M Feld TBM428
428
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
Tokarki karuzelowe należą do mniej znanych obrabiarek, dlatego nieco obszerniej niż w stosunku do innych obrabiarek zostaną przedstawione ich możliwości obróbkowe. Tylko dokładna znajomość tych obrabiarek umożliwi takie zaplanowanie operacji, ażeby w pełni je wykorzystać. Do najliczniej wykonywanych zabiegów na tokarkach karuzelowych należy zaliczyć: toczenie powierzchni zewnętrznych, obróbkę otworów, toczenie powierzchni czołowych i innych.
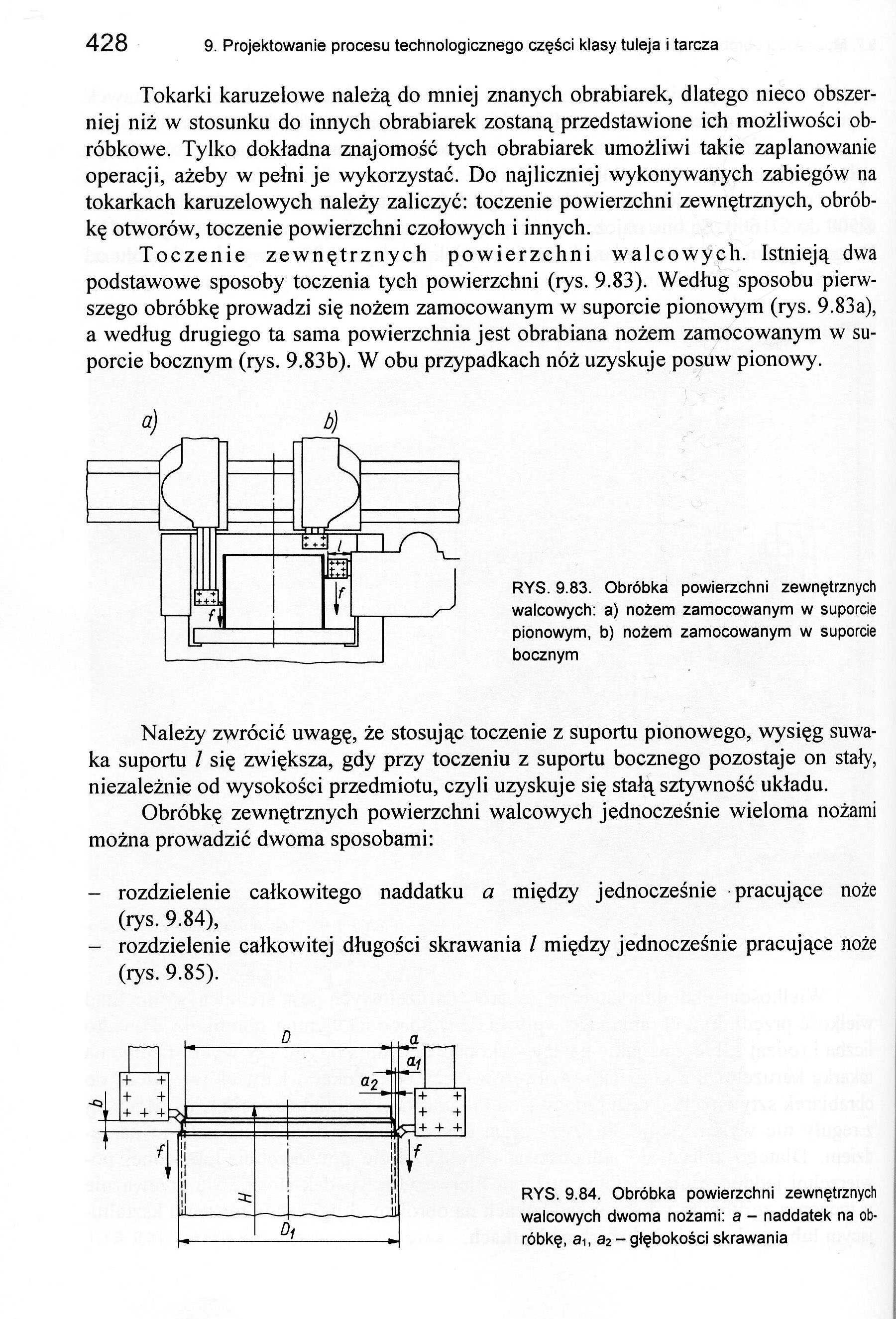
Toczenie zewnętrznych powierzchni walcowych. Istnieją dwa podstawowe sposoby toczenia tych powierzchni (rys. 9.83). Według sposobu pierwszego obróbkę prowadzi się nożem zamocowanym w suporcie pionowym (rys. 9.83a), a według drugiego ta sama powierzchnia jest obrabiana nożem zamocowanym w suporcie bocznym (rys. 9.83b). W obu przypadkach nóż uzyskuje posuw pionowy.
RYS. 9.83. Obróbka powierzchni zewnętrznych walcowych: a) nożem zamocowanym w suporcie pionowym, b) nożem zamocowanym w suporcie bocznym
Należy zwrócić uwagę, że stosując toczenie z suportu pionowego, wysięg suwaka suportu / się zwiększa, gdy przy toczeniu z suportu bocznego pozostaje on stały, niezależnie od wysokości przedmiotu, czyli uzyskuje się stałą sztywność układu.
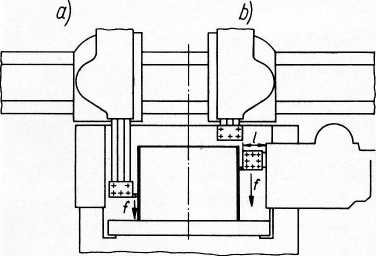
Obróbkę zewnętrznych powierzchni walcowych jednocześnie wieloma nożami można prowadzić dwoma sposobami:
- rozdzielenie całkowitego naddatku a między jednocześnie pracujące noże (rys. 9.84),
- rozdzielenie całkowitej długości skrawania / między jednocześnie pracujące noże (rys. 9.85).
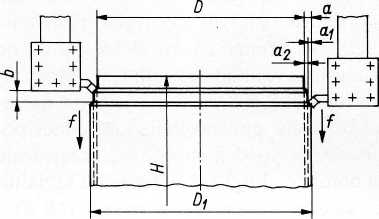
RYS. 9.84. Obróbka powierzchni zewnętrznych walcowych dwoma nożami: a - naddatek na obróbkę, ai, 32 - głębokości skrawania
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
więcej podobnych podstron