M Feld TBM345
345
8.5. Ramowe procesy technologiczne watów stopniowanych
Ramowy proces technologiczny wału stopniowanego niesztywnego przedstawia się następująco:
1) przecinanie materiału,
2) prostowanie,
3) nakiełkowanie,
4) wykonanie zabielenia pod podtrzymkę,
5) obróbka zgrubna,
6) obróbka kształtująca,
7) obróbka wykańczająca,
8) obróbka bardzo dokładna,
9) kontrola jakości.
Podobnie jak poprzednio, pominięto wiele punktów, które niczego nie zmieniają, a w rozwiniętym procesie będą się znajdowały po obróbce kształtującej. Wyjaśnienia wymagają tylko p. 4) oraz 5).
8.5.6.1. Wykonanie zabielenia pod podtrzymkę
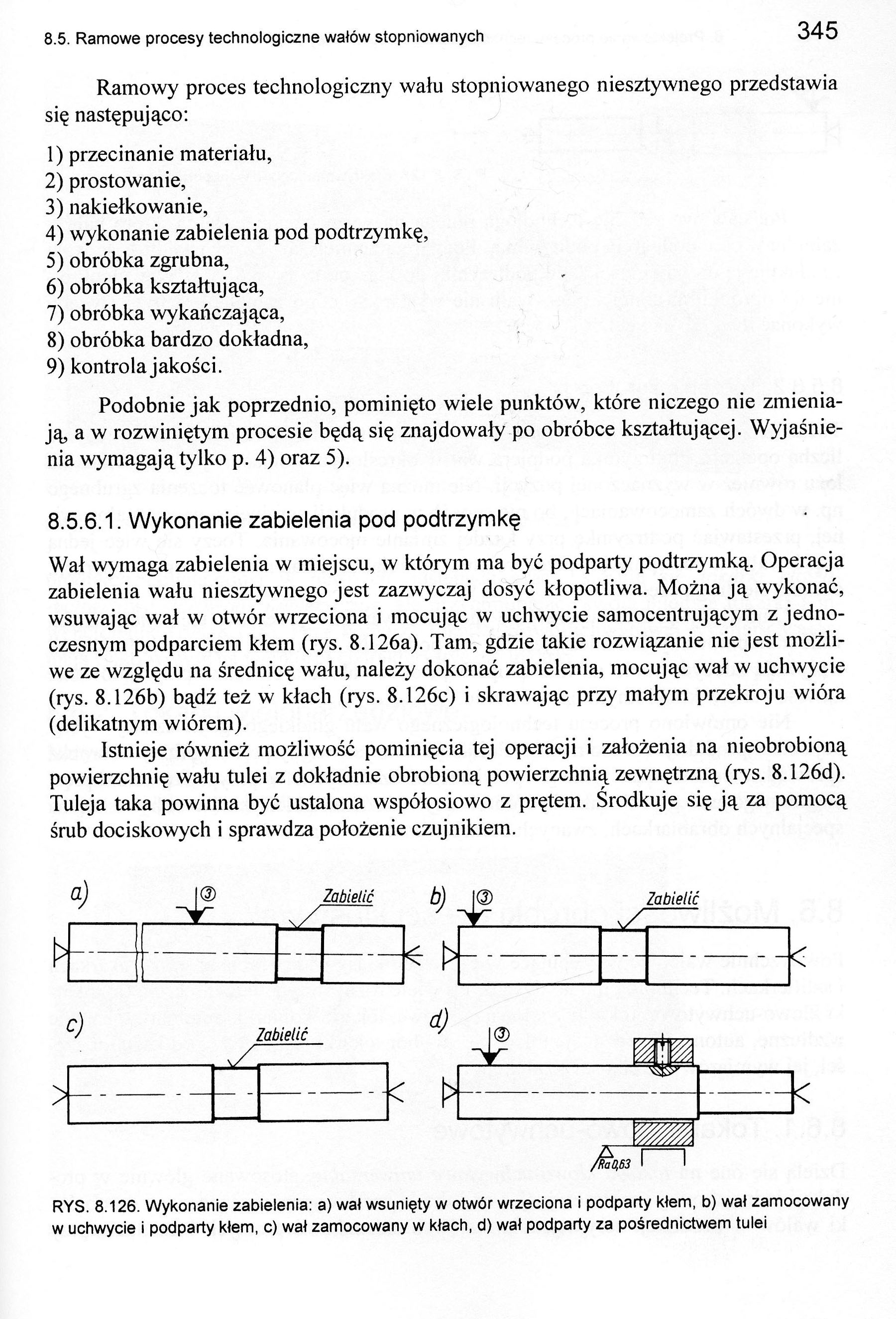
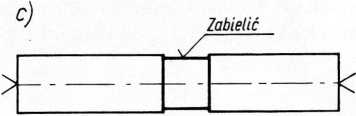
Wał wymaga zabielenia w miejscu, w którym ma być podparty podtrzymką. Operacja zabielenia wału niesztywnego jest zazwyczaj dosyć kłopotliwa. Można ją wykonać, wsuwając wał w otwór wrzeciona i mocując w uchwycie samocentrującym z jednoczesnym podparciem kłem (rys. 8.126a). Tam, gdzie takie rozwiązanie nie jest możliwe ze względu na średnicę wału, należy dokonać zabielenia, mocując wał w uchwycie (rys. 8.126b) bądź też w kłach (rys. 8.126c) i skrawając przy małym przekroju wióra (delikatnym wiórem).
Istnieje również możliwość pominięcia tej operacji i założenia na nieobrobioną powierzchnię wału tulei z dokładnie obrobioną powierzchnią zewnętrzną (rys. 8.126d). Tuleja taka powinna być ustalona współosiowo z prętem. Środkuje się ją za pomocą śrub dociskowych i sprawdza położenie czujnikiem.
Zabielić
Zabielić
-<
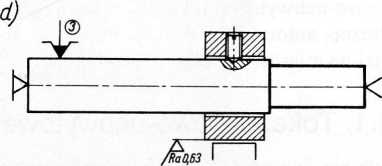
RYS. 8.126. Wykonanie zabielenia: a) wa) wsunięty w otwór wrzeciona i podparty kłem, b) wał zamocowany w uchwycie i podparty kłem, c) wał zamocowany w kłach, d) wał podparty za pośrednictwem tulei
Wyszukiwarka
Podobne podstrony:
M Feld TBM319 319 8.5. Ramowe procesy technologiczne watów stopniowanych TABLICA 8.3. Wymiary podcię
M Feld TBM325 325 8.5. Ramowe procesy technologiczne watów stopniowanych Ustalając przedmiot w kłach
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
więcej podobnych podstron