DSCN1616
24
Podstawy procesów odlewniczych tlenków. Ciekły stop w trakcie płynięcia ochładza się, co może prowadzić do jego zakrzepnięcia w stopniu uniemożliwiającym dalszy przepływ. Mówimy o ograniczonej lejności metalu, która nie jest cechą tylko materiałową, gdyż zależy min. od temperatury początkowej metalu, grubości kanału, własności cieplnych formy oraz dynamiki zalewania Ograniczenie wynikające z lejności dotyczy przede wszystkim takich stopów, jak staliwo i stopy aluminium.
Innym problemem związanym ze zbyt wolnym przesuwaniem się czoła strugi metalu jest tężenie i przywieranie do formy powierzchniowej warstwy tlenkowej, pomimo że sam metal ma jeszcze znacznie wyższą temperaturę niż temperatura krzepnięcia Doprowadza to do chwilowego zatrzymywania przepływu przy powierzchni, a następnie przełamywania przywartej warstwy tlenku przez strugę metalu, a więc niestabilnego przesuwania się czoła strugi W konsekwencji na powierzchni gotowego odlewu występuje wada w postaci fałd tlenkowych.
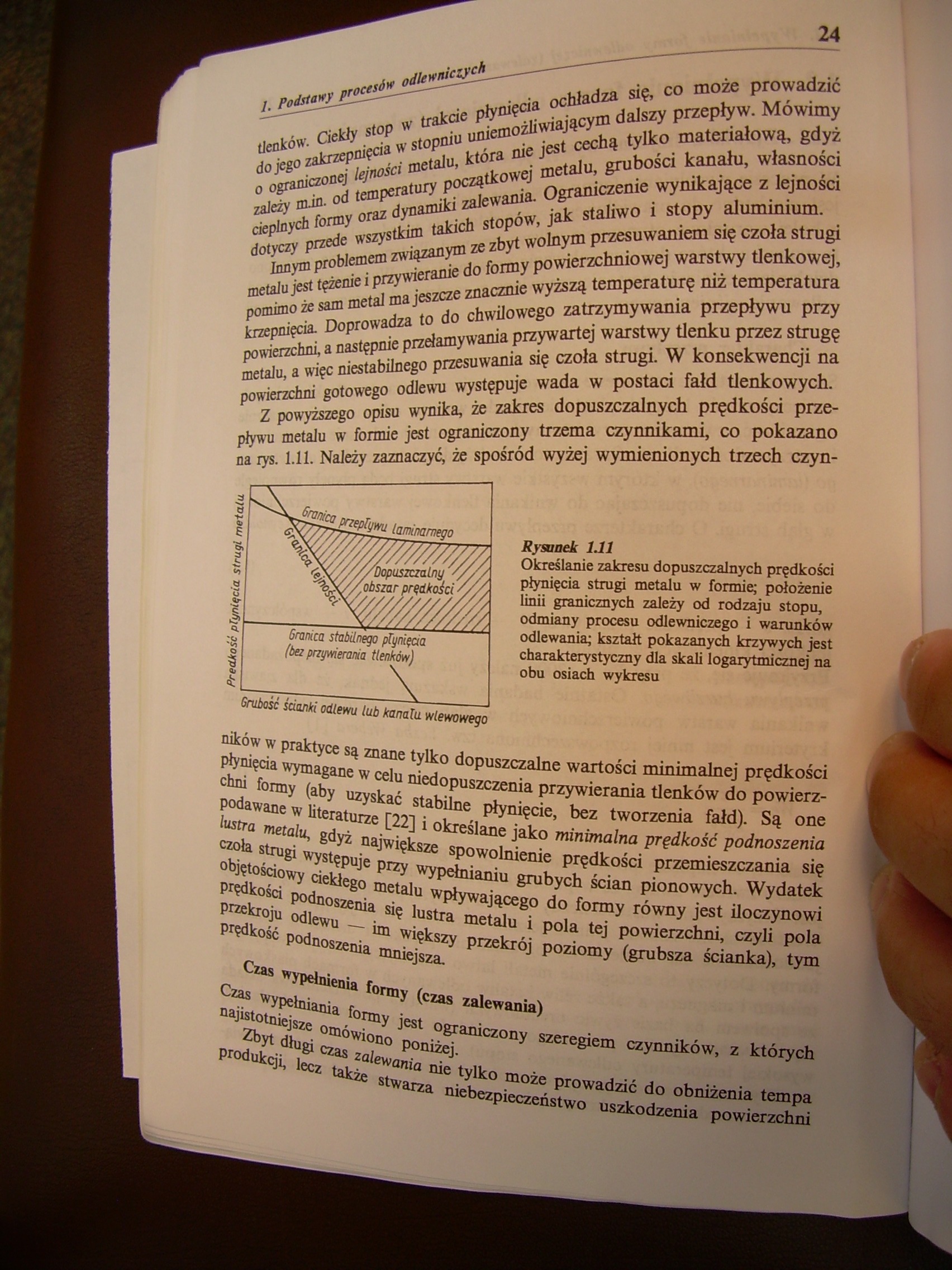
Z powyższego opisu wynika, że zakres dopuszczalnych prędkości przepływu metalu w formie jest ograniczony trzema czynnikami, co pokazano na rys. 1.11. Należy zaznaczyć, że spośród wyżej wymienionych trzech czyn-
Granica stabilnego płynięcia (ba przywierania tlenków)
Rysunek 1.11
Określanie zakresu dopuszczalnych prędkości płynięcia strugi metalu w formie; położenie linii granicznych zależy od rodzaju stopu, odmiany procesu odlewniczego i warunków odlewania; kształt pokazanych krzywych jest charakterystyczny dla skali logarytmicznej na obu osiach wykresu
Grubość ścianki odlewu lub kanału wlewowego
ników w praktyce są znane tylko dopuszczalne wartości minimalnej prędkości płynięcia wymagane w celu niedopuszczenia przywierania tlenków do powierzchni formy (aby uzyskać stabilne płynięcie, bez tworzenia fałd). Są one podawane w literaturze [22] i określane jako minimalna prędkość podnoszenia lustra metalu, gdyż największe spowolnienie prędkości przemieszczania się czoła strugi występuje przy wypełnianiu grubych ścian pionowych. Wydatek objętościowy ciekłego metalu wpływającego do formy równy jest iloczynowi prędkości podnoszenia się lustra metalu i pola tej powierzchni, czyli pola przekroju odlewu — im większy przekrój poziomy (grubsza ścianka), tym prędkość podnoszenia mniejsza.
Czas wypełnienia formy (czas zalewania)
Czas wypełniania formy jest ograniczony szeregiem czynników, z których najistotniejsze omówiono poniżej.
Zbyt długi czas zalewania nie tylko może prowadzić do obniżenia tempa produkcji, lecz także stwarza niebezpieczeństwo uszkodzenia powierzchni
Wyszukiwarka
Podobne podstrony:
DSCN1612 /. Podstawy procesów odlewniczych 20 7. Dla większości stopów wymagających stosowania nadle
DSCN1618 /. Podstawy procesów odlewniczych 26 Szybkość wypełniania formy nie może być zbyt duża, gdy
DSCN1624 1. Podstawy procesów odlewniczych F,=F (1.9) gdzie wysokości H i h pokazano na rys. 1.16. k
DSCN1634 /. Podstawy procesów odlewniczych--- --- Zakładając, że temperatura formy jest utrzymywana
DSCN1641 /. Podstawy procesów odlewniczych 48 /. Podstawy procesów odlewniczych 48 W praktyce w odle
DSCN1677 /. Podstawy procesów odlewniczych Dobór i obliczenia wykładzin (wkładek) Producenci wkładek
DSCN1681 1. P odstany procesów odlewniczych 88 Rysunek 1.71 Schematyczna krzywa zmian objętości żeli
DSCN1686 I. Podstawy procesów odlewniczych__ Zasilanie ze zredukowanym ciśnieniem (z kontrolą ciśnie
DSCN1688 /, Podstawy procesów odlewniczych Rysnnek L74 Przykład odlewu z trzema segmentami I - najwi
DSCN1611 /./. Istota procesu odlewania 19 wypełnieniu rdzennicy masą rdzeniową prowadzi się proces u
DSCN1653 60 I. Podstawy procesów odlewniczych y+grafit (układ równowagi stabilnej)
DSCN1663 70 /. Podstawy procesów odlewniczych proces zasilania przebiegać będzie łatwo, taki zaś rod
DSCN1606 U maW*j /. Podstawy procesów odlewniczych • wlania roztopionego metalu do
DSCN1608 16 1. Podstawy procesów odlewniczych i wzroście kryształów, które mogą przybierać bardzo ró
DSCN1610 18 i. Podstawy procesów odlewniczych • na płycie modelowej (tj. modelu pr
DSCN1614 22 /. Podstawy procesów odlewniczych Rymach 1.10. Dwugniazdowa kokila do wykonywania odlewó
DSCN1620 28 I. Podstawy procesów odlewniczych ścianki odlewu i miejsca doprowadzenia metalu do odlew
DSCN1622 30 /. Podstawy procesów odlewniczych towcgo, przekroje zaś wszystkich kanałów układu wlewow
DSCN1626 34 /. Podstawy procesów odlewniczych mają pewne cechy wspólne. Jedną z nich jest stosowanie
więcej podobnych podstron