przy pracy na tokarce?
2. Jakie zagrożenia dla zdrowia występują przy pracy na wiertarce?
3. Jakie zagrożenia dla zdrowia występują przy pracy na frezarce?
4. Jakie zagrożenia dla zdrowia występują przy pracy na szlifierce?
5. Jakie środki ochrony indywidualnej stosuje się przy pracy na obrabiarkach do obróbki
skrawaniem?
6. Jakie zabezpieczenia są zalecane podczas pracy na obrabiarkach skrawających?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj i oceń zagrożenia podczas wykonywania obróbki skrawaniem oraz dobierz
ś
rodki ochrony osobistej.
Uzupełnij tabele wpisując:
a) w kolumnie pierwszej – zagrożenia dla zdrowia, występujące podczas wykonywania
robót obróbki skrawaniem.
b) w kolumnie drugiej – środki ochrony osobistej lub zabezpieczenia chroniące
człowieka przed tymi zagrożeniami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) wymienić i wpisać do tabeli zagrożenia zdrowia przy robotach obróbki skrawaniem,
5) wpisać do odpowiedniej tabeli środki ochrony indywidualnej lub zabezpieczenia,
6) wymienić środki ostrożności, jakie należy zachować podczas wykonywania tych robót,
7) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
8) sformułować wnioski z realizacji ćwiczenia,
9) zaprezentować efekty swojej pracy,
10) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
arkusz ćwiczeniowy,
−
instrukcje obsługi używanych maszyn i urządzeń,
−
literatura dotycząca bezpieczeństwa i higieny pracy,
−
przybory do pisania.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić jakie zagrożenia dla zdrowia występują przy pracy na
tokarce?
2) określić jakie zagrożenia dla zdrowia występują w czasie wiercenia?
3) określić jakie zagrożenia dla zdrowia występują podczas frezowania?
4) wymienić jakie zagrożenia dla zdrowia występują podczas
szlifowania?
5) zastosować środki ochrony indywidualnej przy pracy na obrabiarkach
do obróbki skrawaniem?
6) wymienić zabezpieczenia zalecane podczas pracy na obrabiarkach
skrawających?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.5. Kalkulacja usługi wykonania elementu lub przedmiotu za
pomocą skrawania
4.5.1. Materiał nauczania
Kalkulacja kosztu wykonania wyrobu polega na:
−
obliczeniu kosztu materiału użytego do wyprodukowania określonego wyrobu,
−
obliczeniu kosztu robocizny,
−
określeniu zysku, jaki chcemy osiągnąć.
Koszt wyrobu Kw można zapisać wzorem:
Kw = ( Km + Kr ) ·
+
100
1
Z
·
+
100
1
V
Kw – koszt wykonania,
Km – koszt materiału,
Kr – koszt robocizny,
Z – zysk [ %],
V – podatek VAT [ %].
Koszt materiału Km można odczytać z faktury zakupu materiału – cenę netto (bez podatku VAT).
Koszty robocizny Kr można obliczać kilkoma sposobami.
1) Przyjmując, że koszt robocizny jest taki sam jak koszt materiału.
Kr = Km
2) Stosując metodę porównawczą, w stosunku do kosztów wykonania wyrobu o podobnych
wymiarach i warunkach wykonania, znając czas wykonania i wartość roboczogodziny.
Pracownicy jednostek organizacyjnych zajmujących się technicznym przygotowaniem
produkcji, na podstawie parametrów skrawania obrabiarek będących na stanie danego
zakładu, opracowują w formie tabel lub wykresów normatywy na wykonanie typowych dla
danego zakładu wyrobów. Mogą to być normatywy na wykonanie kompletnych wyrobów lub
kolejnych etapów wykonania tych wyrobów jak: czas toczenia, frezowania, wiercenia
i szlifowania. W tabeli nr 8 podany jest przykład normatywów na czasy toczenia wyrobów
o kształcie tarczy z otworem o różnych wymiarach.
Wartość roboczogodziny określają służby ekonomiczne danego zakładu.
Koszt robocizny Kr określamy wzorem
Kr = R
⋅
Tw
R – wartość jednej roboczogodziny pracownika o odpowiednich kwalifikacjach,
Tw – czas wykonania wyrobów (pracochłonność), gdzie:
Tw = tpz + n
⋅
tj
tpz – czas przygotowawczo-zakończeniowy na wykonanie n sztuk wyrobów,
tj – czas na wykonanie jednej sztuki wyrobu,
n – ilość sztuk.
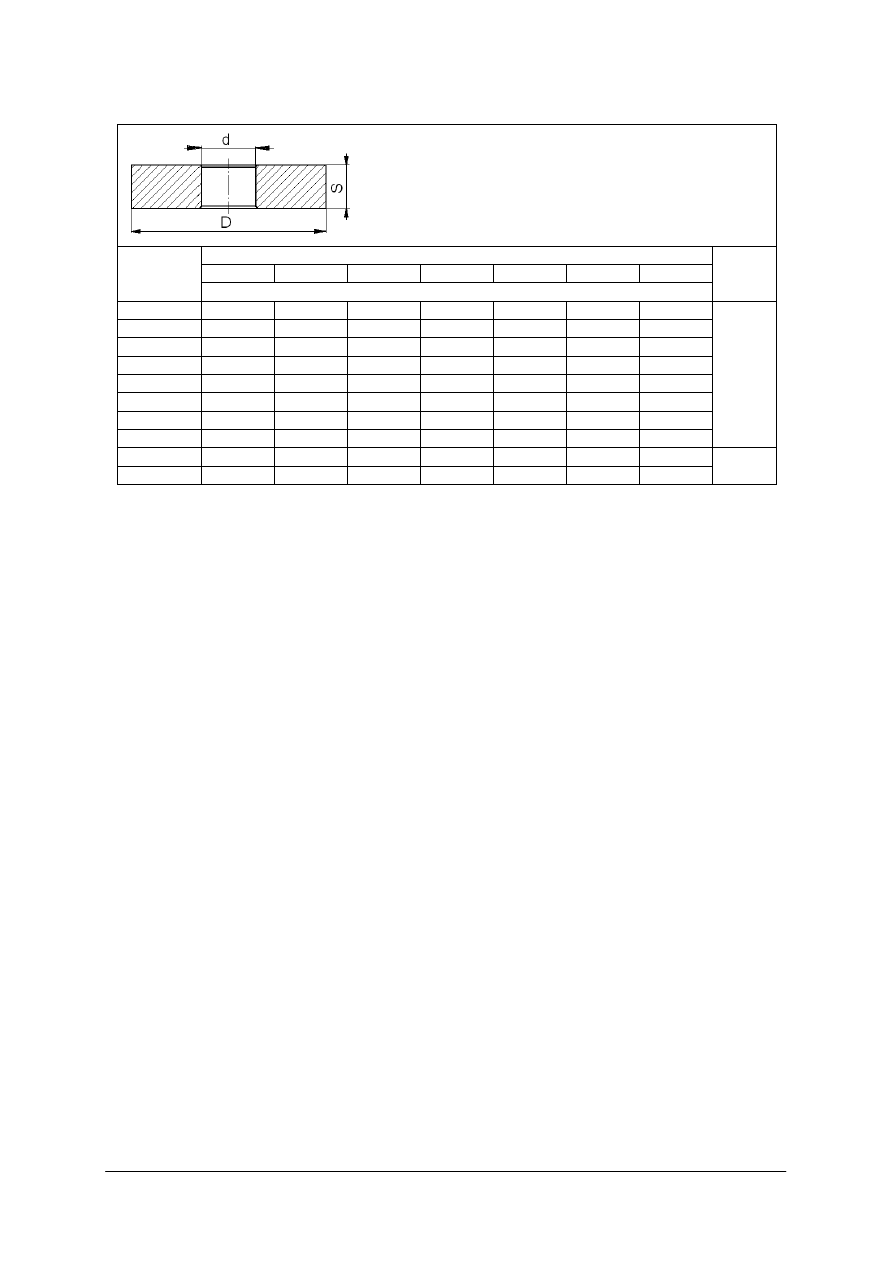
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Tabela 8. Normatywy na toczenie podkładek [opracowanie własne].
Szerokość s [mm]
do 10
11–20
21–30
31–40
41–50
51–60
61–70
D [mm]
Czas toczenia 1 sztuki- tj [ godz.]
Tpz
[godz]
do 60
0,50
0,70
0,80
1,00
1,10
61–80
0,60
0,80
0,90
1,10
1,20
81–100
0,70
0,90
1,00
1,20
1,30
1,50
101–120
0,90
1,00
1,20
1,30
1,40
1,60
1,70
121–140
1,00
1,10
1,30
1,40
1,60
1,70
1,80
141–160
1,10
1,20
1,40
1,60
1,70
1,80
1,90
161–180
1,20
1,40
1,50
1,70
1,80
1,90
2,00
181–200
1,40
1,50
1,60
1,80
2,00
2,10
2,20
0,20
201–250
1,70
1,90
2,00
2,20
2,30
2,40
251–300
2,10
2,30
2,40
2,50
2,70
0,30
Przykład:
Oblicz korzystając z tabeli nr 8 koszt robocizny Kr na wykonanie 100 sztuk podkładek
stalowych o średnicy D=100 mm i szerokości S=5 mm, przyjmując wartość roboczogodziny
R=20 PLN/godz.
Rozwiązanie:
−
odczytujemy z tabeli czas przygotowawczo- zakończeniowy,
tpz =0,2 godz.
−
odczytujemy z tabeli czas jednostkowy,
tj=0,7 godz.
−
obliczamy czas wykonania,
w=0,2 godz. + 100
⋅
0,7 godz. =70,2 godz.
−
obliczamy koszt robocizny,
Kr=70,2 godz.
⋅
20 PLN/godz.=1406 PLN.
Odpowiedź:
Koszt robocizny na wykonanie 100 sztuk podkładek wynosi 1406 PLN.
3) Stosując metodę statystyczną, polegającą na analizie danych z obserwacji zużycia czasu
na rozpatrywaną operację lub wyrób w ubiegłym okresie.
Koszt robocizny określa się w odniesieniu do jednostki wyrobu:
−
kg (waga wyrobów wykonanych obróbką skrawaniem, wyroby ślusarskie lub kute),
−
mb (długość obróbki blacharskiej lub ogrodzenia),
−
m
2
(powierzchnia dachu lub kraty),
4) Stosując metodę analityczno-obliczeniową opartą na dokładnej analizie czynności
wykonywanych przez pracownika i czasu potrzebnego na każdą czynność. Jest to metoda
ż
mudna, wymagająca dużej ilości obliczeń i możesz ją poznać podczas pracy w służbach
technicznych zakładu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak oblicza się ilość materiału potrzebnego do wykonania elementu?
2. Jak obliczyć ilość materiału potrzebnego do wykonania serii wyrobów?
3. W jakich jednostkach miary podaje się zapotrzebowanie materiału?
4. Co to jest czas wykonania wyrobu czyli pracochłonność?
5. Jak określa się czas wykonania jednej sztuki wyrobu?
6. Jak oblicza się czas potrzebny na wykonanie usługi?
7. Jak kalkuluje się koszty wykonania usługi?
4.5.3. Ćwiczenia
Ćwiczenie 1
Sporządź zapotrzebowanie na materiał do wykonania elementu przy użyciu mechanicznej
obróbki skrawaniem na podstawie rysunków dostarczonych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) wypisać rodzaje materiałów wykazanych na rysunkach,
5) obliczyć ilość materiału przewidzianą na jedną sztukę,
6) obliczyć ilość materiału na wykonanie serii wyrobów,
7) podać ilość w odpowiednich jednostkach,
8) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
9) sformułować wnioski z realizacji ćwiczenia,
10) zaprezentować efekty swojej pracy,
11) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
katalogi wyrobów metalowych,
−
poradniki,
−
kalkulator,
−
przybory do pisania.
Ćwiczenie 2
Określ pracochłonność (czas wykonania Tw) 10 sztuk podkładek stalowych o grubości
10 mm i średnicy zewnętrznej 110 mm, wykonanych z blachy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) odczytać z tabeli czas jednostkowy tj na wykonanie jednej podkładki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5) odczytać z tabeli czas przygotowawczo-zakończeniowy tpz,
6) określić czas wykonania Tw dla 10 sztuk podkładek,
7) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
8) sformułować wnioski z realizacji ćwiczenia,
9) zaprezentować efekty swojej pracy,
10) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
normatywy na wykonanie elementów metodą obróbki skrawaniem,
−
poradniki,
−
kalkulator,
−
literatura z rozdziału 6 dotycząca kalkulacji usług wykonania elementów lub
przedmiotów za pomocą skrawania,
−
przybory do pisania.
Ćwiczenie 3
Sporządź kalkulację kosztu wykonania 10 sztuk podkładek stalowych o grubości 10 mm
i średnicy zewnętrznej 110 mm wykonanych z blachy (z ćwiczenia 2).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) obliczyć ilość blachy potrzebnej do wykonania 10 sztuk podkładek,
5) określić cenę jednostkową materiału użytego do wykonania podkładek,
6) obliczyć koszt materiału Km potrzebnego do wykonania podkładek,
7) przeanalizować koszty transportu blachy,
8) przypomnieć pracochłonność wykonania Tw podkładek (z ćwiczenia 2),
9) określić wartość R jednej godziny pracy,
10) obliczyć koszt robocizny Kr dla 10 sztuk podkładek,
11) obliczyć całkowity koszt wykonania 10 sztuk podkładek
12) obliczyć cenę wyrobu Cw uwzględniając zysk i podatek VAT,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) sformułować wnioski z realizacji ćwiczenia,
15) zaprezentować efekty swojej pracy,
16) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
cenniki materiałów,
−
kalkulator,
−
przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sporządzić zapotrzebowanie na materiał do wykonania elementu?
2) określić pracochłonność (czas wykonania usługi)?
3) sporządzić kalkulację usługi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.6. Kontrola jakości elementów i przedmiotów wykonanych za
pomocą skrawania
4.6.1. Materiał nauczania
Kontrola wykonanego przedmiotu polega na sprawdzeniu, poprawności wykonania
wyrobu zgodnie z dokumentacją techniczną.
Do głównych zadań kontroli zalicza się:
−
kontrolę materiałów wyjściowych,
−
kontrolę elementów składowych wyrobu,
−
wykrywanie braków,
−
badanie reklamacji użytkowników.
Podczas przeprowadzania kontroli można sprawdzać wszystkie przedmioty (kontrola
całkowita), lub tylko niektóre (kontrola wyrywkowa). Kontroli można dokonywać po każdej
operacji, po określonych grupach operacji lub po operacjach, podczas których może powstać
wiele braków.
W produkcji jednostkowej pomiarów dokonuje się za pomocą narzędzi i przyrządów
pomiarowych jak: przymiary, suwmiarki, mikrometry, kątomierze, wzorce chropowatości
powierzchni i inne, w zależności od rodzaju pomiaru. Rodzaj i dokładność narzędzia
pomiarowego dobiera się w zależności od dokładności wymiaru (tolerancji wykonania).
Sposoby pomiarów poznałeś już w jednym z poprzednim modułów.
Wynik pomiaru należy porównać z podaną na rysunku tolerancją wykonania. Jeżeli
tolerancja podana jest tylko w postaci rodzaju tolerancji (H7, k6, f8), wówczas granicę dolną
i górną wymiaru wyrażoną liczbami, należy odczytać z tablic.
W produkcji wielkoseryjnej lub masowej narzędzia pomiarowe zastępowane są
sprawdzianami, za pomocą których sprawdza się, czy wymiary przedmiotu mieszczą się
w granicach tolerancji.
Przedmioty, które nie spełniają określonych wymogów nazywa się brakami. Braki mogą
być naprawialne lub całkowite (nie naprawialne). Brakom naprawialnym można przywrócić
wartość użytkową przez naprawę. Braki całkowite to takie, których naprawa jest niemożliwa
lub nieopłacalna. Braki pogarszają efekty ekonomiczne zakładu.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega kontrola wykonanego przedmiotu?
2. Na czym polega kontrola wyrywkowa?
3. Co decyduje o tym czy przedmiot jest wykonany prawidłowo?
4. Jak zamienić tolerancję wyrażoną symbolem na wartość liczbową?
5. Jak sprawnie sprawdzać jednakowe wymiary przy wykonywaniu przedmiotów w dużych
ilościach?
6. Jak można określić chropowatość powierzchni przedmiotu wykonanego przez obróbkę
skrawania?
7. Co nazywamy brakami?
8. Jakie rodzaje braków mogą wystąpić w trakcie wykonywania wyrobu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.6.3. Ćwiczenia
Ćwiczenie 1
Dokonaj kontroli na podstawie rysunków, wykonanych w poprzednich ćwiczeniach
elementów lub przedmiotów pod kątem zgodności wymiarów, kształtu i chropowatości
powierzchni obrabianych. Określ czy wymiary mieszczą się w żądanej tolerancji wykonania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać przyrządy pomiarowe,
5) zmierzyć wymiary podane na rysunku,
6) odczytać z poradnika wielkości odchyłek tolerancji dla poszczególnych wymiarów,
7) określić czy wymiary mieszczą się w wymaganej tolerancji,
8) określić zgodność kształtu wykonanego elementu z rysunkiem,
9) porównać chropowatość powierzchni z wzornikami chropowatości,
10) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
11) sformułować wnioski z realizacji ćwiczenia,
12) zaprezentować efekty swojej pracy,
13) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
rysunki techniczne sprawdzanych części,
−
narzędzia pomiarowe,
−
tabele odchyłek tolerancji,
−
wzorniki chropowatości,
−
kalkulator,
−
przybory do pisania.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zmierzyć wymiary liniowe wewnętrzne i zewnętrzne?
2) zmierzyć wymiary kątowe?
3) zamienić tolerancję wyrażoną symbolem na wartość liczbową?
4) określić prawidłowość wymiaru przy pomocy sprawdzianu?
5) określić chropowatość powierzchni?
6) ocenić prawidłowość wykonania przedmiotu?
7) ocenić jakość wykonanego przedmiotu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 22 pytania o różnym stopniu trudności. Dla każdego zadania podane są
cztery możliwe odpowiedzi: a), b), c), d). Tylko jedna odpowiedź jest poprawna. Są to
pytania wielokrotnego wyboru.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi na jakieś pytanie będzie Ci sprawiało trudność, wtedy odłóż
jego rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 35 minut.
Powodzenia !
ZESTAW ZADAŃ TESTOWYCH
1. Obróbka skrawaniem polega na
a) zeskrobaniu śladów korozji skrobakiem.
b) oczyszczeniu powierzchni szczotką drucianą.
c) wyrównaniu powierzchni płaskiej przez skrobanie.
d) usunięciu nadmiaru materiału narzędziem skrawającym.
2. Przed obróbką skrawaniem blachy nie powinny być poddawane wstępnej obróbce
a) cięcia.
b) tłoczenia.
c) wypalania.
d) hartowania.
3. Materiały metalowe poddawane obróbce skrawaniem powinny mieć twardość
a) podobną do twardości ostrza.
b) mniejszą od twardości ostrza o około 25° HRC.
c) mniejszą od twardości ostrza o około 2° HRC.
d) większą o 20 do 30° HRC od twardości ostrza.
4. Płytki wymienne wieloostrzowe w narzędziach wykonane są z(e)
a) żeliwa szarego.
b) stali narzędziowej.
c) stali konstrukcyjnej.
d) węglików spiekanych.
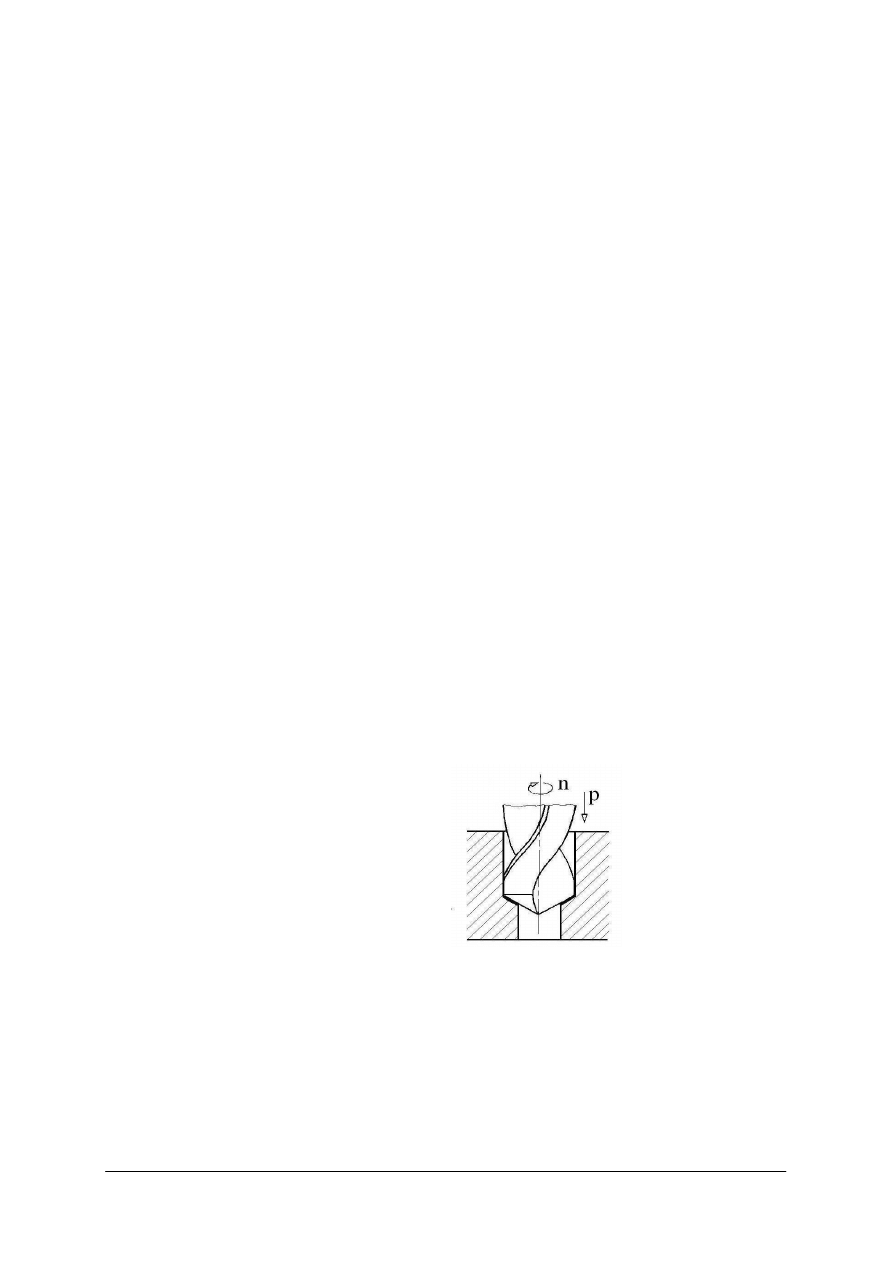
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
5. Głębokość skrawania przy toczeniu jest to
a) długość krawędzi skrawającej noża.
b) odległość na jaką może wysunąć się narzędzie.
c) odległość powierzchni obrabianej od obrobionej.
d) droga, którą przebywa narzędzie w jednostce czasu.
6. Posuwem przy wierceniu nazywamy
a) maksymalne zagłębienie wiertła.
b) odległość pomiędzy sąsiednimi otworami.
c) drogę jaką przebywa wiertło w czasie 1 sekundy.
d) wartość zagłębienia się narzędzia podczas jednego obrotu wiertła.
7. Jak nazywa się uchwyt, w którym mocuje się noże tokarskie?
a) imak.
b) konik.
c) pryzma.
d) trzpień.
8. Do mocowania wiertła z chwytem walcowym stosuje się
a) pokrętło.
b) uchwyt wiertarski.
c) tulejkę redukcyjną.
d) otwór stożkowy wrzeciona.
9. Środek otworu przed wierceniem należy zaznaczyć
a) punktakiem.
b) przecinakiem.
c) pogrubioną rysą.
d) ciemnym flamastrem.
10. Obróbka otworu przedstawiona na rysunku, nazywa się
a) wierceniem.
b) pogłębianiem.
c) powiercaniem.
d) rozwiercaniem.
11. Do wykonania nakiełków w wałkach należy zastosować
a) wiertło.
b) punktak.
c) nawiertak.
d) nóż tokarski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
12. Na rysunku pokazane jest frezowanie
a) czołowe.
b) współbieżne.
c) obwiedniowe.
d) przeciwbieżne.
13. Prędkość skrawania podaje się najczęściej w
a) m/s.
b) m/h.
c) km/h.
d) m/min.
14. Toczenie w kierunku prostopadłym do osi obrotu nazywamy
a) wytaczaniem.
b) planowaniem.
c) pogłębianiem.
d) roztaczaniem.
15. Wskaż, który z podanych wzorów określa prędkość skrawania.
a) v =
1000
n
D
⋅
b) v =
60
2
D
⋅
⋅
π
c) v =
4
n
D
⋅
⋅
π
d) v =
1000
n
D
⋅
⋅
π
16. Tulejki rozprężne stożkowe służą do mocowania frezów
a) piłkowych.
b) tarczowych.
c) walcowo-czołowych.
d) palcowych i trzpieniowych.
17. Przy pracy na wiertarce klin stosuje się do
a) wybijania wiertła.
b) osadzania wiertła.
c) prostowania wiertła.
d) hamowania wrzeciona.
18. Na stole magnetycznym można mocować przedmioty z(e)
a) stali.
b) brązu.
c) miedzi.
d) aluminium.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
19. Ocenę jakości i prawidłowości wykonania elementu lub przedmiotu wykonanego
z zastosowaniem obróbki skrawaniem dokonuje się na podstawie
a) rysunku technicznego.
b) zaleceń kierownictwa robót.
c) doświadczenia operatora obrabiarki.
d) wskazówek pracownika kontroli jakości.
20. Informacja o punktach smarowania w obrabiarce znajduje się w
a) książce usterek maszyny.
b) procesie technologicznym.
c) przewodniku warsztatowym.
d) dokumentacji techniczno ruchowej.
21. Bezpośrednio po zamocowaniu materiału w uchwycie tokarskim należy
a) opuścić osłonę na uchwyt.
b) dosunąć nóż do materiału.
c) włączyć obroty wrzeciona.
d) wyjąć klucz z gniazda uchwytu.
22. Podczas obsługi wiertarki niedopuszczalne jest używanie
a) rękawic.
b) chłodziwa.
c) nakrycia głowy.
d) okularów ochronnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie elementów i przedmiotów z blachy z zastosowaniem operacji
mechanicznej obróbki skrawaniem.
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
6. LITERATURA
1. Chmielewski H. (red): Encyklopedia techniki – budowa maszyn. WNT Warszawa 1969
2. Darmochwał L.: Technologia budowy maszyn. PWSZ, Warszawa 1963
3. Dmochowski J., Uzarowicz A.: Obróbka skrawaniem i obrabiarki. PWN Warszawa 1980
4. Godlewski M.: Poradnik dla mechaników. PWSZ Kraków 1972
5. Górecki A.: Podstawy technologii mechanicznej. WSiP Warszawa 1995
6. Kawecki J., Świdziński J., Zgorzelski S.: Blacharstwo. PWSZ Warszawa 1971
7. Mac S.: Obróbka metali z materiałoznawstwem. WSiP Warszawa 1996
8. Okoniewski S.: Technologia maszyn, WSiP Warszawa 1996
9. Okoniewski S.: Technologia metali cz. IV. WSiP Warszawa 1980
10. Potyński A. Podstawy technologii i konstrukcji mechanicznych. WSiP Warszawa 1983
11. Surowiak W. (red): Poradnik warsztatowca mechanika. WNT, Warszawa 1962
12. Wrotny L.: Obrabiarki skrawające do metali. WNT, Warszawa 1979
13. Katalog wyrobów Bison-Bial, Wydawnictwo Skaner, Warszawa 2000
14. Program produkcji narzędzi ściernych ze spoiwem ceramicznym i poliuretanowym –
Fabryka Tarcz Ściernych. Zakład Poligraficzny MADA Warszawa 2006
Wyszukiwarka
Podobne podstrony:
blacharz 721[01] z1 04 n
blacharz 721[01] z1 04 u
blacharz 721[01] z1 04 n
blacharz 721[01] o1 04 n
blacharz 721[01] z1 07 u
blacharz 721[01] z1 05 n
blacharz 721[01] z1 03 u
blacharz 721[01] z1 08 u
blacharz 721[01] z1 03 n
blacharz 721[01] z1 01 u
blacharz 721[01] z1 06 u
blacharz 721[01] z1 07 n
blacharz 721[01] z1 08 n
blacharz 721[01] z1 02 u
blacharz 721[01] o1 04 u
blacharz 721[01] z1 05 u
blacharz 721[01] z1 06 n
blacharz 721[01] z1 02 n
blacharz 721[01] z1 01 n
więcej podobnych podstron