M Feld TBM334
334
8. Projektowanie procesu technologicznego części klasy wał
usunięcie warstwy nawęgłonej. Na pozostałych powierzchniach należy pozostawić normalny naddatek, zależny od dalszej obróbki.
Dla powierzchni, które mają pozostać miękkie, wielkość naddatku ustala się na podstawie głębokości warstwy nawęglanej. Przyjmuje się, że naddatek, jaki musi pozostać, wynosi na stronę 1 mm plus głębokość warstwy nawęgłonej. Naddatek 1 mm ma zapewnić usunięcie warstwy pośredniej, która wystąpi między powierzchnią na-węgloną a materiałem rodzimym.
Obróbka kształtująca. Jest to operacja obowiązkowa tylko dla tych powierzchni, które mają być hartowane. Naddatek, jaki pozostawia się na obróbkę wykańczającą, musi być nieco większy niż to się przewiduje dla wałów miękkich. Zwiększenie naddatku jest podyktowane możliwością powstania odkształceń w wyniku obróbki cieplnej.-
Operacje obróbki cieplnej. Operacje nawęglania i hartowania mogą być zróżnicowane zależnie od możliwości zakładu. Technolog - specjalista od obróbki cieplnej - opracowuje instrukcje obróbki cieplnej, w których dokładnie podaje podział na zabiegi oraz wyznacza parametry obróbki.
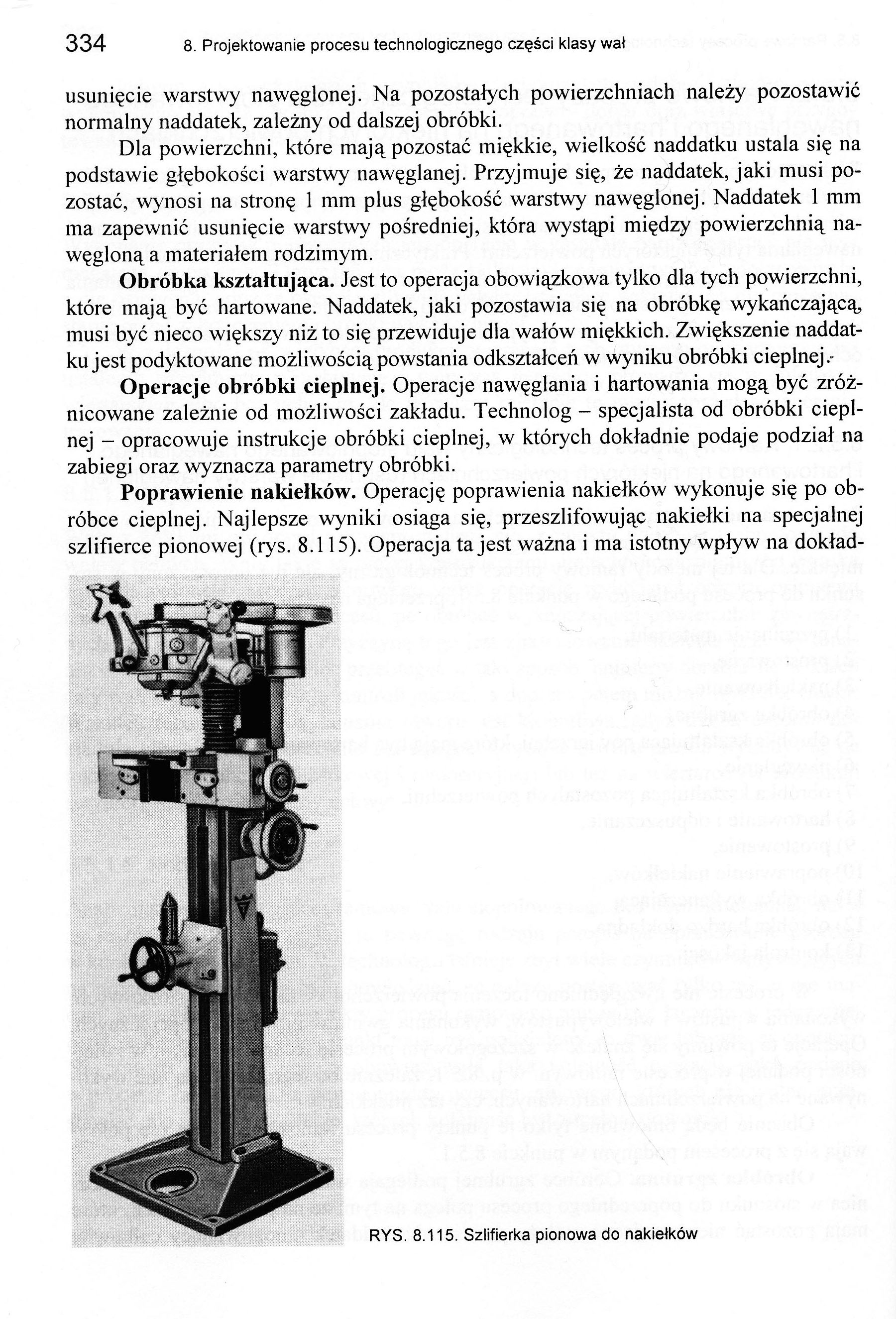
Poprawienie nakiełków. Operację poprawienia nakiełków wykonuje się po obróbce cieplnej. Najlepsze wyniki osiąga się, przeszlifowując nakiełki na specjalnej szlifierce pionowej (rys. 8.115). Operacja ta jest ważna i ma istotny wpływ na dokład-
RYS. 8.115. Szlifierka pionowa do nakiełków
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
więcej podobnych podstron