M Feld TBM350
350
8. Projektowanie procesu technologicznego części klasy wał
W toczeniu kopiowym rozróżnia się trzy rodzaje posuwów (rys. 8.134):
- posuw prowadzący f w kierunku osi toczenia,
- posuw kopiujący fk, w kierunku prowadnic sań suportu kopiującego,
- posuw obwiedniowy fa, w kierunku stycznym do zarysu obrabianego w danym punkcie.
Jak widać z rysunku, posuw obwiedniowy f, jest sumą geometryczną posuwu prowadzącego i kopiującego. Jego zróżnicowanie (rys. 8.132), przy różnie ukształtowanych powierzchniach, jest dość znaczne. Dlatego bardzo istotny w tym sposobie obróbki jest właściwy dobór parametrów, które należy dobierać z opracowanych normatywów.
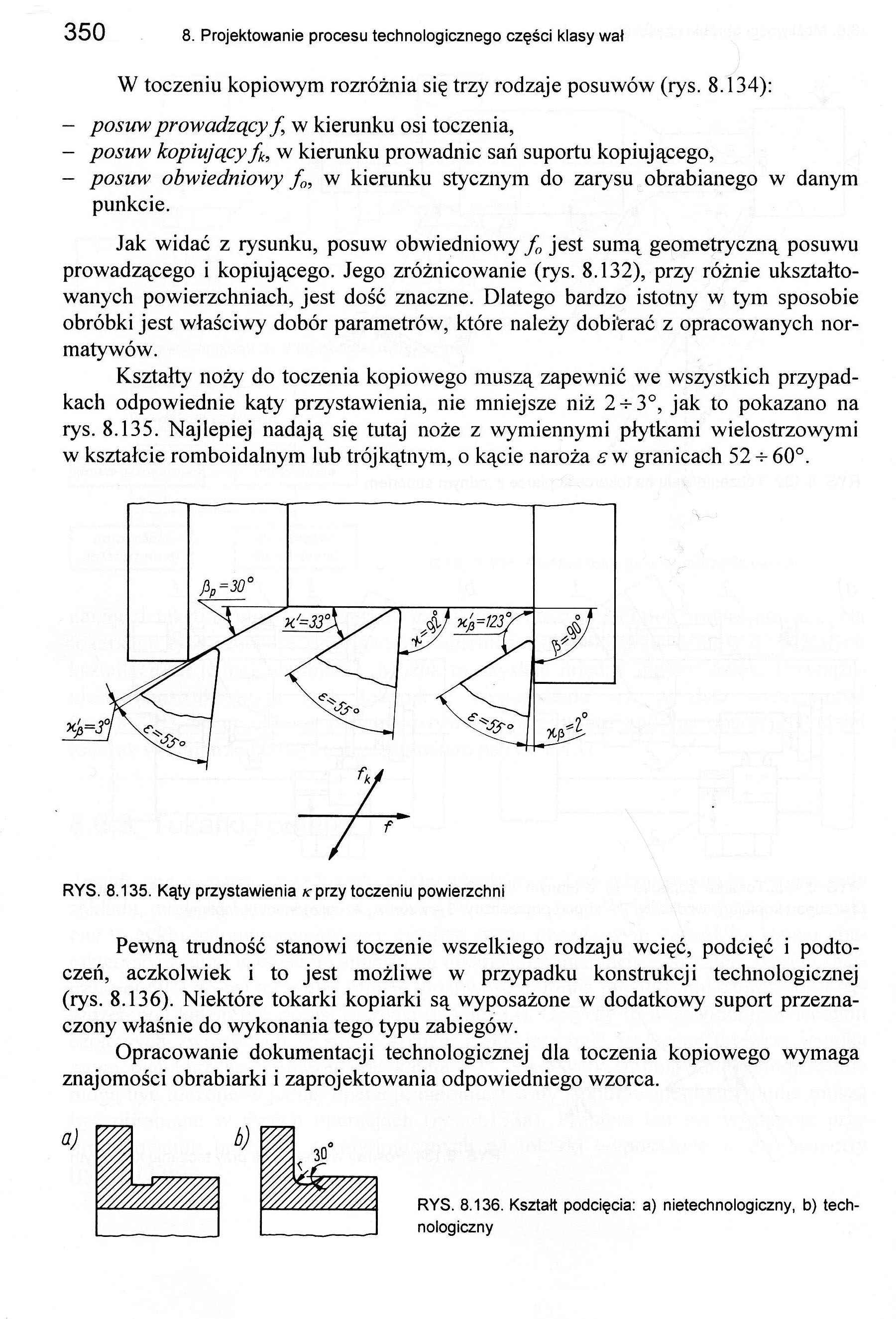
Kształty noży do toczenia kopiowego muszą zapewnić we wszystkich przypadkach odpowiednie kąty przystawienia, nie mniejsze niż 2h-3°, jak to pokazano na rys. 8.135. Najlepiej nadają się tutaj noże z wymiennymi płytkami wielostrzowymi w kształcie romboidalnym lub trójkątnym, o kącie naroża s w granicach 52 60°.
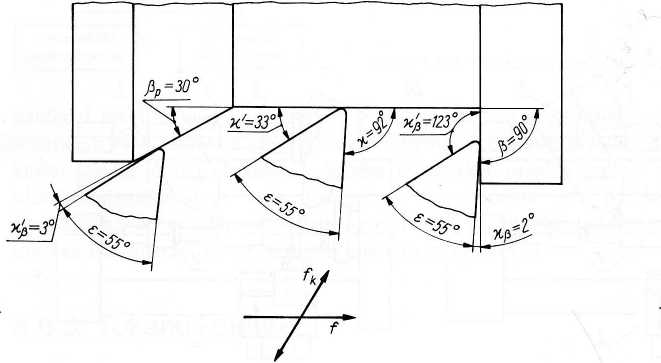
RYS. 8.135. Kąty przystawienia k przy toczeniu powierzchni
Pewną trudność stanowi toczenie wszelkiego rodzaju wcięć, podcięć i podto-czeń, aczkolwiek i to jest możliwe w przypadku konstrukcji technologicznej (rys. 8.136). Niektóre tokarki kopiarki są wyposażone w dodatkowy suport przeznaczony właśnie do wykonania tego typu zabiegów.
Opracowanie dokumentacji technologicznej dla toczenia kopiowego wymaga znajomości obrabiarki i zaprojektowania odpowiedniego wzorca.
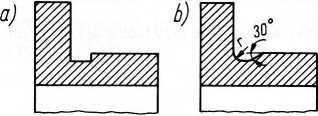
RYS. 8.136. Kształt podcięcia: a) nietechnologiczny, b) technologiczny
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
więcej podobnych podstron