M Feld TBM325
325
8.5. Ramowe procesy technologiczne watów stopniowanych
Ustalając przedmiot w kłach, można uzyskać współosiowość gwintu frezowanego z powierzchniami obrobionymi wcześniej.
Frezowanie obrotowe gwintów. Jest to sposób obróbki gwintów, który należy do najbardziej wydajnych. W porównaniu z toczeniem na tokarce otrzymuje się 4 h- 6-krotne skrócenie czasu obróbki, a w porównaniu z frezowaniem frezem pojedynczym ok. 3-krotnie. Wydajność tego procesu jest szczególnie widoczna w warunkach produkcji seryjnej i wielkoseryjnej, dla gwintów długich i o dużych skokach (P> 4 mm).
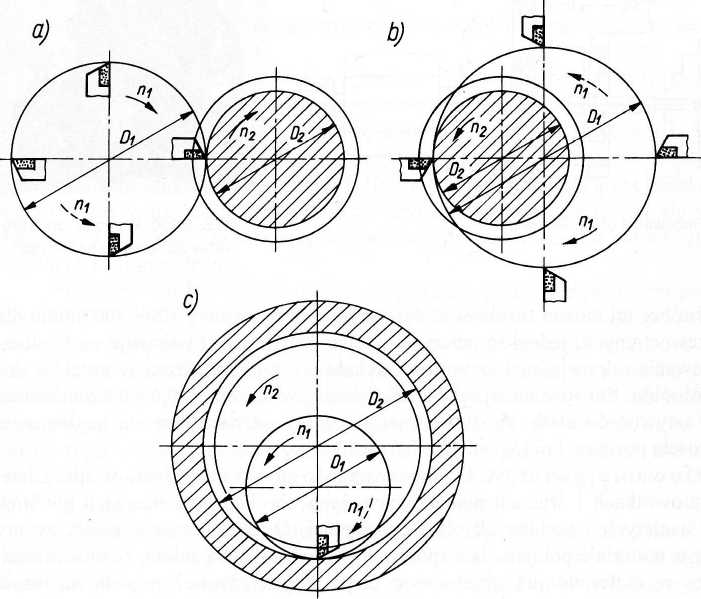
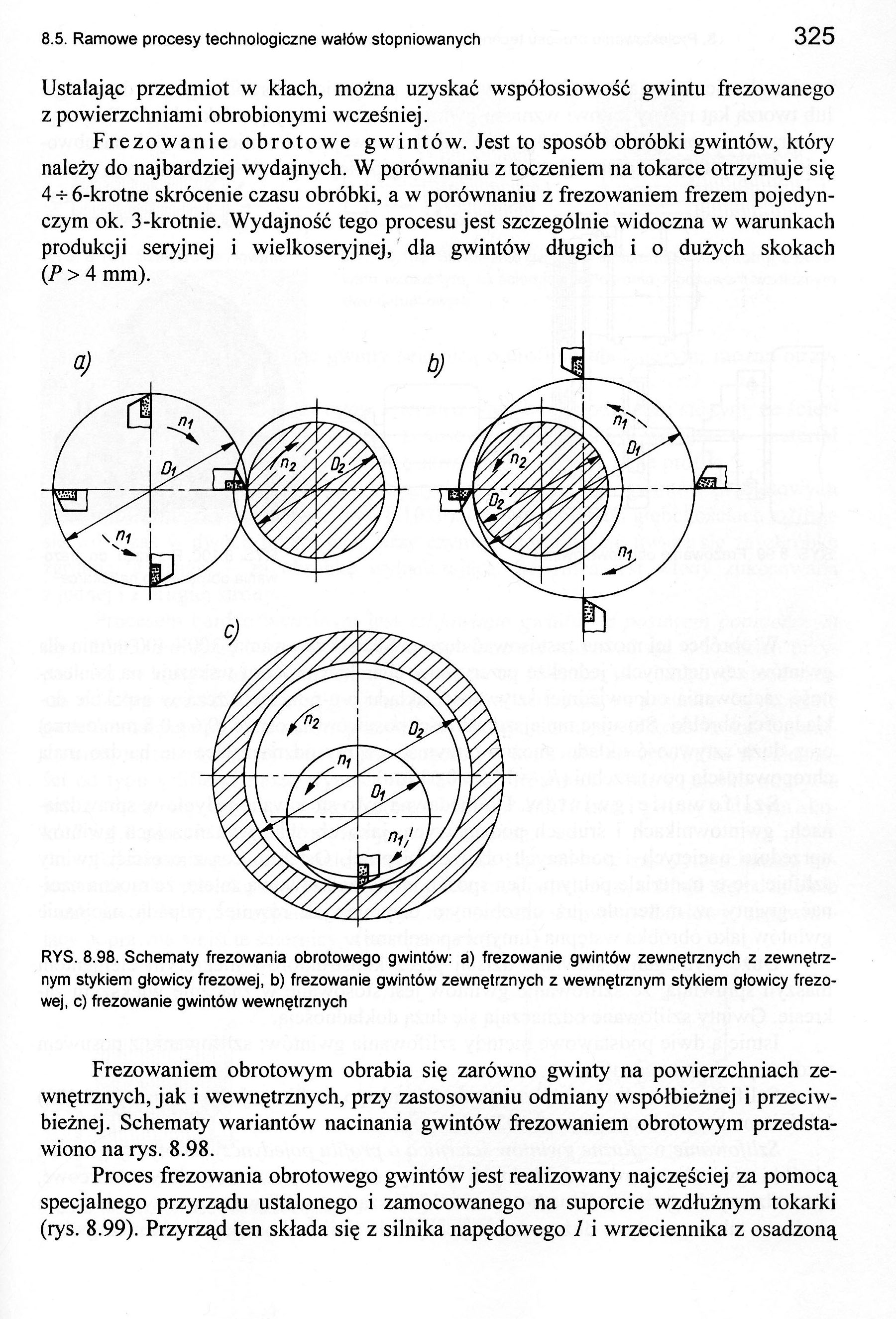
RYS. 8.98. Schematy frezowania obrotowego gwintów: a) frezowanie gwintów zewnętrznych z zewnętrznym stykiem głowicy frezowej, b) frezowanie gwintów zewnętrznych z wewnętrznym stykiem głowicy frezowej, c) frezowanie gwintów wewnętrznych
Frezowaniem obrotowym obrabia się zarówno gwinty na powierzchniach zewnętrznych, jak i wewnętrznych, przy zastosowaniu odmiany współbieżnej i przeciwbieżnej. Schematy wariantów nacinania gwintów frezowaniem obrotowym przedstawiono na rys. 8.98.
Proces frezowania obrotowego gwintów jest realizowany najczęściej za pomocą specjalnego przyrządu ustalonego i zamocowanego na suporcie wzdłużnym tokarki (rys. 8.99). Przyrząd ten składa się z silnika napędowego 1 i wrzeciennika z osadzoną
Wyszukiwarka
Podobne podstrony:
M Feld TBM319 319 8.5. Ramowe procesy technologiczne watów stopniowanych TABLICA 8.3. Wymiary podcię
M Feld TBM345 345 8.5. Ramowe procesy technologiczne watów stopniowanych Ramowy proces technologiczn
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
więcej podobnych podstron