„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
MINISTERSTWO EDUKACJI
NARODOWEJ
Danuta Szczepaniak
Opracowanie elementów na spody obuwia 744[02].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Barbara Jaśkiewicz
dr inż. Jadwiga Rudecka
Opracowanie redakcyjne:
inż. Danuta Szczepaniak
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z3.02
„Opracowanie elementów na spody obuwia”, zawartego w modułowym programie nauczania
dla zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1. Techniki wytwarzania i obróbki elementów spodowych obuwia
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
13
4.2. Zasady opracowania zakładek, podnosków, obcasów i innych elementów
spodu obuwia
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
23
4.3. Zasady opracowania podpodeszew
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
31
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
4.4. Zasady opracowania podeszew z materiałów płaskich
34
4.4.1. Materiał nauczania
34
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
38
4.4.4. Sprawdzian postępów
40
4.5. Produkcja elementów spodowych z tworzyw sztucznych i gumy
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające
48
4.5.3. Ćwiczenia
48
4.5.4. Sprawdzian postępów
49
5.
Sprawdzian osiągnięć
50
6.
Literatura
55
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wytwarzaniu i obróbce
elementów na spody obuwia.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
–
cele kształcenia jakie powinieneś osiągnąć w czasie realizacji programu tej jednostki
modułowej,
–
materiał nauczania (rozdział 4), który umożliwi samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów,
–
zestaw pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści z materiału
nauczania,
–
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
–
sprawdzian osiągnięć, w którym zamieszczono przykładowy zestaw zadań testowych
sprawdzających opanowanie wiedzy i umiejętności z zakresu całej jednostki oraz
instrukcję dla ucznia i kartę odpowiedzi,
–
wykaz literatury obejmujący z jakiej możesz korzystać podczas nauki.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Jednostka modułowa „Opracowanie elementów na spody obuwia”, której treść teraz poznasz
stanowi jeden z elementów modułu 744[02].Z3 „Technologia rozkroju materiałów oraz
opracowania elementów na spody obuwia”, zilustrowany na rysunku zamieszczonym na
stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
Schemat układu jednostek modułowych
744[02].Z3.01
Dokonywanie rozkroju
materiałów
na elementy obuwia
744[02].Z3.02
Opracowanie elementów na
spody obuwia
744[02].Z3
Technologia rozkroju materiałów
oraz opracowania elementów na
spody obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
rozpoznawać części i elementy konstrukcyjne obuwia,
–
stosować zasady oznaczania wielkości elementów obuwia,
–
rozpoznawać, charakteryzować i klasyfikować materiały obuwnicze,
–
rozpoznawać i charakteryzować wady materiałów obuwniczych,
–
oceniać jakość materiałów obuwniczych,
–
określać wpływ wad materiałowych na wskaźniki ekonomiczne i jakość obuwia,
–
dobierać materiały w zależności od typu i przeznaczenia obuwia,
–
klasyfikować i dobierać maszyny i urządzenia produkcyjne,
–
oceniać stan techniczny maszyn, urządzeń i narzędzi produkcyjnych,
–
użytkować, regulować i konserwować maszyny i urządzenia produkcyjne,
–
określać zasady rozkroju materiałów na elementy obuwia,
–
określać parametry technologiczne wycinania elementów obuwia w zależności od rodzaju
stosowanych materiałów,
–
wycinać ręcznie i maszynowo elementy obuwia z płaskich materiałów obuwniczych,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
–
udzielać pierwszej pomocy osobom poszkodowanym,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić zasady obróbki zakładek, podnosków i części spodów obuwia,
–
określić techniki prasowania elementów,
–
określić techniki obróbki wiórowej elementów obuwia, półproduktów i wyrobów
obuwniczych,
–
dobrać narzędzia i materiały pomocnicze do procesu obróbki,
–
dobrać narzędzia kontrolne oraz skontrolować jakość obróbki,
–
dobrać środki i metody wykończania elementów i półproduktów obuwia,
–
skorzystać z dokumentacji technologicznej dotyczącej wytwarzania elementów
z materiałów płaskich,
–
dokonać obróbki zakładek, podnosków i elementów spodów obuwia z materiałów
płaskich,
–
określić technikę formowania przestrzennego spodów obuwia oraz dobrać urządzenia
produkcyjne,
–
zastosować metody oraz parametry przetwórstwa gumy i tworzyw sztucznych na
elementy obuwia,
–
dobrać surowce podstawowe i pomocnicze do procesu formowania elementów z gumy
i z tworzyw sztucznych,
–
dobrać urządzenia produkcyjne do procesu formowania elementów obuwia metodą
wtrysku, wulkanizacji, odlewania,
–
zastosować techniki obróbki elementów z gumy i tworzyw sztucznych,
–
zastosować środki i techniki wykończania elementów i półfabrykatów z gumy i tworzyw
sztucznych,
–
określić przyczyny powstawania błędów produkcyjnych w procesie formowania
elementów na spody obuwia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Techniki wytwarzania i obróbki elementów spodowych
obuwia
4.1.1. Materiał nauczania
Spód obuwia, w zależności od systemu montażu, typu i rodzaju obuwia, składa się
z różnej liczby części składowych. Elementy spodów obuwia takie, jak: podpodeszwy,
wyściółki, zakładki, podnoski itp. są produkowane z materiałów płaskich. Podeszwy
natomiast mogą być wytwarzane z materiałów płaskich, ale także otrzymywane metodą
wtrysku, odlewania czy wulkanizowania.
Elementy składowe spodu obuwia, przed wmontowaniem ich do obuwia, poddaje się
różnorodnym procesem obróbczym, tj.: dwojeniu i wyrównywaniu grubości, ścienianiu,
ścieraniu, frezowaniu, formowaniu.
Dwojenie i ścienianie
Dwojenie jest to bezwiórowa obróbka polegająca na dzieleniu elementu w płaszczyźnie
równoległej do jego powierzchni. Sposobem tym w przemyśle obuwniczym prowadzi się
dwojenie elementów w celu uzyskania żądanej grubości (podeszwy, podsuwki ze styrogumu)
lub wyrównywania ich grubości. Operacji wyrównywania grubości poddaje się przede
wszystkim skórzane elementy spodu obuwia: podeszwy, podpodeszwy, składki obcasa, oraz
wierzchu – zakładki, itp. Do dwojenia i wyrównywania grubości wykorzystuje się różnego
typu dwojarki i wyrównywarki grubości.
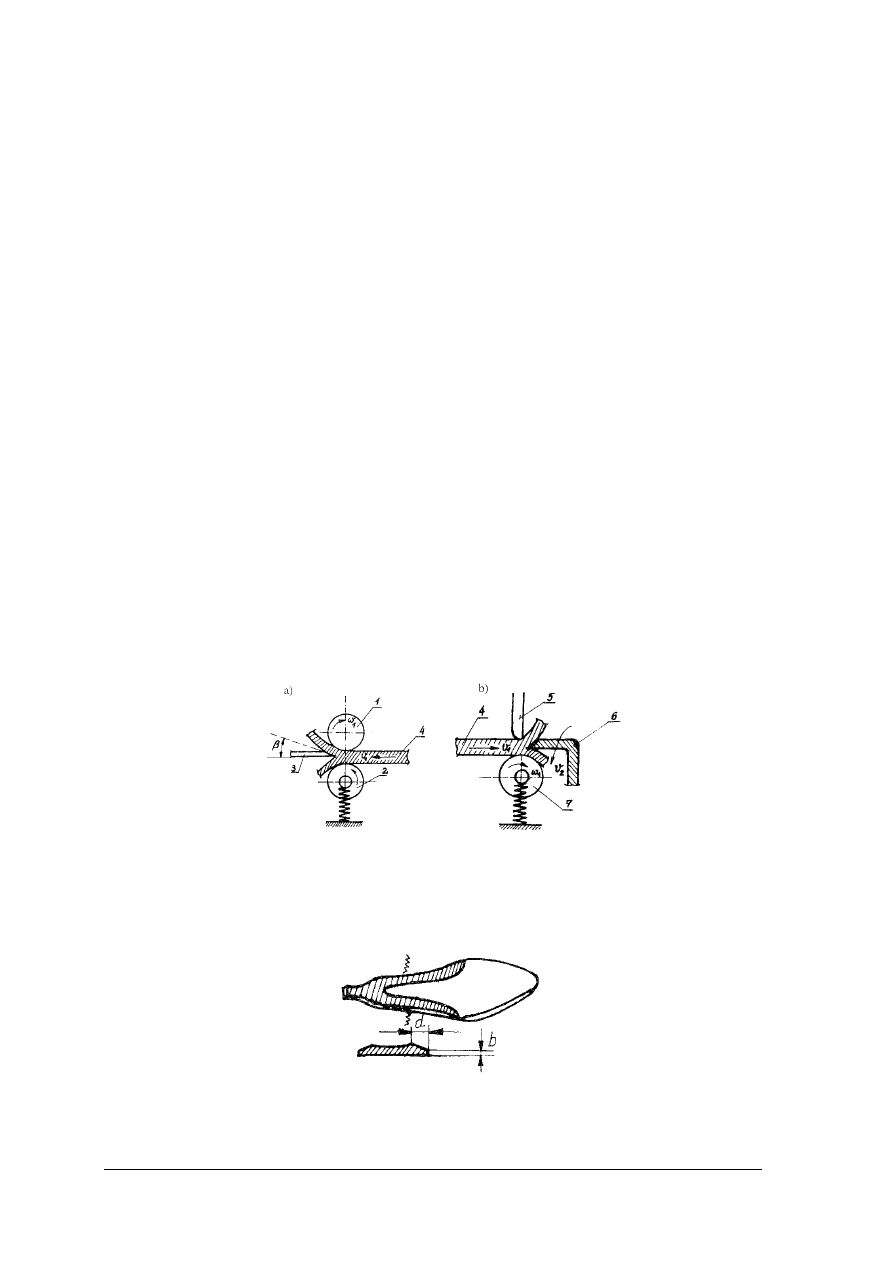
Ścienianie brzegów elementów polega na oddzieleniu warstwy materiału tylko na pewnej
szerokości. Ścienianie ma na celu przygotowanie brzegów elementów do łączenia. Schematy
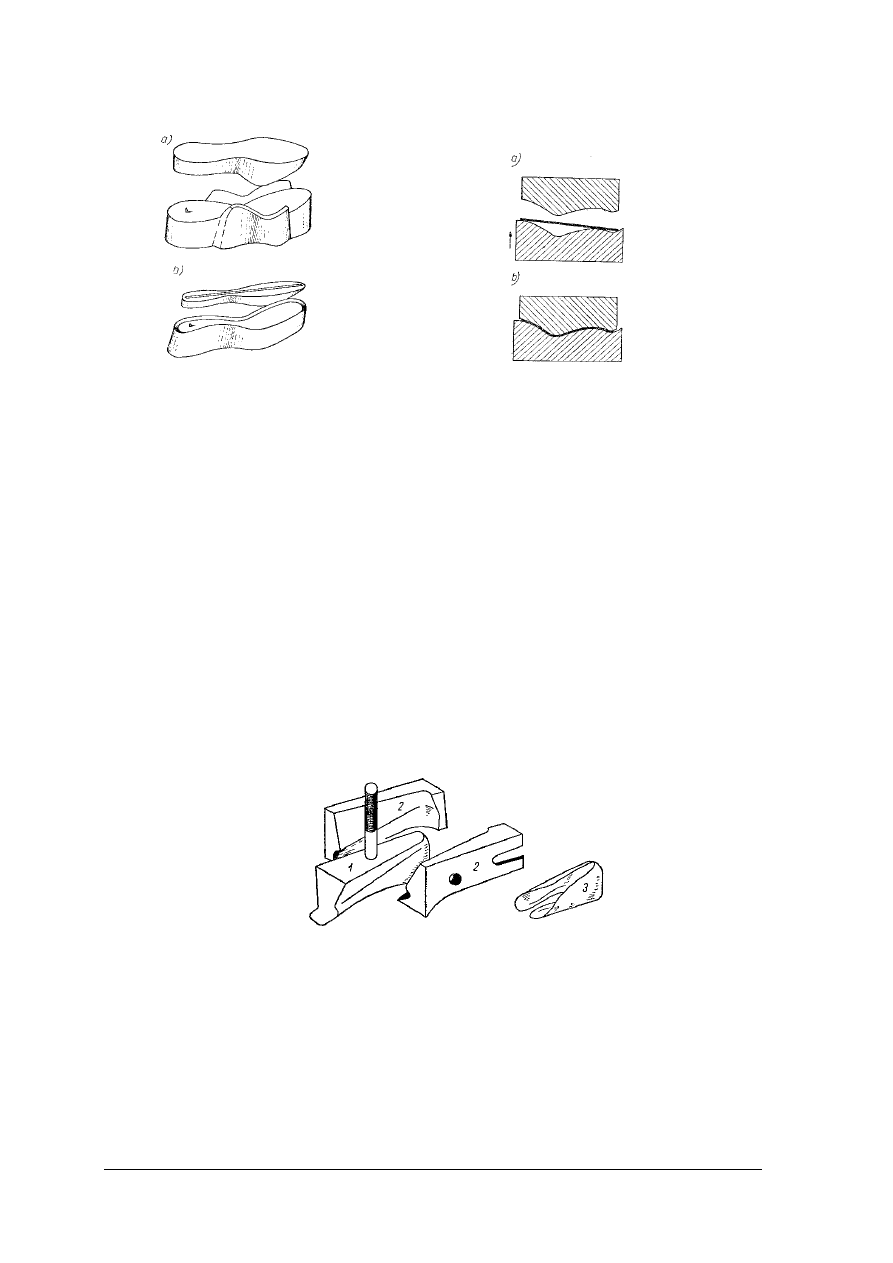
dwojenia i ścieniania przedstawiono na rysunku 1.
Rys. 1. Schematy [5, s. 199]: a – dwojenia, b – ścieniania; 2,7 – wałki podające, 1 – wałek dociskowy, 3 – nóż
płaski, 4 – element (dwojony, ścieniany), 5 – dźwignia dociskowa, 6 – nóż dzwonkowy
Przy ścienianiu elementów spodowych, np. podeszew (rys. 2), wzmocnień podpodeszew,
zakładek (element wierzchu) z wtórnej skóry, wykorzystuje się dwojarki, które są
wyposażone w wałek dociskowy z negatywem ścienianego elementu.
Rys. 2. Ścienianie podeszew przy użyciu wałka z negatywem [6,s. 168]:
a – szerokość ścienianie, b – grubość ścieniania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Jakość obróbki elementów decyduje o jakości gotowego obuwia. Należy zwracać
szczególną uwagę na zasady ścieniania elementów. Nieprzestrzeganie zasad (szerokość,
grubość ścieniania) wpływa niekorzystnie na walory użytkowe i estetyczne obuwia.
Obróbka wiórowa
Obróbka wiórowa jest jedną z najnowocześniejszych metod opracowania części
składowych obuwia. W przemyśle obuwniczym największe zastosowanie znajdują operacje
frezowania i ścierania.
Frezowanie
Frezowanie jest powszechnie stosowane przy obróbce materiałów spodowych, takich jak:
skóra, tworzywa sztuczne, guma, głównie przy wykończeniu brzegów podeszew, obcasów,
otoków, itp. Frezowanie nadaje obrabianym elementom jakościowo dobry i estetyczny
wygląd.
Operacja frezowania jest wykonywana na automatycznych frezarko–kopiarkach np. firmy
Albeko. Umożliwia to obróbkę brzegów podeszew skórzanych i gumowych w stosach do
wysokości 60 mm. Przy zastosowaniu profilowanych wkładów można obrabiać podeszwy
wraz z obcasem. W tym przypadku obrabia się jedną parę podeszew.
Obrzeża podeszew są frezowane za pomocą noża frezowego wykonanego ze stali lub
węglików spiekanych (tzw. widii). Warstwa poddawana obróbce usuwana jest w formie
wiórów, za pomocą obracającego się narzędzia wieloostrzowego zwanego frezem, którego
zęby tnące kolejno lub równocześnie usuwają naddatek materiału. Brzegi podeszew można
obrabiać wg żądanego profilu, stosując odpowiedni nóż skrawający.
Obecnie w przemyśle obuwniczym stosowane są frezy o ilości zębów równej 7, 8, 10, 12
i 16. Frezy z siedmioma zębami są stosowane do obróbki wklęsłej części śródstopia. Frezy
z ośmioma zębami służą do obróbki obcasów i pozostałego konturu spodu. Frezy
z dziesięcioma, dwunastoma i szesnastoma zębami służą do obróbki całego konturu spodu.
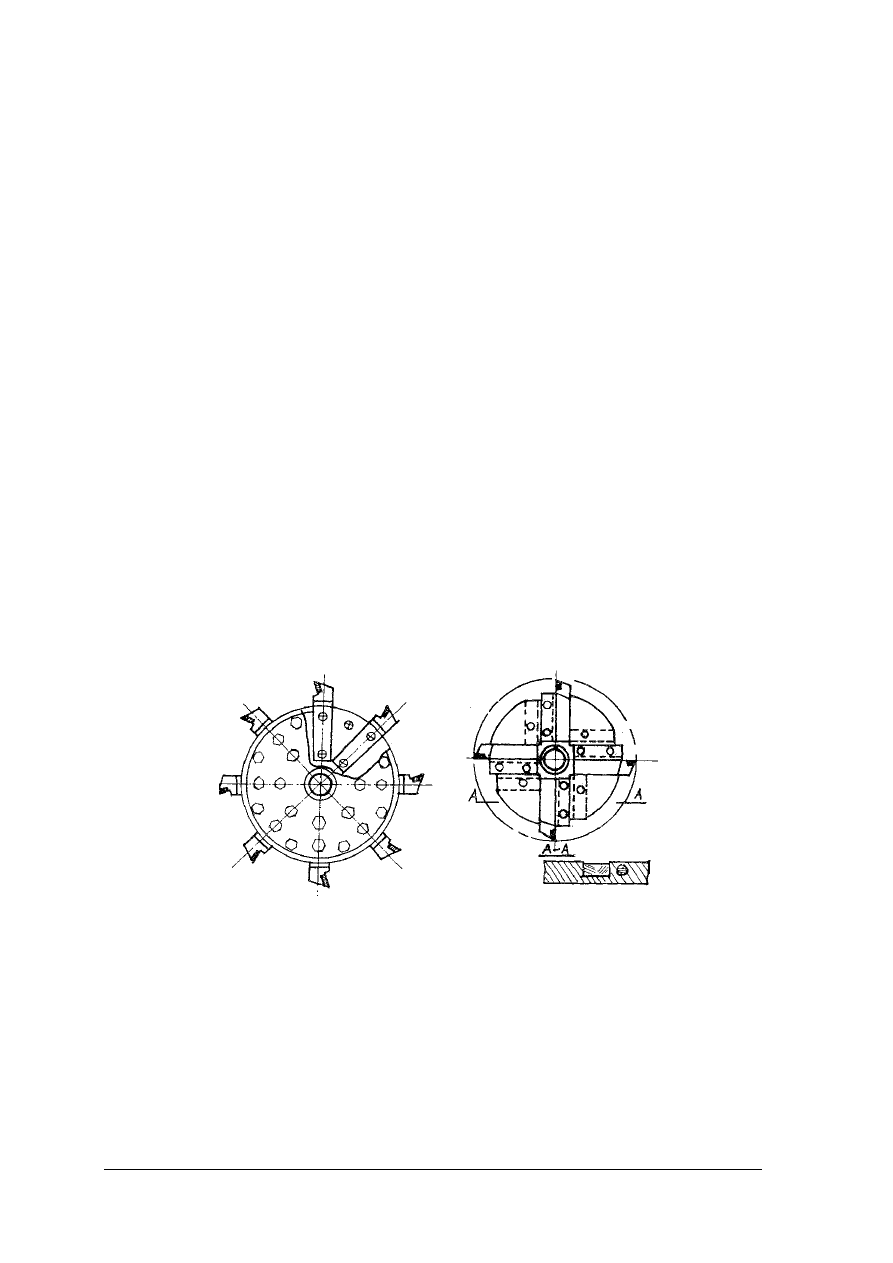
Na rysunku 3 przedstawiono przykładowe frezy ośmio- i czteroostrzowe.
a)
b)
Rys. 3. Frezy uniwersalne [6, s. 173]: a) ośmioostrzowy, b) czteroostrzowy
Część tnąca freza składa się z małego pióra, dużego pióra i półki, która jest podstawową
częścią ostrza i służy do usuwania naddatku materiału z czoła podeszwy (szerokość półki
zależy od grubości podeszwy) (rys. 4). W zależności od rodzaju obrabianych elementów frezy
mają różne profile krawędzi tnącej [2, s. 37].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 4. Frez [4, s. 286]: AB – szerokość i profil powierzchni skrawania, 1 – małe pióro do ścieniania lub
wyrównywania podeszwy od strony wierzchu, 2 – duże pióro – do ścieniania lub wyrównywania
krawędzi podeszwy od strony spodowej, 3,4 – rowki do wykonywania dekoracji na obu krawędziach
cięcia.
Ścieranie
Ścieranie i szlifowanie powierzchni jest powszechnie stosowane w produkcji obuwia.
Ściera się i szlifuje powierzchnie podeszew, podpodeszew skórzanych, ściera się ścienione
powierzchnie zakładek. Ścieranie wykorzystywane jest też do obróbki obcasów składkowych,
którym kształt końcowy nadaje się dopiero po przymocowaniu w fazie montażu.
Czynność tę wykonuje się za pomocą ścierarek, np. firmy Albeko, zaopatrzonych
w odpowiednie tarcze metalowe, pasy ścierne itp. W zależności od rodzaju przyrządu
ściernego otrzymujemy różną strukturę powierzchni ścieranego materiału.
Najkorzystniejsze przy obróbce powierzchni przygotowywanych do klejenia jest
ścieranie powierzchni materiałów za pomocą płócien i papierów ściernych. Do ścierania
elementów spodowych gumowych stosuje się tarcze ścierne (karborundowe), dlatego że
materiały gumowe zawierają znaczną ilość szorstkich napełniaczy, które wpływają na szybkie
zużycie takich materiałów, jak papiery i płótna ścierne [5, s. 232].
W celu zwiększenia przyczepności kleju do spodów skórzanych i gumowych, przed
przyklejeniem ich do zaćwiekowanych wierzchów obuwia, ściera się ich brzegi na szerokości
odpowiadającej szerokości zaćwiekowanych brzegów wierzchu obuwia.
Operację ścierania należy przeprowadzać z dużą precyzją. Niedokładne wykonanie
ścierania, np. zakładek, może prowadzić do powstawania zgrubień. Nieodpowiednio dobrane
narzędzia ścierne przy obróbce obcasów składkowych i brzegów podeszew ze styrogumu
powodują szorstkość obrabianej powierzchni, co w konsekwencji wpływa na obniżenie
estetyki obuwia.
Prasowanie i formowanie przestrzenne
Części spodowe obuwia, wycinane z płaskich materiałów, muszą przy montażu
odpowiadać kształtom kopyt i dlatego są odpowiednio formowane i prasowane. Formowanie
części spodowych ma na celu utrwalenie pożądanego dla nich kształtu przez odkształcenie,
nieznaczne rozciągnięcie liniowe oraz zgięcie i ściśnięcie materiału. Formowanie odbywa się
na prasach mechanicznych, hydraulicznych lub pneumatycznych za pomocą odpowiednio
ukształtowanych form (rys. 5) przy zastosowaniu prasowania krótkotrwałego. Elementy
spodowe obuwia przed i po formowaniu przedstawia rysunek 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 5. Formy do formowania podpodeszew [3, s. 143]:
Rys. 6. Schemat formowania [3, s. 144]:
a) zwykłych, b) do obuwia pasowego
a) element przed
formowaniem,
b) element w momencie formowania
Ze względu na sprężystość materiałów stosowanych na elementy spodu obuwia, dla
nadania określonego profilu, należy je odkształcić w większym stopniu, by po wyjęciu
z formy element posiadał wymagany kształt. W związku z tym formy do formowania
podeszew, podpodeszew lub zakładek powinny mieć odchylenia w stosunku do skłonów
stopy i kształtu pięty.
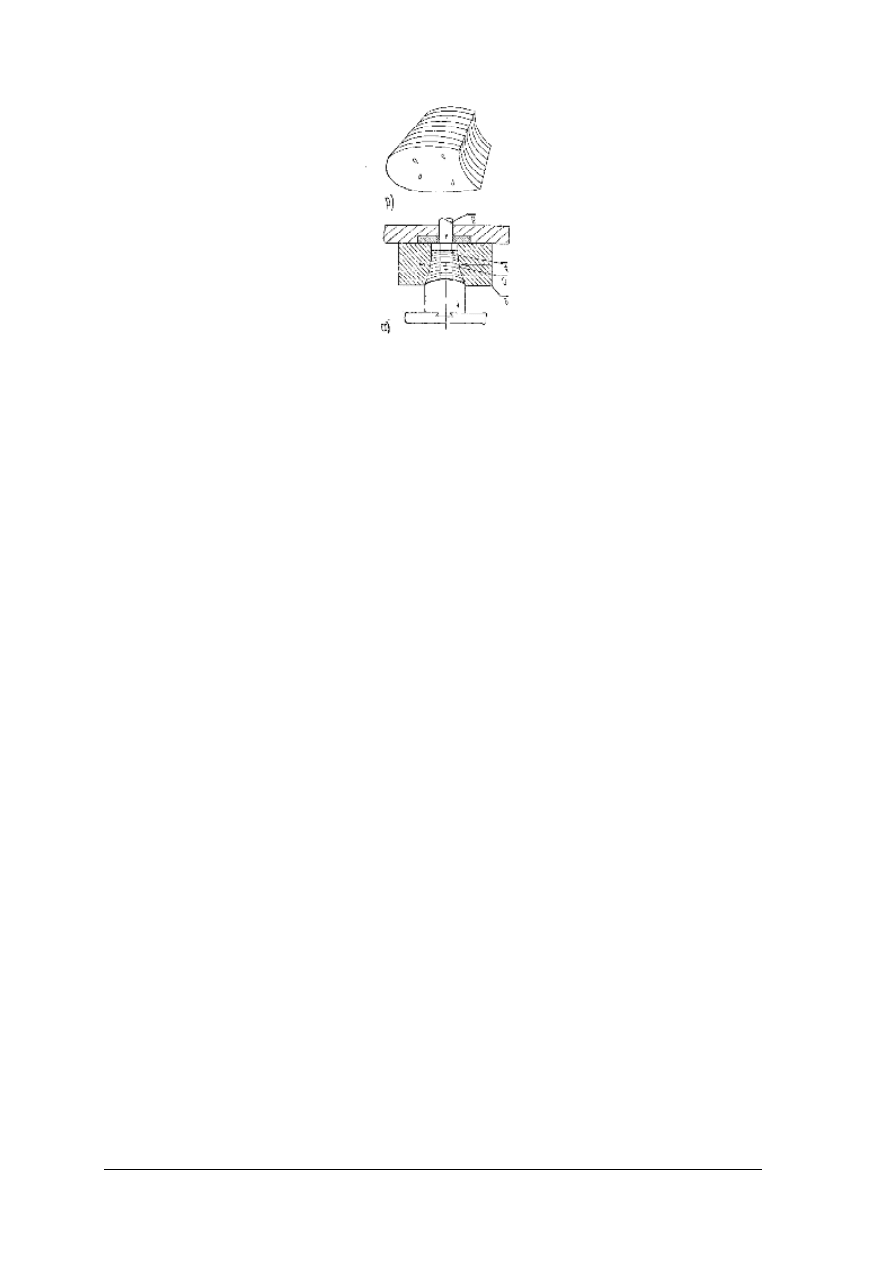
Zakładki formuje się na specjalnych formowarkach, formami składającymi się z piętki,
zwanej sercem, bocznych form prasujących oraz górnej płyty zaprasowującej (rys. 7).
Sztywną zakładkę, wykrojoną ze skóry, skóry wtórnej lub tektury, uprzednio odpowiednio
ścienioną, startą i wygiętą, nakłada się na wewnętrzną formę. Boczne formy prasujące
o kształtach wklęsłych, zgodnych z kształtami wypukłości formy wewnętrznej i kształtami
części piętowej kopyta przyciskają zakładkę do formy wewnętrznej. Po sprasowaniu górne
płyty prasujące posuwają się w kierunku wystających dolnych brzegów zakładki i zawijają ją
do wewnątrz. Skórzane zakładki wkłada się do formy stroną ścienioną do wewnątrz,
a zakładki z innych materiałów stroną ścienioną na zewnątrz.
Rys. 7. Formy do formowania zakładek [3, s. 153]: 1 – część środkowa, 2 – część boczna,
3 – uformowana zakładka
Formowanie obcasów składkowych odbywa się przy zastosowaniu prasowania
krótkotrwałego z jednoczesnym łączeniem [6, s. 183-187]. Prasowanie przeprowadza się
w formowarkach mechanicznych przy użyciu trzyczęściowej formy. Powinny one mieć nieco
inny kształt niż gotowy obcas, co wynika z właściwości sprężystych materiału (rys. 8).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 8. Prasowanie obcasów [3, s. 155]: a) schemat pracy maszyny: 1 – docisk górny, 2 – formy boczne,
3 – formowany obcas, 4 – składka dolna, 5 – wyrzutnik obcasa; b) uformowany obcas
Ciśnienie jakie należy zastosować do formowania elementów spodowych obuwia zależy
od materiału, z którego są wykonane. Skórę naturalną o wilgotności względnej 18–20%
należy formować pod ciśnieniem 3–17 MPa w temperaturze 40–80
o
C, a tekturę pod
ciśnieniem 7,8 MPa w temperaturze ok. 60
o
C.
Podczas formowania zakładek najwłaściwsze są następujące wartości parametrów:
temperatura. 75
o
C, ciśnienie 3,9–5,9 MPa, czas przebywania w formie 15 s.
Do sprasowania obcasa i zmniejszenia jego pierwotnej wysokości o 15% trzeba użyć
nacisku około 300 kN.
Nanoszenie kleju
Powlekanie
podeszew
klejem
w
oddziałach
przygotowawczych,
zamiast
w montażowych, staje się coraz powszechniejsze. Zależnie od stosowanych klejów odbywa
się ono z odpowiednim wyprzedzeniem: od kilku godzin do kilkunastu dni.
Nanoszenie kleju na podeszwy powinno zapewnić takie rozprowadzenie powłoki, aby po
wysuszeniu warstwy klejowej miała ona jednolitą powierzchnię ciągłą. Ilość i dokładność
naniesienia kleju ma wyraźny wpływ na jakość połączenia klejowego. Na wszelkie materiały
chłonne, jak: skóra i tkaniny, klej nanosi się dwukrotnie (pierwsza warstwa wnika, druga
tworzy błonę klejową). Na podeszwy gumowe z PCW, PU wystarcza zwykle jednokrotne
naniesienie kleju.
Klej nanosi się ręcznie lub mechanicznie. Ręczne nakładanie kleju odbywa się przy
pomocy szczotki lub pędzla o twardym włosie, długości ok. 15 mm. Po zakończeniu pracy
pędzle wkłada się do naczynia z rozpuszczalnikami (benzyna ekstrakcyjna, octan etylu,
aceton). Przed ponownym użyciem należy pędzle oczyścić z pozostałości kleju.
Mechaniczne powlekanie klejem przeprowadza się na różnego rodzaju powlekarkach.
Nowoczesna powlekarka firmy International służy do powlekania klejem całej powierzchni
uprzednio profilowo ścienionych podeszew, podsuwek, podpodeszew płaskich lub
obciąganych z wkładką śródstopną, wzmocnień podpodeszew, a także podeszew do obuwia
na niskim obcasie i podeszew z przytwierdzonym niskim obcasem. Podeszwy gumowe
powleka się klejem jednokrotnie, natomiast podeszwy skórzane dwukrotnie. Firma
International produkuje również powlekarki brzegów podeszew. Można nimi nanosić
warstwy kleju o szerokości 14 i 22 mm.
Firma Compo Show Machinery skonstruowała maszynę do nanoszenia paska kleju na
brzeg podeszwy, podawanej za pomocą systemu rolkowego.
Firma USM proponuje powlekarko-przyklejarkę sztucznych warg do podpodeszew
obuwia pasowego. Maszyna posiada urządzenie do formowania i przyklejania taśmy
tekstylnej. Uformowaną w podajniku urządzenia taśmę w kształcie litery T, przykleja się do
brzegu podpodeszwy pod naciskiem przekazywanym przez dźwignię połączoną

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
z mechanizmem dociskowym i podającym, a następnie automatycznie odcina się od wstęgi
taśmy sztucznej wargi.
Innym urządzeniem służącym do montażu elementów spodowych jest nakładarko
–przyklejarka otoków ryflowanych na brzegi podeszew. Naklejarka otoków firmy Irleh
posiada urządzenie do aktywacji powłoki klejowej strumieniem sprężonego ciepłego
powietrza, prowadnik do automatycznego nakładania otoku oraz mechanizm do
automatycznego odcinania otoku po zakończeniu nakładania.
Suszenie powłoki klejowej
Po naniesieniu kleju przeprowadza się suszenie. Do niedawna w przemyśle stosowano
suszenie części spodowych obuwia i naniesionych na nie powłok klejowych ciepłym
powietrzem, wdmuchiwanym przez wentylator ssąco-nawiewny, w którego dyszy
zamontowano nagrzewnice. Obecnie suszy się promiennikami podczerwieni lub tzw.
zimnymi lampami kwarcowymi oraz w próżni. Moc promiennika i jego odległość od
powierzchni powinna być ustalana w zależności od dopuszczalnej temperatury nagrzewania
powierzchni. W celu utrzymania odpowiedniej temperatury promienniki muszą być
rozmieszczone tak, aby równoważyły pole nagrzewanej powierzchni. Orientacyjnie należy
przyjąć, że promienniki o mocy 250 W powinny być umieszczone w odległości 20 cm od
siebie, a promienniki o mocy 40–60 W – w odległości wynoszącej 1,5 promienia żarówki.
Suszenie odbywa się w suszarniach. Przykładem takiego urządzenia jest suszarka
próżniowa firmy Anzani, w której części obuwia umieszczone są w stanowiskach
zamocowanych na stole obrotowym i kolejno przesuwane pod klosz próżniowy, gdzie zostają
ogrzane. Jednoczesne działanie próżni i ciepła powoduje szybkie usunięcie wilgoci. Suszenie
trwa od 1 do 3 minut, zależnie od grubości materiału.
Lamowanie i obciąganie podpodeszew i obcasów
W damskim obuwiu letnim brzegi podpodeszwy są wykończane lamówką lub obciągane
w celu podniesienia estetyki obuwia. Lamówkę w postaci paska ze skóry naturalnej lub
tworzywa skóropodobnego powleka się odpowiednim klejem i za pomocą lamowarki lub
ręcznie przykleja do podpodeszwy. Czynność ta wiąże się często z koniecznością ścierania
brzegów podpodeszew i wstępnego powlekania ich klejem.
Na oddziałach opracowania elementów spodowych obuwia można spotkać wiele
lamowarek różnej konstrukcji. Lamowarka podpodeszew i podsuwek firmy Albeko lamuje
taśmami skórzanymi lub z tworzyw skóropodobnych o różnej szerokości. Taśmy lamówkowe
i brzegi podpodeszew lub podsuwek są powlekane klejem, w tym przypadku ręcznie.
Lamowarko–nakładarka firmy Sagitta wykonuje trzy czynności: nakłada, przykleja
i obcina taśmę lamującą. Można stosować taśmę o różnych szerokościach, która jest
nawinięta na rolki. Nakładanie taśmy na brzeg podpodeszwy odbywa się za pomocą dwóch
rolek stożkowych, które jednocześnie spełniają rolę prowadników lamówki. Klej topliwy
w postaci żyłki jest topiony w zbiorniku grzewczym i przepompowywany do dyszy, przez
którą przesuwa się lamówka. Temperaturę reguluje zainstalowany w zbiorniku termostat. Po
włożeniu i zaciśnięciu podpodeszwy między rolkami dalsza praca (podawanie, oklejanie)
przebiega automatycznie.
Obciąganie podpodeszew można przeprowadzić na obciągarce, która jednocześnie
przygotowuje zawinięty materiał do klejenia poprzez drapanie.
Jedną z metod wykończania obcasów jest ich obciąganie materiałem wierzchnim.
Operację tę można przeprowadzić na automatycznej obciągarce firmy Svit. Po umieszczeniu
obcasów w zaciskach, wszystkie czynności związane z obciąganiem, zawijaniem brzegów,
zaprasowywaniem i wyrównywaniem zawiniętych brzegów są wykonywane automatycznie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakim procesom obróbczym poddaje się elementy spodu obuwia?
2. Do jakich procesów zaliczamy frezowanie?
3. Jakie znaczenie przy opracowywaniu elementów obuwia ma ścieranie?
4. Jakie elementy spodu obuwia poddaje się ścieraniu?
5. W jakim celu przeprowadzamy formowanie elementów spodu obuwia?
6. Jakie elementy spodów obuwia poddajemy formowaniu?
7. Jaki jest cel dwojenia i ścieniania elementów obuwia?
8. W jaki sposób nanosimy klej na elementy spodu obuwia?
9. Jak odbywa się suszenie powłoki klejowej?
10. Jaki elementy obuwia poddajemy operacjom lamowania i obciągania i jaki jest ich cel?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj planszę informującą o sposobach obróbki elementów spodu obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) określić jakim procesom obróbczym poddaje się elementy spodu obuwia z podziałem na
obróbkę wiórową i bezwiórową,
3) scharakteryzować proces formowania elementów spodu obuwia,
4) scharakteryzować proces nanoszenia kleju i suszenia powłoki klejowej,
5) wymienić elementy spodu obuwia poddawane poszczególnym procesom obróbczym,
6) przedstawić ćwiczenie w formie planszy poglądowej,
7) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
−
arkusze brystolu,
−
przybory do pisania,
−
papier kolorowy,
−
nożyczki,
−
kolorowe mazaki lub kredki,
−
klej,
−
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj proces ścieniania i dwojenia. Wskaż podobieństwa i różnice.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dobrać kolegów do pracy w zespole,
3) wybrać lidera grupy,
4) scharakteryzować proces ścieniania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
5) wymienić elementy spodu obuwia poddawane obróbce przez ścienianie,
6) omówić ścienianie podeszew przy użyciu wałka negatywowego,
7) scharakteryzować proces dwojenia,
8) wymienić elementy spodu obuwia poddawane dwojeniu,
9) przedstawić charakterystykę operacji na forum grupy – lider grupy,
10) uczestniczyć w prezentacji innych grup,
11) wziąć udział w dyskusji podsumowującej ćwiczenie.
Wyposażenie stanowiska pracy:
−
arkusze papieru formatu A4,
−
przybory do pisania,
−
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
Ćwiczenie 3
Dobierz odpowiednie formy do formowania: podpodeszew, obcasów, zakładek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dobrać formy, które wykorzystuje się do formowania wymienionych elementów spodu
obuwia,
3) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
formy do formowania podpodeszew,
−
formy do formowania obcasów,
−
formy do formowania zakładek,
−
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić elementy spodu obuwia podlegające procesom obróbczym?
2) wymienić jakim procesom obróbczym poddaje się elementy spodu
obuwia?
3) scharakteryzować operacje ścierania?
4) scharakteryzować proces frezowania i określić zakres jego
stosowania?
5) wymienić elementy spodu obuwia poddawane formowaniu
6) podać cel dwojenia i ścieniania elementów spodu obuwia
7) scharakteryzować operacje nakładania kleju na elementy spodu
obuwia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Zasady opracowania zakładek, podnosków, obcasów i innych
elementów spodu obuwia
4.2.1. Materiał nauczania
Opracowanie zakładek
Zakładki mają na celu usztywnienie i zachowanie kształtu obuwia w miejscu pięty. Ich
kształty zależą od konstrukcji tylnej części obuwia oraz sposobu ćwiekowania i systemu
montażu. Zakładki mogą być: termoplastyczne, chemoutwardzalne, wykonane ze skóry,
z materiałów włóknistych lub wtórnych skór. W zależności od rodzaju materiału z jakiego
zostały wykonane podlegają różnym operacjom obróbczym.
Zastosowanie tworzyw sztucznych i nowoczesnych maszyn umożliwiło wprowadzenie
bezpośredniego formowania zakładek na kopycie lub wymiennej stopce w procesie
ćwiekowania i formowania pięty. Uprościło to w poważnym stopniu produkcję zakładek.
Z produkcji wyeliminowano trudne i pracochłonne formowanie oraz niebezpieczne maszyny
i bardzo drogie formy.
Zakładki termoplastyczne
Praktyczne znaczenie mają zakładki termoplastyczne uzyskiwane przez napawanie lub
nanoszenie tworzyw termoplastycznych na różne podłoża. Zakładki są wytwarzane z tworzyw
sztucznych, które miękną w temp. 90÷140
o
C i silnie się sklejają z elementami cholewki.
W zależności od rodzaju podłoża i sposobu nałożenia tworzywa zakładki dzieli się na
następujące grupy:
–
tkaniny napawane tworzywem termoplastycznym, które po wykrojeniu i ścienieniu
powleka się klejem termoplastycznym,
–
tkaniny napawane tworzywem i jednostronnie pokryte klejem termoplastycznym, po
ścienieniu brzegów od strony nie pokrytej, pokrywa się je klejem,
–
tkaniny napawane i dwustronnie pokryte klejem termoplastycznym,
–
skóra wtórna termoplastyczna po wykrojeniu powleczona klejem lateksowym
termoplastycznym,
–
tektura zakładkowa po wykrojeniu powlekana lateksem termoplastycznym,
–
tektura zakładkowa przed wykrojem powlekana dwustronnie klejem termoplastycznym,
–
tektura zakładkowa lub skóra wtórna z jednej strony pokryta klejem termoplastycznym,
a z drugiej laminowana tkaniną drapaną napawaną tworzywem termoplastycznym.
Zakładki z materiałów termoplastycznych montowane są w cholewkach bez użycia
mokrego lepiszcza już w oddziale szwalni, a formuje się je w trakcie montażu przez działanie
ciepła.
Opracowanie zakładek z tworzyw termoplastycznych polega na ich wycięciu, ścienieniu
i wstępnym formowaniu termicznym (przeginaniu) w celu ułatwienia wkładania zakładek
między wierzch obuwia i podszewkę. Formowanie, jak już wspomniano, odbywa się
bezpośrednio na kopycie lub wymiennej stopce w procesie ćwiekowania i formowania pięty.
Zakładki chemoutwardzalne
Materiały chemoutwardzalne na zakładki mają podłoże z tkaniny, włókniny lub filcu,
a warstwę wierzchnią stanowią żywice syntetyczne. Przed wklejeniem, zakładki
z chemoutwardzalnych tworzyw sztucznych są aktywizowane mieszaniną rozpuszczalników
organicznych, które powodują kleistość ich powierzchni i eliminują użycie kleju.
Produkcja zakładek z materiałów chemoutwardzalnych, podobnie jak termoplastycznych,
polega na ich wycięciu i ścienieniu. Następnie należy wykonać zwilżenie zakładki
w kompozycji rozpuszczalników organicznych (np. przez zanurzenie). Czas zwilżania
rozpuszczalnikiem wynosi ok. 10 s. Rozpuszczalniki zmiękczają materiał, a jednocześnie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
powierzchnia zwilżonych elementów jest lepka. Po wmontowaniu do obuwia rozpuszczalnik
odparowuje, elementy stopniowo twardnieją, przez co zostaje utrwalony kształt pięty, a po
wyschnięciu wierzchy i zakładki są mocno sklejone. Dobór kompozycji rozpuszczalników
(może być z dodatkiem kleju chloroprenowego) umożliwia regulację czasu utwardzania
elementu.
Ścienianie zakładek
z
materiałów
termoplastycznych
i chemoutwardzalnych
przeprowadza się najczęściej na ścieniarkach z nożem cylindrycznym lub przy wykorzystaniu
dwojarek na przykład typu Fortuna UAF 470, gdzie ścienianie wykonuje się na specjalnych
szablonach, które pracownik w zależności od potrzeby może wykonać sam [6, s.167].
Zakładki ze skóry naturalnej, wtórnej i tektury
Pomimo zalet i coraz szerszego stosowania zakładek z tworzyw sztucznych, tradycyjne
zakładki wciąż znajdują zastosowanie, szczególnie do obuwia damskiego typu czółenka.
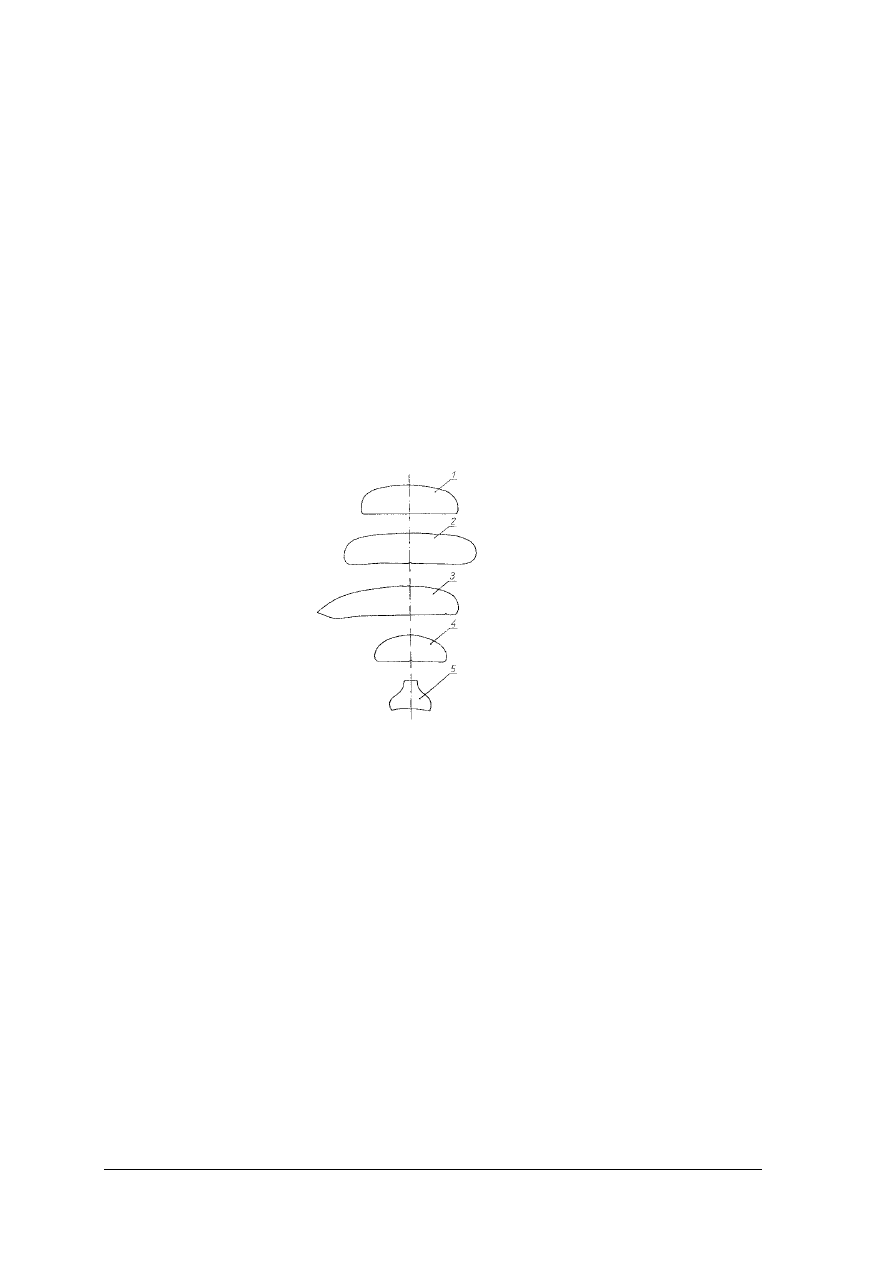
Zakładki w zależności od przeznaczenia mają różne kształty (rys. 9). Zasadniczo rozróżnia się
zakładki zwykłe stosowane do wszystkich typów obuwia (oprócz czółenkowego), zakładki do
obuwia czółenkowego oraz specjalne do obuwia ortopedycznego. Wymiary zakładek zależą
od rodzaju i wielkości obuwia.
Rys. 9. Kształty zakładek [6, s. 216]: 1 – zwykła, 2 – do czółenka damskiego, 3 – do obuwia ortopedycznego,
4 – do obuwia z otwartym śródstopiem, 5 – do obuwia typu galanterki.
Produkcja zakładek z powyższych materiałów składa się z następujących operacji:
–
wycinanie zakładek,
–
ścienianie,
–
wstępne formowanie – karbowanie,
–
ścieranie,
–
parafinowanie dolnego brzegu zakładek i nawilżanie,
–
formowanie właściwe i stabilizacja gotowych zakładek.
Wykrojone zakładki poddaje się ścienianiu brzegów. Ścienianie brzegów zakładek ma na
celu wyeliminowanie zgrubień i zabezpiecza cholewkę przed odkształceniem górnych
brzegów części piętowej. Wymiary ścieniania uzależnione są od grupy obuwia, do której ma
być zastosowana zakładka. Ścienianie należy prowadzić od strony zewnętrznej zakładki,
stykającej się bezpośrednio z obłożyną lub tylnikiem cholewki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
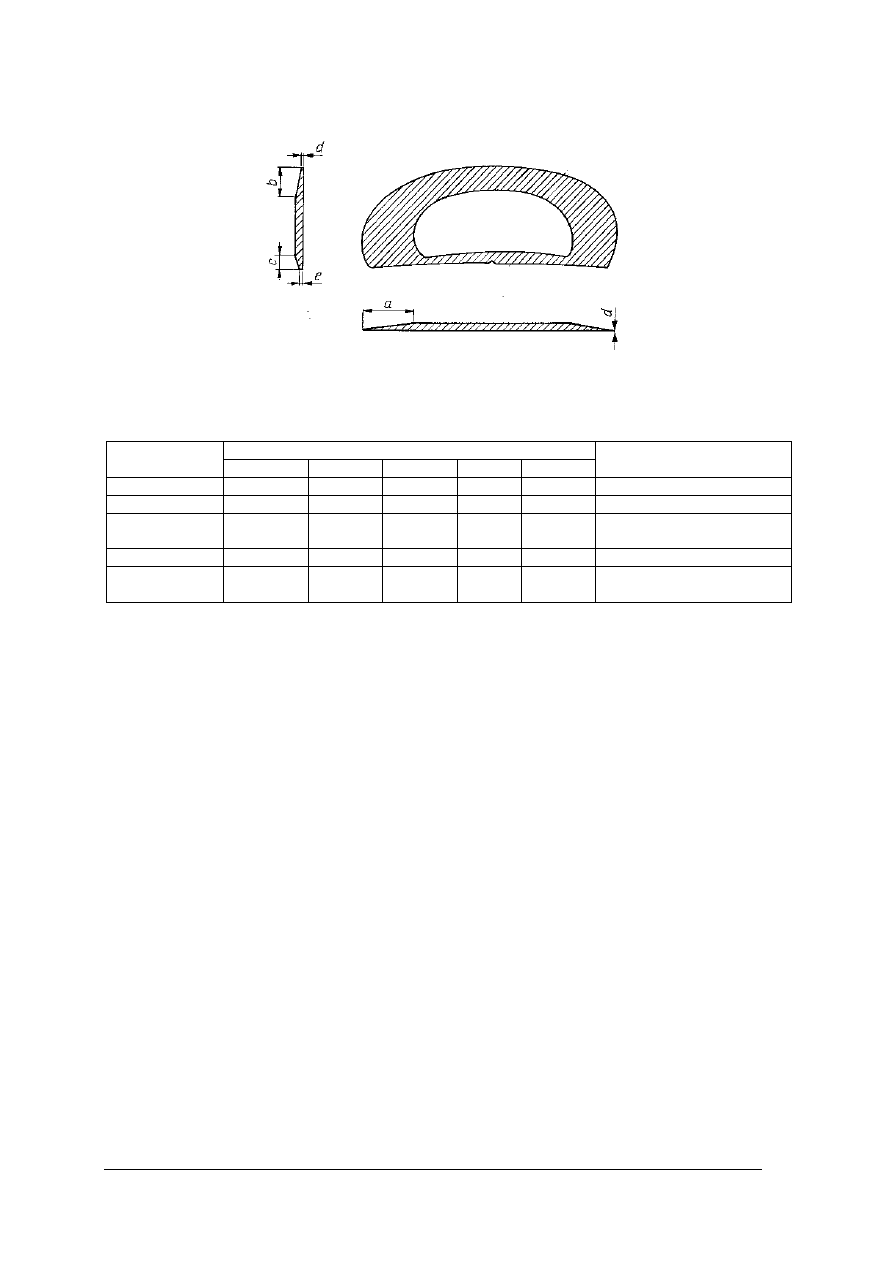
Schemat ścieniania przedstawiono na rys. 10, a wymiary ścieniania zakładek w tabeli 1.
Rys. 10. Schemat ścieniania zakładek:[4, s. 318] a – szerokość ścieniania w miejscu skrzydełek, b – szerokość
ścieniania w części górnej, c – szerokość ścieniania krawędzi dolnej, d – grubość ścieniania krawędzi
górnej i w miejscu skrzydełek, e – grubość ścieniania w części dolnej
Tabela 1. Wymiary ścieniania zakładek [4, s. 319]
Wymiary ścieniania [mm]
Grupa obuwia
a
b
c
d
e
Szerokość zaprasowania
brzegu (max) [mm]
Męskie
35÷40
18÷20
6÷8
0,4
1,0÷1,5
11÷12
Damskie
30÷45
16÷18
4÷6
0,4
0,8÷1,0
11÷12
Chłopięce
i młodzieżowe
25÷30
15÷17
4÷6
0,4
1,0
10÷11
Dziecięce
20÷30
15÷17
5
0,4
1,0
10
Dziecięce
mniejsze
20
12÷14
5
0,4
0,7÷1,0
10
Następny etap produkcji zakładek to karbowanie i wstępne formowanie. Karbowanie
zakładki ma celu nadania ścienionej zakładce lekkiego, sferycznego kształtu, co ułatwia
późniejsze formowanie dolnego brzegu do podstawy kopyta.
Ścienianie, karbowanie i wstępne formowanie wykonuje się za pomocą półautomatu
o potrójnym układzie uprzednio profilowanych wałków.
Po operacji ścieniania i karbowania, zakładki posiadają wyczuwalne liniowe zgrubienia
między częścią ścienioną, a nieścienioną. Zgrubienia usuwamy w operacji ścierania, którą
przeprowadzamy na ścierarce wałkowej.
Bezpośrednio przed formowaniem, należy przeprowadzić parafinowanie dolnego brzegu
zakładki, celem obniżenia tarcia płyty zaprasowującej brzeg zakładki. Następnie, w celu
trwałego uformowania, zakładki są zwilżane, a formy podczas formowania właściwego mogą
być podgrzewane.
Materiały zakładkowe posiadają określoną sprężystość, więc często zachodzi
konieczność stabilizacji zakładek. Jednym ze sposobów podwyższających stabilność zakładki,
może być wydłużony czas formowania lub podgrzewanie form w procesie formowania
i ewentualnie wydłużenie przy tym czasu formowania. Uformowana zakładka powlekana jest
klejem, ręcznie lub maszynowo, a następnie montowana w obuwiu.
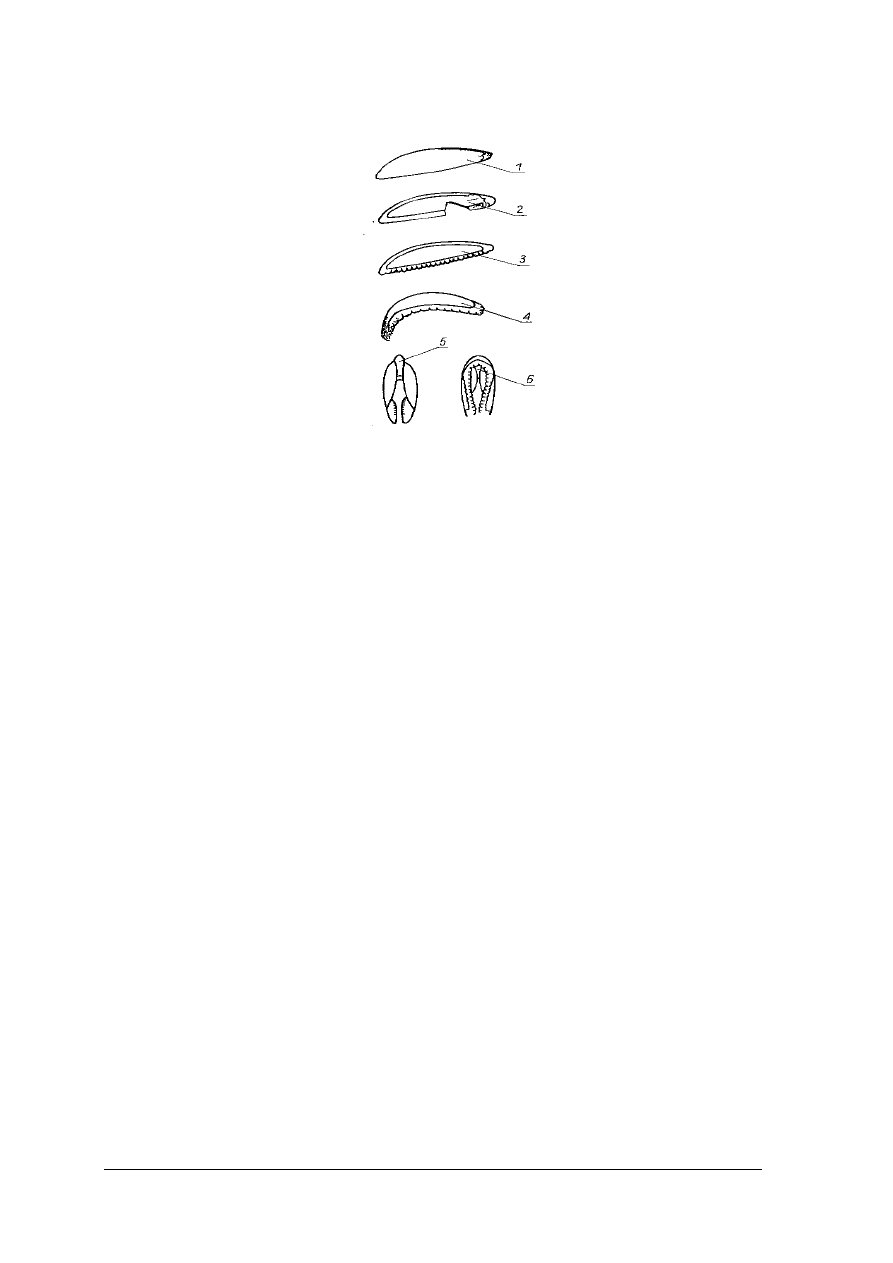
Etapy opracowania zakładek przedstawiono na rys. 11.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 11. Etapy opracowania zakładki: [4, s. 318]: 1 – wycięty element, 2 – ścieniony element,
3 – karbowany element, 4 – wstępnie uformowany element, 5 – uformowana zakładka (widok z góry),
6 – uformowana zakładka (widok od spodu).
Głównymi producentami maszyn do mechanicznej produkcji zakładek są firmy Svit,
Hollinger i Secom. Maszyny te są zróżnicowane pod względem poziomu technicznego.
Automatyzacja przygotowania zakładek do fazy montażu to przede wszystkim nowe
rozwiązania techniczne w procesie ścieniania, wstępnego formowania, formowania
właściwego, nanoszenia kleju. Aktualnie do tego celu stosuje się w pełni lub częściowo
zautomatyzowane maszyny i urządzenia. Niewątpliwym liderem w produkcji automatów do
produkcji zakładek jest niemiecka firma Hollinger. Linia ta składa się z następujących maszyn
i urządzeń:
–
urządzenia do automatycznego nawilżania materiałów zakładkowych,
–
ścieniarki zakładek,
–
wstępne formowarki zakładek z równoczesnym parafinowaniem,
–
automatycznej formowarki zakładek,
–
nakładarki kleju o właściwościach termoplastycznych.
Inną linię technologiczną do produkcji zakładek proponuje włoska firma Secom. W jej
skład wchodzą:
–
ścieniarka zakładek,
–
wstępna formowarka z równoczesnym parafinowaniem,
–
automatyczna formowarka zakładek,
–
nakładarka kleju o właściwościach termoplastycznych,
–
tunel do suszenia powleczonych klejem zakładek.
Opracowania podnosków z materiałów termoplastycznych i chemoutwardzalnych
Podnoski mają na celu zachowanie kształtu czubka, jego usztywnienie i spełniają funkcję
ochrony stopy w miejscu palców. Obecnie stosuje się głównie podnoski termoplastyczne
i chemiczne.
Podnoski termoplastyczne są wytwarzane z tworzyw, które w podwyższonej
temperaturze miękną i łączą się trwale z przyszwą cholewki. Stosując ciśnienie uzyskuje się
trwałe zachowanie kształtu. Jako podłoże w podnoskach termoplastycznych stosuje się
tkaniny bawełniane o splocie płóciennym, drapane jedno- lub dwustronnie oraz włókniny.
Podłoże może być napawane w roztworze lateksów lub powlekane klejem termoplastycznym.
Podstawowymi polimerami do produkcji podnosków są: polistyren, żywice butadienowo-
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
styrenowe, polichlorek winylu, polioctan winylu. Do mieszanek tych polimerów dodaje się
związki pozwalające na nadanie podnoskom właściwości plastomeru lub elastomeru.
Ze względu na materiały zastosowane do produkcji można wyróżnić następujące
odmiany podnosków termoplastycznych:
–
materiały
na
podłożu
tkaninowym,
powlekane
jednostronnie
tworzywem
termoplastycznym, które usztywnia tkaninę i jednocześnie pełni funkcję kleju,
–
tkaniny napawane tworzywem usztywniającym i pokryte klejem termoplastycznym,
–
tkaniny napawane elastomerami kauczukopodobnymi i powlekane jedno- lub
dwustronnie klejem,
–
folie z tworzyw termoplastycznych jednostronnie laminowane papierem, które nakłada
się na przyszwę tworzywem do mizdry wierzchu i prasuje na gorąco od strony papieru.
Podnosek może być również uformowany przez bezpośrednie nanoszenie na przednią
część cholewki termoplastycznego tworzywa (poliamidu, poliestru). Metoda ta umożliwia
usztywnienie i dokładne dopasowanie materiału wierzchowego do kształtu kopyta, obniżenie
grubości czubka oraz likwidację operacji wycinania i mechanicznej obróbki podnosków.
W zależności od rodzaju obuwia do jakiego są przeznaczone, podnoski można podzielić na:
–
podnoski elastyczne, miękkie i sprężyste do obuwia z miękkim czubkiem,
–
podnoski o średniej sztywności, zwane półtwardymi, do obuwia męskiego i damskiego,
–
podnoski twarde do obuwia roboczego, sportowego itp.
Montaż podnosków wykonanych z materiałów termoplastycznych polega na
jednoczesnym podgrzaniu i przyklejeniu materiału. Podnoski termoplastyczne są odporne na
działanie wilgoci i nie miękną w temperaturze 50
o
C. Zapewniają trwałe zachowanie kształtu
noska obuwia.
Podnoski chemiczne mogą być umocowane w obuwiu po uprzednim zwilżeniu przez
zanurzenie w rozpuszczalniku organicznym. Rozpuszczalnik zmiękcza materiał, który staje
się lepki, a po wmontowaniu podnosek stopniowo twardnieje i trwale łączy się z przyszwą.
Na podłoże do podnosków chemicznych stosuje się włókniny i tkaniny zapewniające
szybkie wnikanie rozpuszczalnika. Czas zwilżania wynosi 2÷10 s, a materiał powinien
chłonąć taką ilość rozpuszczalnika, aby powierzchnia uzyskała odpowiednią kleistość.
Podnoski wykonywane z materiałów aktywowanych rozpuszczalnikami ściśle przylegają do
cholewki oraz podszewki, a po odparowaniu cieczy, zachowują elastyczność. Wadą
podnosków chemicznych jest konieczność stosowania rozpuszczalników takich jak: octan
etylu, toluen, aceton i suszenia obuwia po wklejeniu podnoska.
Podnoski mogą być wycinane bezpośrednio w produkcji lub mogą być stosowane
gotowe, uformowane elementy. Grubość materiałów na podnoski wynosi 0,4÷1,5 mm.
Podnoski, zarówno z materiałów termoplastycznych, jak i chemoutwardzalnych, po
wycięciu poddaje się ścienianiu. Ścienianie podnosków z materiałów termoplastycznych
i chemoutwardzalnych, podobnie jak zakładek, przeprowadza się najczęściej na ścieniarkach
z nożem cylindrycznym lub przy wykorzystaniu dwojarek na przykład typu Fortuna UAF
470, gdzie ścienianie wykonuje się na specjalnych szablonach, które pracownik w zależności
od potrzeby może wykonać sam [6, s.167].
Podnoski należy ścieniać od tej strony, która nie będzie zawinięta na brzeg podpodeszwy
w czasie ćwiekowania cholewki. Należy stworzyć bardzo łagodne przejście grubości
cholewki z przedstopia do czubka. Szerokość ścieniania wynosi 8 mm, natomiast grubość
w miejscu ścieniania powinna się zmniejszać równomiernie.
Badanie wytrzymałości podnosków na zginanie przeprowadza się na walcu o określonej
średnicy. Podnoski miękkie nie powinny pękać przy zginaniu pod kątem 150
o
, twarde zaś 60
0
.
Badanie wytrzymałości na rozciąganie i wydłużenie przeprowadza się na zrywarkach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Opracowanie obcasów z materiałów płaskich
Estetyka obuwia zależna jest w dużym stopniu od kształtu obcasa, który równocześnie
z czubkiem może zmieniać swą formę zgodnie z aktualnymi wymaganiami mody.
Przy produkcji obuwia stosuje się obcasy wyprodukowane ze „składek” wykonanych
z odpadu skóry naturalnej spodowej lub w połączeniu z tekturą obcasową, a także z drewna,
tworzyw sztucznych i gumy. Opracowaniu podlegają przede wszystkim obcasy ze „składek”.
Technologia produkcji obcasów zbijanych ze skórzanych „składek” polega na:
–
wycinaniu „składek” obcasów,
–
wyrównywaniu grubości „składek”,
–
nanoszeniu kleju na „składki” obcasów i sklejanie „składek”,
–
zbijaniu „składek” (tak zwane sztyftowanie),
–
prasowaniu „składek” (przedformowanie),
–
przybijaniu wierzchników,
–
formowaniu obcasów,
–
frontowaniu obcasów (ścieranie i wygładzanie przedniej części),
–
kontroli jakości i kompletowaniu.
Opracowanie podsuwek, pasów i otoków
Podsuwka ma kształt podeszwy i jest umieszczona między podeszwą a podpodeszwą. Na
podsuwki przeznacza się skóry naturalne (przy klasycznym systemie montażu) lub skóry
wtórne i materiały celulozowe (przy obuwiu ze spodami nieskórzanymi). Podsuwki skórzane
przed wmontowaniem do obuwia ścienia się i szlifuje oraz powleka klejem.
W zależności od rodzaju materiału i przeznaczenia rozróżniamy następujące wyroby
pasowe:
–
pasy do produkcji obuwia pasowego,
–
otoki:
–
ze skóry naturalnej,
–
z gumy,
–
z tworzyw sztucznych,
–
lamówki:
–
do lamowania brzegów obuwia i niektórych rodzajów podpodeszew,
–
lamówki ozdobne (wypustki, bizy i tym podobne),
–
do zakrywania połączeń elementów wierzchowych,
–
do wzmocnienia szwów,
–
pasy do produkcji obuwia damskiego paskowego,
–
sznurowadła do ciężkiego obuwia roboczego.
Pasy do obuwia pasowego są produkowane ze specjalnie garbowanych skór, najczęściej
z kruponów i karków. W zależności od rodzaju obuwia produkuje się pasy:
–
standardowe gładkie,
–
standardowe ozdobne z ząbkowanym licem,
–
pasy z rowkiem po stronie licowej do obuwia pasowego gruboszytego,
–
pasy – otoki do obuwia klejonego.
Poszczególne skóry są kontrolowane przed rozkrojem – jedna strona kruponu jest
wyrównywana w linii równoległej z linią grzbietu. Następnie skóra jest rozkrawana na pasy
o szerokości 90÷100 mm, w zależności od szerokości pasów właściwych. Wykrojone pasy
muszą mieć jednakową grubość (o 0,2÷0,3 mm większą od grubości pasa właściwego). Końce
pasów wyrównujemy (zachowując kąt prosty) i ścieniamy od strony mizdry na szerokość
35 mm, a od strony licowej (drugi koniec) na 37 mm. Po wygładzeniu ścienianych
powierzchni i naniesieniu kleju elementy sklejamy w długi pas. Ostateczne wykończenie
wiąże się z rozkrojem szerokiego pasa na żądaną szerokość pasów produkcyjnych, które

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
poddawane są końcowej obróbce, polegającej na wycięciu rowka do obszycia i nadaniu
elementów zdobniczych od strony lica.
Otoki ze skór naturalnych produkujemy w podobny sposób, z tą tylko różnicą, że na całej
długości od strony licowej otoki są ścienianie pod odpowiednim kątem.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały stosuje się do produkcji zakładek?
2. Jakie zasady obowiązują przy produkcji zakładek z materiałów termoplastycznych?
3. Jak przebiega produkcja zakładek z tworzyw chemoutwardzalnych?
4. Z jakich materiałów wytwarza się podnoski?
5. Jak przebiega opracowanie podnosków z tworzyw termoplastycznych?
6. Jak przebiega opracowanie podnosków z materiałów chemoutwardzalnych?
7. Jakie operacje występują przy opracowaniu zakładek ze skóry wtórnej?
8. Na czym polega technologia produkcji obcasów składkowych?
9. Jakie znasz rodzaje półfabrykatów pasowych?
10. W jaki sposób produkujemy wyroby pasowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunki zakładek i podnosków do obuwia dziecięcego. Zaznacz na nich
szerokość i grubość ścieniania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) wykonać rysunki zakładek i podnosków do obuwia dziecięcego,
3) oznaczyć miejsca oraz szerokość ścieniania,
4) dokonać samooceny wykonanej pracy,
5) zaprezentować efekty swojej pracy na forum klasy.
Wyposażenie stanowiska pracy:
– elementy zakładek i podnosków,
– przybory piśmienne,
– kartki papieru formatu A4,
– linijka, gumka,
– literatura z punktu 6 poradnika dla ucznia.
Ćwiczenie 2
Przeprowadź formowanie podnosków i zakładek z materiałów termoplastycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) ścienić podnoski,
3) umieścić podnosek w przedniej części cholewki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4) połączyć elementy przez prasowanie,
5) ścienić zakładki,
6) poddać zakładki wstępnemu formowaniu termicznemu,
7) umieścić zakładkę między wierzchem, a podszewką w tylnej części cholewki,
8) uformować zakładkę z częścią piętową cholewki,,
9) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
wycięte zakładki,
–
wycięte podnoski,
–
gotowe cholewki,
–
ścieniarka do zakładek i podnosków,
–
formowarka podnosków,
–
formowarka zakładek termoplastycznych,
–
instrukcje obsługi ścieniarki i formowarki,
–
instrukcje technologiczne opracowania zakładek i podnosków,
–
literatura zgodna z rozdziałem 6 poradnika dla ucznia.
Ćwiczenie 3
Opracuj zakładki ze skóry wtórnej do obuwia typu czółenka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) wybrać odpowiednie zakładki,
3) ścienić zakładki,
4) wykonać karbowanie zakładek,
5) przeprowadzić ścieranie zakładek,
6) wykonać parafinowanie dolnego brzegu zakładek i nawilżanie,
7) przeprowadzić formowanie właściwe i stabilizację zakładek
8) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
różnego typu zakładki,
–
naczynie z wodą lub wilgotna tkanina do zwilżania,
–
ścierarka,
–
wałki negatywowe do ścieniania,
–
ścieniarka,
–
parafina,
–
formowarka i formy do formowania zakładek,
–
literatura z rozdziału 6.
Ćwiczenie 4
Przeprowadź próbę wklejenia zakładki chemoutwardzalnej do cholewki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) scharakteryzować otrzymaną zakładkę,
3) zanurzyć zakładkę w rozpuszczalniku,
4) opisać wygląd zakładki po wyjęciu z rozpuszczalnika,
5) wkleić zakładkę między wierzch, a podszewkę cholewki,
6) dokonać samooceny przeprowadzonych operacji,
7) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
–
gotowe zakładki,
–
rozpuszczalniki organiczne (aceton, octan etylu),
–
gotowe cholewki,
–
dygestorium,
–
instrukcja technologiczna opracowania zakładek chemoutwardzalnych,
–
zeszyt do ćwiczeń,
–
przybory do pisania,
–
literatura zgodna z rozdziałem 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj obcasy składkowe o wysokości 50 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) wybrać odpowiednią ilość składek,
3) wyrównać grubość składek,
4) nanieść klej na składki,
5) skleić składki,
6) wykonać sztyftowanie składek,
7) wykonać przedformowanie składek,
8) przybić wierzchniki,
9) uformować obcasy,
10) wykonać ścieranie i wygładzanie przedniej części uformowanych obcasów,
11) dokonać samooceny wykonanych obcasów,
12) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
–
składki do opracowania obcasa,
–
wierzchniki,
–
klej polichloroprenowy, pędzel,
–
prasowarka obcasów,
–
formy do obcasów,
–
frezarka obcasów,
–
ścierarka obcasów,
–
instrukcje obsługi maszyn,
–
instrukcje technologiczne opracowania obcasów ze składek,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić
materiały
stosowane
do
wytwarzania
zakładek
i podnosków?
2) scharakteryzować
proces
produkcji
zakładek
z
materiałów
termoplastycznych?
3) opracować zakładki z tworzyw chemoutwardzalnych?
4) opracować podnoski z materiałów termoplastycznych?
5) opracować podnoski z materiałów chemoutwardzalnych?
6) scharakteryzować proces produkcji obcasów składkowych?
7) wykonać obcasy ze składek?
8) scharakteryzować proces produkcji wyrobów pasowych?
9) przeprowadzić
operację
wklejania
zakładek
i
podnosków
z materiałów termoplastycznych i chemoutwardzalnych do cholewki?
10) dobrać parametry ścieniania zakładek w zależności od rodzaju
obuwia do jakiego są przeznaczone?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Zasady opracowania podpodeszew
4.3.1. Materiał nauczania
Materiałami najczęściej stosowanymi do produkcji podpodeszew są skóra naturalna,
skóra wtórna, tworzywa sztuczne na bazie α-celulozy, włókniny impregnowane. Na
wzmocnienia podpodeszwy stosuje się natomiast tektury obuwnicze, np.: preszpan lub fibrę.
Warunki techniczne i technologiczne opracowania podpodeszew są zróżnicowane
w zależności od zastosowanego materiału i przewidzianego systemu montażu obuwia.
Wyodrębnia się opracowanie podpodeszew zwykłych, zwanych dalej podpodeszwami
i podpodeszew do systemu pasowego.
Podpodeszwy
Podpodeszwy składają się z następujących części:
–
podpodeszwy właściwej,
–
wzmocnienia podpodeszwy,
–
usztywniacza.
Podpodeszwa właściwa to najważniejsza część nośna podpodeszwy, do której
przytwierdzane są pozostałe elementy. Swym obrysem odpowiada ściółce kopyta.
Podpodeszwy zwykłe są montowane do obuwia kołkowego, śrubowanego,
przeszywanego, klejonego oraz wszystkich pochodnych systemów. Określenie „podpodeszwy
zwykłe” wynika z tego, że przy ich obróbce wykonuje się w zasadzie jednakowe czynności
przy zastosowaniu tych samych maszyn. Różnice w obróbce podpodeszew zwykłych zależą
od stosowanej w obuwiu wysokości obcasa. Podpodeszwa do obuwia na niskim obcasie
systemu przeszywanego i klejonego składa się z podpodeszwy właściwej i naklejki
usztywniającej część śródstopia i pięty. Do obuwia kołkowego nie stosuje się wzmocnień,
a na podpodeszwy wymagana jest skóra spodowa, która gwarantuje właściwe zakotwiczenie
kołków w podpodeszwie, dodatkowo w obuwiu tym montuje się drewniane usztywniacze.
Technologia produkcji podpodeszew
Opracowanie podpodeszew zwykłych obejmuje następujące operacje podstawowe:
–
wycinanie,
–
wycinanie wzmocnień,
–
wyrównanie grubości,
–
ścieranie lica,
–
ścienianie wzmocnień podpodeszew (naklejek) z tektury naklejkowej,
–
przytwierdzenie usztywniaczy stalowych do wzmocnień,
–
nanoszenie kleju na wzmocnienie i podpodeszwę w części pięty i śródstopia,
–
połączenie wzmocnienia z podpodeszwą,
–
formowanie podpodeszew,
–
profilowanie zwane potocznie fasonowaniem lub koszenie brzegów podpodeszew,
–
nacinanie przedstopia podpodeszew skórzanych,
–
kontrola i układanie podpodeszew do pojemników.
Wycinanie podpodeszew i wzmocnień zostało omówione w jednostce modułowej
744[02].Z3.01 „Dokonywanie rozkroju materiałów na elementy obuwia”.
Wyrównywanie grubości podpodeszew przeprowadza się w przypadku, gdy do ich
produkcji wykorzystuje się skórę naturalną. Z uwagi na niejednorodny charakter skóry
i różnice grubości w poszczególnych miejscach topograficznych, wykrojone elementy
podpodeszwy należy doprowadzić do jednakowej grubości. Operację tę można przeprowadzić
na dwojarkach lub wyrównywarkach grubości różnej konstrukcji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ścieranie lica podpodeszew skórzanych polega na usunięciu warstwy lica o grubości
0,1÷0,2 mm. Poprawia to właściwości higieniczne i umożliwia migrację potu w głąb skóry.
Do ścierania służy zwykła ścierarka wałkowa lub specjalna ścierarka lica.
Ścienianie naklejek. Naklejka wzmacnia podpodeszwę w miejscu śródstopia i pięty.
Miejsce połączenia naklejki z podpodeszwą w śródstopiu musi być ścienione do grubości
0,1÷0,2 mm na szerokość 12÷15 mm. Obwód naklejki powinien być mniejszy od obwodu
podpodeszew o 0,5 mm w części piętowej i 1,5 mm w części śródstopia, a długość naklejki
powinna być taka, aby przednia krawędź po przyklejeniu znajdowała się 12÷14 mm poza
zagięciem skłonu kopyta. Brzegi boczne naklejki ścienia się na szerokości 10÷12 mm.
Ścienianie naklejek przeprowadza się na ścieniarkach z wałkiem negatywowym.
Przytwierdzanie usztywniaczy. Grubość i szerokość usztywniaczy zależy od wysokości
i rodzaju obcasów. Odległość usztywniacza od miejsca załamania śladu kopyta powinna
wynosić 7÷10 mm. Usztywniacz przymocowuje się grotem do wewnętrznej strony naklejki,
po czym naklejkę i część podpodeszwy skleja się klejem polichloroprenowym. Usztywniacz
może być także przytwierdzony do zewnętrznej strony naklejki po uprzednim jej sklejeniu
z podpodeszwą.
Formowanie podpodeszwy ma na celu nadanie jej linii skłonu kopyta, a jednocześnie
uformowanie przestrzenne powierzchni zgodnej z powierzchnią podpodeszwowej strony
stopy.
Profilowanie podpodeszew ma na celu ścięcie brzegów podpodeszwy w części śródstopia
i pięty pod kątem umożliwiającym łagodne zagięcie wierzchu na brzeg podpodeszwy.
Wielkość kąta ścinania zależy od wysokości obcasa oraz od rodzaju obuwia. Profilowanie
decyduje o estetycznym wyglądzie obuwia. Operacja ta przeprowadzana jest na fasonowarce
podpodeszew.
Nacinanie przedstopia podpodeszew przeprowadza się w celu ułatwienia zginania obuwia
w czasie użytkowania. Nacięcie wykonuje się pionowo od strony mizdry. Głębokość nacięcia
wynosi około 1/3 grubości podpodeszwy. Nacinanie stosuje się w przypadku użycia na
podpodeszwy skóry naturalnej, szczególnie garbowania roślinnego.
Podpodeszwa do obuwia pasowego
Podpodeszwa do obuwia pasowego składa się z dwóch zasadniczych elementów:
–
podpodeszwy właściwej,
–
wargi.
Charakterystyczną cechą podpodeszwy jest tak zwana warga położona pionowo do
płaszczyzny powierzchni. Warga może być wykonana w dwojaki sposób:
–
przez nadcięcie skórzanej podpodeszwy i pionowe podniesienie nadciętego materiału,
a następnie wzmocnienie jej przez oklejenie taśmą,
–
przez uprofilowanie wargi z innego materiału i naklejenie na podpodeszwę, co jest
wykonywane w przypadku, gdy podpodeszwa jest wykonana z materiału nieskórzanego,
bądź skóra jest nieodpowiedniej grubości.
Warga może przebiegać na całym obwodzie lub sięgać tylko pięty. Jeżeli warga sięga
pięty, konieczne jest wzmocnienie pięty. Podstawą do opracowania konstrukcji podpodeszwy
do obuwia pasowego, podobnie jak podpodeszwy zwykłej, jest ściółka kopyta. Przy
konstruowaniu podpodeszwy w czubku należy odjąć 1 mm w stosunku do ściółki, ze względu
na wydłużenie materiału podpodeszwy przy prasowaniu.
Technologia produkcji podpodeszew do obuwia pasowego
Na opracowanie tego rodzaju podpodeszew składają się następujące czynności:
–
wycinanie podpodeszew,
–
wyrównanie grubości,
–
ścieranie lica,
–
nawilżanie podpodeszew,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
–
nadcinanie i odwijanie wargi,
–
zakończenie wargi (jeżeli jest tylko do obcasa),
–
oklejanie wargi,
–
formowanie podpodeszew,
–
kontrola i układanie podpodeszew do pojemników.
Wyrównywanie grubości i ścieranie lica podpodeszwy przeprowadza się w ten sam
sposób jak przy produkcji podpodeszew klasycznych.
Nawilżanie podpodeszew ma na celu uplastycznienie materiału celem łatwiejszej
penetracji noża w czasie nadcinania wargi i łatwiejszego formowania. Nawilżanie jest
operacją ręczną wykonywaną za pomocą szczotki lub wilgotnej tkaniny.
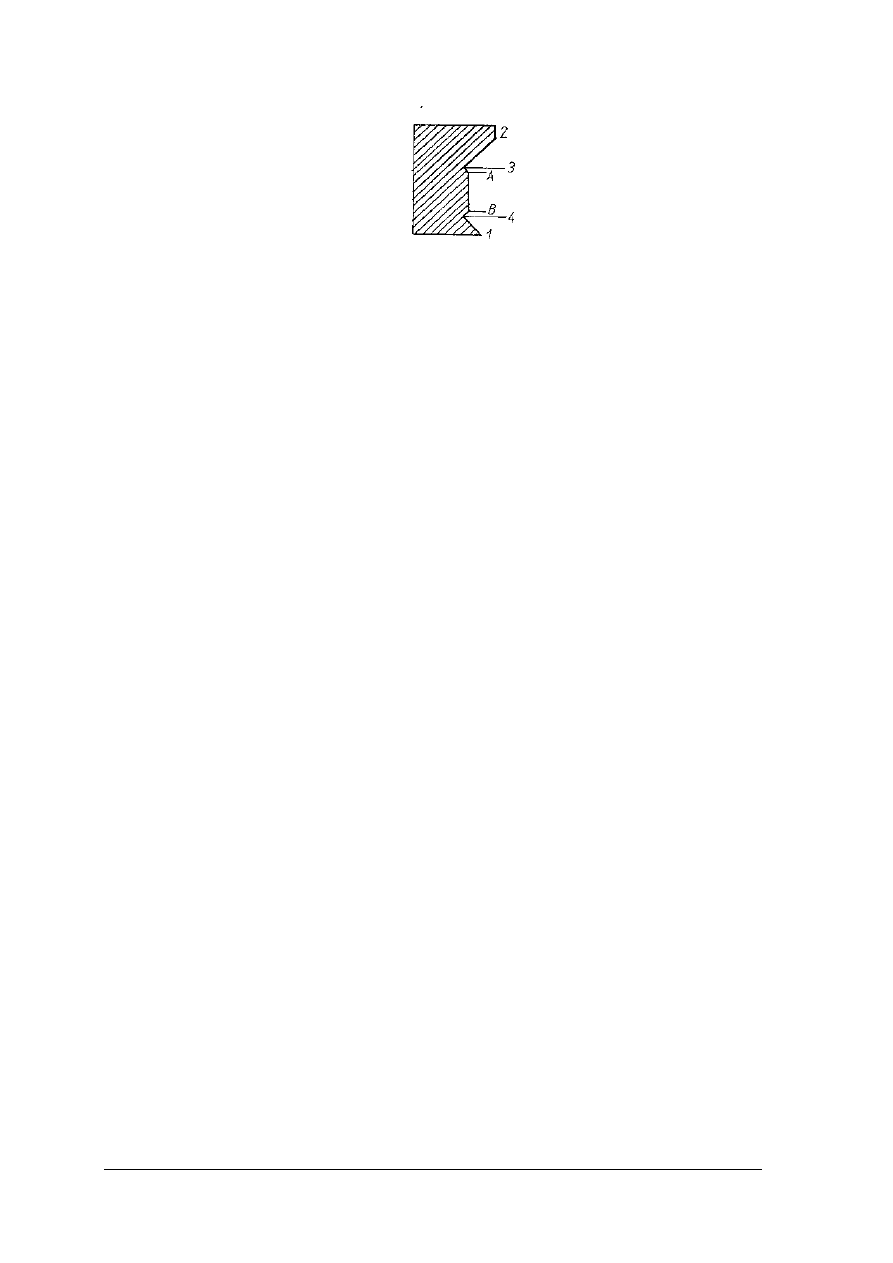
Nadcinanie wargi polega na poziomym nadcięciu podpodeszwy i jest wykonywane przy
opracowaniu podpodeszew do obuwia pasowego. W zależności od grubości podpodeszwy
nadcina się jednostronnie (warga pojedyncza) lub dwustronnie (warga podwójna). Wargę
pojedynczą wykonuje się przez poziome nadcięcie zewnętrznego brzegu podpodeszwy
w połowie jej grubości, natomiast wargę podwójną wykonuje się przez dodatkowe nadcięcie
podpodeszwy od wewnętrznej strony o 0,5÷1 mm wyżej niż nadcięcie zewnętrzne.
Głębokość nadcięcia wargi do różnego rodzaju obuwia przedstawiono w tabeli 2.
Tabela 2. Głębokość nadcięcia wargi podpodeszew do różnego rodzaju obuwia [5, s. 21].
Głębokość nadcięcia [mm]
w przedstopiu strony
w śródstopiu strony
Rodzaj obuwia
w czubku
zewnętrznej
wewnętrznej
zewnętrznej
wewnętrznej
Męskie
Damskie
Chłopięce
Dziewczęce
Dziecięce
5÷6
5÷6
5÷6
5÷6
5
4÷5
4÷5
4÷5
4
4
5
5
5
5
4
4÷5
7÷8
5
7
5
8
7÷8
8
7
6
Operacja nadcinania wargi przeprowadzana jest przy pomocy nadcinarki wargi
podpodeszew. Odwijanie wargi jest prowadzone w celu ustawienia wargi prostopadle do
podpodeszwy. Takie ustawienie wargi umożliwia późniejsze operacje oklejania wargi,
ćwiekowania i wszywania pasa.
Nadciętą wargę podnosi się do pozycji pionowej (odwinięcie wargi). Przedtem należy
końce wargi przeciąć (w miejscu rozpoczęcia i zakończenia nadcięcia). W celu wzmocnienia
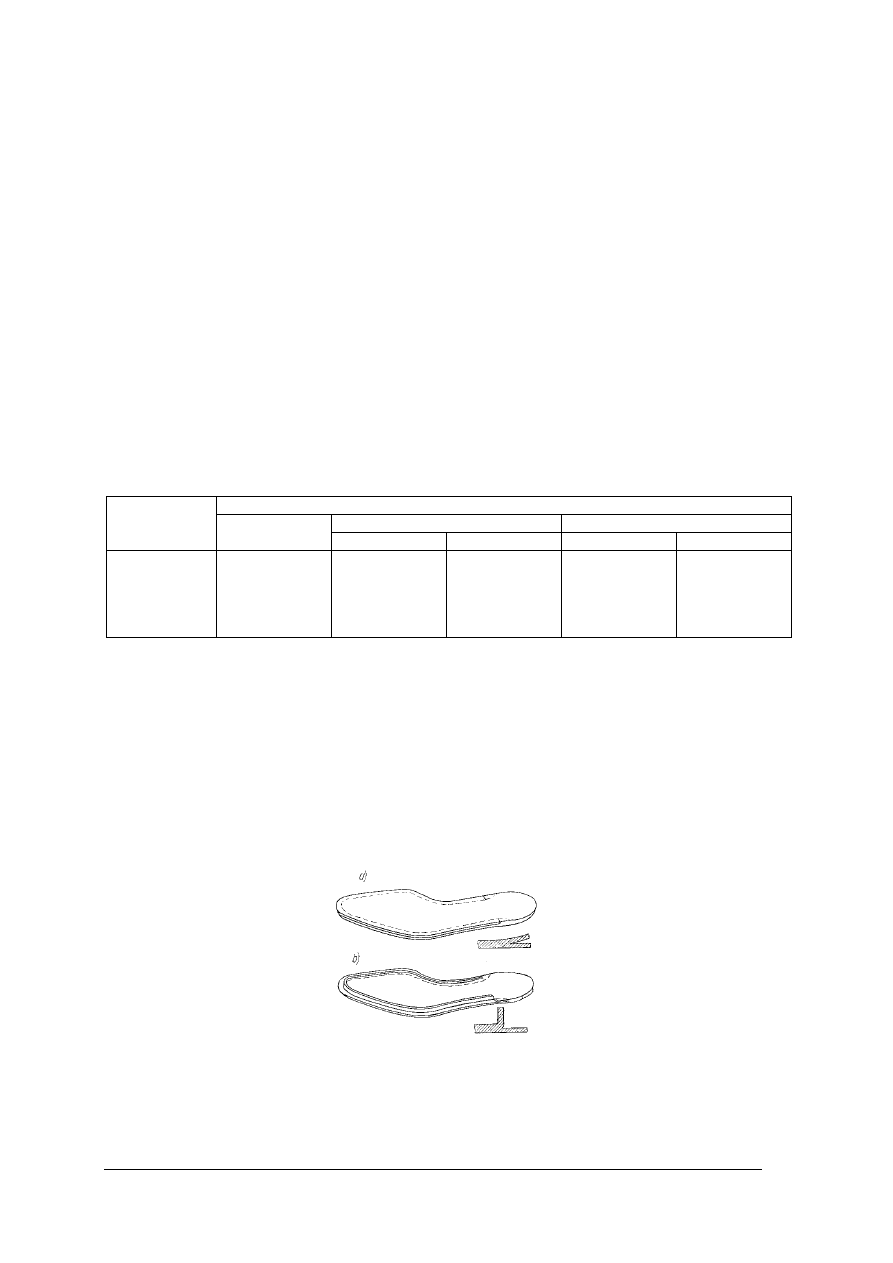
wargi stosuje się oklejanie tkaniną całej powierzchni podpodeszwy. Schemat podpodeszwy
z nadciętą i wywiniętą wargą przedstawia rys. 12. Odwijanie wargi jest prowadzone na
odwijarkach [6, s. 22].
Rys. 12. Podpodeszwa [3, s. 146]: a) z nadciętą wargą, b) z odwiniętą wargą.
Oklejanie wargi (lamowanie) ma na celu jej wzmocnienie i przedłużenie żywotności
połączenia montowanego obuwia. Lamowanie dokonywane jest przy pomocy płóciennej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
lamówki określonej długości i szerokości na oklejarce. W podpodeszwach nadcinanych do
pięty należy zakończyć wargę na nadcinarce, która jednocześnie numeruje podpodeszwę.
Formowanie podpodeszwy przeprowadza się tak samo jak w podpodeszwach
klasycznych, wykorzystuje się tylko inne formy, które nie niszczą wargi.
Inną odmianą podpodeszew do obuwia pasowego są podpodeszwy ze sztuczną wargą.
W opracowaniu tego rodzaju podpodeszew nie występują operacje nawilżania, nadcinania,
stawiania i oklejania wargi. Sztuczna warga może być wykonana z grubej taśmy o splocie
płóciennym wzmocnionej sznurkiem, która jest przymocowana do podpodeszwy za pomocą
kleju. Podpodeszwy ze sztuczną wargą są mniej trwałe i mniej odporne na wielokrotne
zginanie.
Podpodeszwa do obuwia sandałowego
W klasycznej postaci system sandałowy występuje rzadko, natomiast częściej jego
odmiana w połączeniu z systemem klejonym jako sandałowo-klejony. Rolę podpodeszwy
w tym systemie spełnia międzypodeszwa zwana podsuwką, ponieważ jest tym elementem
spodu, na który zaciągany jest brzeg cholewki. Z racji specyfiki tego systemu montażu, część,
do której mocowany jest dolny brzeg cholewki, musi swym obrysem wykraczać poza obrys
ściółki kopyta. Wysunięty brzeg międzypodeszwy z cholewką jest przeszywany na dublerce
dowolną liczbą szwów. Od tej liczby szwów zależy konstrukcja międzypodeszwy.
W jednej z odmian obuwia sandałowego występuje półpodpodeszwa lub podpodeszwa,
którą stosuje się tylko w przypadku obuwia z podszewką.
Podczas
opracowania
podpodeszew
najczęściej
występującymi
wadami
jest
przeprasowanie (zbyt duże zmiany wymiarów liniowych), nieprawidłowo przymocowany
metalowy usztywniacz (wybiega poza oś symetrii pięty) oraz nieprawidłowo wykonana
operacja fasonowania (kąt ścinania nie dostosowany do wysokości obcasa).
Podpodeszwy do obuwia paskowego
Inną odmianą podpodeszew są podpodeszwy do obuwia letniego: z otwartą piętą,
z otwartym czubkiem lub do obuwia paskowego. Technologia produkcji powyższych
podpodeszew jest praktycznie taka sama jak podpodeszew klasycznych, z tą tylko różnicą, że
są one podklejone tzw. „jaszczurką”, która ma wycięcia na brzegach, służące do umieszczenia
w nich pasków cholewki po zaćwiekowaniu jej na kopyto. Spełnia ona również rolę
wypełnienia, wyrównując spód obuwia. Aby uniknąć odkształceń grubość „jaszczurki” musi
być zgodna z grubością pasków cholewki. Części brzegów podpodeszwy, nie zakryte przez
elementy cholewki, należy lamować (obciągać) materiałem wierzchowym lub zastępczym,
zgodnie z wzorem obuwia i obowiązującą dokumentacją.
Instrukcje technologiczne
Przystępując do obróbki poszczególnych elementów obuwia pracownik powinien być
przeszkolony i otrzymać instrukcję technologiczną. Zakłady produkcyjne posiadające
certyfikat Systemu Zarządzania Jakością ISO 9001:2000 są zobligowane do posiadania
instrukcji przy każdym stanowisku pracy.
Instrukcja technologiczna składa się zazwyczaj z dwóch części: ogólnej i szczegółowej.
W części ogólnej podaje się informacje dotyczące przygotowania stanowiska pracy oraz
doboru maszyn i urządzeń stosowanych w procesie opracowania elementów, a także przepisy
bezpiecznej obsługi maszyny. Są to wiadomości podstawowe, stanowiące podbudowę
teoretyczną do części szczegółowej.
Część szczegółowa zawiera dokładne informacje dotyczące sposobu wykonania danej
czynności, wymagania techniczne oraz wymagania dotyczące czyszczenia i konserwacji
maszyny. Poniżej przedstawiono przykładowe instrukcje technologiczne dotyczące
opracowania elementów spodowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Instrukcja technologiczna ścierania lica podpodeszew
I. Wyposażenie techniczne stanowiska pracy, maszyny i narzędzia pomocnicze
1. Stanowisko pracy
– pomieszczenie
– hala produkcyjna oddziału opracowania elementów spodowych
– oświetlenie
– elektryczne – jarzeniowe lub rtęciowe zapewniające dobrą
widoczność
– temperatura
– 18 –22
o
C
– opary toksyczne – nie występują na stanowisku
– hałas
– duży
– org. stan. pracy
– obok transportera zgodnie z procesem technologicznym.
Czynność wykonuje się na stojąco.
2. Maszyna
– nazwa maszyny
– ścierarka elementów spodowych
– typ
– 04163/P3
– ilość obr./min.
– 2850 i 2800
– moc silnika
– 3 kW i 1,6 kW
– producent
– SVIT
– wydajność
– 3000 par/ 8 godz.
3. Narzędzia pomocnicze
– oliwiarka
– wkrętak
– klucz płaski 14x16
II. Przepisy bezpiecznej obsługi
Podczas pracy silnika maszyna nie może być naprawiana, regulowana, czyszczona
i smarowana. Może się to odbywać dopiero po wyłączeniu zasilania. Nie wolno
uruchamiać maszyny przy zdjętych osłonach. Należy zwrócić uwagę, aby takie urządzenia
elektryczne jak: kable, wyłączniki były w należytym stanie. Kable elektryczne nie mogą
leżeć na podłodze, powinny być przywiązane w postaci wiązki do głównego przewodu
(rury).
III. Dane techniczne
Do ścierania podpodeszwy należy używać płótno korundowe. Numer granulacji ziarna
uzależniony jest od materiału przeznaczonego do ścierania.
Podpodeszwy wykonane z karków oraz z boków ścierać płótnem korundowym nr 100.
Podpodeszwy przeznaczone do ścierania powinny być uprzednio wyrównane do jednej
grubości.
IV. Przygotowanie i obsługa maszyny
a) włączenie
– pociągnięcie wyłącznika
b) wyłączenie
– wciśnięcie wyłącznika
c) przygotowanie
– przed rozpoczęciem wykonania czynności należy odpowiednio
dobrać docisk górnego wałka do grubości elementu
Docisk wałka podającego reguluje się za pomocą śruby. Dolny wałek do regulowania
naprężenia taśmy ściernej ustawia się za pomocą dźwigu.
V. Opis czynności
Ścieranie podpodeszew odbywa się przy użyciu płótna korundowego o numeracji podanej
w punkcie III. Element podpodeszwy prawą ręką wprowadza się między obracające się
wałki. Licem do wałka ścierającego tzn. licem do dołu. Za wałkiem ścierającym znajduje
się szczotka odpylająca. Zeszlifowane i odpylone podpodeszwy gromadzą się w zasobniku
znajdującym się z tyłu maszyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
VI. Czyszczenie i konserwacja maszyny
Po zakończeniu pracy należy maszynę wyczyścić i zakonserwować. Szczególną uwagę
zwrócić na te części maszyny, które są narażone na wpływ czynników zewnętrznych.
Należy je zabezpieczyć cienką warstwą oleju, używając olejarki ręcznej lub pędzla.
Wszystkie punkty smarownicze uzupełnić zgodnie z zaleceniami Instrukcji Bezpiecznej
Obsługi. Prace związane z czyszczeniem i konserwacją wykonuje pracownik obsługujący
maszynę.
Instrukcja technologiczna powlekania klejem obciągnięć podpodeszew
I. Wyposażenie techniczne stanowiska pracy, narzędzia pomocnicze
1. Stanowisko pracy
– pomieszczenie
– hala produkcyjna oddziału opracowania elementów spodowych
– oświetlenie
– elektryczne – jarzeniowe lub rtęciowe
– temperatura
– 18 –22
o
C
– opary toksyczne – występują bezpośrednio na stanowisku
– hałas
– średni
– org. stan. pracy
– czynność tę wykonuje się na siedząco. Z uwagi na występujące
opary toksyczne, czynność należy wykonać pod dygestorium.
2. Narzędzia pomocnicze
– stół o wym. 700 x 800 mm
– naczynie na klej
– pędzel
– naczynie na benzynę ekstrakcyjną
– podkładki tekturowe lub preszpanowe
II. Dane techniczne
Do powlekania obciągnięć należy używać kleju Butaterm. Lepkość kleju powinna wynosić
80–140 sek (kubek Forda 6 mm). Czas schnięcia powłoki klejowej 20 minut. Temperatura
kleju 18–22
o
C. Do nanoszenia kleju używać pędzla o twardym włosie dł. 15–20 mm. Klej
nanosić na całą powierzchnię obciągnięcia.
III. Opis czynności
Celem czynności jest przygotowanie elementu do obciągania. Obciągnięcie zdejmuje się
z wózka transportera lub taśmy, układa na podkładkach tekturowych lub preszpanowych
w ilości po 10 sztuk, stroną mizdrową do góry i przystępuje do nakładania kleju. Klej
nakłada się w ten sposób, że lewą ręką przytrzymuje się obciągnięcia, zaś prawą ręką za
pomocą pędzla nakłada się klej cienką warstwą na całą powierzchnię obciągnięcia od
strony nośnika. Po nałożeniu kleju, tekturki wraz z obciągnięciami odkłada się do
wyschnięcia kleju i w ten sam sposób postępuje się z następnymi obciągnięciami.
Po każdorazowym zakończeniu nakładania kleju, należy pędzel wkładać do naczynia
wypełnionego benzyną ekstrakcyjną, co zapobiega twardnięciu pędzla.
W podobny sposób należy zredagować instrukcje dla wszystkich operacji wchodzących
w skład procesu technologicznego opracowania elementów obuwia.
Podobnie jak przy wytwarzaniu zakładek, postęp techniczny umożliwił mechanizację
i automatyzację produkcji podpodeszew. Procesy wytwarzania podpodeszew można dzisiaj
zaliczyć do jednych z najbardziej zautomatyzowanych. Wprowadzenie automatyzacji jest
możliwe tylko w przypadku wytwarzania dużej ilości tych elementów; z reguły jedna linia
technologiczna może obsłużyć kilka, a nawet kilkanaście zakładów obuwia. Podobna zasada
obowiązuje przy produkcji zakładek, podnosków, otoków, pasów i lamówek.
Jednym z rozwiązań automatycznej produkcji podpodeszew jest technologia włoskiej
firmy PLASTAK oparta na maszynach tejże firmy. Istotą technologii produkcji tego typu
podpodeszew jest to, że wyeliminowano z podpodeszwy klasyczny usztywniacz stalowy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
i wzmocnienie podpodeszwy, zastępując je tworzywem sztucznym wtryskiwanym
w odpowiednio spreparowaną podpodeszwę właściwą.
W tym celu skonstruowano dwa główne automaty:
1) PRE INSOLE – wycinarko-dwojarka, wydajność 8–10 tys. par/8 h,
2) INSOLEMATIC – wtryskarka, wydajność 1500 par/8 h.
Wycinarko-dwojarka jest automatem przygotowującym podpodeszwę do wtryśnięcia
w jej przestrzeń tworzywa. Automat składa się z następujących podzespołów:
–
automatycznego podajnika materiału,
–
wycinarki,
–
numeratora,
–
prowadnika,
–
dwojarki,
–
krajarki odpadów.
Automat ten jest przystosowany do obróbki materiałów na bazie
α
-celulozy, o szerokości
znormalizowanej, dostosowanej do długości podpodeszew w poszczególnych grupach
wielkościowych obuwia. Materiał podawany jest automatycznie przez podajnik do wycinarki,
gdzie następuje automatyczne wycięcie. Każdemu cyklowi wycięcia towarzyszy
numerowanie wykrojów. Skok roboczy wykrojnika wynosi 25 mm. Następnie każda
podpodeszwa jest podawana do dwojarki, gdzie jest dwojona w części śródstopno-piętowej
przez taśmowe noże dwojarki na żądaną głębokość i grubość ograniczoną przez prowadnik,
po czym podpodeszwy są układane w odpowiednich pojemnikach.
Stosy
podpodeszew
przenoszone
są
ręcznie
do
wtryskarki
karuzelowej,
dwustanowiskowej. Tworzywem wtryskiwanym w przestrzeń podpodeszwy jest odpowiednio
uplastyczniony polipropylen. Możliwa jest regulacja ilości wtryskiwanego tworzywa przez
regulację obrotów ślimaka. Po wtryśnięciu tworzywa i jego utwardzeniu podpodeszwy są
odprowadzane za pomocą taśmy transportowej do pojemników.
Linia do produkcji podpodeszew klasycznych firmy MOHRBACH KG składa się
z następujących maszyn:
–
nożyce tarczowe – do przecinania materiału na podpodeszwy na pasy,
–
ścieniarki brzegów – do ścieniania jednostronnego pasów materiału,
–
powlekarko-sklejarki – do automatycznego powlekania klejem, dopasowanie
i sprasowanie za pomocą urządzenia rolkowego,
–
automatyczne wycinarki podpodeszew – przygotowane pasy zostają poddane wycinaniu
podpodeszew,
–
rowkowarki– do rowkowania wyciętych podpodeszew w celu uzyskania przestrzeni dla
usztywniacza,
–
automatyczne nitowarki – do zamocowania usztywniacza,
–
automatyczne formowarki podpodeszew – do jednoczesnego formowania prawej i lewej
podpodeszwy,
–
fasonowarki – uformowane podpodeszwy poddaje się fasonowaniu podobnie jak
w tradycyjnej technologii.
Transport pomiędzy wymienionymi maszynami odbywa się ręcznie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich materiałów są wytwarzane podpodeszwy?
2. Jakie znasz rodzaje podpodeszew?
3. Z jakich części składają się podpodeszwy zwykłe?
4. Jak przebiega proces produkcji podpodeszew zwykłych?
5. Jak skonstruowana jest podpodeszwa do obuwia pasowego?
6. Jakie czynności wykonujemy przy opracowaniu podpodeszwy do obuwia pasowego?
7. Jak skonstruowane są podpodeszwy do obuwia sandałowego?
8. Jaką rolę spełnia „jaszczurka” i do jakiego rodzaju obuwia jest stosowana?
9. Jakie informacje są zawarte w części ogólnej instrukcji technologicznej?
10. Jakie informacje zawiera część szczegółowa instrukcji technologicznej?
11. Jakie linie technologiczne wykorzystuje się do produkcji podpodeszew?
12. Jak przebiega proces wytwarzania podpodeszew klasycznych w linii produkcyjnej firmy
MOHRBACH KG?
13. Jaka jest istota produkcji podpodeszew na maszynach firmy PLASTAK?
4.3.3. Ćwiczenia
Ćwiczenie 1
Obejrzyj film dydaktyczny ilustrujący opracowanie podpodeszew do obuwia pasowego.
Nazwij operacje tam występujące.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć film dydaktyczny,
3) dokonać analizy filmu,
4) zanotować informacje prezentowane w filmie (materiały stosowane do produkcji,
operacje, maszyny),
5) obejrzeć film ponownie,
6) zweryfikować i ewentualnie uzupełnić zapisany tekst,
7) zaprezentować ćwiczenie na forum grupy,
8) uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces produkcji podpodeszew do obuwia pasowego,
–
odtwarzacz,
–
prospekty maszyn i urządzeń wykorzystywanych do produkcji podpodeszew do obuwia
pasowego,
–
dokumentacja techniczno–technologiczna opracowania podpodeszew do obuwia
pasowego,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 2
Wykonaj podpodeszwę klasyczną ze skóry naturalnej do obuwia klejonego
z podwyższonym obcasem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) zaplanować czynności dotyczące opracowania podpodeszew,
3) wykonać czynności przygotowujące poszczególne części składowe do wykonania
podpodeszwy:
–
wyrównać grubość podpodeszew,
–
zetrzeć lico,
–
ścienić naklejki,
4) przytwierdzić usztywniacze do naklejki,
5) nanieść klej na podpodeszwę i naklejkę,
6) połączyć naklejkę z podpodeszwą,
7) wykonać formowanie podpodeszwy,
8) wykonać operację fasonowania brzegów podpodeszwy,
9) wykonać nacięcie w przedstopiu,
10) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
opisy technologiczne produkcji podpodeszew,
–
wycięte podpodeszwy i naklejki,
–
usztywniacze stalowe,
–
ścierarka wałkowa,
–
dwojarka,
–
ścieniarka i wałki negatywowe,
–
klej polichloroprenowy,
–
pędzel,
–
przybijarka usztywniaczy,
–
nadcinarka przedstopia,
–
formowarka i formy,
–
okrawarka brzegów podpodeszew, instrukcje obsługi maszyn,
–
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj obróbki i montażu podpodeszew do obuwia letniego paskowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dobrać części składowe potrzebne do wykonania ćwiczenia,
3) ścienić wzmocnienie podpodeszwy,
4) przymocować metalowy usztywniacz do wzmocnienia podpodeszwy,
5) nanieść klej na wzmocnienie podpodeszwy i podpodeszwę właściwą oraz jaszczurkę,
6) wysuszyć błonę klejową, a następnie zaktywizować,
7) połączyć wzmocnienie podpodeszwy z podpodeszwą i jaszczurką,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
8) wykonać wstępne prasowanie,
9) wykonać formowanie podpodeszwy,
10) dokonać fasonowania (koszenia) podpodeszwy,
11) zetrzeć przetłoki,
12) dokonać kontroli jakości,
13) zaprezentować wykonane podpodeszwy.
Wyposażenie stanowiska pracy:
–
dokumentacja technologiczna produkcji podpodeszew do obuwia letniego paskowego,
–
podpodeszwy,
–
wzmocnienia podpodeszwy,
–
wypełnienia obuwia paskowego (jaszczurki),
–
metalowe usztywniacze,
–
ścieniarka negatywowa,
–
nitowarka lub młotek,
–
nakładarka kleju lub pędzel,
–
suszarnio–aktywizator,
–
okrawarka brzegów,
–
ścierarka brzegów,
–
formowarka podpodeszew i formy,
–
instrukcje obsługi maszyn,
–
klej chloroprenowy,
–
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dokonać klasyfikacji podpodeszew?
2) wymienić części składowe podpodeszwy klasycznej?
3) opracować podpodeszwę klasyczną?
4) scharakteryzować podpodeszwę do obuwia pasowego?
5) wymienić i scharakteryzować czynności niezbędne do opracowania
podpodeszwy do obuwia pasowego?
6) opracować podpodeszwę do obuwia sandałowego?
7) scharakteryzować proces produkcji podpodeszew na maszynach
firmy PLASTAK?
8) wymienić maszyny wykorzystane w linii technologicznej do
automatycznej produkcji podpodeszew firmy MOHRBACH KG?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.4. Zasady opracowania podeszew z materiałów płaskich
4.4.1. Materiał nauczania
Równolegle z opracowaniem podpodeszew odbywa się opracowanie podeszew.
W zależności od rodzaju i przeznaczenia, przy ich opracowaniu wykonywane są różne
czynności. Podeszwy można podzielić na:
–
podeszwy do obuwia kołkowanego,
–
podeszwy do obuwia przeszywanego,
–
podeszwy pasowego i sandałowego,
–
podeszwy do obuwia klejonego.
Podeszwy do obuwia kołkowanego
Na podeszwy obuwia kołkowanego przeznacza się zazwyczaj krupony bydlęce, które
najczęściej wzmacnia się podsuwkami i uszczelnia otokami. Opracowanie tego typu
podeszew polega na:
–
wyrównywaniu grubości podsuwki,
–
ścieraniu lica podsuwki,
–
naklejaniu otoku na podsuwkę,
–
sklejaniu podsuwki z podeszwą,
–
formowaniu podeszew.
Wyrównywanie grubości i ścieranie lica podsuwki przeprowadza się podobnie jak przy
opracowaniu podpodeszew, stosując te same maszyny.
Naklejanie otoków. Otoki stanowią uszczelnienie połączenia brzegu cholewki z podsuwką
lub podeszwą, jeśli nie stosuje się podsuwki. Wycięte uprzednio otoki muszą być
odpowiednio przygotowane do naklejenia. Najpierw smaruje się klejem kauczukowym otoki
oraz brzeg podsuwki lub podeszwy na szerokość otoka. Następnie po zaktywizowaniu
powłoki klejowej nakłada się otok na brzeg podsuwki lub podeszwy. Do powlekania klejem
otoków służy klejarka otoków, która nanosi klej, a jednocześnie wstępnie wygina otok, co
ułatwia jego nakładanie. Do nakładania otoków służy nakładarka.
Sklejanie podsuwki z podeszwą. Przed przystąpieniem do sklejenia powleka się klejem
rozpuszczalnikowym podeszwę od strony mizdry oraz podsuwkę od strony startego lica.
Wykonuje się to ręcznie lub przy użyciu powlekarki klejem. Po sklejeniu obu elementów,
podeszwy poddaje się formowaniu.
Formowanie podeszew przebiega tak samo jak formowanie podpodeszew, jedynie należy
zastosować inne formy.
Podeszwy do obuwia przeszywanego
W systemie obuwia przeszywanego istnieje wiele odmian, które wynikają z różnego
przeznaczenia obuwia, jak również tendencji upodobnienia do innych systemów, na przykład
obuwia pasowego. Najczęściej produkuje się obuwie na pojedynczej podeszwie z otokiem
sięgającym do śródstopia lub do obcasa oraz obuwie przeszywano-dublowane na podeszwie
z podsuwką i otokiem na całym obwodzie albo do obcasa.
Opracowanie podeszew jest takie samo jak w przypadku obuwia kołkowanego. Dochodzi
tylko jeszcze wycinanie tak zwanego rysu z rowkiem do umieszczenia szwu przeszywanego.
W odmianie przeszywano-dublowanej wykonuje się w tym celu rowek w podsuwce. Rys
w podeszwie należy tak naciąć, aby rowek znajdował się około 14 mm od brzegu podeszwy,
natomiast jego głębokość nie była większa niż 1,5 mm. Te same warunki dotyczą odległości
rowka od brzegu podsuwek w obuwiu przeszywano-dublowanym. Schemat podeszwy
z nacięciami przedstawiono na rys. 13. Nacinanie rysu z rowkiem lub samego rowka
wykonuje się na rowkowarce.
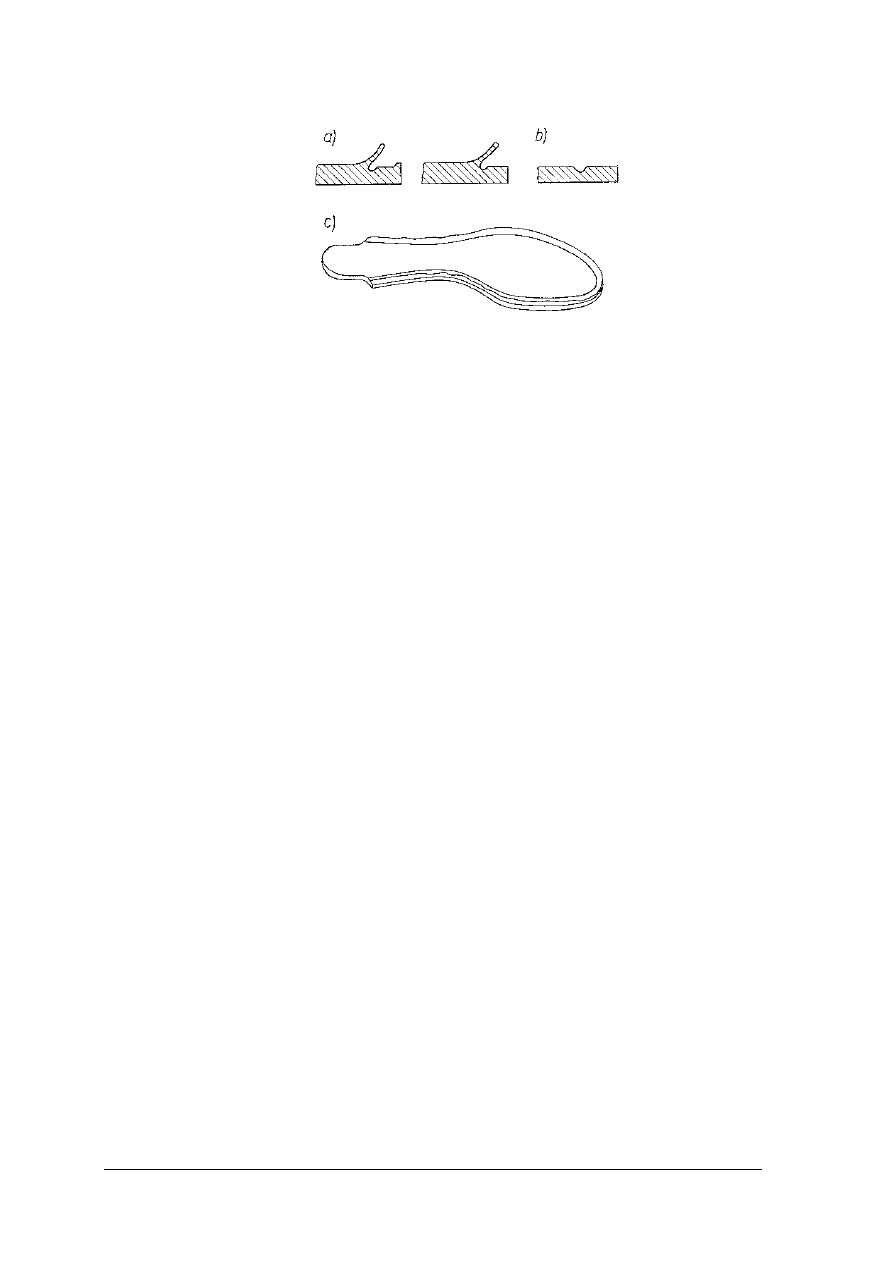
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 13. Opracowanie elementów spodowych [3, s. 148]: a) nacinanie i rowkowanie podeszew, b) rowkowanie
podsuwki, c) opracowana podeszwa do obuwia z wysokim obcasem
Podeszwy do obuwia pasowego i sandałowego
Do zasadniczych czynności przy opracowaniu podeszew do obuwia pasowego zalicza się
wyrównywanie grubości, formowanie i nanoszenie kleju. W celu uniknięcia śladu rysu
pionowego, wykonywanego w obuwiu pasowym w czasie zszywania spodu, wprowadza się
dodatkowo nacinanie rysu z rowkiem. Nanoszenie kleju wykonuje się maszynowo na klejarce
lub ręcznie. Klejem pokrywa się pas przy krawędzi podeszwy o szerokości 14–16 mm.
Nanoszenie kleju jest dyktowane warunkami zaciągania cholewki obuwia sandałowego, gdzie
brzegi cholewki są przyklejane do wystających brzegów podeszwy oraz wstępnym
przymocowaniem podeszwy do pasa w obuwiu pasowym, przed zszywaniem spodu obuwia.
Podeszwy do obuwia pasowego, gdzie pas nie jest wszywany na całym obwodzie,
wymagają przyklejenia w części piętowej otoka lub podsadki w celu wyrównania grubości
podeszew o grubość pasa.
Podeszwy do obuwia klejonego
Opracowanie podeszew do systemu klejonego wycinanych z materiałów płaskich
wymaga obróbki wieloczynnościowej, która (z uwagi na strukturę materiałów zastępczych,
grubość i inne właściwości) w poważnym stopniu została zmechanizowana. Poniżej podano
zestawienie czynności technologicznych obróbki podeszew ze styrogumu z obcasem oraz ze
skóry naturalnej do obuwia męskiego.
–
Opracowanie podeszew ze styrogumu z obcasem:
–
frontowanie obcasów (ścieranie),
–
ścieranie i odpylanie po ścieraniu podeszwy w części piętowej,
–
nanoszenie kleju na podeszwę w miejscu pięty i na miskę obcasa,
–
nakładanie obcasa na podeszwę i prasowanie,
–
nanoszenie kleju na powierzchnię podeszwy (pod otok),
–
naklejanie otoka, na który wcześniej naniesiono klej,
–
frezowanie brzegów podeszwy i odpylanie,
–
kontrola i kompletowanie.
–
Opracowanie podeszew dzielonych ze skóry naturalnej:
–
ścienianie podeszew i nadstawek ze skóry wtórnej,
–
ścieranie podeszew,
–
nanoszenie kleju na ścienione brzegi podeszwy i nadstawki,
–
łączenie podeszwy z nadstawką, prasowanie i wzmocnienie połączenia klamerkami,
–
nanoszenie kleju na brzegi podeszew (pod otok),
–
nakładanie otoka, na który wcześniej naniesiono klej,
–
kontrola i kompletowanie podeszew.
Obróbka podeszew do obuwia klejonego wymaga również odpowiedniego przygotowania
powierzchni do sklejania. O wytrzymałości połączenia wierzchu ze spodem decyduje m.in.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
dobór kleju oraz odpowiednie zszorstkowanie materiałów sklejanych, dlatego drapanie
powierzchni podeszew jest bardzo ważną operacją. Drapanie powierzchni przeprowadza się
na uniwersalnych draparkach, które mogą zszorstkować zarówno powierzchnię podeszew
skórzanych, jak i gumowych. Maszyna drapie mizdrę podeszwy w pasie o szerokości 14–25
mm od krawędzi podeszwy.
Następnie podeszwy poddaje się frezowaniu, ozdobnemu wykończeniu brzegów oraz
żłobieniu, a także można nanieść na ich powierzchnię klej.
Obecnie
produkcja
podeszew
jest
w
pełni
zautomatyzowana.
Przykładem
zautomatyzowanej linii do produkcji podeszew damskich z tuniskóru jest zestaw maszyn
RALPHS. Opracowanie podpodeszew składa się z następujących czynności:
–
układanie podeszew w stos,
–
frezowanie brzegów,
–
odpylanie po frezowaniu,
–
natryskiwanie, lakierowanie brzegów,
–
ścienianie, numerowanie i nanoszenie kleju oraz suszenie błony klejowej,
–
kontrola i kompletowanie elementów według rozpisanego sortymentu wielkościowego.
Główną maszyną w zespole jest frezarka brzegów. Stos ułożonych podeszew wykonuje
ruch na obwodzie 180
o
, a ruchomy mechanizm noża pracuje ruchem wahadłowym.
Jednorazowo można obrabiać do 12 sztuk podeszew z tuniskóru, a przy materiale grubszym
odpowiednio mniej. Głębokość skrawania ruchomego noża jest ograniczona metalowym
szablonem. Czas frezowania jednego stosu trwa około 90 sekund. Po obróbce spięty stos
podeszew odpyla się sprężonym powietrzem i współdziałającymi dwiema wirującymi
szczotkami w urządzeniu odpylającym.
Barwienia i nabłyszczania brzegów podeszew dokonuje się w urządzeniu natryskowym.
W komorze natryskowej wyposażonej w wyciąg oparów, znajduje się stolik, na którym
układa się stos odpylonych spiętych podeszew. Stolik wykonuje ruch wahadłowy w granicach
kąta 180
o
, a w tym samym czasie urządzenie natryskujące nanosi na brzegi podeszew lakier
o żądanej barwie. Należy zwracać szczególną uwagę na czystość przewodów wentylacyjnych
agregatu natryskowego i prawidłową pracę wyciągu. Podeszwy są następnie znakowane,
powlekane klejem i suszone w specjalnej komorze suszarniczej, której praca jest całkowicie
zsynchronizowana z pracą linii. Po odparowaniu rozpuszczalnika podeszwy są automatycznie
układane do pojemnika.
Instrukcje technologiczne
Podobnie jak w przypadku opracowania podpodeszew do wytwarzania podeszew
opracowywane są także instrukcje technologiczne. Poniżej podano przykład takiej instrukcji.
Nakładanie otoków na podeszwę
I. Wyposażenie techniczne stanowiska pracy, narzędzia pomocnicze.
1. Stanowisko pracy:
– pomieszczenie – hala produkcyjna na oddziale elementów spodowych,
– oświetlenie
– elektryczno-jarzeniowe lub rtęciowe, zapewniające dobrą widoczność,
– temperatura
– 18÷22
o
C,
– opary toksyczne – występują na stanowisku pracy,
– organizacja stanowiska pracy – zgodnie z opisem technologicznym. Stanowisko
wyposażone jest w dygestorium.
2. Maszyna:
−
nazwa maszyny
– nakładarka otoków
−
producent
– np. SVIT,
−
zasilanie
– 380/220 V – 50 Hz
3. Narzędzia pomocnicze:
−
oliwiarka,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
komplet kluczy,
−
wkrętak,
−
czyściwo,
−
stojak obrotowy do nawijania otoków.
4. Części zamienne:
−
nóż obcinający otok,
−
prowadnica podeszew,
−
prowadnik otoków.
II. Przepisy bezpiecznej obsługi.
Obsługę maszyny można powierzyć pracownikowi po odpowiednim przeszkoleniu
zawodowym i w zakresie BHP oraz po zapoznaniu go z instrukcją bezpiecznej obsługi
maszyn.
1. Wszystkie czynności związane z regulacją, naprawą, czyszczeniem i konserwacją maszyny
wykonać po uprzednim wyłączeniu zasilania.
2. Przed rozpoczęciem pracy sprawdzić stan techniczny maszyny (zamocowanie osłon, stan
techniczny przewodów zasilających) i dokonać przeglądu części narażonych na
obluzowanie.
3. Zauważone usterki należy natychmiast usunąć lub zgłosić przełożonemu.
4. Pracownik powinien stosować się do zaleceń Instrukcji bezpiecznej obsługi maszyn.
III. Dane techniczne.
Powierzchnia otoka i brzeg podeszwy przeznaczone do sklejania powinny być zdrasane
przy użyciu średnioziarnistego papieru ściernego (Nr 60, 80). Otok i brzeg podeszwy przed
sklejeniem powinny być powleczone klejem neoprenowym lub w przypadku otoków
z uplastycznionego PCW należy stosować klej poliuretanowy z utwardzaczem. Brzeg
podeszwy powinien być powleczony klejem na szerokość otoka. Naklejony na podeszwę otok
powinien się dokładnie pokrywać z jej brzegiem. Naklejenie otoka należy rozpoczynać
i kończyć w okolicy obcasa po stronie przyśrodkowej podeszwy.
IV. Obsługa maszyny.
a) uruchomienie
– wcisnąć przycisk włącznika silnika maszyny,
b) wyłączenie
– wcisnąć przycisk wyłącznika silnika maszyny.
V. Opis wykonania czynności.
Czynność ta ma na celu prawidłowe naklejenie otoka na brzeg podeszwy. Wykonanie
czynności przebiega w sposób następujący: lewą ręką bierzemy podeszwę z pojemnika lub
regału i wkładamy ją między grzybek transportujący, a górny wałek dociskowy po uprzednim
obniżeniu grzybka. Grzybek obniżamy przez naciśnięcie prawą noga pedału nożnego.
Nakładanie otoka rozpoczynamy od obcasa od strony przyśrodkowej zgodnie z opisem
technologicznym wzdłuż całego obwodu podeszwy lub tylko wokół przedstopia (od
śródstopia do śródstopia).
Podczas pracy maszyny lewą ręką prowadzimy podeszwę, otok natomiast transportowany
jest ze stojaka samoczynnie za pomocą prowadnika. Po nałożeniu otoka na wymaganym
obwodzie jego koniec obcina się ręcznie za pomocą noża szewskiego. Obcinanie polega na
ukośnym ścięciu dwóch końców otoka. Podeszwę z nałożonym otokiem odkładamy do
pojemnika lub regału i przystępujemy do naklejania otoku na następną podeszwę w sposób
analogiczny jak poprzednio.
VI. Czyszczenie i konserwacja maszyny.
Po zakończeniu pracy należy wyczyścić starannie maszynę z pozostałości kleju, pyłu, itp.
oraz odpowiednio ją zakonserwować, szczególnie te części, które są w ruchu. Należy je
zabezpieczyć cienką warstwą oleju, używając do tego olejarki ręcznej. Wszystkie miejsca
smarowania uzupełnić smarem zgodnie z instrukcją smarowania. Wszystkie prace związane
z konserwacją i czyszczeniem wykonuje pracownik obsługujący maszynę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje podeszew?
2. Jak przebiega proces produkcji podeszew do obuwia pasowego?
3. Na czym polega opracowanie podeszew do obuwia kołkowanego?
4. Jakie czynności wykonujemy przy opracowaniu podeszew do obuwia klejonego?
5. Czym charakteryzują się podeszwy do obuwia przeszywanego?
6. Jak przebiega produkcja podeszew na zestawie maszyn RALPHS?
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozróżnij rodzaje podeszew wytworzonych z materiałów płaskich w zależności od ich
przeznaczenia na określone asortymenty obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) rozróżnić otrzymane podeszwy i określić ich przeznaczenie,
3) wskazać do jakiego rodzaju obuwia mogą być zastosowane,
4) zaprezentować wnioski.
Wyposażenie stanowiska pracy:
–
foliogramy lub przezrocza przedstawiające rodzaje podeszew,
–
rzutnik,
–
różnego rodzaju podeszwy,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj obróbki podeszew do obuwia przeszywano-dublowanego z otokiem sięgającym
do śródstopia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) skompletować elementy potrzebne do wykonania podeszwy,
3) wyrównać grubość podsuwki,
4) zetrzeć lico podsuwki,
5) nakleić otok na podsuwkę,
6) naciąć rysę w podsuwce,
7) skleić podsuwkę z podeszwą,
8) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
podeszwy ze skóry naturalnej,
–
podsuwki,
–
otoki,
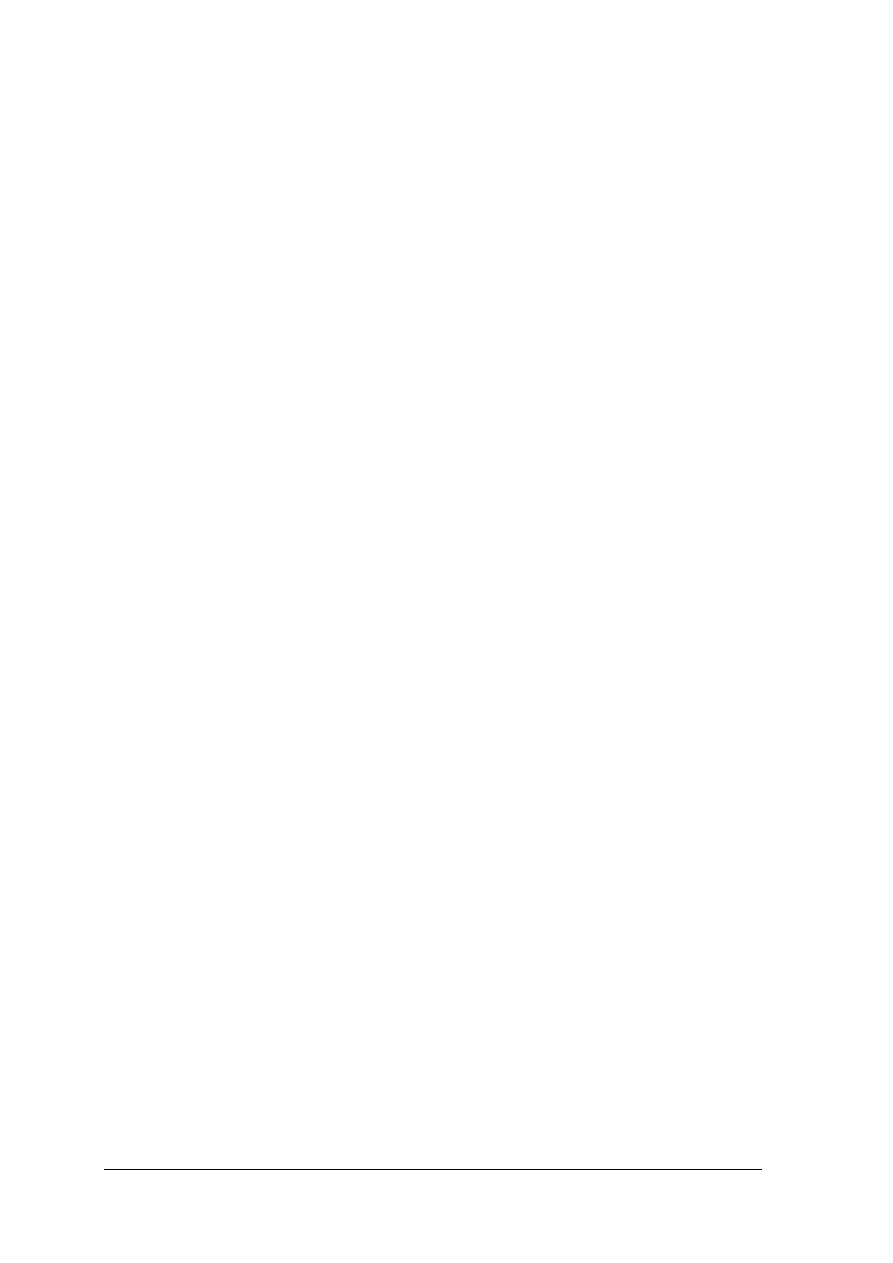
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
–
wyrównywarka,
–
ścierarka,
–
rowkowarka,
–
klejarka otoków,
–
instrukcje obsługi ww. maszyn,
–
instrukcja technologiczna opracowania podeszew do obuwia przeszywano-dublowanego,
–
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj obróbki podeszwy gumowej do obuwia klejonego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać obróbki podeszwy do obuwia klejonego,
3) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
–
wycięte podeszwy,
–
instrukcje technologiczne obróbki podeszew,
–
ścierarka podeszew,
–
frezarka podeszew,
–
instrukcje obsługi maszyn,
–
literatura z rozdziału 6.
Ćwiczenie 4
Scharakteryzuj proces obróbki podeszew w stosie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć film dydaktyczny,
3) dokonać analizy filmu,
4) zanotować informacje prezentowane w filmie (materiały stosowane do produkcji,
operacje, maszyny),
5) obejrzeć film ponownie,
6) zweryfikować i ewentualnie uzupełnić zapisany tekst,
7) zaprezentować ćwiczenie na forum klasy,
8) uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces produkcji podeszew na zestawie maszyn RALPHS,
–
odtwarzacz,
–
prospekty maszyn i urządzeń wykorzystywanych do produkcji podeszew,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować konstrukcję podeszew w zależności od rodzaju
i przeznaczenia?
2) scharakteryzować technologię produkcji podeszew przeznaczonych
do różnych systemów montażu obuwia?
3) opracować podeszwy do obuwia przeszywanego?
4) opracować podeszwy do obuwia klejonego?
5) podać podobieństwa i różnice przy opracowaniu podeszew do obuwia
kołkowanego i przeszywanego?
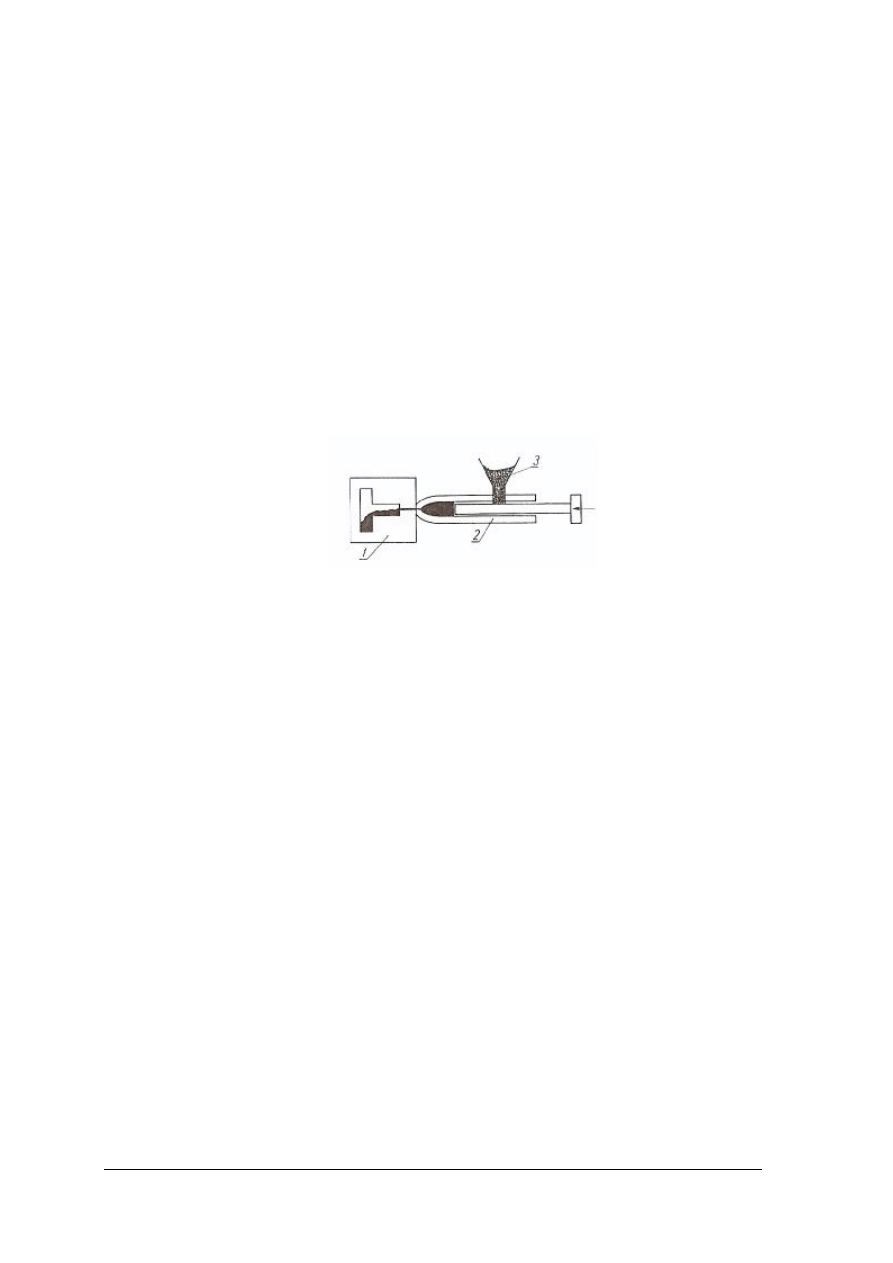
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5. Produkcja elementów spodowych z tworzyw sztucznych
i gumy
4.5.1. Materiał nauczania
Zastosowanie tworzyw sztucznych i gumy w przemyśle obuwniczym pozwoliło na
znaczne uproszczenie procesu produkcji. Pozwoliło na produkcję gotowych podeszew
poprzez wtrysk, wulkanizację i odlewanie, przez co został wyeliminowany rozkrój
materiałów.
Do otrzymywania podeszew metodą wtrysku stosuje się różnego rodzaju wtryskarki.
W zależności od konstrukcji układu wtryskowego można je podzielić na wtryskarki:
ślimakowe, ślimakowo-tłokowe oraz tłokowe z wstępnym uplastycznieniem tworzywa.
Wtryskarki obuwnicze mają dwa zespoły elementów: układ wtryskowy oraz układ stanowisk
z formami. Schemat wtryskarki przedstawiono na rysunku 14.
Rys. 14. Schemat wtryskarki [8, s. 185] 1 – forma, 2 – płaszcz grzejny, 3 – sproszkowane tworzywo
W przemyśle obuwniczym najczęściej są stosowane wtryskarki z jednym układem
wtryskowym, który zaopatruje 6–14 stanowisk z formami. Zasadniczym elementem
wtryskarek są formy, w których upłynniona masa tworzywa przybiera kształt gotowego
elementu. Zadaniem form jest szybkie schłodzenie tworzywa i utrwalenie kształtu. Dlatego
niektóre formy posiadają kanały, przez które przepływa ciecz chłodząca (np. woda).
Przy formowaniu podeszew z mieszanek gumowych formy muszą być ogrzewane,
ponieważ zachodzi w nich wulkanizacja elementów formowanych. Formowanie metodą
wtrysku polega na doprowadzeniu mieszanki gumowej do gorącej formy, w której następuje
wulkanizacja.
Przy wulkanizacji wyrobów porowatych stosuje się metodę wzrostu, która polega na tym,
że do formy wkłada się półprodukt mniejszy od objętości wgłębień matrycy. Po umieszczeniu
matrycy w prasie wulkanizacyjnej porofory rozkładają się i mieszanka zwiększa swoją
objętość, wypełniając wolne przestrzenie formy.
Podeszwy mogą być formowane w systemie pośrednim lub bezpośrednim. Przy
zastosowaniu wtrysku bezpośredniego formy zamyka się metalowym kopytem, na którym
umieszczona jest zaćwiekowana cholewka. Metoda ta może być stosowana do produkcji
podeszew zarówno z gumy, jak i tworzyw sztucznych.
Do najczęściej stosowanych surowców do produkcji podeszew z tworzyw
termoplastycznych zalicza się zmiękczony PCW, kopolimery EVA, polietylen modyfikowany
kauczukami, kopolimery butadienu i styrenu. Ponadto do produkcji gotowych podeszew
obuwia wykorzystuje się gumę i poliuretany.
Produkcja podeszew z PCW
Produkcja podeszew z litego polichlorku winylu przebiega w trzech fazach:
–
napełnianie zbiornika wsypowego granulatem PCW,
–
podgrzanie elementów układu wtryskowego do żądanej temperatury,
–
umocowanie form wtryskowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Faza wtrysku dzieli się na następujące etapy:
–
zamknięcie formy,
–
wtrysk płynnego tworzywa,
–
chłodzenie wypraski i pobranie przez układ wtryskowy następnej porcji granulatu PCW,
–
otwarcie formy i wyjęcie gotowej wypraski.
Granulat PCW przed wtryskiem należy ogrzać do temperatury około 180
o
C. Temperatura
ścianek cylindra powinna wzrastać w kierunku od otworu wsypowego do dyszy wtryskarki.
Niska temperatura w strefie zasilania umożliwia lepsze podawanie granulatu.
Temperatura ma zasadnicze znaczenie w procesie formowania wyrobów. Zbyt wysoka
temperatura cylindra prowadzi do rozkładu PCW i wydzielania się chlorowodoru, za niska –
utrudnia płynięcie tworzywa w kanałach i formie, co powoduje niecałkowite wypełnienie
formy a na gotowych elementach są widoczne ślady płynięcia.
Ilość PCW dozowanego do formy jest regulowana przez regulatory czasu wtrysku lub
czujniki, które po wypełnieniu formy zamykają zawór dyszy.
Formy wtryskowe nagrzewają się od stopionego PCW. W celu skrócenia czasu
formowania wytwarzanych elementów stosuje się często chłodzenie form wodą. Należy
jednak pamiętać by temperatura nie byłą niższa niż 20
o
C, ponieważ może nastąpić nadmierny
skurcz lub deformacja, która w efekcie powoduje pękanie podeszew w czasie eksploatacji.
Wytwarzanie spodów obuwia z PCW porowatego odbywa się w podobny sposób jak
z PCW litego. Różnica polega tylko na tym, że gdy płynne tworzywo znajduje się już
w formie następuje przesunięcie układu dociskowego i zwiększenie objętości formy, co
pozwala na rozprężenie środków porotwórczych i powstanie struktury porowatej.
Produkowane są również spody obuwia z PCW modyfikowanego poliuretanem lub
kauczukami nitrylowymi. Technologia wtrysku jest zależna od składu granulatu.
Produkcja podeszew gumowych
Produkcja podeszew gumowych metodą wtrysku polega na doprowadzeniu w specjalnej
komorze mieszanki gumowej do stanu płynności i wtłoczeniu płynnej masy do gorącej formy,
w której następuje proces wulkanizacji.
Przy produkcji podeszew z mieszanek gumowych należy przestrzegać następujących
zasad:
–
cylinder należy ogrzewać do temperatury 70÷120
o
C; wyższe temperatury mogą stwarzać
niebezpieczeństwo wulkanizowania mieszanki w cylindrze,
–
ciśnienie wtrysku powinno wynosić powyżej 50 MPa, a czasami nawet 80 MPa,
–
formy powinny być ogrzewane do temperatury 160÷200
o
C, wymaganej przy
wulkanizacji,
–
siła docisku form powinna być duża, aby zapobiec wyciekaniu mieszanek gumowych.
Metodą wtrysku można w zasadzie przetwarzać wszystkie mieszanki gumowe. Proces ten
stwarza jednak pewne ograniczenia i narzuca dodatkowe wymagania, a mianowicie:
–
mieszanki powinny być przygotowane w postaci odpowiedniej do zasilania wtryskarki,
np.: w formie granulatu lub wstęg,
–
proces uplastyczniania mieszanki i jej przepływ przez ślimak powinien przebiegać z jak
największą wydajnością,
–
lepkość mieszanki powinna być tak dobrana, aby wtrysk następował jak najszybciej,
–
zespół wulkanizacyjny powinien być tak dobrany, aby wulkanizacja w formie
następowała jak najprędzej, ale w cylindrze i kanałach nie zachodziła przedwczesna
wulkanizacja,
–
mieszanka powinna mieć odporność na wysokie temperatury, aby na ścianach produktu
nie następowała degradacja kauczuku i innych składników mieszanki, np. zmiękczaczy.
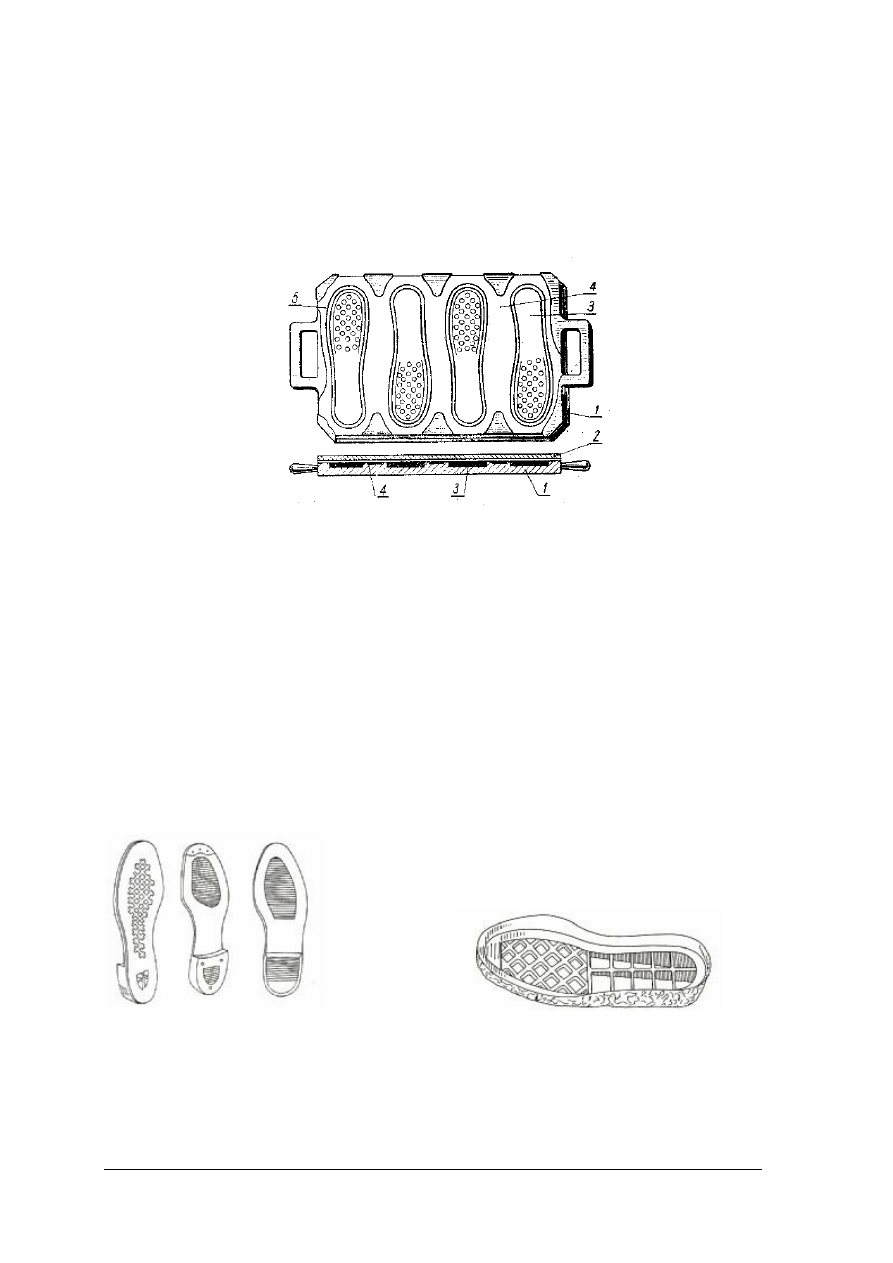
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Czynnikiem decydującym w głównym stopniu o przydatności mieszanki jest jej skład.
Przede wszystkim ważny jest dobór kauczuku. Najlepsze są kauczuki butadienowo-
styrenowe.
Podeszwy gumowe monolitowe formuje się za pomocą matrycy (rys.15), która składa się
z korpusu i pokrywy. Gniazda protektorowe formują zewnętrzną część podeszwy, a pokrywa
– wewnętrzną. Korpus matrycy wypełnia się produktem kauczukowym, przykrywa pokrywą
i poddaje wulkanizacji, stosując odpowiednią temperaturę i ciśnienie.
Rys. 15. Matryca do formowania podeszew monolitowych [7, s. 262]: 1 – korpus, 2 – pokrywa, 3 – gniazda,
4 –wgłębienie międzygniazdowe, 5 – obrzeże matrycy
Podeszwy formowane dzieli się na podeszwy zwykłe oraz łączone z innymi elementami
spodu obuwia. Podeszwy mogą być profilowane lub nie profilowane. Nie profilowane
podeszwy formowane mają jednakową grubość we wszystkich częściach, w części
zelówkowej i śródstopiu mają ryflowany protektor, natomiast strona druga jest gładka.
Profilowane podeszwy formowane mają podobny protektor, ale grubość na całej płaszczyźnie
nie jest jednakowa – największa w miejscu czubka, najcieńsza w śródstopiu.
Podeszwy formowane łączone z innymi elementami obuwia mają bardzo zróżnicowane
konstrukcje. Dawniej były stosowane podeszwy monolitowe (rys. 16) i półmonolitowe,
obecnie stosuje się podeszwy łączone z obcasem i niekiedy wypełnieniem. Duże
zastosowanie znajdują podeszwy o żeberkowym ryflowaniu oraz podeszwy miskowe.
Podeszwy miskowe mają górne brzegi podwinięte ku górze tak, że przylegają do cholewki
ponad krawędź podeszwy (rys.17).
Rys. 16. Spody monolitowe [8, s. 249].
Rys. 17. Podeszwy miskowe [8, s. 249].
Produkcja podeszew poliuretanowych
Podstawowym procesem chemicznym w produkcji podeszew poliuretanowych jest
reakcja poliaddycji składników wyjściowych, w wyniku której otrzymuje się tworzywo
poliuretanowe. Wymieszane w komorze mieszania składniki w postaci ciekłej mieszaniny
wprowadza się pod niewielkim ciśnieniem do formy, która ma kształt i objętość podeszwy
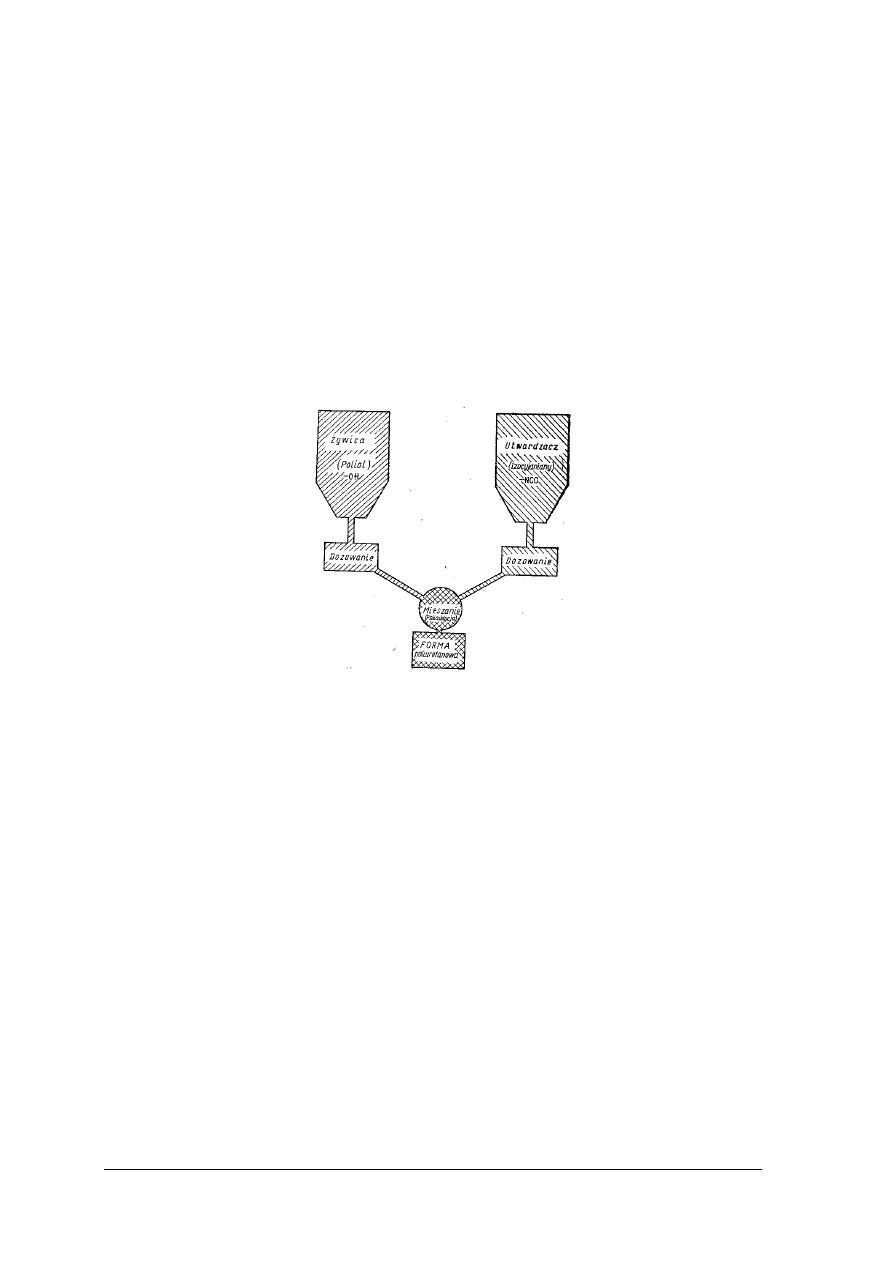
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
obuwia. Objętość wprowadzanej mieszaniny musi być mniejsza od pojemności formy,
ponieważ w wyniku zachodzącej reakcji chemicznej masa poliuretanowa zwiększa swoją
objętość. Po zakończeniu reakcji podeszwy wyjmuje się z formy i poddaje operacjom
wykończenia. Podeszwy następnie są łączone z wierzchem przez przyklejanie. Spody
poliuretanowe produkuje się także metodą wtrysku bezpośredniego na zaciągniętą na kopyto
cholewkę.
Znane są trzy metody otrzymywania podeszew poliuretanowych przez odlewanie:
–
jednostopniowa,
–
prepolimerowa,
–
quasi-prepolimerowa.
Metoda jednostopniowa polega na tym, że składniki są mieszane w agregacie wtryskowym
bez uprzedniego przeprowadzenia wstępnych przygotowawczych reakcji chemicznych.
Wtrysk mieszaniny do form może przebiegać pod ciśnieniem lub bezciśnieniowo z urządzeń
dozujących (rys.18).
Rys. 18. Schemat procesu otrzymywania spodów poliuretanowych metodą jednostopniową [1, s. 183
].
W metodzie prepolimerowej proces przebiega dwustopniowo. Najpierw w specjalnych
reaktorach przeprowadza się reakcje poliolu z izocyjanianem, w wyniku której otrzymuje się
ciekły prepolimer. Następnie miesza się prepolimer ze środkami przedłużającymi łańcuch
poliuretanu, katalizatorami i innymi składnikami. Proces ten odbywa się w agregatach
dozujących lub wtryskowych. Wadą tej metody jest mała trwałość mieszaniny i ograniczony
czas jej magazynowania.
W metodzie quasi-prepolimerowej w pierwszej fazie miesza się izocyjanian tylko
z częścią niezbędnego do całkowitej reakcji poliolu. Następnie w drugim etapie ciekły
prepolimer miesza się z innymi komponentami w agregacie wtryskarki albo w urządzeniu
dozującym w równych proporcjach ilościowych (1:1). W metodzie tej, w porównaniu do
poprzednio omówionych, łatwiejsze jest dozowanie oraz kontrola procesów [1, s. 184].
Produkcja podeszew poliuretanowych jest przeprowadzana w specjalnych agregatach,
których zasadniczymi elementami są układ mieszająco-dozujący układ stanowisk z formami
oraz formy. W układzie mieszająco-dozującym odbywa się dokładne dozowanie i mieszanie
składników. W pracy tego układu można wyróżnić następujące etapy:
–
kondycjonowanie składników – wymaga utrzymywania w zbiornikach zawierających
komponenty poliuretanu stałej temperatury ok. 50
o
C, niezbędnej do stopienia
i utrzymania odpowiedniej lepkości masy; zbiorniki są wyposażone w mieszadła,
–
dozowanie - dostarczenie odpowiedniej ilości mieszaniny do komory mieszającej
zapewnia urządzenie w formie pompy o określonych parametrach,
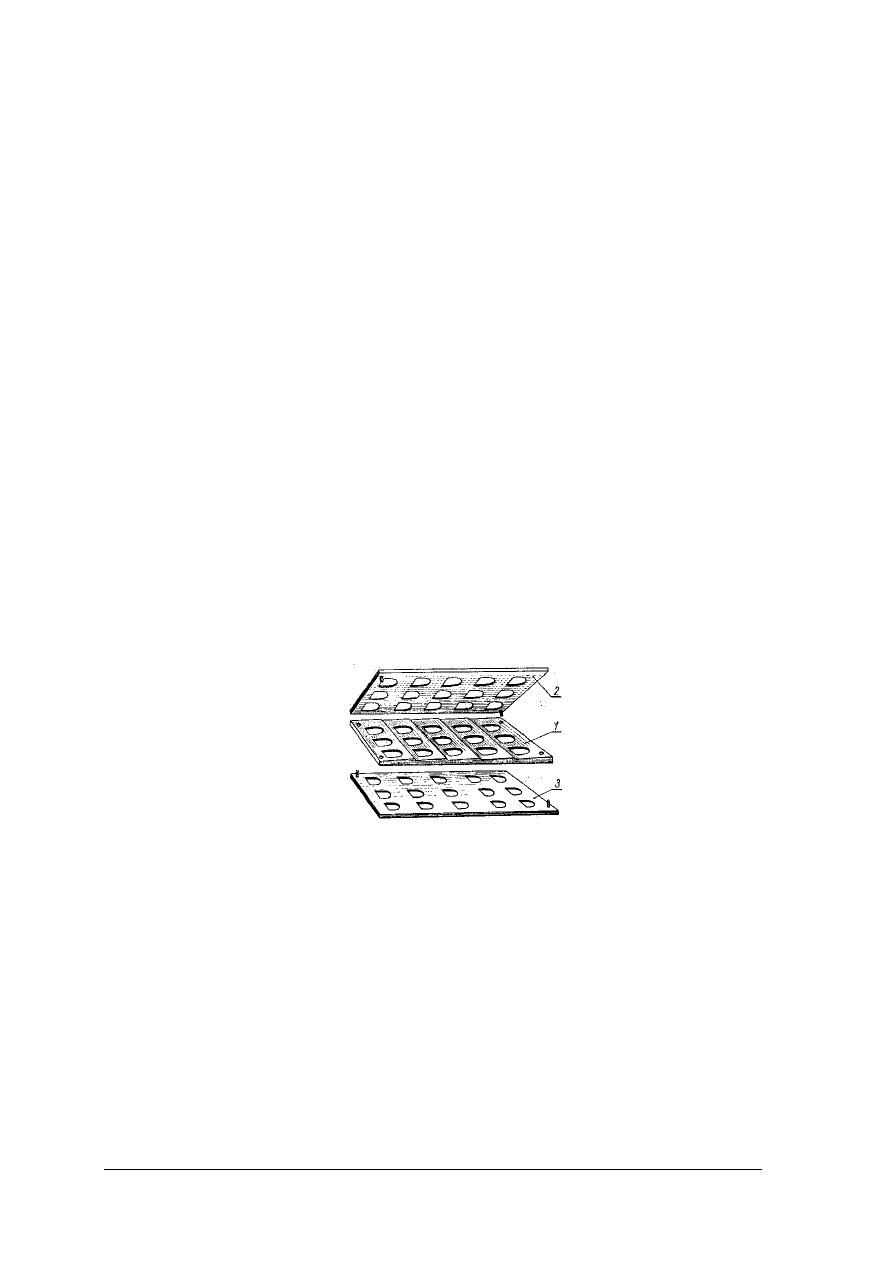
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
–
mieszanie składników – odbywa się w komorach mieszających; wymieszanie składników
mieszaniny i jej wtłoczenie do formy następuje wskutek dużej prędkości obrotowej
ślimaka,
–
napełnianie form –odbywa się bezciśnieniowo do otwartych form lub pod niewielkim
ciśnieniem (ok. 0,2 MPa) do form zamkniętych.
Układ stanowisk składa się z dużej ilości form, które są lekkie, ponieważ ciśnienie
wtrysku jest mniejsze niż przy innych tworzywach termoplastycznych. Duża liczba form jest
konieczna ze względu na dłuższy czas utwardzania poliuretanu, który wynosi od 2 do 5
minut.
Formowanie
podeszew
poliuretanowych
można
wykonać
bezpośrednio
na
zaćwiekowanych cholewkach lub metodą pośrednią, która polega na formowaniu
pojedynczych elementów. Najczęściej podeszwy formuje się metodą odlewania, w której
ciekła mieszanina wylewana z głowicy wypełnia otwartą formę; forma jest zamykana po
odsunięciu głowicy agregatu. Stosuje się także formowanie podeszew metodą wtrysku, przy
zastosowaniu której napełniana forma jest zamknięta. Tworzywo podane jest przez kanał
wtryskowy, który po napełnieniu formy jest zamykany, aby uniemożliwić wyciek tworzywa.
Produkcja obcasów formowanych
Do elementów spodu obuwia otrzymywanych przez formowanie należą również obcasy.
Mogą one być formowane z gumy (obcasy niskie) lub poliamidu czy polistyrenu (obcasy
podwyższone). Produkcja obcasów przebiega podobnie jak podeszew, tylko używa się innych
form.
Do produkcji obcasów używa się matrycy trzyczęściowej (rys.19). Część środkowa ma
otwory, które określają kontur obcasa, część dolna kształtuje protektor wierzchnika, górna zaś
– wgłębienie w miejscu podsadki. Po wypełnieniu gniazd produktem kauczukowym dokonuje
się wulkanizacji w prasie.
Rys.19. Matryca do wulkanizowania obcasów [8, s. 263]: 1 – płyta z gniazdami przelotowymi, 2 – płyta
z gniazdami formującymi górną część obcasa, 3 – płyta z gniazdami formującymi dolną część obcasa.
Technologia produkcji obcasów jest zależna od rodzaju obcasów. Produkcja obcasów
formowanych z tworzyw sztucznych obciąganych materiałem wierzchnim (obcas
granulowany poliamid, obciągnięcie - boks cielęcy) wymaga wykonania następujących
czynności:
–
zasypywania granulatu do komory grzewczej wtryskarki,
–
wtrysk tworzywa do formy,
–
oddzielanie przetłoków,
–
ścienianie obciągnięć obcasa z boksu cielęcego,
–
nanoszenie kleju na obcas i obciągnięcie,
–
suszenie kleju,
–
obciąganie obcasów i prasowanie,
–
nakładanie wierzchników (wierzchniki wymienne wciskane),
–
kontrola i kompletowanie obcasów.
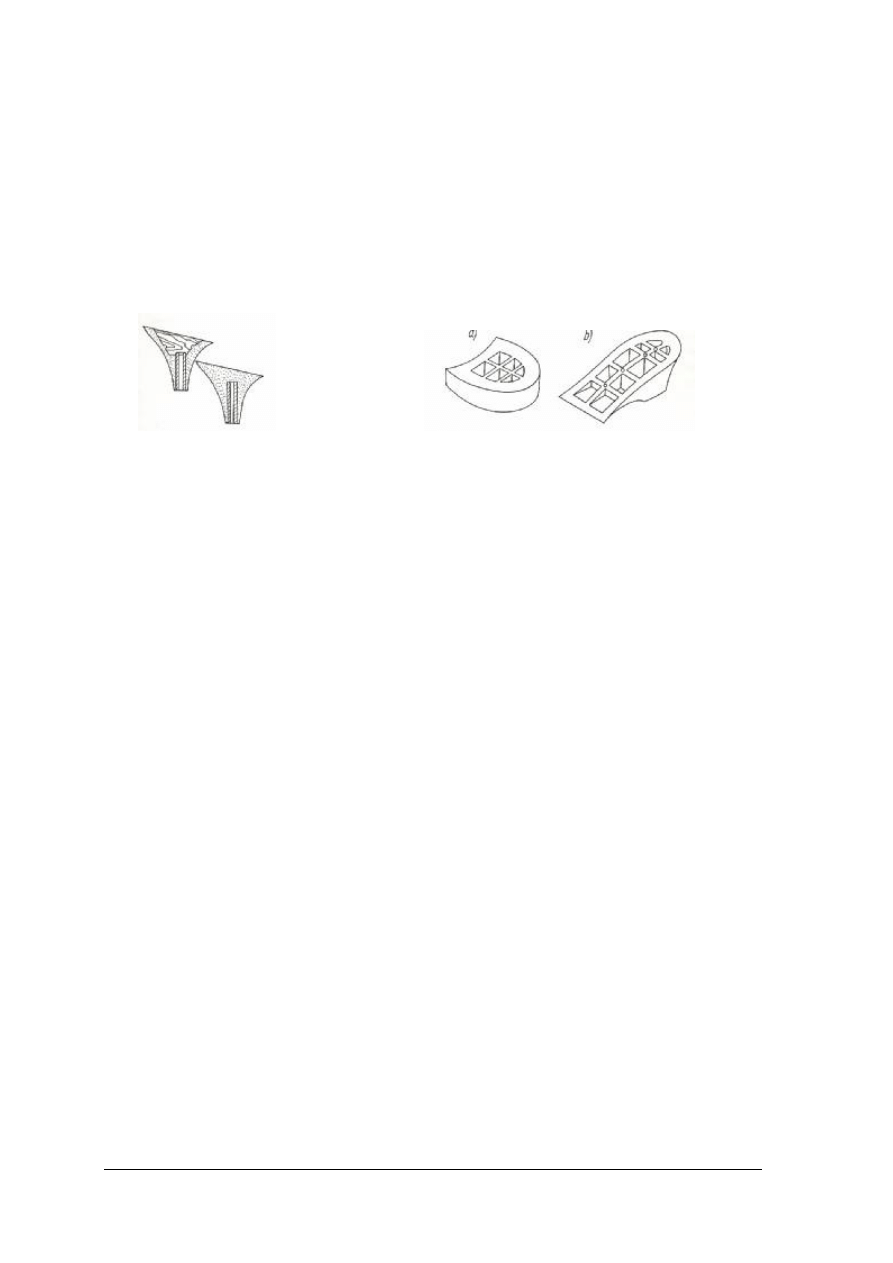
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Produkcja obcasów do obuwia męskiego metodą wtrysku, w kombinacji z gumowym
wierzchnikiem (obcas – granulowany polietylen, wierzchnik – guma) polega na wykonaniu
następujących czynności:
–
zasypywanie granulatu do komory grzewczej wtryskarki,
–
wkładanie gumowych wierzchników (wcześniej uformowanych) do form wtryskowych
i wtrysk mieszanki,
–
oddzielanie przetłoków,
–
kontrola i kompletowanie obcasów.
Przykłady obcasów formowanych metodą wtrysku przedstawiają rysunki 20 i 21.
Rys. 20. Obcasy z tulejką wzmacniającą [8, s. 230]. Rys. 21. Obcasy otrzymywane metodą wtrysku [8, s.231].
Obróbka elementów i błędy procesu obróbki
Elementy obuwia otrzymywane metodą wtrysku lub odlewania podlegają dalszej obróbce
polegającej na: usuwaniu wylewów, barwieniu lub lakierowaniu, oklejaniu.
Przed wykończaniem przez lakierowanie lub barwienie elementy muszą być
bezwzględnie odtłuszczone (usunięcie oleju silikonowego wykorzystywanego do
spryskiwania
form). Operację powyższą przeprowadza się w tzw. pralnicach
w rozpuszczalnikach organicznych (np. tetrachloroetylenie).
Barwienie i lakierowanie podeszew i obcasów można przeprowadzać metodą natryskową
lub kąpielową. Tę ostatnią metodę stosuje się dla tych elementów obuwia, które mają gładką
powierzchnię, bez żadnych zdobień, lub bieżnik umożliwiający całkowite spłynięcie lakieru.
Metoda barwienia kąpielowego polega na nanoszeniu na powierzchnię podeszew lub
obcasów farby kryjącej przez zanurzenie obcasów w kąpieli barwiącej. Środki kryjące nie
mogą rozpuszczać się w wodzie w temp. do 95
o
C, nie mogą rozpuszczać powierzchni obcasa;
muszą dawać trwałe połączenie z powierzchnią obcasa i szybko wysychać. Nanoszenie jest
dwufazowe, najpierw nanosi się środki podkładowe, a następnie kryjące.
Inna metoda lakierowania obcasów polega na pneumatycznym natryskiwaniu pistoletami.
Pistolet natryskowy z wąską dyszą jest ustawiony prostopadle do zamocowanego obcasa,
który dokonuje półobrotów w obie strony, co pozwala na równomierne pokrycie całej
powierzchni obcasa. Metodą pneumatyczną można dokonywać lakierowania jednobarwnego,
wielobarwnego, imitującego obcasy składkowe.
Oklejaniu poddaje się obcasy. Do obciągania można zastosować folię z tworzyw
sztucznych. Częściej jednak obciąga się obcasy materiałem z którego wykonane są wierzchy
obuwia.
Błędy procesu obróbki
Podczas formowania elementów z tworzyw sztucznych i gumy dochodzi do powstawania
wielu wad wynikających ze źle dobranych parametrów procesu wtrysku czy wulkanizowania
lub ze złego składu surowców użytych do wytwarzania elementów. Niektóre z tych wad
i przyczyny ich powstawania przedstawia tabela 3.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Tabela 3. Wady elementów obuwia wytwarzane metodą wtrysku i wulkanizowania oraz przyczyny ich
powstawania
Rodzaje wad
Przyczyny powstawania
Niedolewy spodu
–
zbyt mała plastyczność mieszanki gumowej,
–
mieszanka gumowa podwulkanizowana,
–
zbyt wysoka temperatura form lub zbyt niskie ciśnienie prasy.
Pęcherze powietrza, pory na
powierzchni
lub
wewnątrz,
wklęśnięcia
–
nadmierna wilgotność składników mieszanki gumowej,
–
nierównomierne ich wymieszanie,
–
zbyt wysoka temperatura wulkanizacji.
Rozwarstwianie obcasa
–
częściowe zwulkanizowanie mieszanki gumowej,
–
nieodpowiedni skład mieszanki,
–
zanieczyszczenie powierzchni wsadu.
Nierówna
powierzchnia,
wgniecenia,
załamania,
szorstkość
–
zbyt grubo zmielone sproszkowane składniki mieszanki,
–
zły stan matryc.
Nierówna barwa, plamy
–
niedokładne zmielenie i wymieszanie pigmentów,
–
zanieczyszczenia mieszanki gumowej tłuszczem.
Przetłoki
−
zbyt duże ciśnienie lub wysoka temperatura,
−
uszkodzenie wyłącznika wtryskarki.
Deformacja spodu
−
zbyt wysoka temperatura wtrysku.
Puchnięcie obcasa
−
zbyt krótki czas chłodzenia.
Zmatowienie powierzchni, ślady
płynięcia tworzyw
−
zbyt niska temperatura wtrysku.
Niedolewy w czubku
−
zbyt niskie ciśnienie i temperatura,
−
nieodpowiedni przekrój dyszy wtryskarki,
−
zbyt grube wypełnienie przedstopia.
Ocena procesu wytwarzania elementów spodu obuwia według kryteriów technicznych,
ekonomicznych i organizacyjnych
Procesy opracowania elementów spodu obuwia możemy oceniać w oparciu o wiele
kryteriów. Z reguły są to kryteria technologiczne i ekonomiczne, które są wzajemnie
uzależnione. Kryteria technologiczne decydują o ekonomice procesu przygotowania spodów
obuwia do montażu.
W przypadku opracowania elementów spodu obuwia z materiałów płaskich trzeba
wykonać szereg czynności takich jak: dwojenie, wyrównywanie grubości, ścieranie, klejenie
itp. Wymaga to dużego nakładu pracy i zastosowania szeregu maszyn. Wykorzystanie
tworzyw sztucznych i gumy do produkcji obuwia znacznie obniżyło koszty przygotowania
elementów spodu obuwia. Zastosowanie podeszew monolitowych i obcasów z gumy
i tworzyw sztucznych w znacznym stopniu uprościło proces technologiczny. Opracowanie
tych elementów do montażu obuwia systemem klejonym ogranicza się do mechanicznego lub
chemicznego przygotowania powierzchni do klejenia. Zostają więc wyeliminowane operacje
dwojenia, wyrównywania grubości, wykończania brzegów, itp. Wykorzystanie tworzyw
sztucznych w procesie wytwarzania elementów obuwia pozwoliło również na wprowadzenie
mechanizacji i automatyzacji procesu.
W procesie przygotowania elementów obuwia, funkcjonuje wiele wyspecjalizowanych
linii technologicznych zajmujących się na przykład produkcją podpodeszew, podeszew,
obcasów, zakładek, podnosków, międzypodeszew, wyściółek, otoków, lamówek i tym
podobnym. W tym etapie wyspecjalizowane linie technologiczne, szczególnie w krajach
wysoko uprzemysłowionych, pracują najczęściej w systemie kooperacyjnym, to znaczy
wytwarzają produkty na indywidualne zlecenia producentów obuwia lub dostarczają je do
obrotu rynkowego. Zmasowany system produkcji stwarza warunki do wzmożonej
mechanizacji i automatyzacji procesów technologicznych, co ma niewątpliwy wpływ na
koszty wytwarzania. Wiele zakładów rezygnuje z utrzymywania własnych wydziałów
opracowania części spodowych obuwia i zaopatruje się w elementy obuwia (podeszwy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
podpodeszwy, zakładki i inne) na rynku, gdyż są tańsze i mają wyższą jakość, niż te
wytwarzane samodzielnie. To pozwala na tworzenie nowych wyspecjalizowanych podmiotów
gospodarczych, które mechanizują i automatyzują procesy technologiczne i eliminują prace
ręczne. Nowoczesne urządzenia zaopatrzone są w mikroprocesory i komputery, ułatwiające
i kontrolujące proces produkcji. Gwarantuje to obniżenie kosztów, lepszą jakość
wytwarzanych elementów oraz ich powtarzalność.
Konieczność stosowania mechanizacji i automatyzacji procesów wytwarzania obuwia
wynika z wielu przesłanek, spośród których na pierwsze miejsce wysuwa się potrzeba
zwiększenia wydajności pracy i zmniejszenia zatrudnienia. Jest to przesłanie wyjątkowo
ważne dla krajów wysoko rozwiniętych i rozwijających się jak np. Polska, gdzie koszty pracy
są coraz wyższe.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie surowce wykorzystuje się do formowania podeszew?
2. Jak przebiega proces produkcji podeszew z polichlorku winylu?
3. Jak wytwarza się podeszwy gumowe?
4. Jakimi metodami produkuje się spody poliuretanowe?
5. Jakie parametry obowiązują przy produkcji tworzyw termoplastycznych?
6. Jakie różnice występują przy formowaniu podeszew z tworzyw sztucznych i z gumy?
7. Jakie wady występują przy formowaniu elementów spodu obuwia z gumy i tworzyw
sztucznych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj produkcję podeszew z PCW i gumy metodą wtrysku. Wskaż
podobieństwa i różnice.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) omówić proces produkcji podeszew z PCW,
3) omówić produkcję podeszew gumowych,
4) wskazać podobieństwa i różnice (parametry wtrysku, temperatury form),
5) zaprezentować ćwiczenie na forum grupy,
6) wziąć udział w dyskusji o podobieństwach i różnicach w produkcji podeszew z PCW
i z gumy.
Wyposażenie stanowiska pracy:
–
kartki papieru,
–
przybory do pisania,
–
literatura dotycząca technologii produkcji podeszew z PCW i gumy.
Ćwiczenie 2
Rozróżnij podeszwy otrzymane metodą wtrysku i określ z jakich materiałów zostały
wykonane. Określ rodzaj podeszew (monolitowe, miskowe, profilowane, itp.).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) rozsortować podeszwy ze względu na materiał, z którego zostały wykonane,
3) podzielić podeszwy ze względu na budowę,
4) przedstawić ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
literatura zgodnie z wykazem w rozdziale 6,
–
różne rodzaje podeszew.
Ćwiczenie 3
Obejrzyj film dydaktyczny przedstawiający proces produkcji podeszew poliuretanowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć film dydaktyczny,
3) dokonać analizy filmu,
4) zanotować informacje prezentowane w filmie (materiały stosowane do produkcji,
operacje, maszyny),
5) obejrzeć film ponownie,
6) zweryfikować i ewentualnie uzupełnić zapisany tekst,
7) zaprezentować ćwiczenie na forum grupy,
8) uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces produkcji podeszew poliuretanowych,
–
odtwarzacz,
–
prospekty maszyn i urządzeń wykorzystywanych do produkcji podeszew,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z rozdziałem 6 poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić surowce stosowane do otrzymywania formowanych
elementów spodu?
2) wyjaśnić różnicę pomiędzy wtryskiem bezpośrednim i pośrednim?
3) scharakteryzować proces wytwarzania podeszew z PCW?
4) wyjaśnić w jaki sposób formuje się elementy spodu obuwia z gumy?
5) wymienić rodzaje podeszew formowanych?
6) scharakteryzować metody produkcji podeszew poliuretanowych?
7) omówić produkcję obcasów metodą wtrysku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to pytania wielokrotnego wyboru.
Test składa się z 14 zadań z poziomu podstawowego oraz 6 zadań z poziomu
ponadpodstawowego i te mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to pytań o numerach od 15 do 20).
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz odpowiedź, którą uważasz za poprawną.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonania zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
10. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 45 minut.
Powodzenia!
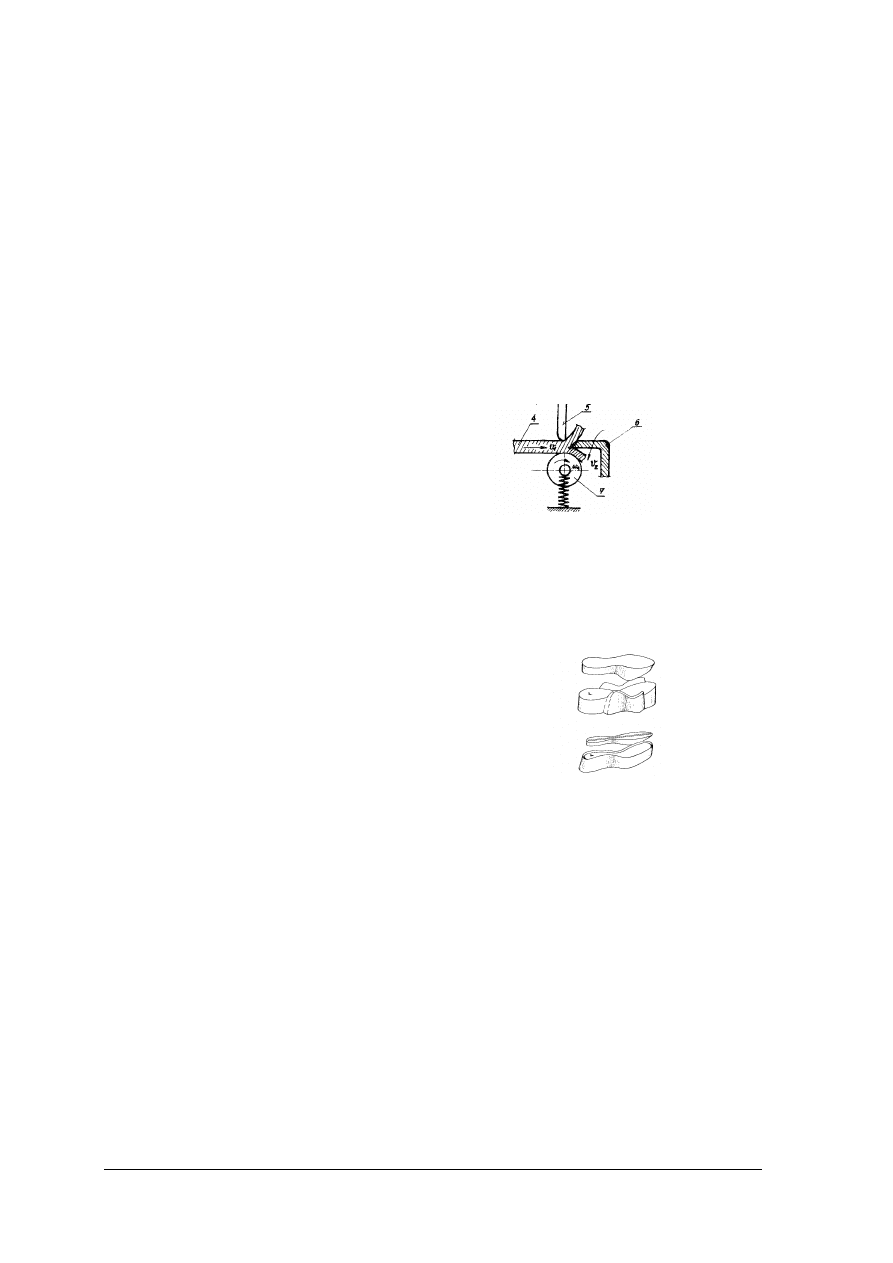
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
ZESTAW ZADAŃ TESTOWYCH
1. Dwojenie polega na
a) dzieleniu elementu w płaszczyźnie równoległej do jego powierzchni.
b) oddzielaniu warstwy materiału tylko na pewnej szerokości.
c) przygotowaniu powierzchni do klejenia.
d) wykończeniu brzegów podpodeszew.
2. Operacji wyrównywania grubości poddaje się
a) podnoski i zakładki z tworzyw termoplastycznych i chemoutwardzalnych.
b) podeszwy, podpodeszwy, składki obcasa, zakładki ze skóry naturalnej.
c) podeszwy ze skóry wtórnej i sztucznej.
d) podeszwy gumowe.
3. Rysunek poniżej przedstawia schemat
a) dwojenia.
b) ścieniania.
c) frezowania.
d) ścierania.
4. Ścieniarka z wałkiem negatywowym służy do ścieniania
a) podpodeszew.
b) podsuwek.
c) podeszew, wzmocnień podpodeszew, zakładek.
d) międzypodeszew.
5. Na rysunku zamieszczono formy do formowania
a) zakładek.
b) obcasów.
c) podnosków.
d) podpodeszew.
6. Formowanie podpodeszew ma na celu
a) nadanie elementom obuwia żądanego kształtu.
b) zmniejszenie grubości.
c) zmechacenie powierzchni.
d) wyrównanie grubości.
7. Nadcinanie wargi przeprowadza się przy produkcji podpodeszew
a) do obuwia klejonego.
b) do obuwia pasowego.
c) klasycznych.
d) typu Plastak.
8. Formy do formowania zakładek składają się z
a) jednej części.
b) dwóch części.
c) trzech części.
d) czterech części.
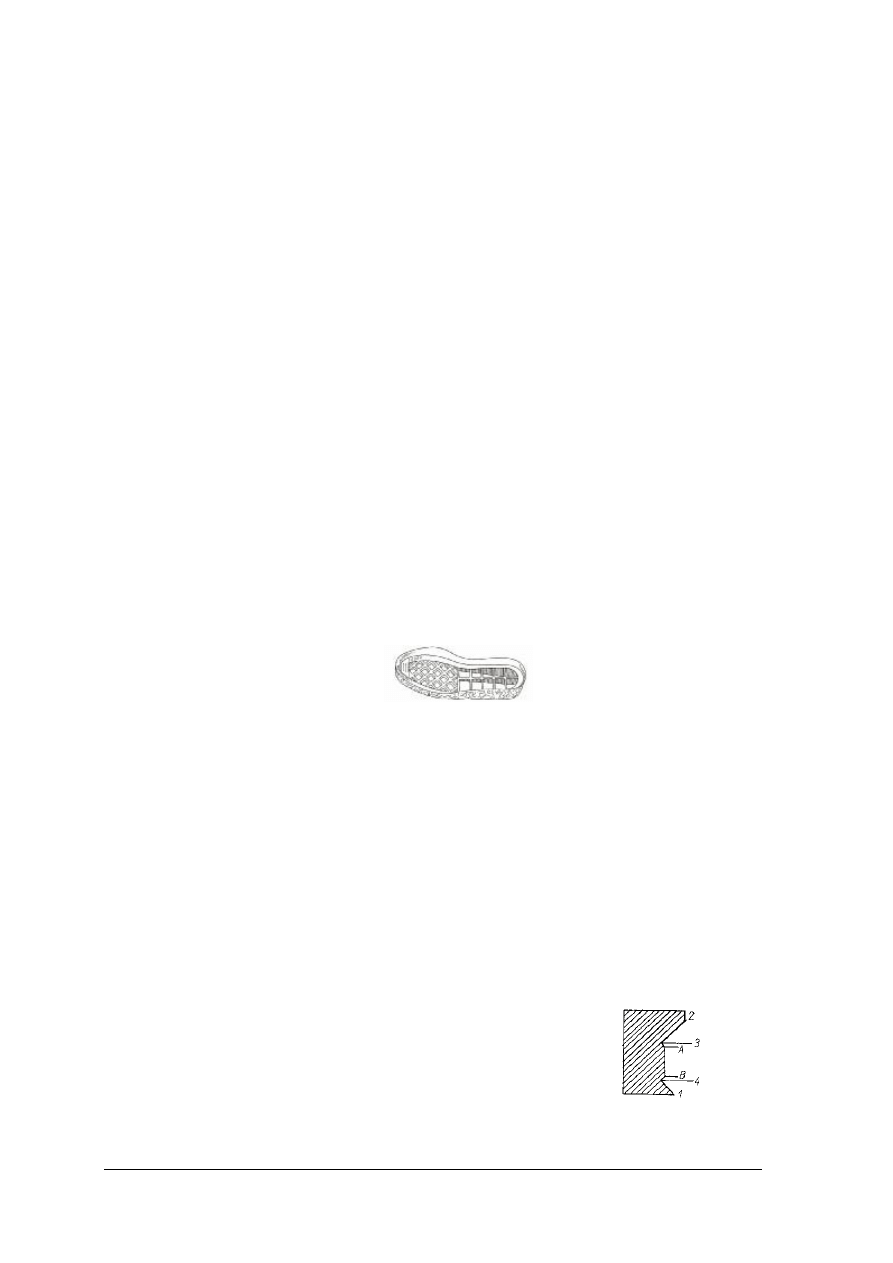
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
9. Poprzez lamowanie i obciąganie wykończa się
a) podeszwy.
b) podpodeszwy obuwia paskowego i obcasy.
c) podpodeszwy klasyczne.
d) podsuwki.
10. Dwojenie elementów spodu obuwia ma na celu
a) uzyskanie żądanej grubości i wyrównanie grubości.
b) zmechacenie powierzchni.
c) uzyskanie określonego kształtu.
d) nadanie wymaganego kształtu.
11. Przy produkcji podeszew z PCW należy pamiętać, aby temperatura form wynosiła około
a) 120
o
C.
b) 180
o
C.
c) 100
o
C.
d) 30
o
C.
12. Formowanie podeszew gumowych metodą wtrysku wymaga zastosowania następujących
parametrów
a)
temp. mieszanki180–190
o
C, temp. form 140–160
o
C, ciśnienie wtrysku 12 MPa.
b) temp. mieszanki120–150
o
C, temp. form 160–2000
o
C, ciśnienie wtrysku 30 MPa.
c)
temp. mieszanki 70–120
o
C, temp. form 160–200
o
C, ciśnienie wtrysku 50 MPa.
d) temp. mieszanki70–120
o
C, temp. form 25–30
o
C, ciśnienie wtrysku 50 MPa.
13. Zamieszczony poniżej rysunek przedstawia podeszwę
a) z tuniskóru.
b) miskową.
c) skórzaną.
d) do obuwia przeszywanego.
14. Formowanie podeszew metodą wtrysku pośredniego stosuje się do
a)
wulkanizacji podeszew.
b) łączenia podeszew z zaćwiekowaną cholewką.
c)
otrzymywania pojedynczych elementów.
d) wykończania podeszew.
15. Linia technologiczna Hollinger służy do automatycznej produkcji
a) podeszew.
b) podpodeszew.
c) podnosków.
d) zakładek.
16. Na rysunku przedstawiającym frez numerem 1 oznaczono
a) duże pióro.
b) małe pióro.
c) rowki do wykonania dekoracji.
d) profil powierzchni skrawania.
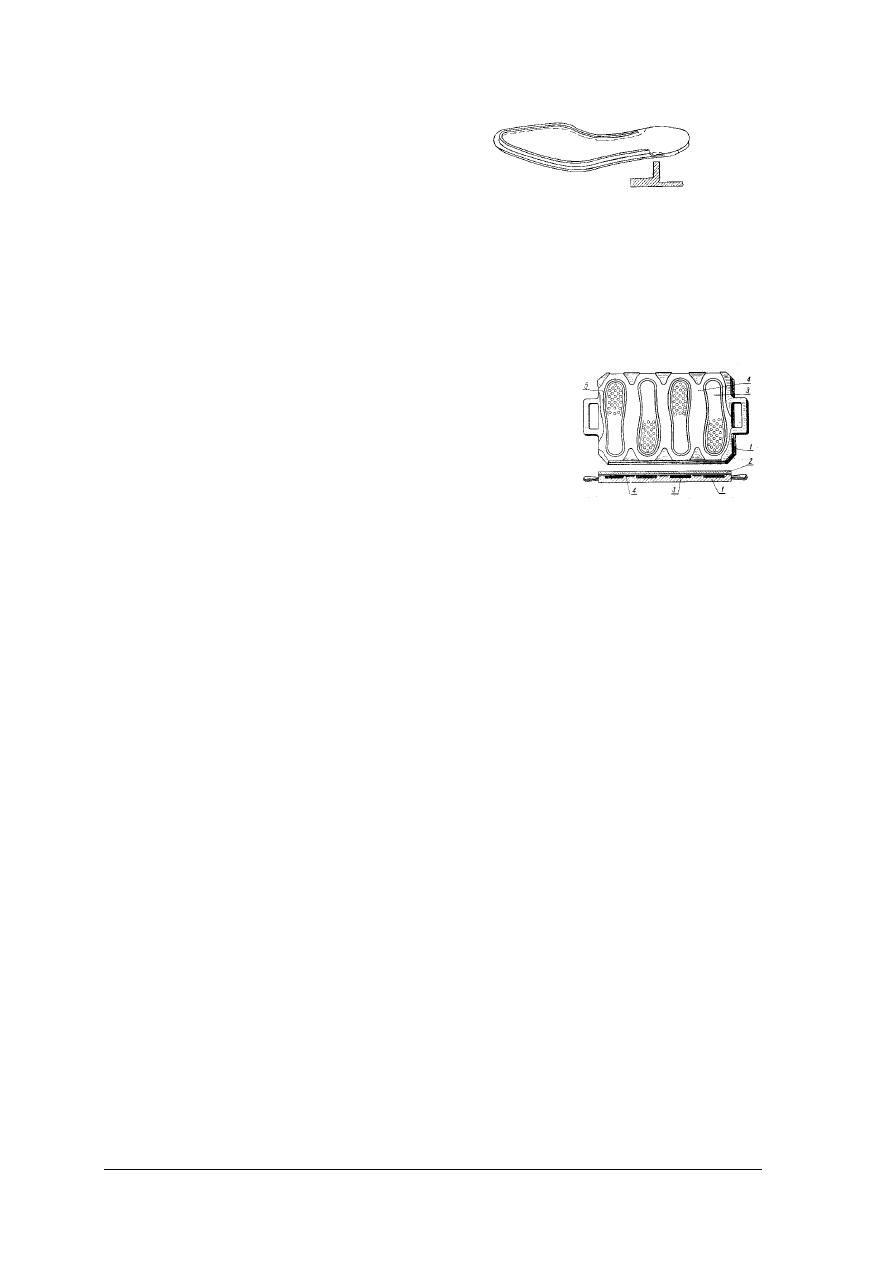
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
17. Zamieszczony rysunek ilustruje
a) podpodeszwę do obuwia pasowego.
b) podpodeszwę do obuwia gdynkowego.
c) podeszwę rowkowaną.
d) podeszwę miskową.
18. Siła nacisku podczas prasowania obcasów powinna wynosić
a) 1,5 kN.
b) 20 kN.
c) 300 kN.
d) 0,15 kN.
19. Na rysunku przedstawiającym matrycę numerem 3
oznaczono
a) pokrywę.
b) gniazda.
c) korpus.
d) obrzeże matrycy.
20. W podeszwie skórzanej do obuwia przeszywanego wykonuje się
a) wargę.
b) otok.
c) rysę.
d) ścienianie.
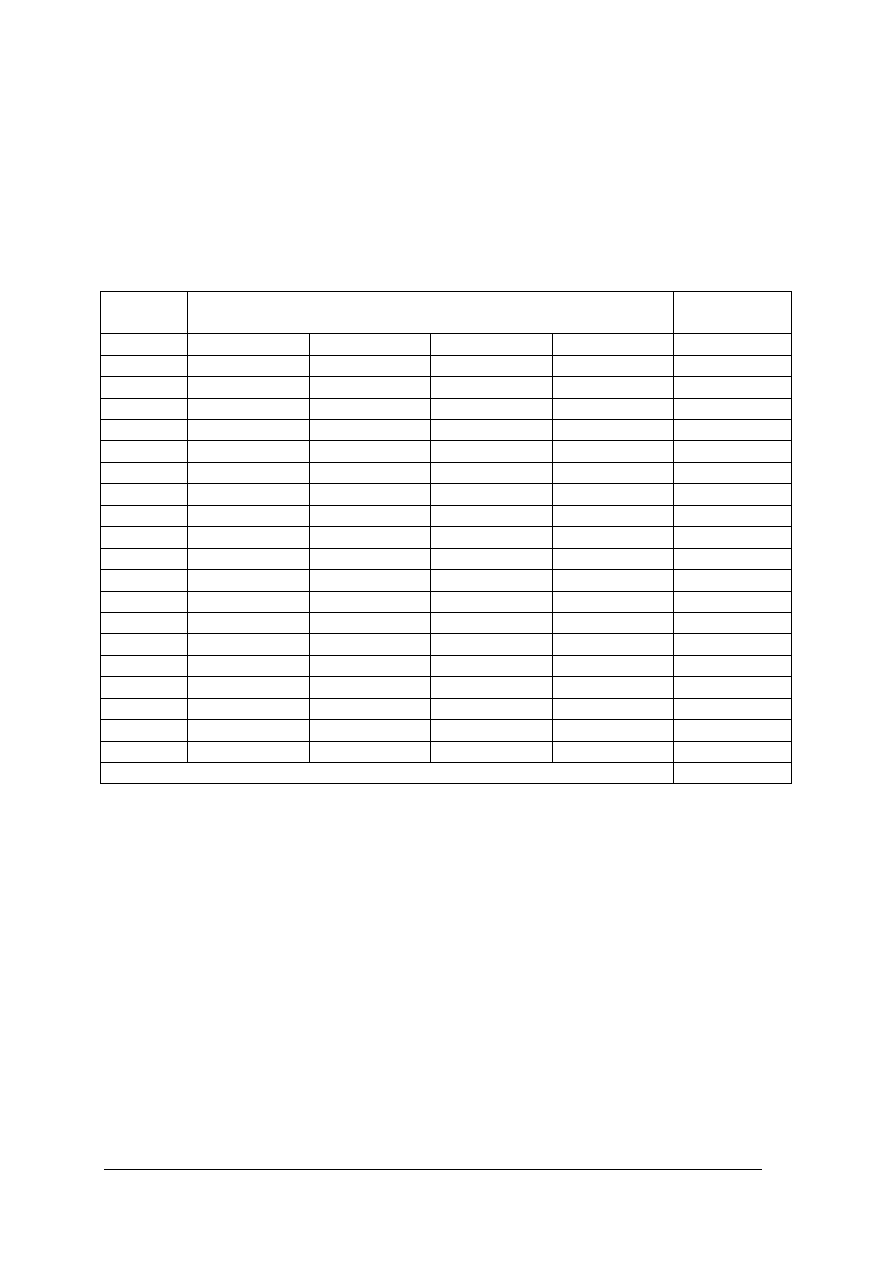
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
KARTA ODPOWIEDZI
Imię i nazwisko ...................................................................................................
Opracowanie elementów na spody obuwia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe. Cz. I. WSiP,
Warszawa 1983
2. Charasz A., Łuczyńska J., Matuszewski S., Suwart R., Olszewski A.: Oprzyrządowanie
do produkcji obuwia. Politechnika Radomska, Radom 1985
3. Christ J.W.: Technologia obuwia. WSiP, Warszawa 1986
4. Grabkowski M.: Obuwnictwo. WSiP, Warszawa 1992
5. Grabkowski M.(red.): Zarys teorii procesów wytwarzania obuwia. Politechnika
Radomska, Radom 2004
6. Grabkowski M.: Technika wytwarzania obuwia. T.1. Politechnika Radomska, Radom
2000
7. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa
1992
8. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
9. Pytlik K. (red.): Projektowanie i konstrukcja spodów obuwia. WNT, Warszawa 1983
Czasopisma fachowe
−
Przegląd Skórzany (wydania archiwalne),
−
Przegląd Włókienniczy (wydania archiwalne i bieżące),
−
Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
obuwnik 744[02] z3 01 n
obuwnik 744[02] z3 02 n
obuwnik 744[02] o2 04 n
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] z5 01 n
obuwnik 744[02] o2 02 u
obuwnik 744[02] z4 02 u
obuwnik 744[02] z5 03 u
obuwnik 744[02] o2 04 u
obuwnik 744[02] o2 02 n
obuwnik 744[02] z2 03 n
obuwnik 744[02] o2 01 n
obuwnik 744[02] z2 02 n
obuwnik 744[02] z1 02 n
obuwnik 744[02] z2 03 u
obuwnik 744[02] z1 01 n
obuwnik 744[02] o1 03 n
więcej podobnych podstron