M Feld TBM319
319
8.5. Ramowe procesy technologiczne watów stopniowanych
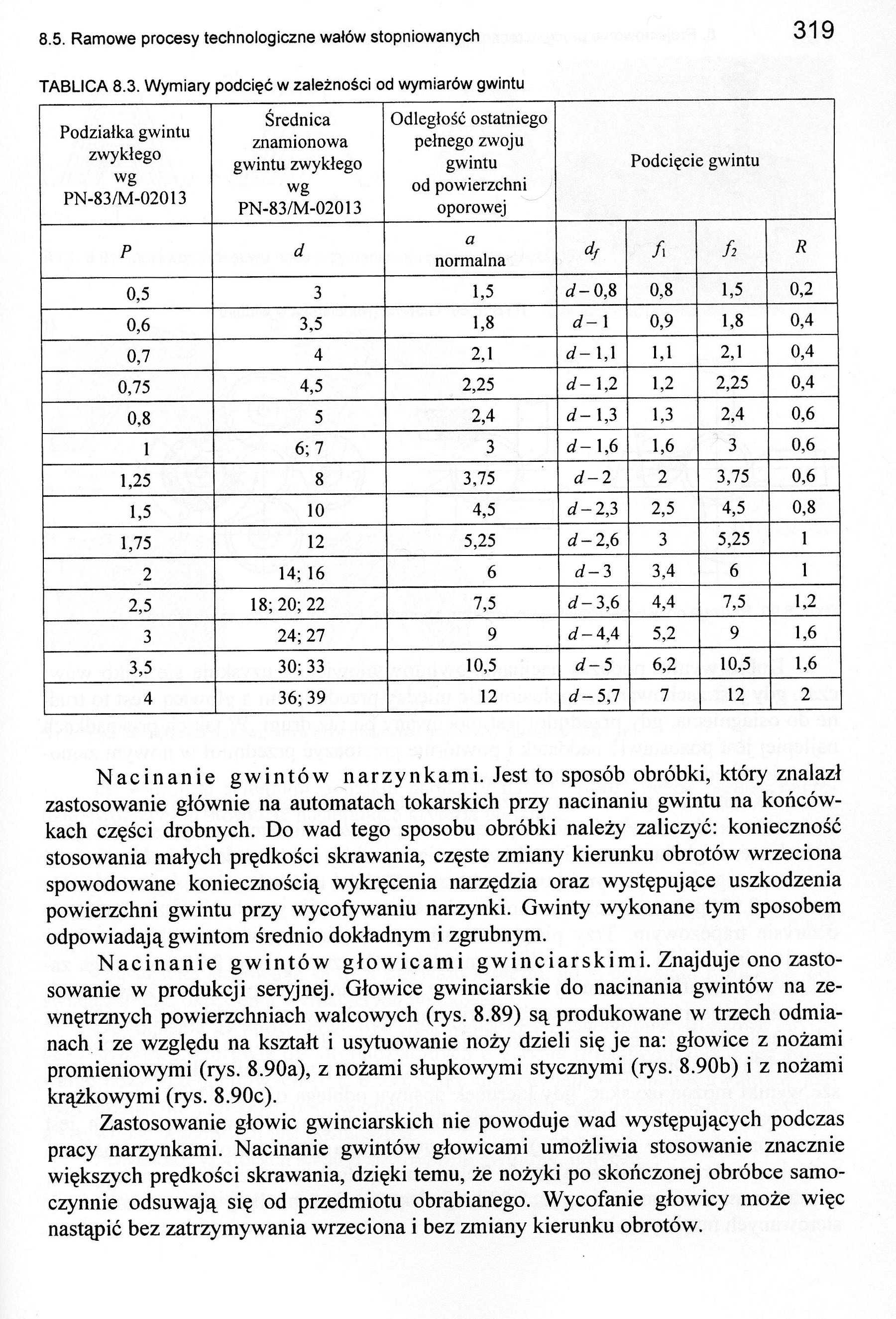
TABLICA 8.3. Wymiary podcięć w zależności od wymiarów gwintu
|
Podziałka gwintu zwykłego wg PN-83/M-02013 |
Średnica znamionowa gwintu zwykłego wg PN-83/M-02013 |
Odległość ostatniego pełnego zwoju gwintu od powierzchni oporowej |
Podcięcie gwintu | |||
|
P |
d |
a normalna |
df |
/, |
h |
R |
|
0,5 |
3 |
1,5 |
d- 0,8 |
0,8 |
1,5 |
0,2 |
|
0,6 |
3,5 |
1,8 |
d- 1 |
0,9 |
1,8 |
0,4 |
|
0,7 |
4 |
2,1 |
d- 1,1 |
U |
2,1 |
0,4 |
|
0,75 |
4,5 |
2,25 |
d- 1,2 |
1,2 |
2,25 |
0,4 |
|
0.8 |
5 |
2,4 |
d- 1,3 |
1,3 |
2,4 |
0,6 |
|
1 |
6; 7 |
3 |
d- 1,6 |
1,6 |
3 |
0,6 |
|
1,25 |
8 |
3,75 |
d-2 |
2 |
3,75 |
0,6 |
|
1,5 |
10 |
4,5 |
d- 2,3 |
2,5 |
4,5 |
0,8 |
|
1,75 |
12 |
5,25 |
d- 2,6 |
3 |
5,25 |
1 |
|
2 |
14; 16 |
6 |
d-3 |
3,4 |
6 |
1 |
|
2,5 |
18; 20; 22 |
7,5 |
d- 3,6 |
4,4 |
7,5 |
1,2 |
|
3 |
24; 27 |
9 |
t/-4,4 |
5,2 |
9 |
1,6 |
|
3,5 |
30; 33 |
10,5 |
d-5 |
6,2 |
10,5 |
1,6 |
|
4 |
36; 39 |
12 |
d-5,7 |
7 |
12 |
2 |
Nacinanie gwintów n ar zyn kam i. Jest to sposób obróbki, który znalazł zastosowanie głównie na automatach tokarskich przy nacinaniu gwintu na końcówkach części drobnych. Do wad tego sposobu obróbki należy zaliczyć: konieczność stosowania małych prędkości skrawania, częste zmiany kierunku obrotów wrzeciona spowodowane koniecznością wykręcenia narzędzia oraz występujące uszkodzenia powierzchni gwintu przy wycofywaniu narzynki. Gwinty wykonane tym sposobem odpowiadają gwintom średnio dokładnym i zgrubnym.
Nacinanie gwintów głowicami gwinciarskimi. Znajduje ono zastosowanie w produkcji seryjnej. Głowice gwinciarskie do nacinania gwintów na zewnętrznych powierzchniach walcowych (rys. 8.89) są produkowane w trzech odmianach i ze względu na kształt i usytuowanie noży dzieli się je na: głowice z nożami promieniowymi (rys. 8.90a), z nożami słupkowymi stycznymi (rys. 8.90b) i z nożami krążkowymi (rys. 8.90c).
Zastosowanie głowic gwinciarskich nie powoduje wad występujących podczas pracy narzynkami. Nacinanie gwintów głowicami umożliwia stosowanie znacznie większych prędkości skrawania, dzięki temu, że nożyki po skończonej obróbce samoczynnie odsuwają się od przedmiotu obrabianego. Wycofanie głowicy może więc nastąpić bez zatrzymywania wrzeciona i bez zmiany kierunku obrotów.
Wyszukiwarka
Podobne podstrony:
M Feld TBM325 325 8.5. Ramowe procesy technologiczne watów stopniowanych Ustalając przedmiot w kłach
M Feld TBM345 345 8.5. Ramowe procesy technologiczne watów stopniowanych Ramowy proces technologiczn
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
więcej podobnych podstron