M Feld TBM430

430
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
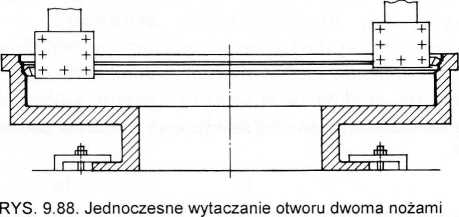
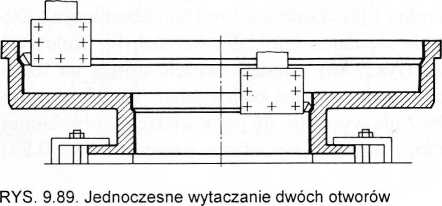
Wytaczanie otworów większych odbywa się nożami osadzonymi w wytaczadłach i oprawkach, osadzonych w suportach pionowych. W celu lepszego wykorzystania mocy obrabiarki oraz w celu zmniejszenia czasu obróbki stosuje się roztaczanie otworów z dwóch suportów (rys. 9.88 i 9.89).
Toczenie powierzchn i czołowych. Powierzchnie te można obrabiać zarówno z suportu górnego (rys. 9.90a), jak i z suportu bocznego (rys. 9.90b). W obu przypadkach suporty mają przesuw poziomy, równoległy do stołu tokarki karuzelowej. Porównując obydwa sposoby, widać, że przy toczeniu nożem zamocowanym
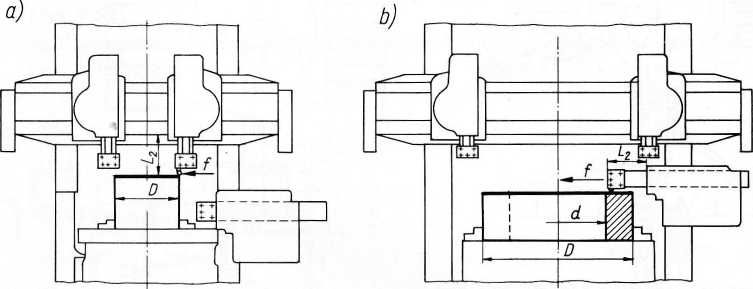
RYS. 9.90. Toczenie powierzchni czołowych: a) nożem zamocowanym w suporcie pionowym, b) nożem zamocowanym w suporcie bocznym
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
więcej podobnych podstron