M Feld TBM354
354
8. Projektowanie procesu technologicznego części klasy wał
8.6.6. Szlifierki
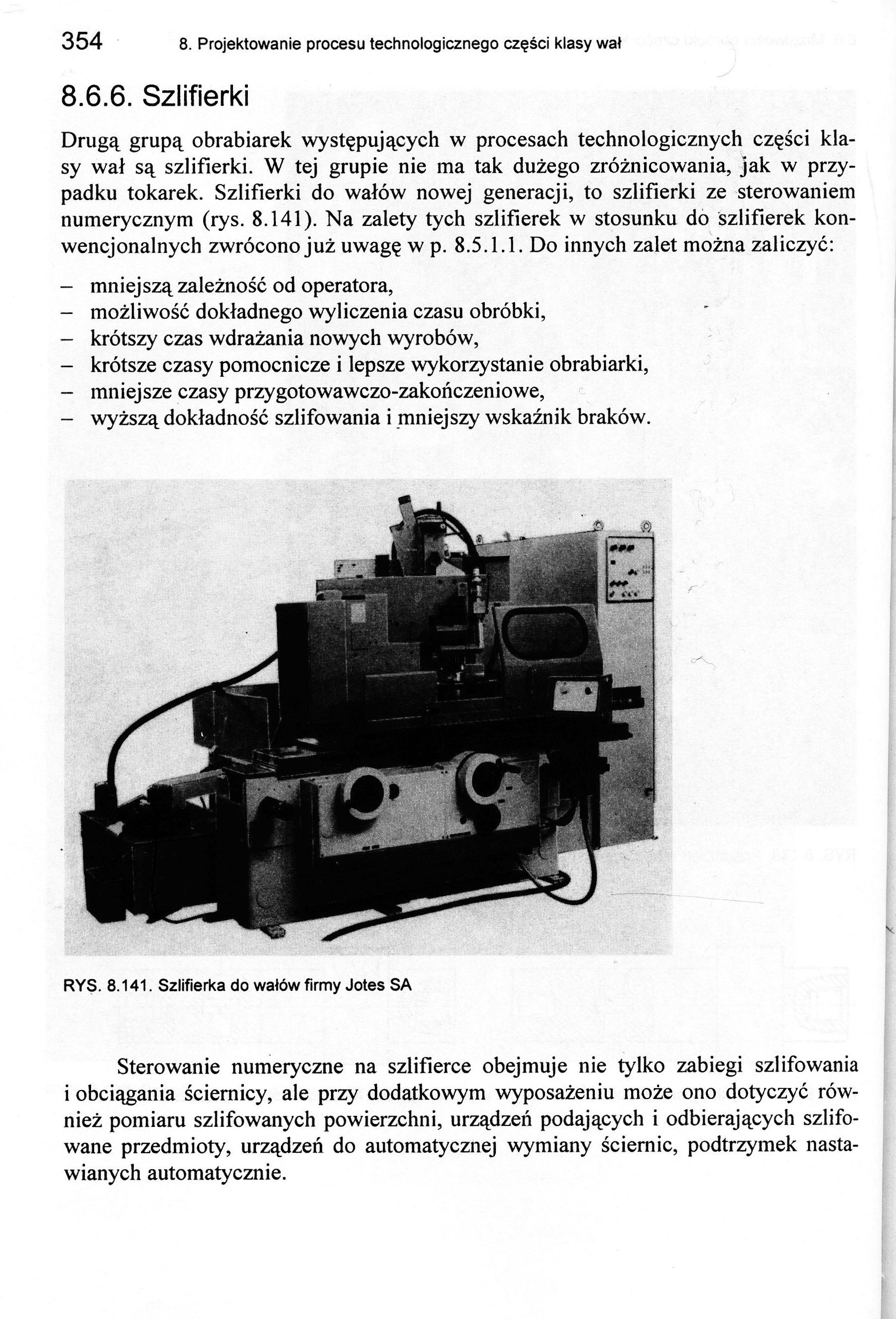
Drugą grupą obrabiarek występujących w procesach technologicznych części klasy wał są szlifierki. W tej grupie nie ma tak dużego zróżnicowania, jak w przypadku tokarek. Szlifierki do wałów nowej generacji, to szlifierki ze sterowaniem numerycznym (rys. 8.141). Na zalety tych szlifierek w stosunku do szlifierek konwencjonalnych zwrócono już uwagę w p. 8.5.1.1. Do innych zalet można zaliczyć:
- mniejszą zależność od operatora,
- możliwość dokładnego wyliczenia czasu obróbki,
- krótszy czas wdrażania nowych wyrobów,
- krótsze czasy pomocnicze i lepsze wykorzystanie obrabiarki,
- mniejsze czasy przygotowawczo-zakończeniowe,
- wyższą dokładność szlifowania i mniejszy wskaźnik braków.
RYS. 8.141. Szlifierka do wałów firmy Jotes SA
Sterowanie numeryczne na szlifierce obejmuje nie tylko zabiegi szlifowania i obciągania ściernicy, ale przy dodatkowym wyposażeniu może ono dotyczyć również pomiaru szlifowanych powierzchni, urządzeń podających i odbierających szlifowane przedmioty, urządzeń do automatycznej wymiany ściernic, podtrzymek nastawianych automatycznie.
Wyszukiwarka
Podobne podstrony:
M Feld TBM338 338 8. Projektowanie procesu technologicznego części klasy wał8.5.5. Ramowy proces tec
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
więcej podobnych podstron