„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Chmiel
Wykonywanie nierozłącznych połączeń blach
721[01].Z1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Radosław Krzyżanowski
mgr inż. Sylwester Wesołowski
Opracowanie redakcyjne:
mgr inż. Piotr Chmiel
Konsultacja:
mgr inż. Jolanta Skoczylas
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[01].Z1.06
Wykonywanie nierozłącznych połączeń blach, zawartego w modułowym programie nauczania
dla zawodu blacharz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Rodzaje połączeń nierozłącznych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Spawanie elektryczne i gazowe blach
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
23
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
26
4.3. Zgrzewanie blach
27
4.3.1. Materiał nauczania
27
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
30
4.4. Lutowanie blach lutem miękkim i twardym
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
35
4.4.3. Ćwiczenia
35
4.4.4. Sprawdzian postępów
37
4.5. Nitowanie blach
38
4.5.1. Materiał nauczania
38
4.5.2. Pytania sprawdzające
40
4.5.3. Ćwiczenia
40
4.5.4. Sprawdzian postępów
42
4.6. Klejenie blach
43
4.6.1. Materiał nauczania
43
4.6.2. Pytania sprawdzające
46
4.6.3. Ćwiczenia
46
4.6.4. Sprawdzian postępów
48
4.7. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska
49
4.7.1. Materiał nauczania
49
4.7.2. Pytania sprawdzające
51
4.7.3. Ćwiczenia
51
4.7.4. Sprawdzian postępów
52
5. Sprawdzian osiągnięć
53
6. Literatura
58

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Niniejszy poradnik opracowany dla jednostki modułowej „wykonywanie nierozłącznych
połączeń blach” będzie Ci pomocny w przyswajaniu wiedzy o:
−
rodzajach połączeń nierozłącznych
−
spawaniu elektrycznym i gazowym blach
−
zgrzewaniu blach
−
lutowaniu blach lutem miękkim i twardym
−
nitowaniu blach
−
klejeniu blach
−
przepisach bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
ś
rodowiska
W poradniku zamieszczono:
−
wymagania wstępne – to znaczy wykaz umiejętności, jakimi powinieneś dysponować
przed przystąpieniem do nauki w tej jednostce modułowej,
−
cele kształcenia – to znaczy wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem czyli czego nowego się nauczysz,
−
materiał nauczania – to znaczy wiadomości teoretyczne o wykonywaniu podstawowych
połączeń nierozłącznych czyli co powinieneś wiedzieć, aby wykonać ćwiczenia,
−
pytania sprawdzające – to znaczy zestaw pytań, które pozwolą Ci sprawdzić, czy już
opanowałeś podane treści kształcenia czyli czy możesz przystąpić do realizacji ćwiczeń,
−
ć
wiczenia, które mają na celu wykształcenie Twoich umiejętności praktycznych czyli co,
w jaki sposób i przy użyciu jakich pomocy masz wykonać praktycznie,
−
sprawdzian postępów – to znaczy zestaw pytań, na podstawie których sam możesz
sprawdzić, czy potrafisz samodzielnie poradzić sobie z problemami, jakie rozwiązywałeś
wcześniej. Po przeczytaniu każdego pytania działu zaznacz w odpowiednim miejscu –
TAK albo NIE – właściwą, Twoim zdaniem, odpowiedź. Odpowiedzi NIE wskazują na
luki w Twojej wiedzy i nie w pełni opanowane umiejętności. W takich przypadkach
jeszcze raz powróć do elementów programu nauczania, lub ponownie wykonaj ćwiczenie
(względnie jego elementy). Zastanów się, co spowodowało, że nie wszystkie odpowiedzi
brzmiały TAK.
−
sprawdzian osiągnięć – przykładowy zestaw pytań testowych, który pozwoli Ci
sprawdzić, czy opanowałeś materiał w stopniu umożliwiającym zaliczenie całej jednostki
modułowej.
−
wykaz literatury uzupełniającej, z jakiej możesz korzystać podczas nauki.
Pamiętaj, że przedstawiony wykaz literatury nie jest czymś stałym i w każdej chwili mogą
pojawić się na rynku nowe pozycje.
W każdej chwili (z wyjątkiem testów końcowych) możesz zwrócić się o pomoc do
nauczyciela, który pomoże Ci zrozumieć tematy ćwiczeń i sprawdzi, czy dobrze wykonujesz
daną czynność.
Przed przystąpieniem do wykonywania każdego ćwiczenia zapoznaj się z budową
i zasadą działania urządzeń występujących na stanowisku. Musisz zapoznać się z instrukcją
obsługi tych urządzeń, aby je bezpiecznie obsługiwać.
Po zakończeniu ćwiczenia uporządkuj stanowisko, wyczyść i zakonserwuj narzędzia i sprzęt.
Podczas realizacji programu jednostki modułowej musisz przestrzegać regulaminów,
przepisów bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony
ś
rodowiska, wynikających z charakteru wykonywanych prac. Z odpowiednimi przepisami
zapoznasz się w trakcie nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
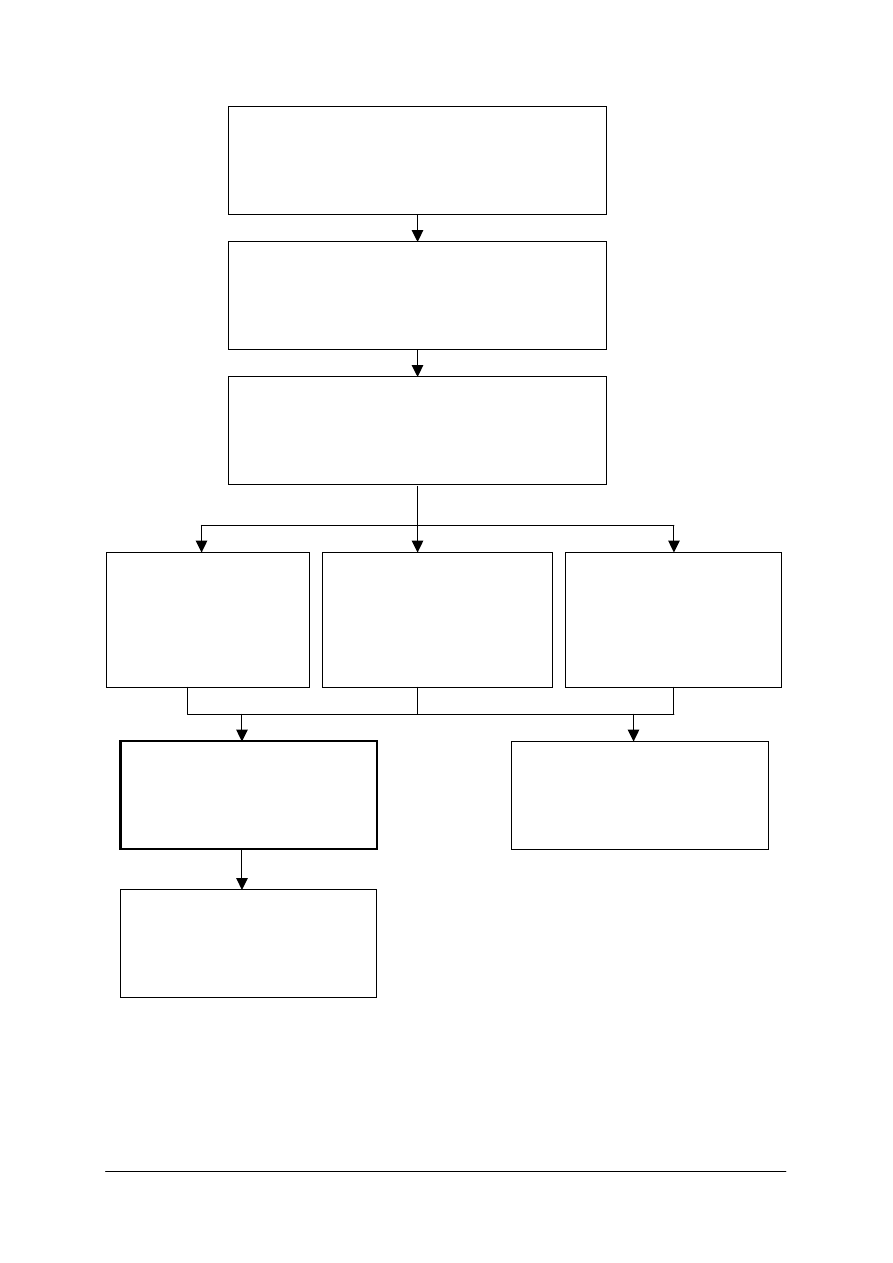
Schemat układu jednostek modułowych
721[01].Z1
Technologie robót blacharskich
721[01].Z1.01
Posługiwanie się podstawowymi pojęciami z zakresu bla-
charstwa
721[01].Z1.02
Wykonywanie elementów i przedmiotów z blachy
z zastosowaniem narzędzi ręcznych
721[01].Z1.03
Wykonywanie elementów
i przedmiotów z blachy
z zastosowaniem maszyn
i urządzeń
721[01].Z1.04
Wykonywanie elementów
i przedmiotów z blachy
z zastosowaniem operacji
mechanicznej obróbki
skrawaniem
721[01].Z1.05
Wykonywanie elementów
i przedmiotów z blachy
metodami obróbki plastycznej
i cieplnej
721[01].Z1.06
Wykonywanie nierozłącznych
połączeń blach
721[01].Z1.08
Wykonywanie konserwacji
i naprawy elementów
i konstrukcji z blachy
721[01].Z1.07
Wykonywanie montażu i demontażu
elementów i zespołów blacharskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
–
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
stosować terminologię zawodową z zakresu blacharstwa,
–
czytać i interpretować dokumentację techniczną,
–
użytkować i likwidować stanowisko pracy blacharza zgodnie z zasadami organizacji
pracy, wymogami technologicznymi, przepisami bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony środowiska i zasadami ergonomii,
–
wykonywać odwzorowania graficzne elementów wykonywanych z blachy,
–
rozpoznawać materiały,
–
określać właściwości materiałów wykorzystywanych w blacharstwie,
–
rozróżniać podstawowe techniki wytwarzania,
–
sporządzać zapotrzebowanie materiałów z zakresu robót blacharskich,
–
dobierać i przygotowywać materiały do robót blacharskich,
–
charakteryzować technologie wykonywania elementów z blachy,
–
planować wykonanie elementów z blachy,
–
dobierać przyrządy pomiarowe,
–
wykonywać podstawowe pomiary warsztatowe oraz interpretować ich wyniki,
–
wykonywać elementy i przedmioty za pomocą narzędzi ręcznych i mechanicznych,
–
oceniać jakość i prawidłowość wykonanych elementów i przedmiotów z blachy,
–
rozróżniać elektryczne przyrządy pomiarowe,
–
dokonywać odczytów wskazań przyrządów elektrycznych znajdujących się w obwodzie
elektrycznym,
–
dokonywać konserwacji narzędzi, maszyn i urządzeń do robót blacharskich,
–
posługiwać się sprzętem komputerowym do wspomagania prac warsztatowych,
–
stosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas wykonywania pracy,
–
stosować procedury udzielania pierwszej pomocy,
–
korzystać z literatury technicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować procesy wykonywania połączeń blach,
–
rozróżnić połączenia nierozłączne,
–
określić właściwości materiałów stosowanych do połączeń,
–
odczytać z dokumentacji technicznej sposób łączenia blach,
–
zaplanować procesy wykonywania połączeń z zastosowaniem różnych technologii,
–
zorganizować stanowisko pracy do wykonywania połączeń,
–
dobrać materiał do wykonania połączenia,
–
dobrać przyrządy, narzędzia i maszyny do wykonania połączeń nierozłącznych,
–
wyjaśnić budowę i działanie narzędzi i maszyn do wykonania połączeń,
–
posłużyć się narzędziami i urządzeniami do łączenia blach,
–
przygotować blachy do łączenia,
–
zastosować różne techniki łączenia blach,
–
wykonać połączenie zgodnie z dokumentacją,
–
zabezpieczyć wykonane połączenie,
–
nałożyć powłoki ochronne i dekoracyjne na wykonane połączenie, zgodnie
z dokumentacją,
–
dokonać konserwacji narzędzi i urządzeń stosowanych do wykonania połączenia,
–
posłużyć się dokumentacją technologiczną, normami i poradnikami,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas wykonywania pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Rodzaje połączeń nierozłącznych
4.1.1. Materiał nauczania
Połączenia nierozłączne są to takie połączenia elementów, których nie można rozdzielić
bez uszkodzenia części łączonych lub elementów łączących. Należą do nich połączenia:
spawane, zgrzewane, lutowane, nitowane i klejone. Sposób łączenia elementów musi być
dostosowany do rodzaju materiałów łączonych.
Spawanie metali polega na miejscowym rozgrzaniu metali do stanu topienia za pomocą
prądu elektrycznego (spawanie łukowe) lub gazu (spawanie gazowe). Spawanie odbywa się
z dodawaniem lub bez dodawania spoiwa. Spoiwo po stopieniu nazywa się stopiwem, które
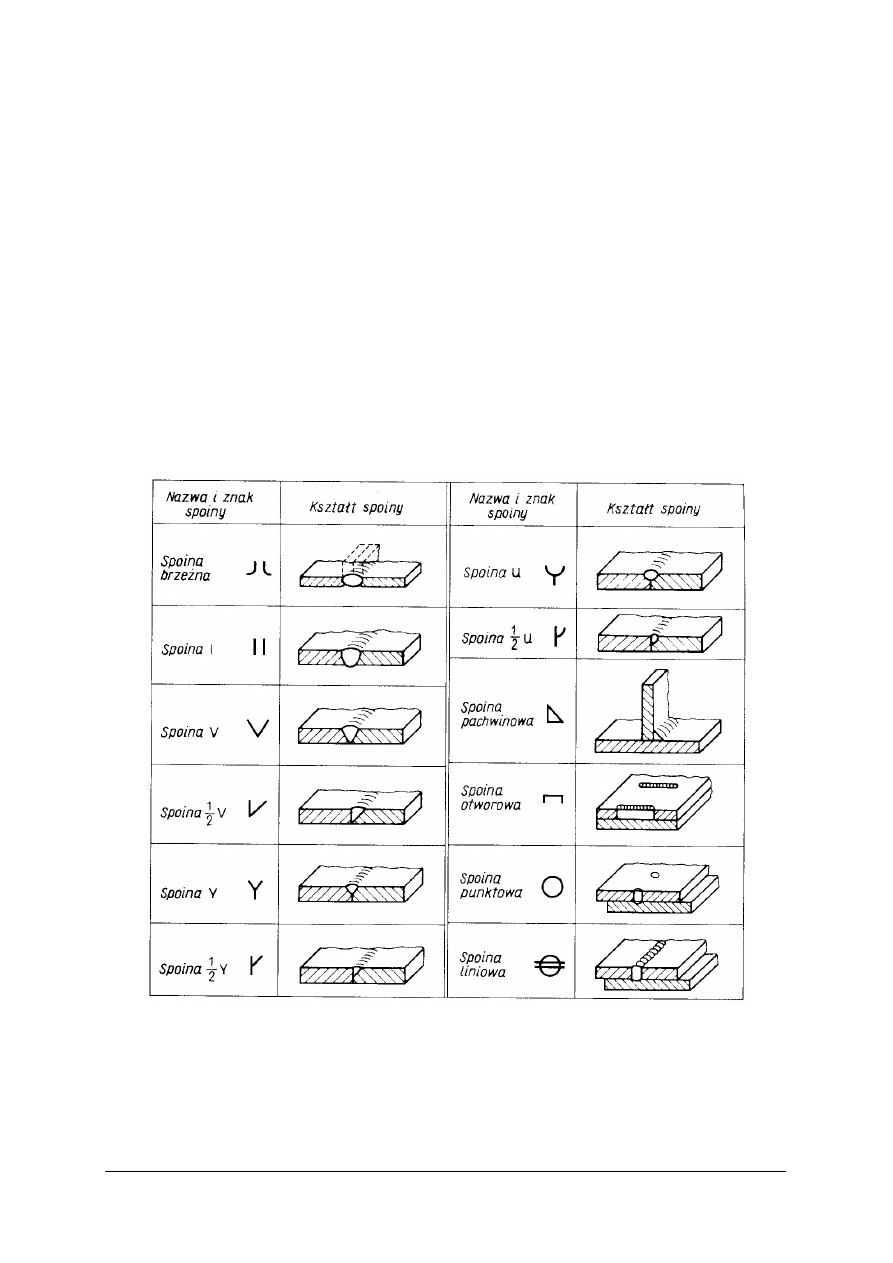
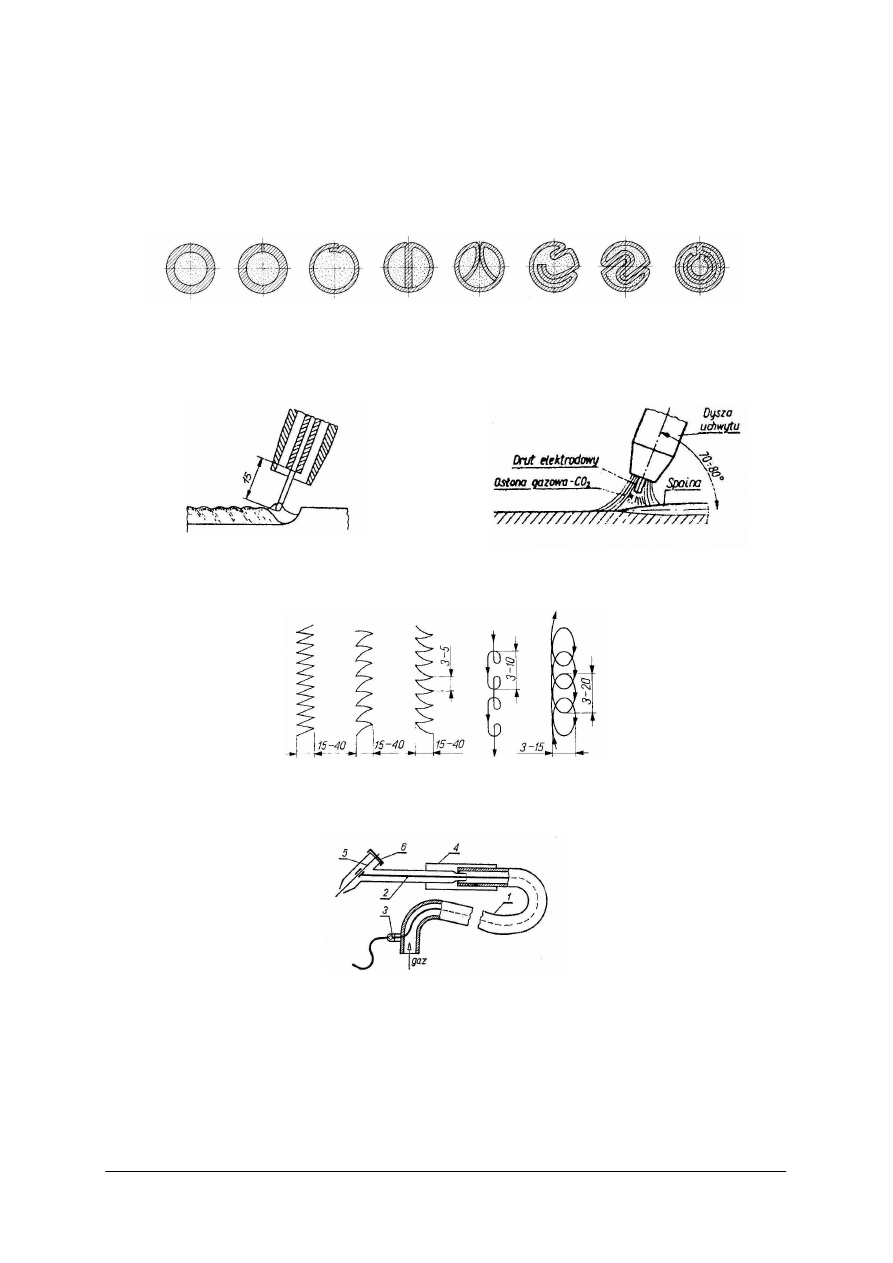
po zastygnięciu wraz ze stopionymi brzegami łączonych części tworzy spoinę. Typowe
kształty spoin i oznakowanie stosowane na rysunkach technicznych przedstawia tabela 1.
Tabela 1. Typowe kształty i znaki spoin [8, s. 267].
Do spawania nadają się stale o małej zawartości węgla (do 0,27%), ołów, aluminium
i stopy magnezu. Do metali trudnospawalnych zalicza się stale wysokowęglowe i stopowe,
ż
eliwo, brązy i nikiel.
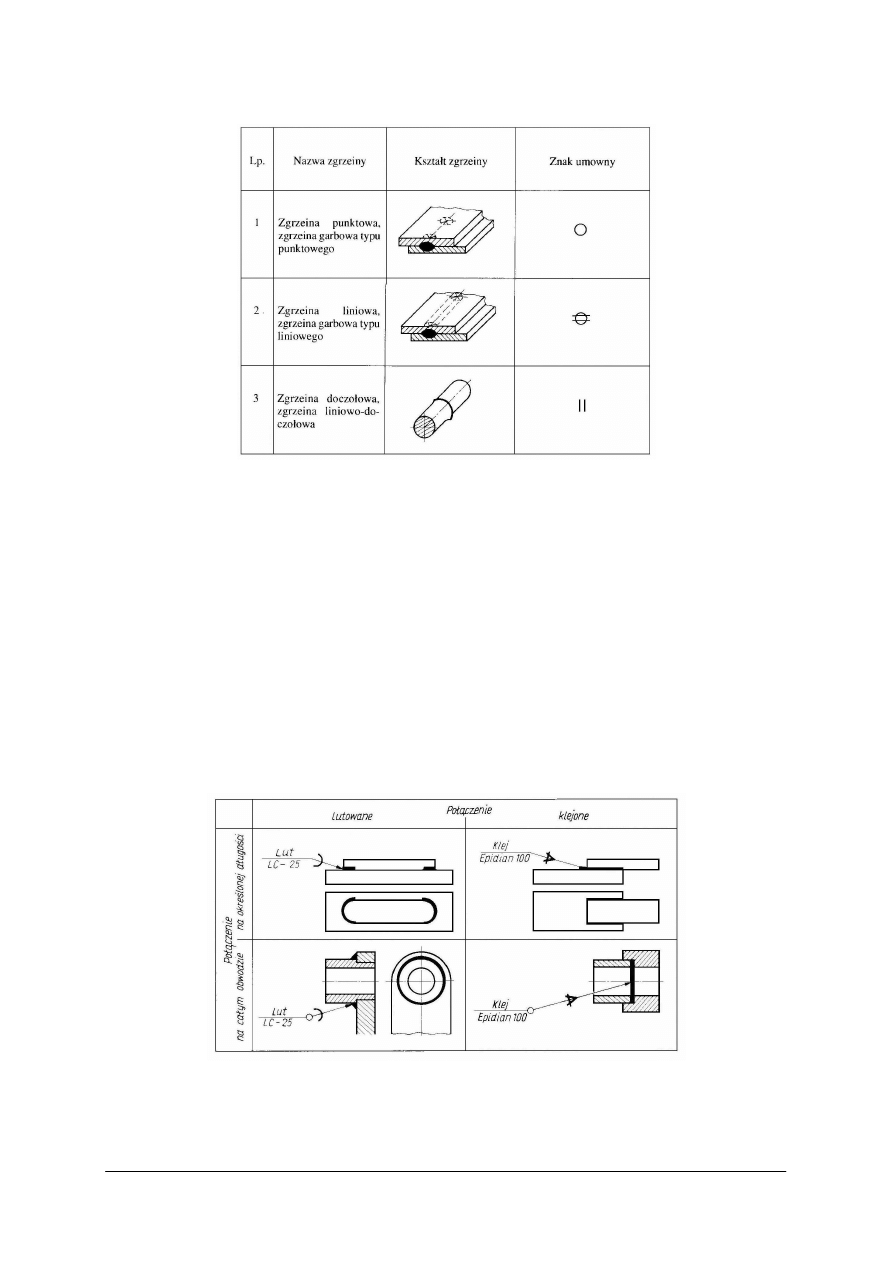
Zgrzewaniem nazywa się proces łączenia metali przez nagrzanie obu łączonych części
do stanu ciastowatości i następnie dociśnięcie ich do siebie. Powstałe w ten sposób połączenie
nazywa się zgrzeiną. Kształty zgrzein oraz ich oznaczenia na rysunkach przedstawia tabela 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Tabela 2. Oznaczenie zgrzein na rysunkach [8, s. 270].
Za pomocą zgrzewania można łączyć stale i metale nieżelazne (blachy i pręty).
Lutowanie polega na łączeniu metali, pozostających w stanie stałym, za pomocą
roztopionego metalu (lub stopu) zwanego lutem. Podczas lutowania nie zachodzi nadtapianie
łączonych
części.
Roztopiony
lut
łączy
metale
dzięki
zjawisku
spójności
międzycząsteczkowej (kohezji) i nieznacznemu przenikaniu (dyfundowaniu) w głąb materiału
rodzimego.
Za pomocą lutowania można łączyć ze sobą różne metale i stopy o różnych własnościach.
Lutowanie stosuje się do łączenia cienkich blach i przewodów elektrycznych. Połączenia
lutowane nie mogą przenosić dużych obciążeń, ale dobrze przewodzą prąd elektryczny.
Sposób oznaczenia połączeń lutowanych i klejonych przedstawia tabela 3.
Klejenie jest to połączenie metali za pomocą substancji zwanej klejem. Polega ono na
rozprowadzeniu cienkiej warstwy substancji klejącej na uprzednio przygotowanej
powierzchni. Po nałożeniu substancji klejącej należy ją podsuszyć, a następnie docisnąć do
siebie łączone elementy.
Tabela 3. Oznaczenie połączeń lutowanych i klejonych [12, s. 80].
Metodą klejenia łączyć można ze sobą metale, metale z niemetalami, metale
z tworzywami sztucznymi, szkłem lub porcelaną.
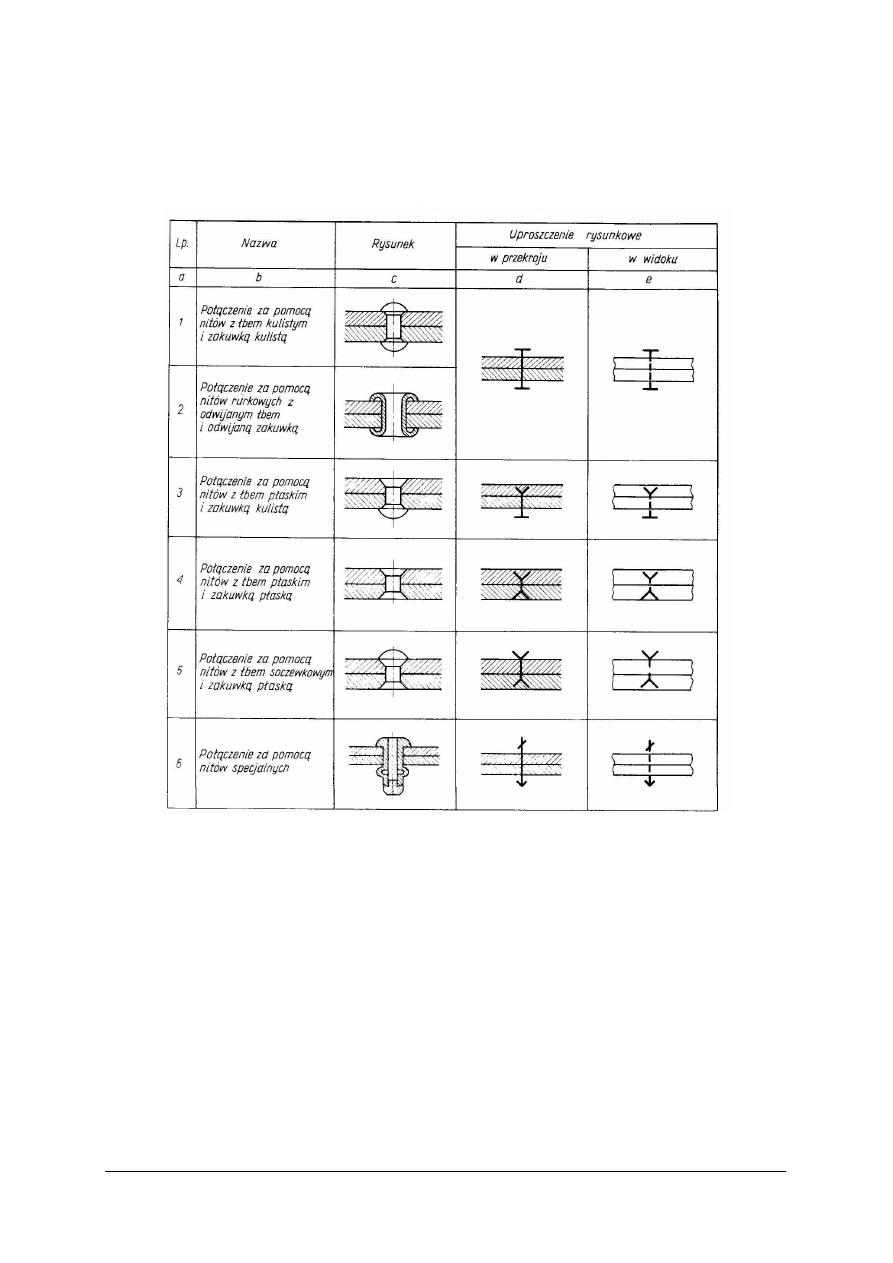
Nitowanie polega na łączeniu części metalowych najczęściej blach przy pomocy nitów
o różnych kształtach. Podczas nitowania swobodny koniec nitu jest spęczany i kształtowany
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
w zakuwkę.
Typowe kształty łbów nitów i oznakowanie stosowane na rysunkach technicznych
przedstawia tab. 4.
Tabela 4. Przykłady uproszczeń rysunkowych połączeń nitowych [1, s. 209].
Nitowanie znajduje zastosowanie do połączeń metali, które są trudnospawalne lub
niespawalne. Nitowane są głównie dźwigary mostów drogowych i kolejowych oraz
konstrukcje ze stopów aluminium.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie połączenia nazywamy nierozłącznymi?
2. Jakie znasz połączenia nierozłączne?
3. Czym charakteryzuje się proces spawania?
4. Czym charakteryzuje się proces zgrzewania?
5. Czym charakteryzuje się proces lutowania?
6. Czym charakteryzuje się proces klejenia?
7. Czym charakteryzuje się proces nitowania?
8. Jakie właściwości mają materiały stosowane do połączeń nierozłącznych?
9. Jak oznacza się w dokumentacji technicznej sposoby łączenia blach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaje połączeń nierozłącznych pokazane na modelach. Wypisz nazwy
połączeń na kartkach i przyporządkuj do przedstawionych pomocy. Określ właściwości
materiałów stosowanych do połączeń nierozłącznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) nazwać poszczególne rodzaje połączeń nierozłącznych,
5) posegregować rysunki połączeń nierozłącznych,
6) utworzyć plakat odpowiednio układając rysunki z rozpoznanymi połączeniami,
7) umieścić podpisy pod modelami,
8) określić właściwości materiałów stosowanych do połączeń nierozłącznych,
9) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
10) sformułować wnioski z realizacji ćwiczenia,
11) zaprezentować efekty swojej pracy,
12) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
plansze z rysunkami lub zdjęciami rodzajów połączeń nierozłącznych,
−
modele połączeń nierozłącznych,
−
tablica o miękkim podłożu, w które łatwo wbijać szpilki,
−
zestawy kartek o różnych kolorach i różnym kształcie,
−
arkusze papieru,
−
przybory do pisania,
−
szpilki,
−
literatura z rozdziału 6 dotycząca połączeń nierozłącznych.
Ćwiczenie 2
Rozpoznaj oznaczenia połączeń nierozłącznych pokazanych na rysunkach. Wypisz ich
nazwy na kartkach i przyporządkuj do rysunków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) nazwać poszczególne symbole połączeń nierozłącznych,
5) posegregować rysunki z odpowiednimi symbolami połączeń nierozłącznych,
6) utworzyć plakat układając rysunki połączeń z symbolami, przypisując je do
odpowiednich grup,
7) umieścić podpisy pod rysunkami,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
8) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
9) sformułować wnioski z realizacji ćwiczenia,
10) zaprezentować efekty swojej pracy,
11) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
plansze z rysunkami lub zdjęciami rodzajów połączeń nierozłącznych,
−
tablica o miękkim podłożu, w które łatwo wbijać szpilki,
−
zestawy kartek o różnych kolorach i różnym kształcie,
−
arkusze papieru,
−
przybory do pisania,
−
szpilki,
−
literatura z rozdziału 6 dotycząca połączeń nierozłącznych.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować jakie połączenia nazywamy nierozłącznymi?
2) określić jakie znasz połączenia nierozłączne?
3) określić czym charakteryzuje się proces spawania?
4) określić czym charakteryzuje się proces zgrzewania?
5) określić czym charakteryzuje się proces lutowania?
6) określić czym charakteryzuje się proces klejenia?
7) określić czym charakteryzuje się proces nitowania?
8) określić
właściwości
materiałów
stosowanych
do
połączeń
nierozłącznych?
9) rozpoznać oznaczenia połączeń nierozłącznych blach zamieszczone
w dokumentacji technicznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Spawanie elektryczne i gazowe blach
4.2.1. Materiał nauczania
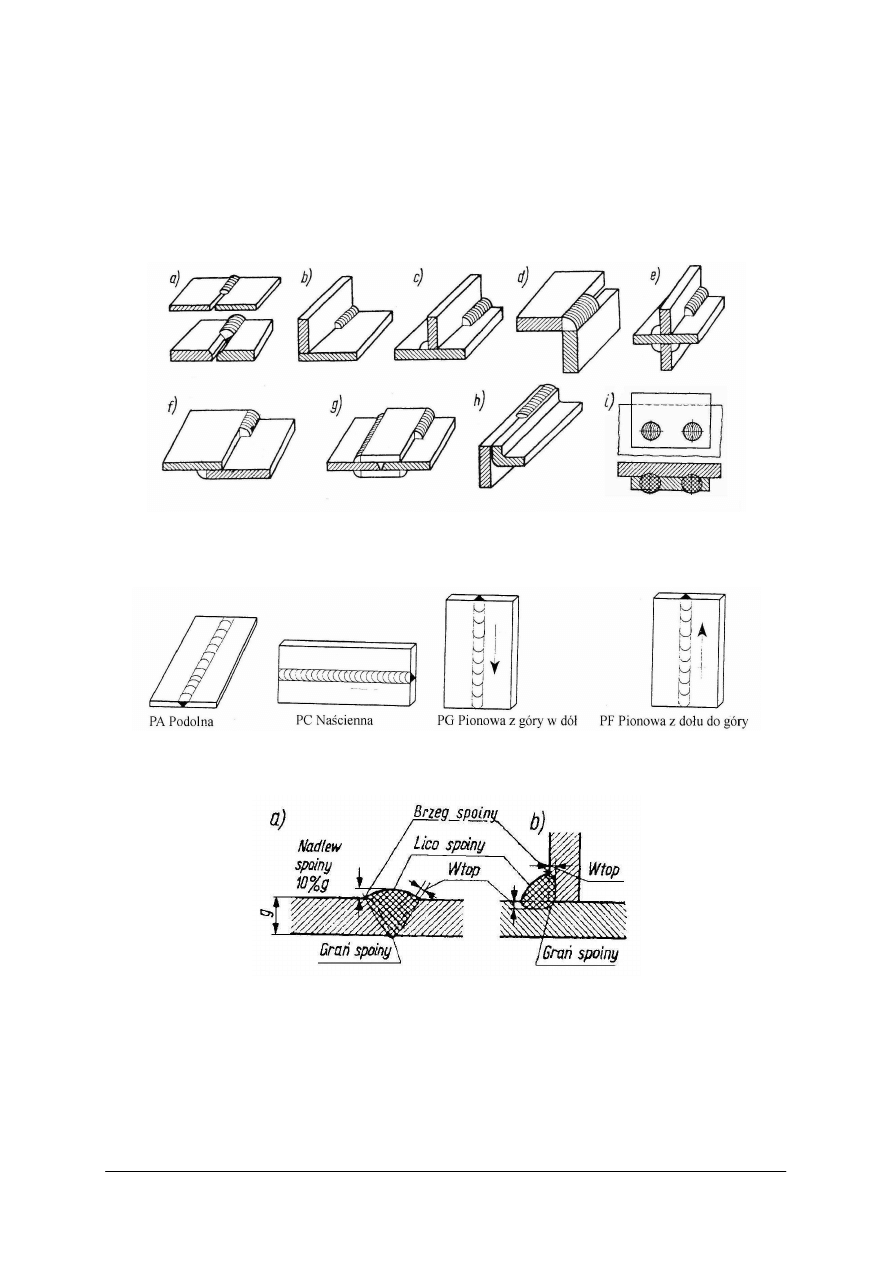
Połączenie dwóch lub więcej części metalowych spoinami tworzy złącze spawane.
Podstawowe rodzaje złączy spawanych pokazane zostały na rysunku 1.
Rys. 1. Rodzaje złączy spawanych: a) doczołowe na I i Y, b) kątowe, c) teowe, d) narożne, e) krzyżowe,
f) zakładkowe, g) nakładkowe, h) przylgowe, i) otworowe [10, s. 62 i 64].
Pozycja spawania jest to położenie spawanego przedmiotu podczas spawania (rys. 2).
Rys. 2. Pozycje spawania blach według PN-EN-287-1 [10, s. 67].
Rozróżnia się spoiny: czołowe i pachwinowe (rys. 3).
Rys. 3. Podstawowe typy spoin i ich elementy a) czołowa, b) pachwinowa [10, s. 63].
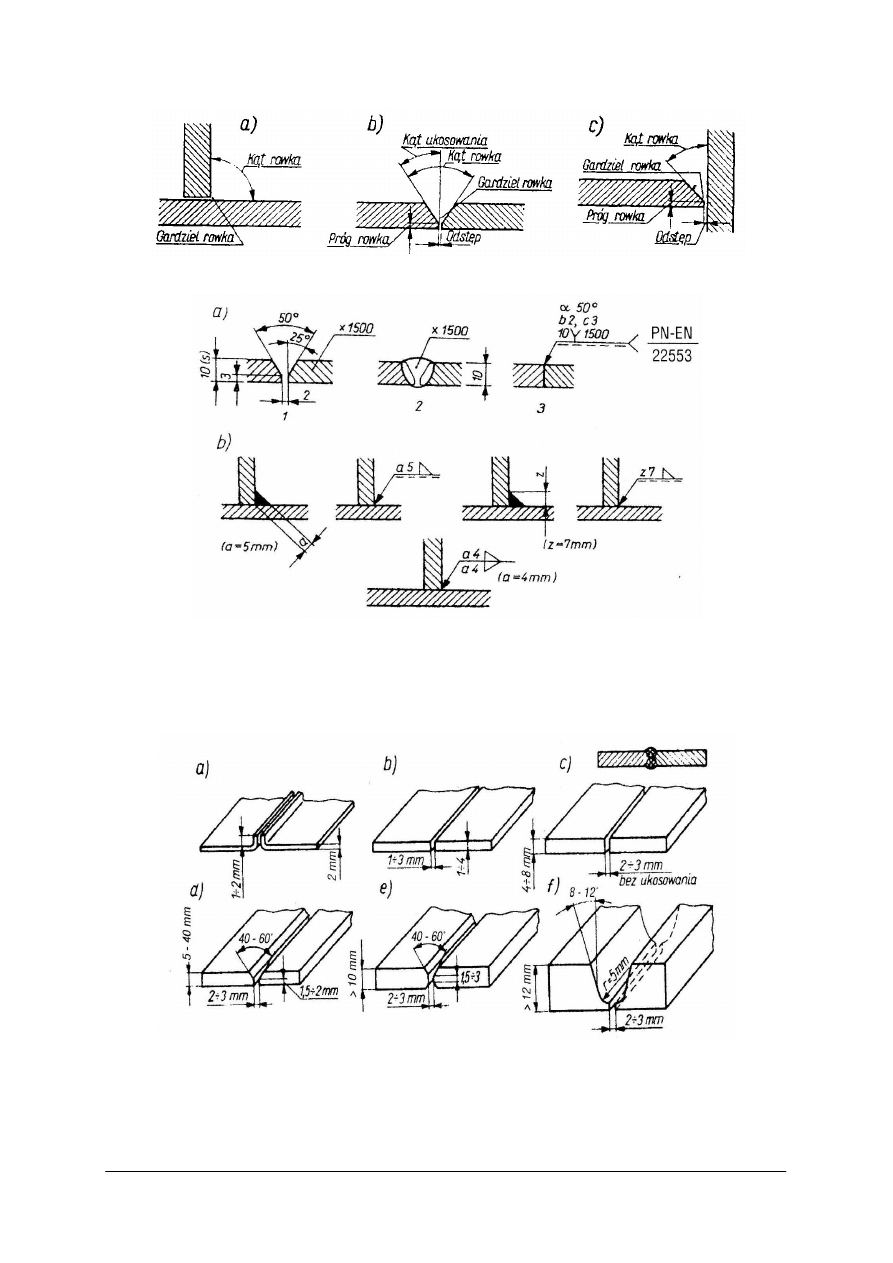
Na rysunkach technicznych elementy spawane muszą zawierać oznaczenia dotyczące
rodzaju złącza i spoiny oraz wymiary i przekroje spoin (rys. 5).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 4. Rowki łączonych części ukosowanych i nieukosowanych oraz ich nazwy techniczne [10, s. 63].
Rys. 5. Rysunkowe symbole oznaczenia spoin: a) czołowych, b) pachwinowych. 1) rowek ukosowania na Y,
2) spoina czołowa, 3) oznaczenia przygotowania do spawania [10, s. 70].
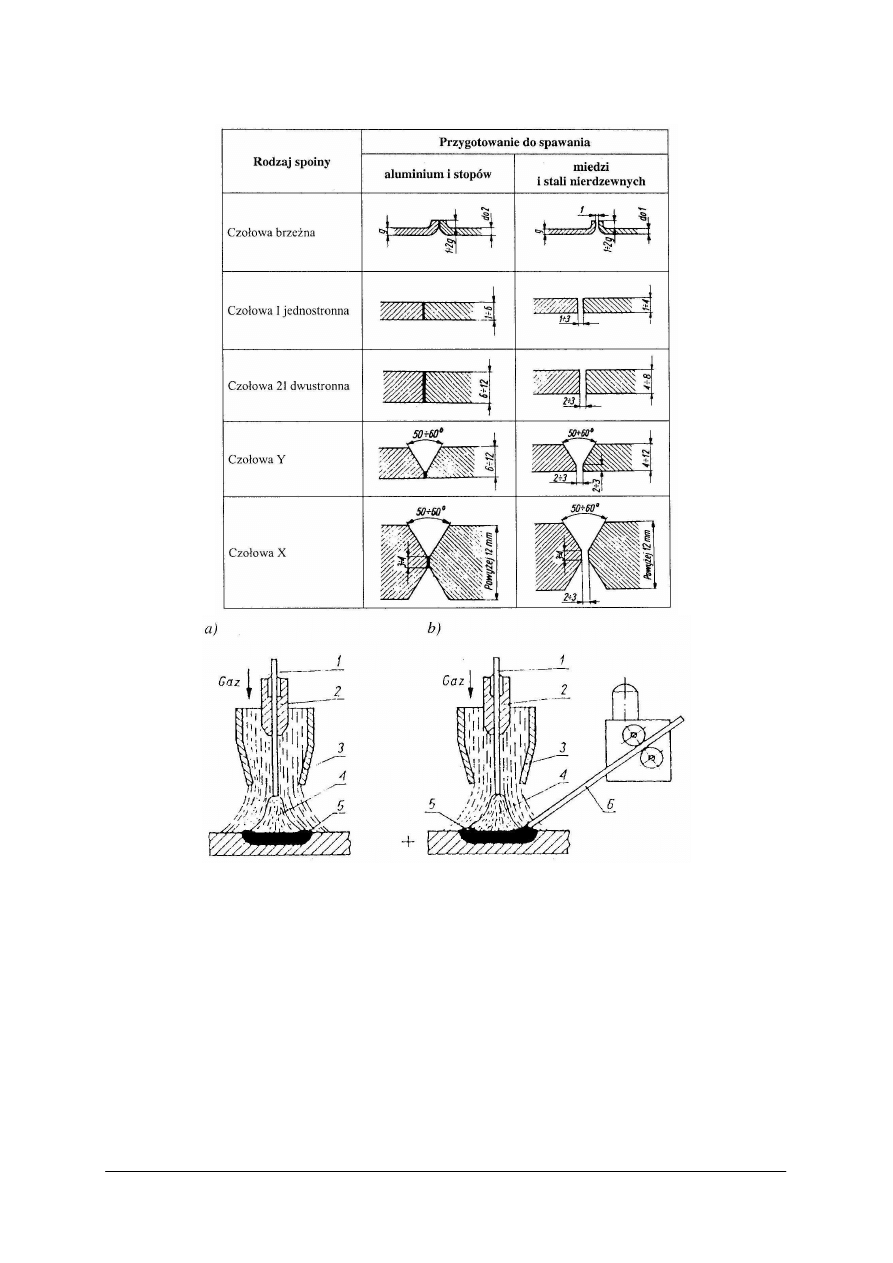
Przed przystąpieniem do spawania powierzchnie materiałów muszą być oczyszczone tak,
aby miały metaliczny połysk. Czynności te można wykonać metodą obróbki skrawaniem,
metodą chemiczną (trawienie) lub termiczną (opalanie płomieniem).
Rys. 6. Kształty przygotowania blach do spawania w zależności od ich grubości [10, s. 54].
Brzegi elementów łączonych o grubości powyżej 4 mm do spawania należy ukosować. Kąt
ukosowania w blachach grubszych (10–20 mm) powinien wynosić około 40°, a w blachach
cieńszych do 60°.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
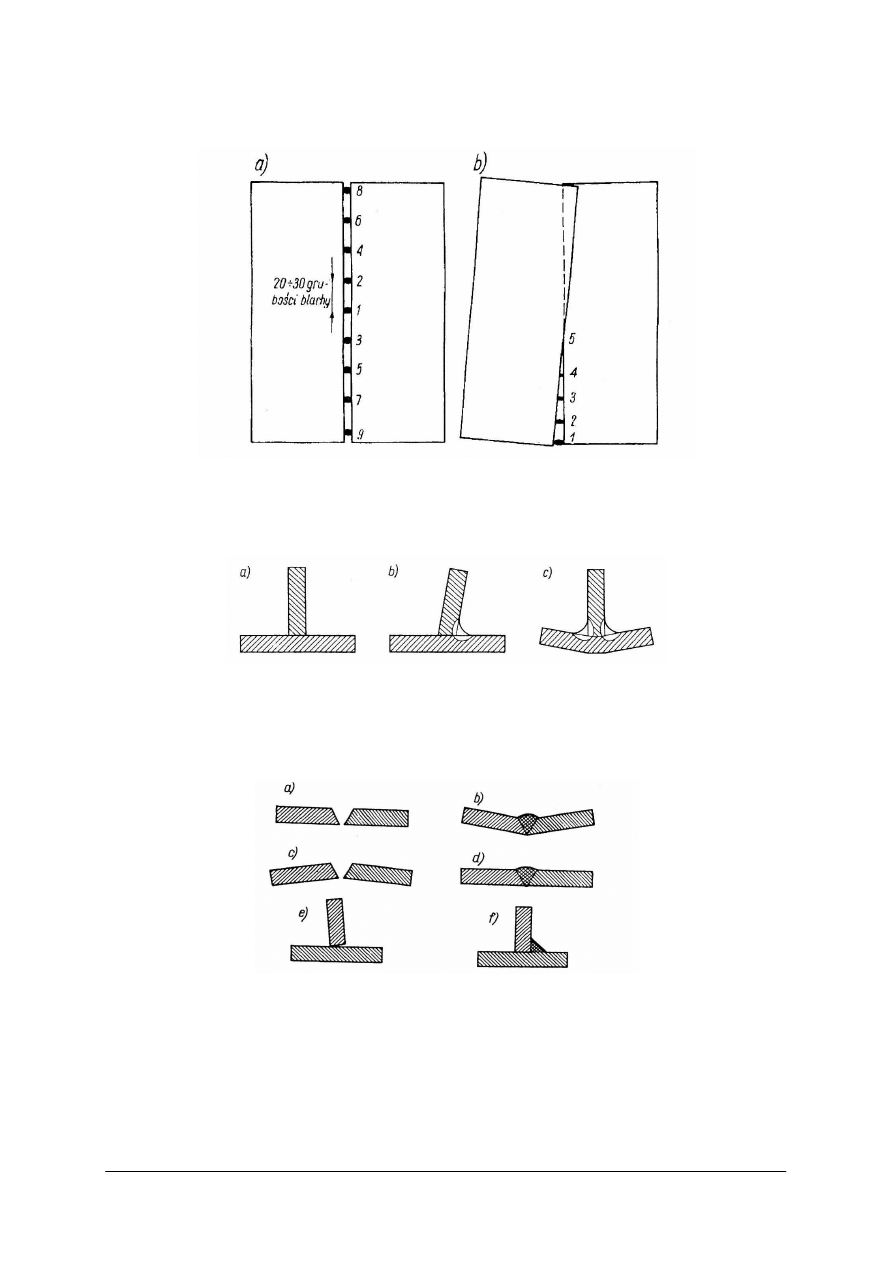
Przed rozpoczęciem spawania materiały łączone należy dokładnie sczepić i ułożyć
w pozycji dogodnej dla spawacza.
Rys. 7. Sczepianie blach przed spawaniem: a) prawidłowe, b) nieprawidłowe [10, s. 60].
Sczepianie rozpoczyna się w środku blach, a następnie spoiny sczepne wykonuje się raz
z jednej, raz z drugiej strony (rys. 7). Odległość między punktami sczepnymi powinna wynosić
20 – 30 grubości spawanego metalu, a długość spoin sczepnych 2–5 grubości materiału.
Rys. 8. Odkształcenie złączy teowych: a) położenie przed spawaniem, b) złącze teowe spawane jednostronnie,
c) złącze teowe spawane dwustronnie [10, s. 77].
Podczas spawania następuje szybkie, miejscowe nagrzanie łączonych elementów
a następnie ich szybkie chłodzenie. Nagłe zmiany temperatury powodują powstawanie
wewnętrznych naprężeń, odkształceń a nawet pęknięć (rys. 8).
Rys. 9. Odkształcenia powstające przy spawaniu i sposób zapobiegania ich powstawaniu [10, s. 77].
Wystąpienie naprężeń podczas spawania oraz odkształceń spowodowane jest przez
zmianę struktury krystalicznej w spawanym materiale pod wpływem wysokiej temperatury.
W materiałach stalowych sprzyja temu większa zawartość węgla i dodatków stopowych.
Aby ograniczyć powstawanie naprężeń i odkształceń w złączach spawanych, należy przed
przystąpieniem do spawania opracować plan technologiczny spawania. Dotyczy on sposobu
układania części (rys. 9), spoin, liczby ściegów, pozycji spawania, kształtu i kątów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
ukosowania, zastosowania odpowiedniej metody spawania, jak również temperatury
materiałów spawanych. Bardzo często zachodzi konieczność spawania w podwyższonej
temperaturze.
Rys. 10. Skurcz poprzeczny wywołany spoiną: a) złącze swobodnie podparte, b) złącze sztywno zamocowane
[10, s. 74].
W celu zminimalizowania powstających podczas spawania odkształceń, wykorzystuje się
różnego rodzaju uchwyty i przyrządy (rys. 11).
1 2 3 4
Rys. 11. Uchwyty pomocnicze do spawania: 1) klinowe, 2, 3, 4) śrubowe [10, s. 79, 80].
Zespoły spawane, które podczas spawania uległy zdeformowaniu, poddaje się
prostowaniu sposobami mechanicznymi lub termicznymi. Małe zniekształcenia w elementach
drobnych, cienkich można usunąć przez prostowanie młotkiem na zimno. Większe krzywizny
w grubszych elementach usuwa się za pomocą maszyn przeznaczonych do prostowanie jak
walcarki, prasy śrubowe, prasy kuźnicze.
Prostowanie termiczne wykonuje się przez nagrzewanie odkształconych elementów,
palnikiem acetylenowo-tlenowym. Niewłaściwie przeprowadzone prostowanie może
doprowadzić do skomplikowanych odkształceń i uszkodzenia konstrukcji.
Aby zlikwidować naprężenia spawalnicze jakie powstają podczas spawania, elementy
i zespoły
spawane
poddaje
się
wyżarzaniu:
zmiękczającemu,
odprężającemu,
normalizującemu, rekrystalizującemu. Pod wpływem temperatury, struktura metali lub stopów
jest zbliżona do stanu pierwotnego, przez co ustępują naprężenia spawalnicze.
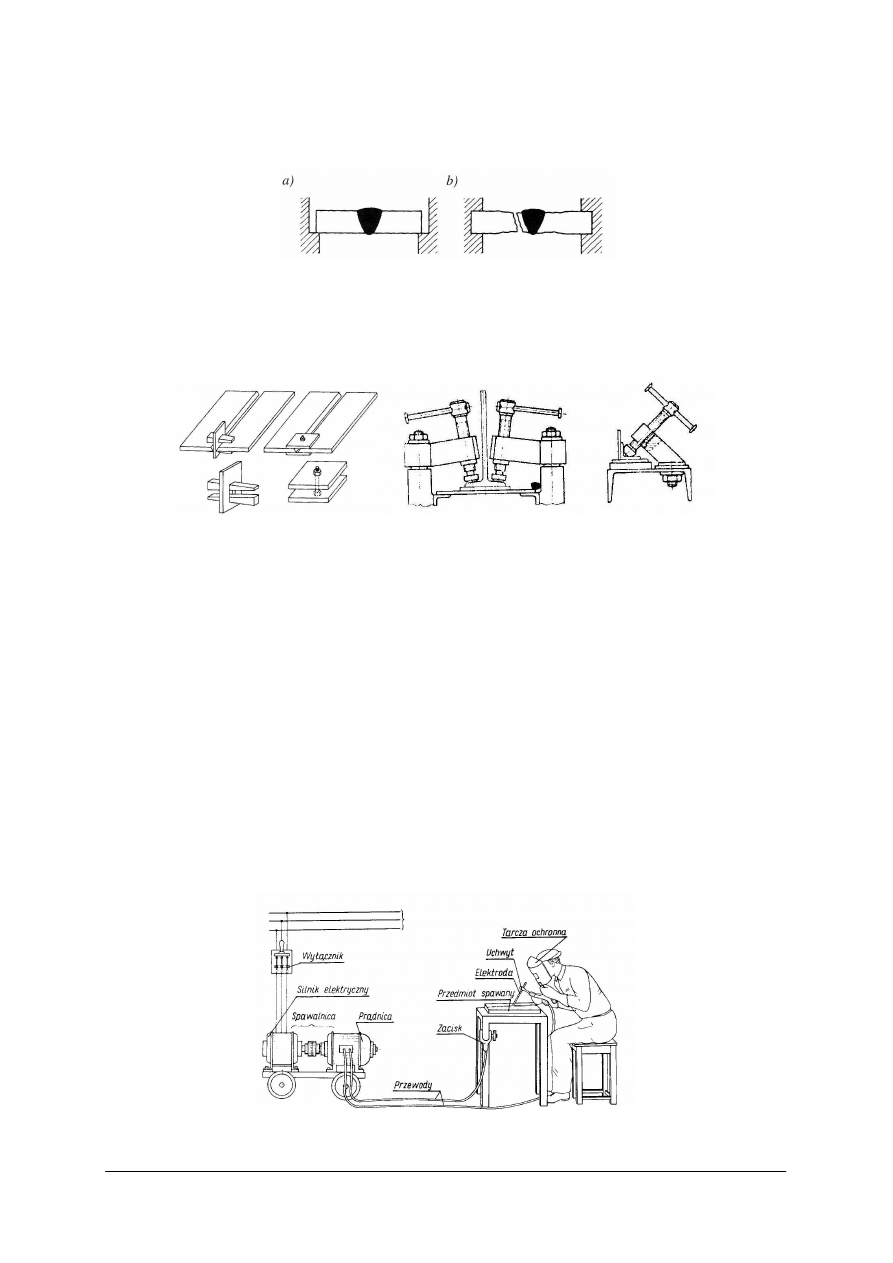
Spawanie elektryczne łukowe można wykonywać prądem stałym lub przemiennym.
Prąd stały uzyskuje się z przetwornic spawalniczych (rys. 12) lub prostowników a prąd
przemienny z transformatorów spawalniczych.
Rys. 12. Stanowisko robocze do spawania prądem stałym [7, s. 352].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Przetwornica spawalnicza składa się z silnika elektrycznego i prądnicy spawalniczej.
Silnikiem napędowym jest silnik trójfazowy lub spalinowy. Przetwornica spawalnicza jest
nazywana spawarką prądu stałego. Daje ona prąd o napięciu 20–70 V i natężeniu od kilkuset
do kilku tysięcy amperów.
Prostownik spawalniczy służy do przetwarzania prądu sieciowego przemiennego na
prąd stały pulsujący. Składa się z transformatora, regulatora natężenia i urządzenia
prostującego. Urządzeniem prostującym prąd jest zespół diod który przepuszcza prąd tylko w
jednym kierunku.
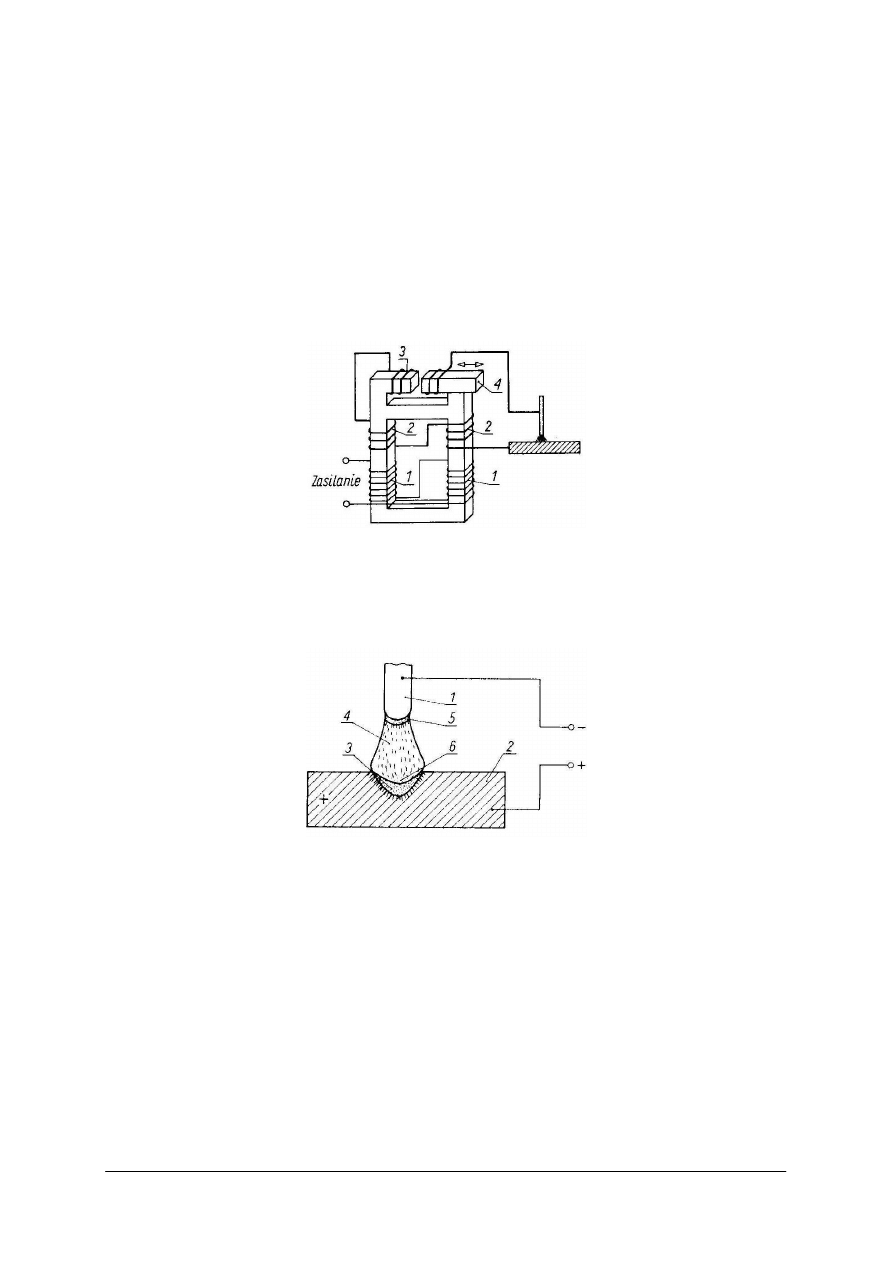
Transformator spawalniczy, nazywany jest spawarką prądu przemiennego (rys. 13).
Obniża on napięcie z sieci 230 V lub 400 V na napięcie odpowiednie do spawania, czyli około
70 V, potrzebne do zajarzenia łuku elektrycznego.
Rys. 13. Schemat transformatora spawalniczego: 1) uzwojenie pierwotne, 2) uzwojenie wtórne, 3) urządzenie
dławiące, 4) część ruchoma [2, s. 203].
Do powstania łuku elektrycznego dochodzi podczas spawania w wyniku potarcia
elektrody o spawany przedmiot, następnie odsunięcie jej na odległość nie przekraczającą
grubości drutu. Towarzyszy temu wydzielanie się dużej ilości ciepła i światła.
Rys. 14. Schemat jarzenia się łuku elektrycznego: 1) elektroda, 2) materiał spawany, 3) jeziorko metalu,
4) stożek łuku, 5) strefa katodowa, 6) strefa anodowa [10, s. 213].
Aby łuk mógł się jarzyć, warstwa powietrza w przestrzeni łukowej musi być
zjonizowana, aby dobrze przewodzić prąd elektryczny. Zjonizowaniu pod wpływem wysokiej
temperatury ulegają cząsteczki powietrza, gazów wydzielanych z otuliny i par metali
ulegających topieniu. Elektrony są przyciągane przez anodę (+), którą jest materiał spawany,
a jony dodatnie wędrują do katody (-), którą jest elektroda.
Podczas spawania prądem stałym, temperatura anody, czyli materiału spawanego jest
o około 500°C wyższa niż katody, co ma znaczenie przy wyborze metody spawania. Przy
spawaniu prądem przemiennym, temperatura obu elektrod jest wyrównana.
Rodzaj elektrody, drutu, metody spawania i parametrów spawania należy dobrać według
odpowiednich tabel, w zależności od rodzaju materiału spawanego i rodzaju konstrukcji.
Do podstawowych metod spawania elektrycznego łukowego można zaliczyć:
−
spawanie elektrodami otulonymi,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
−
spawanie w osłonach gazowych metodami MIG/ MAG,
−
spawanie metodą TIG.
Elektrody do spawania elektrycznego łukowego dzieli się na nietopliwe i topliwe. Do
elektrod nietopliwych zalicza się elektrody wolframowe i węglowe. Elektrod wolframowych
używa się do spawania metali w atmosferze gazów ochronnych, elektrod węglowych do
spawania cienkich blach.
Spawanie elektrodami otulonymi polega na stapianiu metali w miejscu wytworzenia
łuku elektrycznego, który powstaje między przedmiotem spawanym a elektrodą. Temperatura
łuku elektrycznego wynosi od 2600–6000°C.
Do spawania łukowego używa się przeważnie elektrod topliwych, które dzieli się na
nieotulone i otulone. Elektrody nieotulone nie są zalecane do spawania bez gazów
ochronnych, gdyż w atmosferze powietrza dają spoinę o niskich własnościach
wytrzymałościowych.
W zależności od grubości otuliny elektrody otulone dzielą się na: cienko otulone, średnio
otulone i grubo otulone. Elektrody cienko otulone mają grubość otuliny nie przekraczającą
20% obustronnej grubości rdzenia i używane są do spawania cienkich elementów. Elektrony
ś
rednio otulone mają obustronnej grubość otuliny 20
÷
40 % grubości rdzenia, grubo otulone
– ponad 40%. Stopiona otulina tworzy ze spalającymi się składnikami żużel, który chroni
roztopioną spoinę przed działaniem azotu i tlenu z powietrza oraz zapobiega przed zbyt
szybkim studzeniem. Ponadto składniki otuliny wzbogacają spoinę w składniki stopowe, które
podczas spawania ulegają wypaleniu. Elektrody dobiera się tak, by ich skład był podobny do
składu materiału spawanego.
W zależności od składu otuliny, elektrody dzielimy na elektrody o otulinie:
−
kwaśnej (A),
−
zasadowej (B),
−
rutylowej (R),
−
celulozowej (C),
−
utleniającej (O),
−
innej (V).
Do spawania stali niestopowych stosuje się między innymi elektrody: EA146, ER146,
EB146. Do spawania stali niskostopowych (18G2A, 10H, 15HM) można użyć elektrod:
EB150 i EB155 a spawane elementy należy podgrzać do temperatury 100–300
°
C.
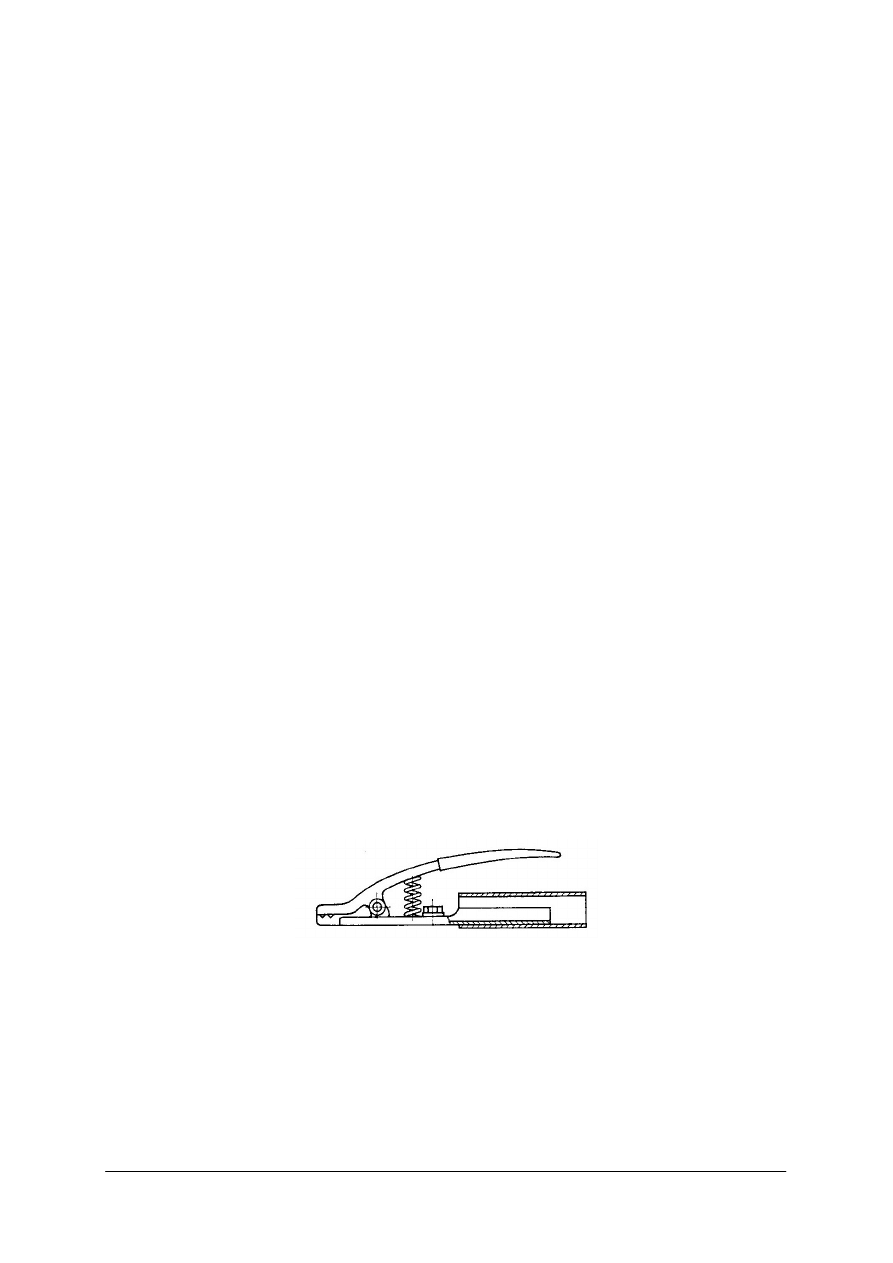
Elektrody mocuje się w uchwycie, który ma kształt szczypiec, o rękojeści izolowanej. Do
rękojeści dołączony jest przewód doprowadzający prąd.
Rys. 15. Uchwyt do elektrod [3, s. 946].
Elektrody do spawania należy dobierać na podstawie tabel. Zawierają one informacje
jakie elektrody zastosować w zależności od rodzaju konstrukcji i materiału spawanego.
Elektrody przed użyciem należy wysuszyć. Jeżeli temperatura otoczenia jest niska,
elementy spawane należy podgrzać, aby pozbyć się wilgoci ze strefy spawania. Woda
niekorzystnie wpływa na jakość spoiny.
Spawanie elektrodami otulonymi jest mało wydajne i tam, gdzie jest to możliwe zostaje
wypieranie przez spawanie drutem w osłonie gazów ochronnych.
Do spawania elektrycznego można stosować prąd stały i przemienny. Prąd stały jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
korzystniejszy do spawania, gdyż można nim spawać wszystkie metale, wszystkimi
elektrodami.
Spawanie w osłonie gazów osłonowych pozwala na zabezpieczenie stopionego metalu
i drutu elektrodowego przed działaniem powietrza. W metodzie MAG gazem osłaniającym
jest CO
2
lub mieszanki CO
2
z agonem, helem i tlenem. Rodzaj stosowanego gazu
osłaniającego zależy od gatunku materiałów spawanych. CO
2
stosowany w metodzie MAG
częściowo utlenia spoinę, ale dzięki składnikom odtleniającym zawartym w drutach,
powstające tlenki są wiązane w żużel, który cienką warstewką pokrywa powierzchnię spoiny.
W metodzie MIG gazem osłonowym jest czysty argon lub hel.
Podczas spawania łukowego w atmosferze gazów ochronnych elektrodami topliwymi
mogą występować trzy postacie przechodzenia stopionego metalu z drutu do spoiny:
drobnokroplowy, mieszany lub natryskowy. Zależy to od wszystkich warunków spawania
i spawacz musi je tak dobrać, aby uzyskać odpowiednią postać łuku.
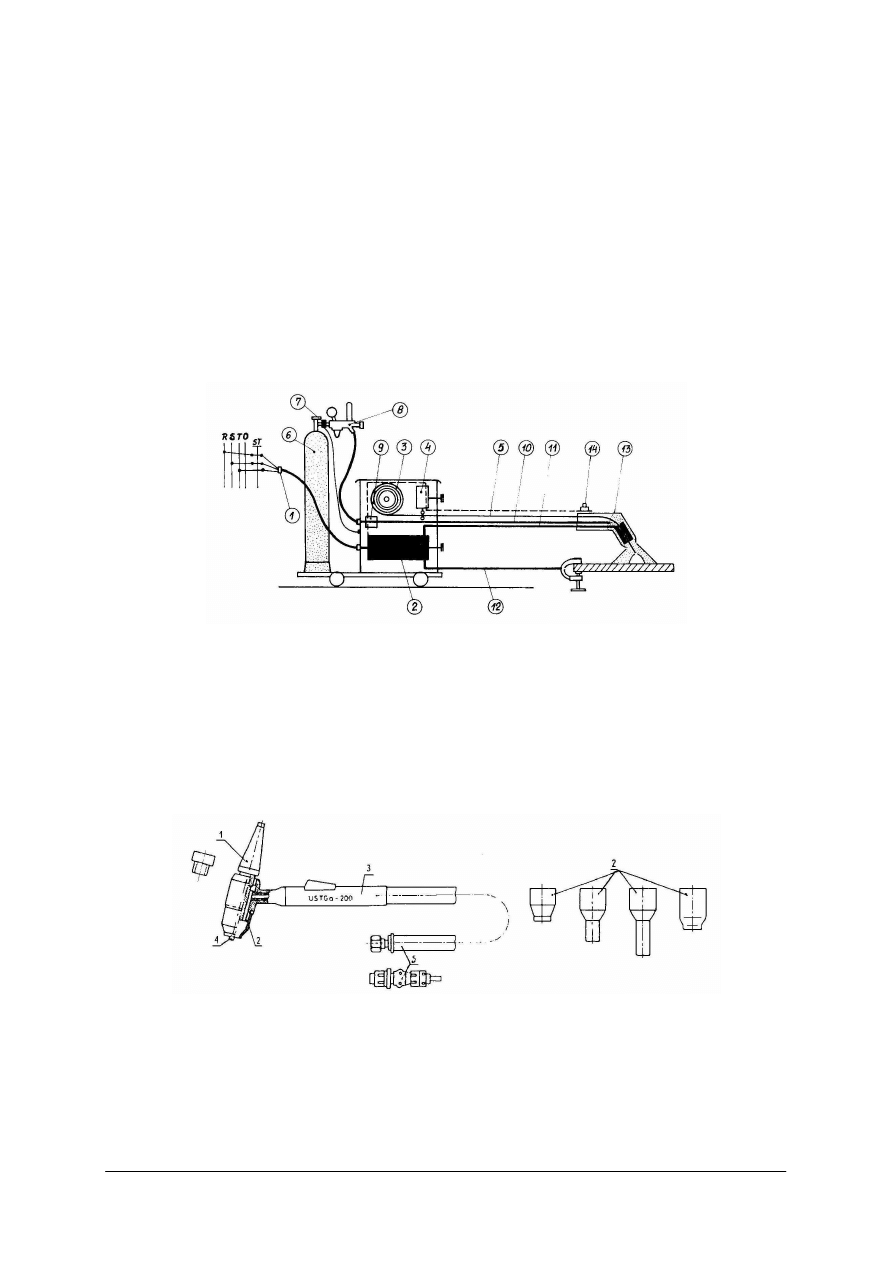
Rys. 16. Urządzenie do spawania elektrodą topliwą metodą MIG/MAG : 1) podłączenie do sieci, 2) prostownik,
3) szpula z drutem elektrodowym, 4) podajnik drutu, 5) drut, 6) butla z gazem ochronnym,
7) podgrzewacz gazu, 8) reduktor gazu, 9) zawór sterujący gazem ochronnym, 10) przewód gazu
ochronnego, 11) przewód prądu spawania, 12) przewód prądu masy, 13) uchwyt spawalnicy,
14) łącznik [5, s. 7].
Spawanie w osłonie gazów elektrodą topliwą jest wykonywane przy pomocy
półautomatów lub automatów spawalniczych, w których podawanie drutu jest
zmechanizowane. W półautomatach prowadzenie drutu jest ręczne, a w automatach głowica
spawalnicza jest prowadzona mechanicznie. Pozostałe elementy są jednakowe.
Rys. 17. Uchwyt spawalniczy do spawania metodą TIG prądem do 200 A: 1) korek, 2) dysza wymienna,
3) rękojeść z przyciskiem sterującym, 4) elektroda wolframowa, 5) przewody z przyłączami
[10, s. 319]
Uchwyty spawalnicze produkowane są z lekkich materiałów elektroizolacyjnych. Do
spawania prądem o natężeniu do 200A chłodzenie uchwytu jest naturalne, a powyżej 200 A –
uchwyt ma chłodzenie wodą destylowaną w układzie zamkniętym.
Dysza uchwytu podczas spawania zanieczyszcza się odpryskami ciekłego metalu i może
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
powstać zwarcie między dyszą a końcówką prądową umieszczoną w dyszy. Aby temu
zapobiec, dyszę należy czyścić z odprysków. Końcówki prądowe muszą być dobrane do
ś
rednicy drutu. Końcówka o zbyt dużym lub wyrobionym otworze należy wymienić, gdyż
powstaje większy opór elektryczny i grzanie się końcówki.
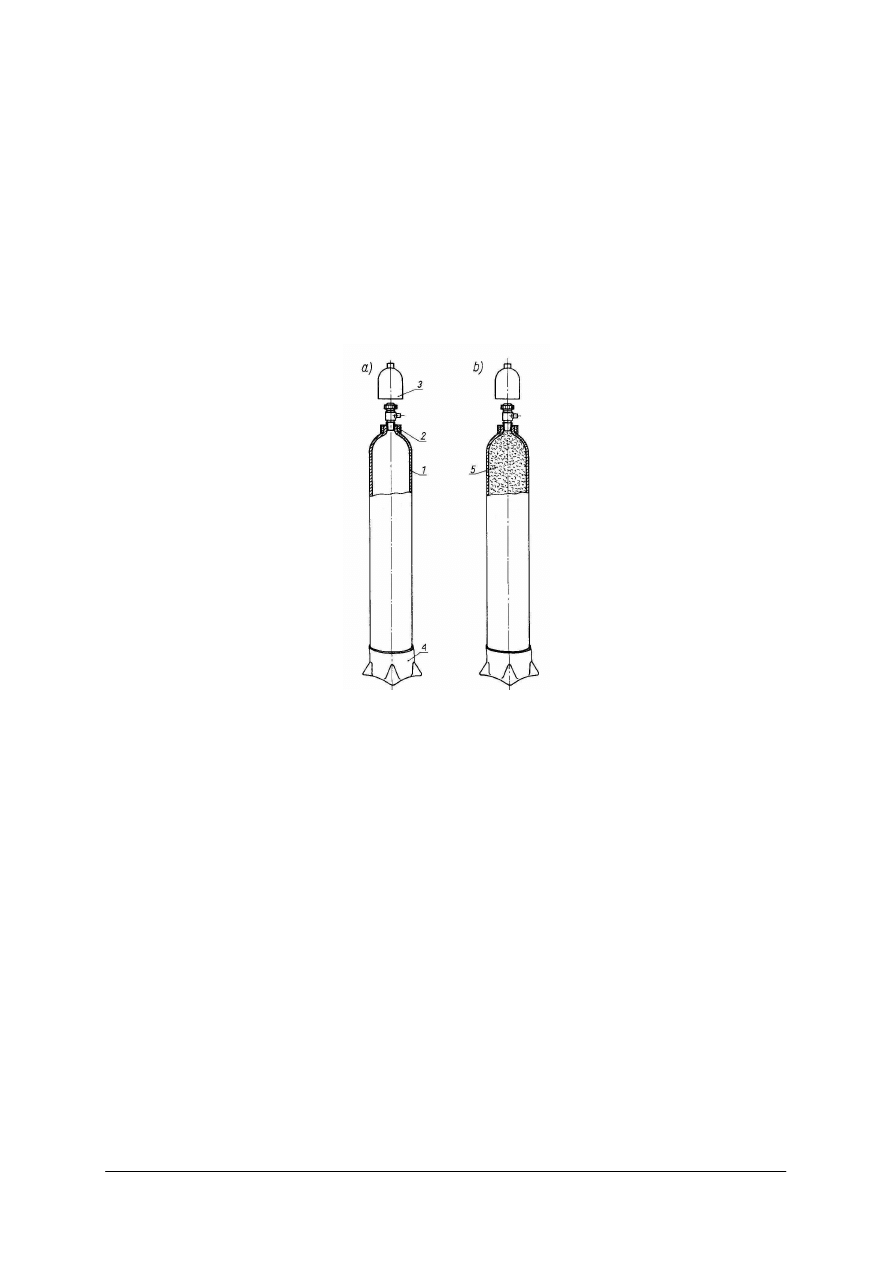
Mieszanki gazowe i gazy magazynuje się i transportuje w butlach stalowych
o podwyższonej wytrzymałości. Butle na gazy techniczne malowane są na odpowiednie kolory
zgodnie z normą: PN-EN-ISO 13769:2006(U), która zastępuje normę PN-EN 1089-3:1999.
−
dwutlenek węgla (CO
2
) – szara,
−
acetylen (C
2
H
2
) – kasztanowata,
−
tlen (O
2
) – niebieska, w górnej części biała,
−
argon (Ar) – szara, w górnej części ciemno-zielona.
Rys. 18. Butle: a) tlenowa, b) acetylenowa: 1) korpus, 2) pierścień, 3) kołpak ochronny, 4) stopa, 5) masa
porowata [2, s.208]
Butle podlegają kontroli przez rzeczoznawców dozoru technicznego co 5 lat. Obsługę
butli do gazów technicznych i ich magazynowanie podają specjalne przepisy.
Gaz znajdujący się w butli pod wysokim ciśnieniem nie może być użyty bezpośrednio do
spawania, lecz musi przejść przez reduktor, który redukuje ciśnienie butlowe do ciśnienia
roboczego. Reduktor utrzymuje ciśnienie gazu w palniku na stałym poziomie, a zawór
bezpieczeństwa wypuszcza nadmiar gazu w miarę wzrostu ciśnienia w butli.
Reduktor butli z dwutlenkiem węgla jest zaopatrzony w podgrzewacz elektryczny, który
zabezpiecza go przed zamarznięciem. Instalowany jest między zaworem butli i reduktorem.
Zasilany jest prądem 24 V i podgrzewa reduktor do 60
°
C.
Druty używane do spawania elektrycznego w osłonie gazów mogą być pełne (lite) lub
proszkowe (rdzeniowe) (rys. 19).
Druty elektrodowe rdzeniowe mają w swym składzie zwiększone zawartości składników
stopowych o działaniu odtleniającym jak: krzem, mangan, aluminium, tytan. Wiążą one tlen
z rozkładu CO
2
w żużel i zapobiegają tworzeniu się tlenków metali, co mogło by
niekorzystnie wpłynąć na wytrzymałościowe własności spoiny. śużel gromadzi się na
powierzchni spoiny i jest usuwany z powierzchni spoiny szczotką drucianą.
Druty do spawania stali konstrukcyjnych niskowęglowych to: SpG3S1, SpG4S1,
SpG2S1. Powierzchnia drutów zabezpieczona jest przed korozją przez miedziowanie lub
pokrycie warstewką tlenków.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Druty proszkowe (rys. 19) mają w środku rdzeń, wypełniony składnikami spełniającymi
rolę jak otulina w elektrodzie. Są nazywane samoosłonowymi, gdyż w czasie spawania
wydzielają się gazy osłaniające łuk i roztopiony metal. Jeżeli osłona gazowa elektrody
proszkowej nie daje wystarczającego zabezpieczenia przed szkodliwym działaniem powietrza,
wówczas spawanie wykonuje się drutem proszkowym w osłonie CO
2
lub mieszankach
gazowych.
Rys. 19. Przekroje drutów rdzeniowych (proszkowych) do spawania w osłonach gazowych [10, s.263].
Jest kilka rodzajów drutów proszkowych o różnym składzie otoczki metalowej i rdzenia
oraz zalecanych do różnych pozycji spawania. Druty proszkowe są droższe od drutów litych i
mniej wydajne.
Rys. 20. Wolny wylot drutu elektrodowego między
prądową a jeziorkiem materiału spawanego
[10, s. 279].
Rys. 21. Położenie uchwytu spawalniczego względem
przedmiotu przy spawaniu w osłonie gazowej
[10, s. 281].
Rys. 22. Sposoby prowadzenia drutu elektrodowego przy spawaniu w gazach ochronnych [5, s. 91].
Spawanie elektrodą nietopliwą (rys. 23) w osłonie argonu lub helu nazywane jest metodą TIG.
W metodzie tej stosuje się też podawanie dodatkowego spoiwa (rys. 24).
Rys. 23. Przyrząd do spawania metodą łukowego w osłonie argonu TIG [11, s. 140].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tabela 5. Sposoby przygotowania materiałów do spawania metodą TIG i MIG [10, s. 326].
Rys. 24. Zasada procesu spawania elektrodą nietopliwą w osłonie argonu: a) bez dodatkowego spoiwa,
b) z dodatkowym spoiwem; 1) elektroda, 2) uchwyt elektrody, 3) dysza, 4) łuk, 5) jeziorko, 6) spoiwo
dodatkowe [10, s. 307].
Elektrodą nietopliwą jest elektroda wolframowa. Jest to pręt o średnicy 0,5–10 mm
i długości 50–175 mm zaostrzony pod kątem 30–40
°
. Podczas spawania następuje zużycie
elektrody, ostry koniec tępi się. Ma to ujemny wpływ na warunki spawania. Elektrody ostrzy
się za pomocą specjalnych szlifierek.
Spawanie w osłonie argonu stosuje się do spawania stali stopowych, metali nieżelaznych
i ich stopów.
Aluminium, magnez i ich stopy spawane są prądem stałym, pozostałe metale spawa się
prądem przemiennym. Przy spawaniu metodą TIG, stosuje się metodę spawania w lewo
(analogicznie jak przy spawaniu gazowym – rys. 28). Należy zwracać uwagę, aby elektroda
wolframowa nie dotknęła do roztopionego metalu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
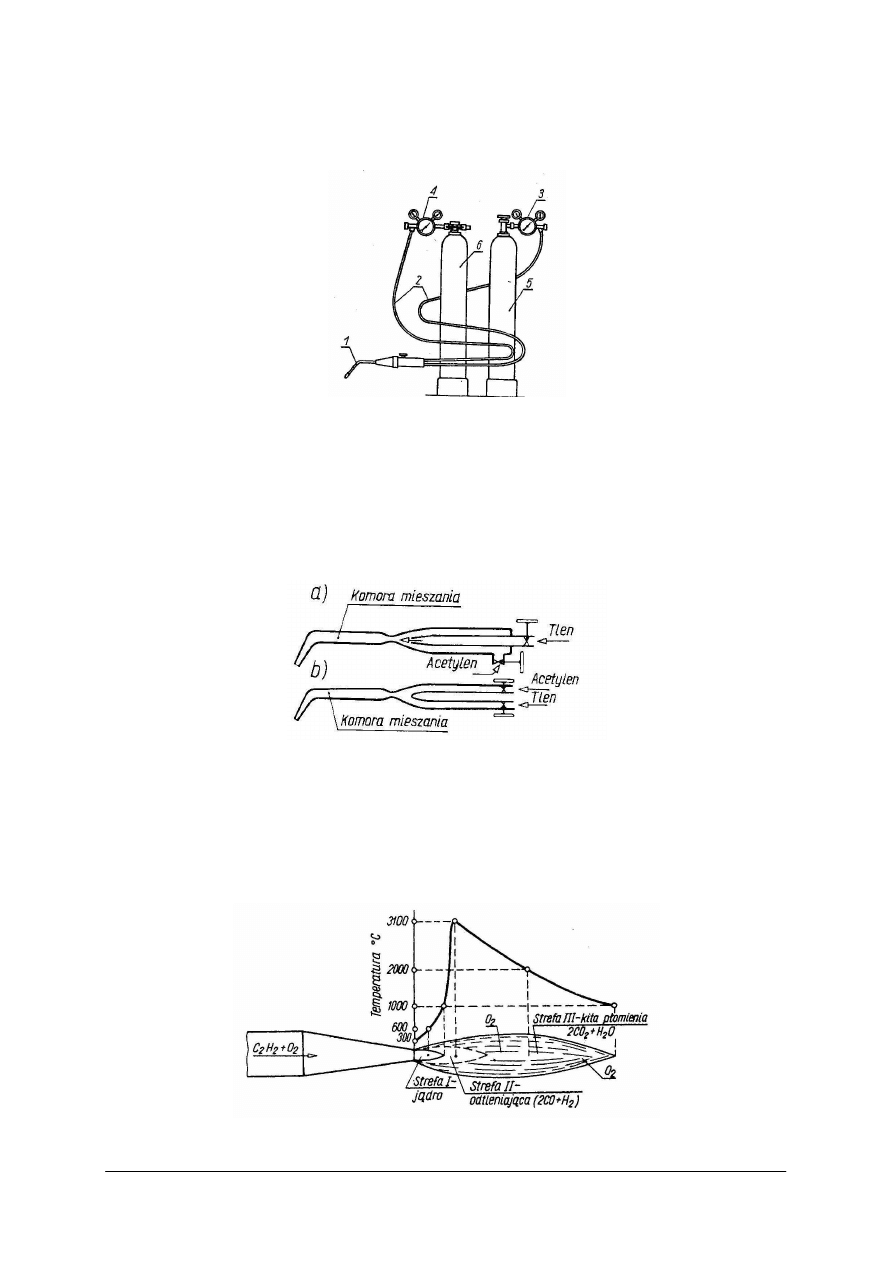
Spawanie gazowe polega na stapianiu brzegów metali łączonych i spoiwa płomieniem
gazowym, otrzymanym przez spalenie acetylenu w atmosferze dostarczonego tlenu. przy
pomocy zestawu urządzeń pokazanych na rysunku 25.
Rys. 25. Zespół urządzeń do spawania gazowego: 1) palnik, 2) przewody gumowe, 3, 4) reduktory, 5) butla
tlenowa, 6) butla acetylenowa [11, s. 132].
Spawanie gazowe stosuje się do wszystkich rodzajów stali i metali nieżelaznych.
Palnik służy do spalania gazów dobrze wymieszanych z tlenem. Rozróżnia się palniki
wysokiego ciśnienia i niskiego ciśnienia (rys. 26). W palnikach niskiego ciśnienia następuje
zasysanie gazu przez płynący pod ciśnieniem tlen. W palnikach wysokiego ciśnienia
doprowadzenie obu gazów odbywa się pod jednakowym ciśnieniem.
Rys. 26. Palnik acetylenowo-tlenowy: a) na niskie ciśnienie, b) na wysokie ciśnienie [2, s. 209].
Acetylen, spalając się w atmosferze tlenu daje płomień o temperaturze około 3100
°
C
(rys. 27) i może tworzyć wewnątrz płomienia atmosferę odtleniającą, utleniającą lub
nawęglającą. Odpowiedni płomień można uzyskać przez dobranie składu mieszaniny tlen – gaz.
Spawacz powinien tak wyregulować płomień, aby spawanie odbywało się płomieniem
redukującym. Płomień chroni spoinę przed dostępem powietrza. Regulację płomienia
rozpoczyna się od regulacji dopływu acetylenu.
Rys. 27. Wykres płomienia acetylenowo-tlenowego [10, s 95].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Spawanie gazowe jest stosowane do spawania materiałów cienkich i do lutowania
twardego.
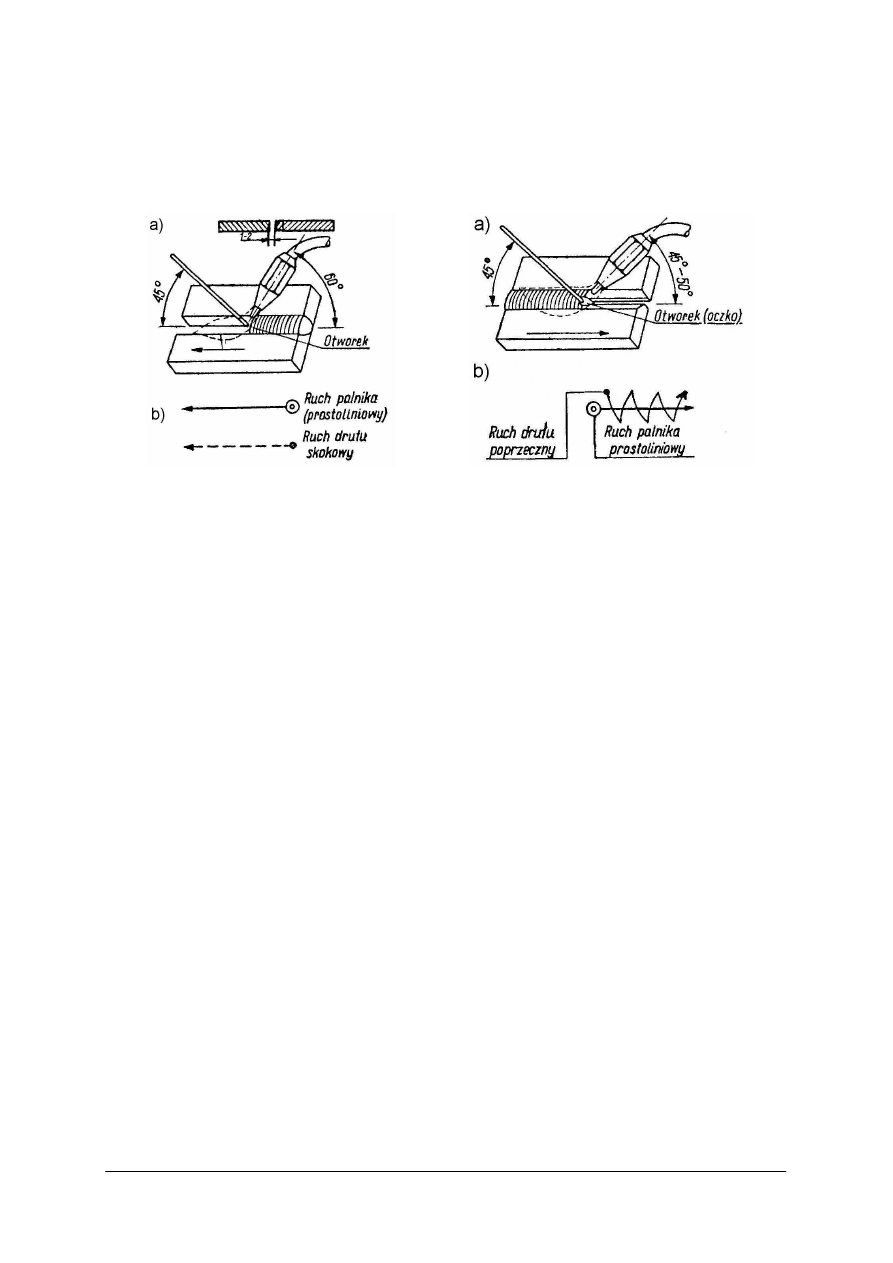
Materiały o grubości do 4 mm można spawać we wszystkich pozycjach metodą w lewo
(rys. 28), a materiały grubsze metodą w prawo (rys. 29). Metoda spawania w prawo daje
lepsze wyniki, gdyż wolniejsze jest studzenie spoiny.
Rys. 28. Metoda spawania w lewo: a) kąt pochylenia
palnika i drutu w czasie spawania, b) ruchy
prowadzenia palnika i drutu [10, s. 94].
Rys. 29. Metoda spawania w prawo: a) kąt pochylenia
palnika i drutu w czasie spawania, b) ruchy
prowadzenia palnika i drutu [10, s. 95].
W skład wyposażenia stanowiska roboczego do spawania gazowego wchodzą: butle
tlenowe i acetylenowe, stół roboczy, narzędzia pomocnicze oraz odzież ochronna.
Niektóre stanowiska robocze zamiast butli z acetylenem są wyposażone w wytwornice
acetylenowe z oczyszczaczem gazu oraz bezpiecznik wodny.
Podstawowymi narzędziami pomocniczymi na stanowisku roboczym spawacza
są:młotek, szczotki druciane i komplet kluczy do zamocowywania zaworów na butlach oraz
do otwierania butli z acetylenem.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się proces spawania?
2. Jak przebiega proces spawania elektrycznego?
3. Jakie znasz metody spawania elektrycznego?
4. Jaka jest zasada działania urządzeń do spawania?
5. Gdzie należy podłączyć przewody spawalnicze?
6. Jak mocuje się elektrodę do spawania?
7. Jak zbudowana jest elektroda otulona?
8. Jaką rolę spełnia otulina w elektrodach?
9. Jak odbywają się spawania metodami: TIG, MIG, MAG?
10. Jakich gazów osłaniających używamy w spawaniu metodami: TIG, MIG, MAG?
11. Na czym polega spawanie gazowe?
12. Jakie gazy spawalnicze stosuje się najczęściej do spawania gazowego?
13. Jak przechowuje się gazy spawalnicze?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie blach metodą spawania elektrycznego elektrodą otuloną i zabezpiecz
wykonane połączenie przez nałożenie powłoki ochronnej, według rysunków dostarczonych
przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) przygotować i ustawić blachy do spawania,
5) ustawić parametry spawania,
6) dokonać wstępnego sczepienia blach,
7) wykonać połączenie elektrodą,
8) usunąć żużel ze spoiny,
9) oczyścić spoinę i usunąć odpryski,
10) nałożyć powłokę ochronną na wykonane połączenie,
11) uprzątnąć stanowisko pracy,
12) dokonać konserwacji narzędzi i urządzeń,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) wyjaśnić budowę i działanie urządzeń do spawania,
15) sformułować wnioski z realizacji ćwiczenia,
16) zaprezentować efekty swojej pracy,
17) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
spawarka elektryczna z przewodami spawalniczymi,
−
elektrody,
−
blachy przeznaczone do spawania,
−
ś
ciski spawalnicze,
−
młotek do odbijania żużla,
−
szczotka druciana,
−
maska spawalnicza,
−
fartuch skórzany,
−
rękawice spawalnicze,
−
nagolenniki,
−
farba podkładowa i rozpuszczalnik,
−
pędzel lub wałek do malowania,
−
przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 2
Wykonaj połączenie blach metodą spawania elektrycznego elektrodą topliwą MAG.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) przygotować blachy do spawania,
5) ustawić parametry spawania,
6) dokonać sczepienia wstępnego blach,
7) wykonać połączenie posługując się urządzeniem spawalniczym,
8) uprzątnąć stanowisko pracy,
9) dokonać konserwacji narzędzi i urządzeń,
10) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
11) sformułować wnioski z realizacji ćwiczenia,
12) zaprezentować efekty swojej pracy,
13) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
spawarka MAG,
−
butla z gazem ochronnym (CO
2
),
−
reduktor,
−
wąż na gaz osłonowy,
−
drut spawalniczy,
−
blachy przeznaczone do spawania,
−
ś
ciski spawalnicze,
−
maska spawalnicza,
−
fartuch skórzany,
−
rękawice spawalnicze,
−
nagolenniki,
−
przybory do pisania.
Ćwiczenie 3
Zaplanuj proces i wyposażenie stanowiska do wykonania wyrobu z zastosowaniem
spawania gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować miejsce pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać narzędzia i sprzęt do spawania gazowego,
5) opisać sposób przygotowania blach do spawania gazowego,
6) opisać metodę wykonania spawania gazowego,
7) wykonać wykaz wyposażenia stanowiska do spawania gazowego,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
8) zaplanować kolejne kroki wykonania połączenia,
9) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
10) sformułować wnioski z realizacji ćwiczenia,
11) wyjaśnić budowę i działanie urządzeń do wykonania spawania gazowego,
12) zaprezentować efekty swojej pracy,
13) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
arkusz papieru,
−
rysunek techniczny wyrobu,
−
narzędzia i sprzęt do spawania gazowego,
−
literatura z rozdziału 6 dotycząca spawania gazowego.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić jak przebiega proces spawania elektrycznego?
2) rozróżnić metody spawania elektrycznego?
3) wyjaśnić budowę i zasadę działania narzędzi oraz urządzeń
spawalniczych?
4) wyjaśnić, na czym polega spawanie elektryczne elektrodą otuloną?
5) określić rolę otuliny w elektrodzie?
6) przygotować stanowisko do spawania elektrycznego?
7) wykonać spawanie elementów elektrodą otuloną?
8) wyjaśnić, na czym polega spawanie elektryczne MIG, TIG oraz
MAG?
9) wykonać spawanie elementów metodą w osłonie gazów ochronnych?
10) wyjaśnić, na czym polega spawanie gazowe?
11) określić jakie gazy spawalnicze stosuje się najczęściej do spawania?
12) określić jak przechowuje się gazy spawalnicze?
13) przygotować wyposażenie stanowiska do spawania gazowego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3. Zgrzewanie blach
4.3.1. Materiał nauczania
Zależnie od źródła ciepła użytego do nagrzania łączonych części rozróżnia się
zgrzewanie: ogniskowe, gazowe i elektryczne. Zgrzewanie elektryczne dzieli się na:
−
doczołowe,
−
punktowe,
−
liniowe,
−
garbowe.
Ź
ródłem ciepła w zgrzewaniu elektrycznym oporowym jest prąd elektryczny, który w
miejscu największego oporu zamienia się w ciepło. Miejsce styku metali wykazuje znaczny
opór dla przepływającego prądu. Przy dostatecznym natężeniu prądu w miejscu styku metal
staje się plastyczny. Po wywarciu nacisku stykające się ze sobą części łączą się ze sobą. Do
zgrzewania stosuje się prąd o niskim napięciu, lecz o natężeniu do kilku tysięcy amperów.
Zgrzewanie doczołowe stosuje się do łączenia części przekrojami poprzecznymi (wałki,
rury, kształtowniki). Rozróżnia się zgrzewanie zwarciowe i iskrowe (rys. 30). Podczas
zgrzewania zwarciowego części łączone są dociśnięte do siebie podczas całego czasu
przepływu prądu. W metodzie iskrowej materiały dociska się do siebie dopiero po nadtopieniu
powierzchni łączonych. Końce elementów nadtapia łuk elektryczny.
Zgrzewanie doczołowe ma zastosowanie między innymi w produkcji wierteł, gdzie
zgrzewa się dwie części wiertła z różnych gatunków stali. Część chwytową wiertła wykonuje
się ze stali zwykłej a część roboczą (skrawającą) ze stali szybkotnącej.
Rys. 30. Zgrzewanie doczołowe: a) zwarciowego, b) iskrowego: 1) zgrzewany metal, 2) szczęki zaciskowe
chłodzone wodą, 3) miejsce zwarcia lub łuk iskrowy, 4) transformator, 5) zgrzeina [10, s. 114].
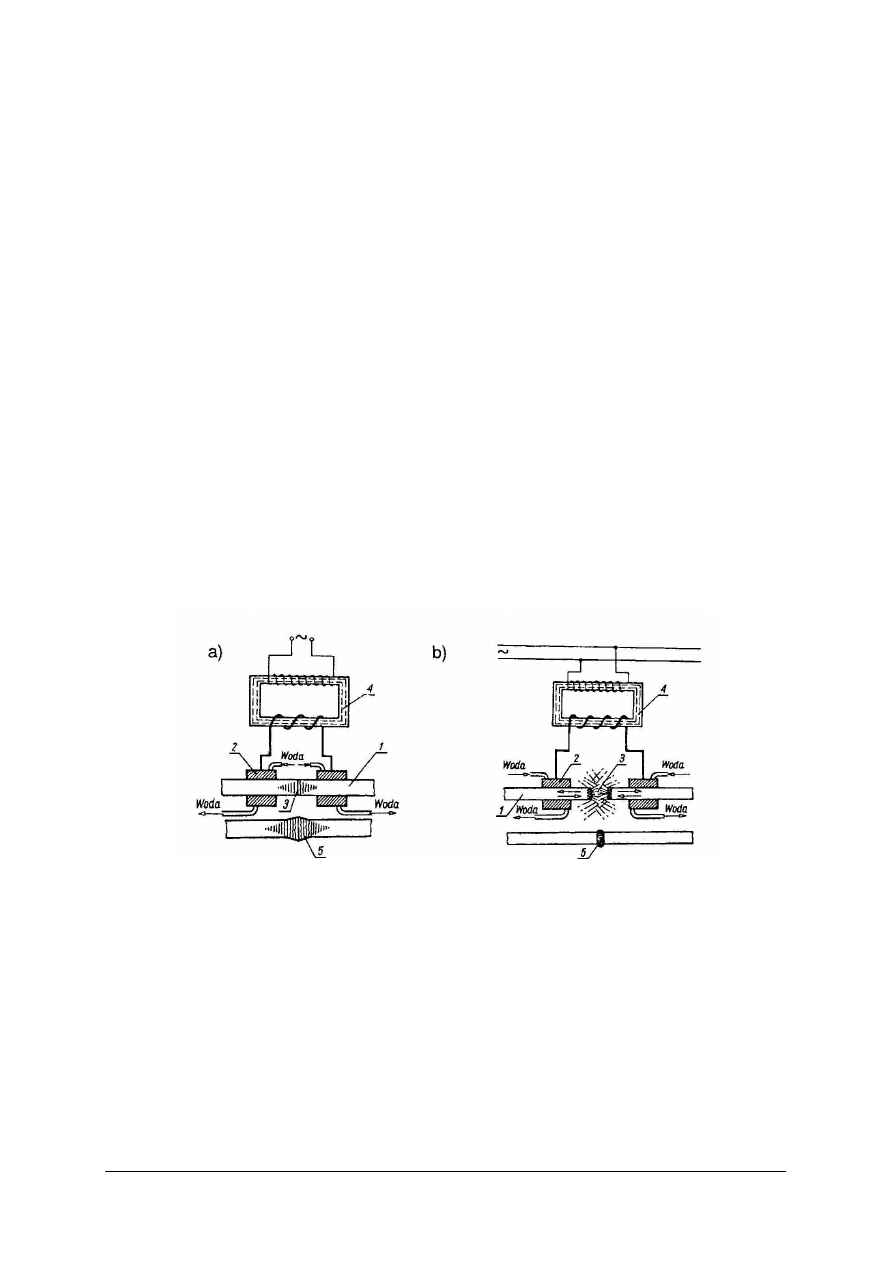
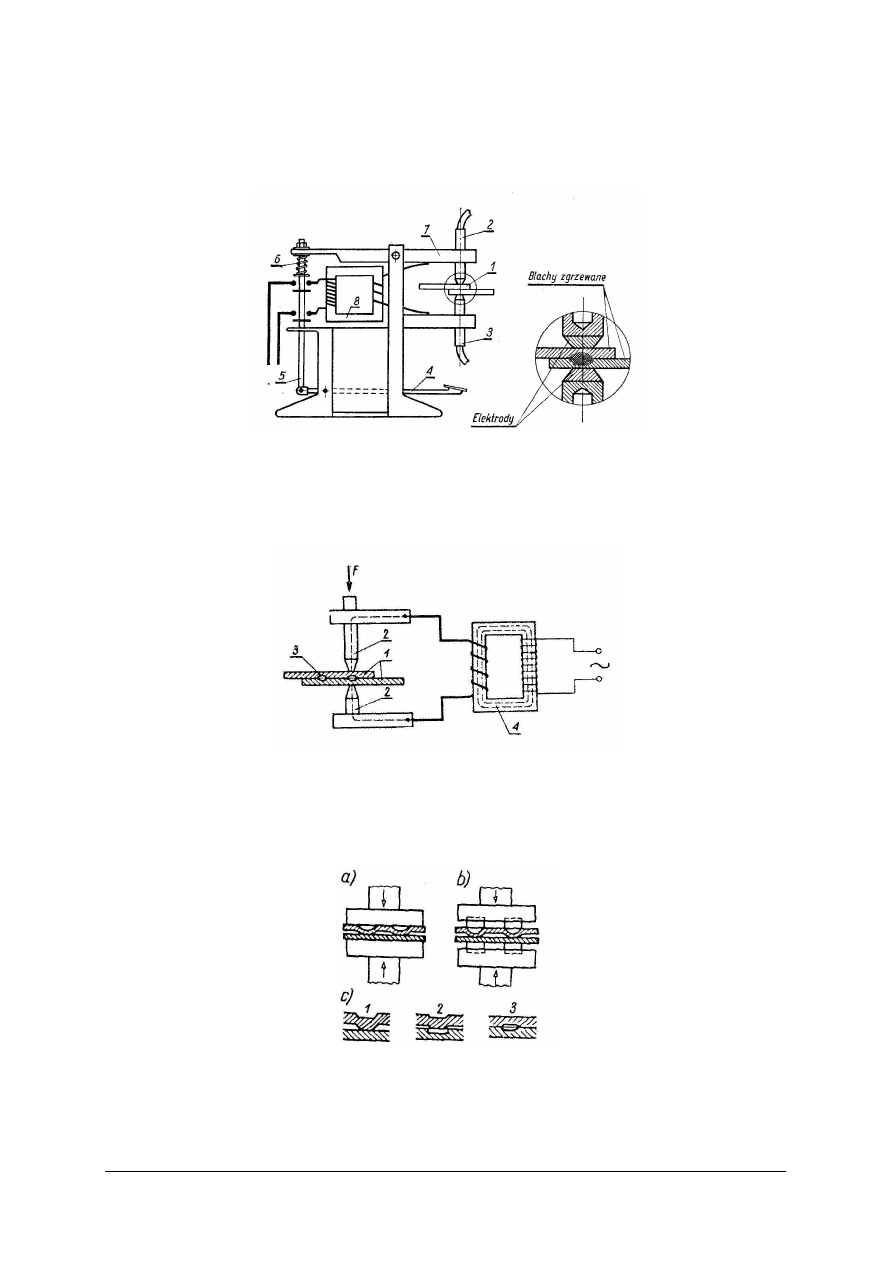
Zgrzewanie punktowe stosuje się do łączenia cienkich blach. Łączone blachy zaciska się
dwiema elektrodami w kształcie kłów, które zapewniają jednocześnie docisk oraz przepływ
prądu przez złącze. Końcówki elektrod wykonane są z miedzi.
W przemyśle stosuje się zgrzewarki wielopunktowe, gdzie nie zachodzi konieczność
stałego przesuwania przedmiotu. Najlepszy efekt zgrzewania uzyskuje się przy dużym
natężeniu prądu i krótkich czasach nagrzewania. Główną częścią zgrzewarki jest
transformator, który prąd sieciowy o dużym natężeniu i małym napięciu zamienia na prąd
o małym napięciu i dużym natężeniu. Układ dźwigni (rys. 31) pozwala na równoczesne,
krótkotrwałe włączenie prądu i nacisku. Blachy przeznaczone do zgrzewania są umieszczone
między elektrodami 2 i 3. Naciśnięcie pedału 4 powoduje przesunięcie się do góry pręta 5,
który za pośrednictwem sprężyny 6 oraz dźwigni 7 powoduje zaciśniecie się elektrod. Dalsze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
dociskanie pedału powoduje włączenie napięcia na pierwotne uzwojenie transformatora 8.
Zwarcie wtórnego obwodu transformatora przez zgrzewane blachy powoduje w tym obwodzie
przepływ prądu. Regulacja natężenia prądu odbywa się stosownie do grubości blach, przez
zmianę liczby zwojów w uzwojeniu pierwotnym transformatora.
Rys. 31. Schemat zgrzewarki punktowej: 1) blachy, 2, 3) elektrody, 4) pedał, 5) pręt, 6) sprężyna, 7) dźwignia,
8) transformator [11, s. 147].
Parametry zgrzewania są uzależnione od rodzaju i grubości blach i średnicy elektrod.
Zgrzewanie punktowe ma szerokie zastosowanie w przemyśle samochodowym, lotniczym
i kolejowym.
Rys. 32. Schemat zgrzewania punktowego: 1) blachy zgrzewane, 2) elektrody kłowe, 3) zgrzeina punktowa,
4) transformator, F – siła docisku [10, s. 116].
Zgrzewanie garbowe jest odmianą zgrzewania punktowego. Wymaga ono
wcześniejszego przygotowania jednej z blach przez wytłoczenie garbów w kształcie stożka
lub rowka. Do zgrzewania garbowego używa się elektrod płaskich.
Rys. 33. Schemat zgrzewania garbowego: a) zgrzewanie jedną płaską elektrodą kilku garbów jednocześnie,
b) dwóch garbów jednocześnie, c) technologiczny przebieg zgrzewania jednej zgrzeiny [10, s. 116]
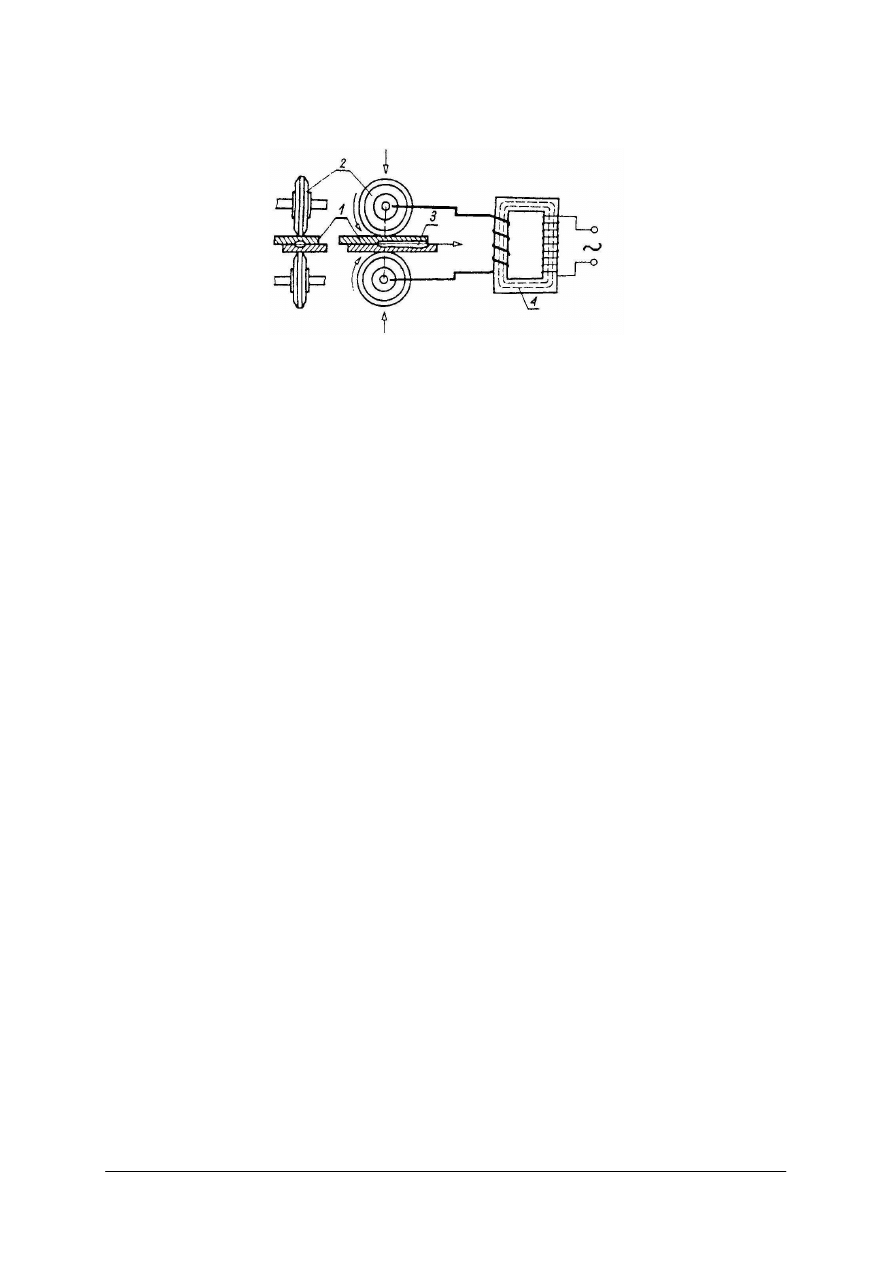
Zgrzewanie liniowe polega na zastosowaniu obracających się elektrod w kształcie
krążków (rys. 34). Krążki z których górny jest napędzany silnikiem, obracając się przesuwają
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
między sobą łączone blachy. Krążki zasilane są impulsowo prądem elektrycznym o dużym
natężeniu.
Rys. 34. Schemat zgrzewania liniowego: 1) blachy zgrzewane, 2) elektrody krążkowe, 3) zgrzeina liniowa,
4) transformator [10, s. 117].
Zgrzewanie liniowe wykonuje się zwykle na zakładkę. Metodę tą stosuje się tam, gdzie
wymagana jest szczelność połączenia. Zgrzewanie liniowe stosowane jest w produkcji rur ze
szwem.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się zgrzewanie?
2. Jak przebiega proces zgrzewania?
3. Jakie znasz metody zgrzewania?
4. Jak zbudowana jest zgrzewarka punktowa?
5. Jakie znasz metody zgrzewania doczołowego?
6. Gdzie stosuje się zgrzewanie doczołowe?
7. Na czym polega zgrzewanie garbowe?
8. Kiedy stosowane jest zgrzewanie liniowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj przedmiot z blachy (skrzynka na licznik, szafka itp.) wykonując połączenie
zgrzewarką punktową według rysunku dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) wytrasować i wyciąć elementy składowe wyrobu,
5) ukształtować elementy blaszane,
6) przygotować blachy do zgrzewania,
7) zapoznać się z instrukcją obsługi zgrzewarki,
8) przygotować zgrzewarkę,
9) wykonać połączenie posługując się zgrzewarką punktową,
10) wyłączyć i oczyścić zgrzewarkę,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
11) posprzątać stanowisko pracy,
12) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
13) wyjaśnić budowę i działanie zgrzewarki punktowej,
14) sformułować wnioski z realizacji ćwiczenia,
15) zaprezentować efekty swojej pracy,
16) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
materiał na wykonywany przedmiot,
−
rysunek techniczny,
−
narzędzia do trasowania,
−
nożyce do cięcia blachy (gilotynowe i ręczne),
−
młotek blacharski (drewniany lub gumowy),
−
kleszcze blacharskie,
−
giętarka krawędziowa,
−
zgrzewarka punktowa,
−
okulary ochronne.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czym charakteryzuje się zgrzewanie?
2) opisać działanie zgrzewarki doczołowej?
3) opisać budowę i działanie zgrzewarki punktowej?
4) opisać działanie zgrzewarki liniowej?
5) przygotować blachy do zgrzewania?
6) przygotować zgrzewarkę punktową do pracy?
7) wykonać połączenie metodą zgrzewania punktowego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Lutowanie blach lutem miękkim i twardym
4.4.1. Materiał nauczania
Za pomocą lutowania można łączyć prawie wszystkie metale w różnych kombinacjach.
Luty są to materiały o temperaturze topnienia niższej od materiału części łączonych.
Rozróżnia się luty miękkie o temperaturze topnienia poniżej 500°C (tabela 6) i luty twarde,
które charakteryzują się temperaturą topnienia powyżej 550°C.
Luty miękkie są stopami cyny, antymonu i ołowiu o temperaturze topnienia 183–300°C.
Stosuje się również luty niskotopliwe (t = 70–150°C), przeznaczone do łączenia materiałów
o niskiej temperaturze topnienia lub elementów, które nie powinny się nagrzewać podczas
lutowania.
Luty miękkie są wykonywane w postaci odlewanych prętów i pałeczek (lasek) oraz
ciągnionych drutów, które mają w środku topnik w postaci żyłki.
Tabela 6. Właściwości i zastosowanie spoiw cynowo-ołowiowych miękkich [9, s. 115].
Cecha
Temperatura
topnienia
[°C]
Wytrzymałość na
rozciąganie[MPa]
Metale
łączone
Zastosowanie
LC 30
183–260
35,3
miedź,
mosiądz, stal,
cynk
spoiwo
powszechnego
użytku;
lutowanie blach stalowych czarnych,
ocynkowanych, lutowanie kąpielowe
LC30A2
185–250
39,2
miedź, stal
lutowanie
połączeń
pracujących
w podwyższonej temperaturze; uzwojeń
silników
elektrycznych,
urządzeń
chłodniczych
LC40
183–238
37,3
miedź,
mosiądz, stal
LC40A
183–235
39,2
miedź, stal
lutowanie
blach
stalowych
i ocynkowanych, pobielanie i lutowanie
aparatury
elektrotechnicznej
oraz
chłodnic i innych części maszyn
LC60
183–190
36,3
miedź,
mosiądz, stal
lutowanie – w przemyśle elektronicznym
– elementów z pokryciami cynowo-
ołowiowymi i srebrnymi
Luty twarde są stopami miedzi z cynkiem i innymi składnikami. Rozróżnia się luty
twarde łatwo topliwe (t = 550–875°C) i trudno topliwe (t = 875–1100°C).
Luty do lutowania twardego metali można podzielić na cztery zasadnicze grupy:
miedziane, mosiężne, srebrne i specjalne.
Luty do lutowania twardego mogą mieć różną postać zewnętrzną. Do prac wykonywanych
ręcznie używa się przeważnie drutu lub prętów. Zależnie od typu złącza i metody lutowania
stosuje się luty w innej postaci, jak blaszki, kształtki, ziarna, proszek lub pasta.
Połączenie trwałe uzyskuje się dzięki przyczepności lutu do materiałów łączonych,
dlatego warunkiem otrzymania prawidłowego połączenia jest staranne oczyszczenie
powierzchni lutowanych. Przygotowanie łączonych powierzchni polega na oczyszczeniu
mechanicznym i chemicznym.
Oczyszczanie mechaniczne odbywa się przez piłowanie, skrobanie, ścieranie,
szczotkowanie i inne podobne zabiegi.
Oczyszczanie chemiczne polega na odtłuszczaniu lub trawieniu. Odtłuszczanie można
wykonać z użyciem rozpuszczalników organicznych, roztworów alkalicznych, elektrolitycznie
oraz ultradźwiękowo. Do trawienia służą wodne roztwory kwasu siarkowego, solnego,
azotowego lub inne. Po trawieniu zwilżone powierzchnie należy zobojętnić, zmywając je
wodą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Bezpośrednio przed lub w czasie lutowania łączone powierzchnie oczyszcza się za
pomocą topników. Usuwa się wówczas powstałe już po oczyszczeniu powierzchni tlenki lub
inne trudnotopliwe związki utrudniające zwilżanie lutem łączonych części.
Najczęściej lutowanie znajduje zastosowanie w przemyśle elektrotechnicznym,
elektronicznym i telekomunikacyjnym do łączenia przewodów elektrycznych. Jest stosowane
też podczas prac blacharskich, szczególnie do lutowania blach ocynkowanych: w produkcji
rynien, obróbkach blacharskich, do zamykania konserw. Ponadto lutowanie stosuje się
w blacharstwie samochodowym przy wypełnianiu wgłębień oraz wykonywaniu i naprawie
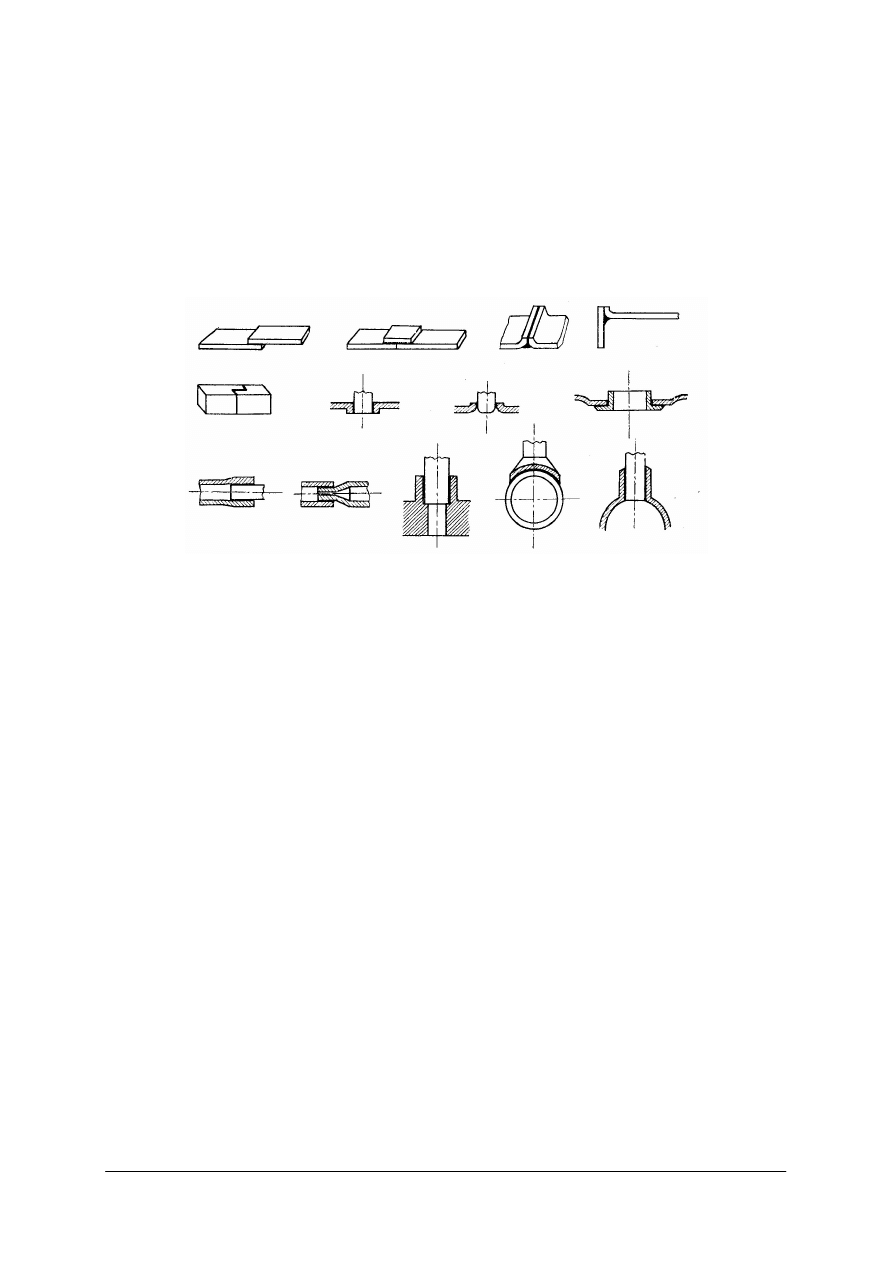
chłodnic samochodowych. Przykłady złącz lutowanych pokazane są na rysunku 35.
Rys. 35. Przykłady złącz lutowanych [11, s. 155]
Lutowanie lutem miękkim stosuje się do łączenia części o niedużych naprężeniach
w złączu i niewysokiej temperaturze pracy, jak również do uszczelniania połączeń
zawalcowanych i innych (na przykład cienkościennych zbiorników, pojemników, rynien
i rurociągów).
Do oczyszczania przedmiotów stalowych, z miedzi i mosiądzu, przed lutowaniem stosuję
się wodę lutowniczą (chlorek cynku rozpuszczony w wodzie), do lutowania blach
ocynkowanych – rozcieńczony kwas solny, do innych metali – płyny lub pasty lutownicze.
Kwas należy rozcieńczać przez dolewanie stężonego kwasu do wody, a nie odwrotnie.
Metale pokrywające się trudnotopliwymi tlenkami niekiedy przed lutowaniem cynuje się,
czyli powleka cienką warstewką cyny. Chroni to powierzchnię łączonego metalu przed
utlenianiem podczas lutowania, polepszając zwilżalność lutów. Cynowanie powierzchni przed
lutowaniem w przypadku produkcji małoseryjnej wykonuje się za pomocą lutownicy.
W produkcji seryjnej i masowej cynowanie wykonywane jest przez zanurzenie w stopach
cyny lub przez cynowanie galwaniczne.
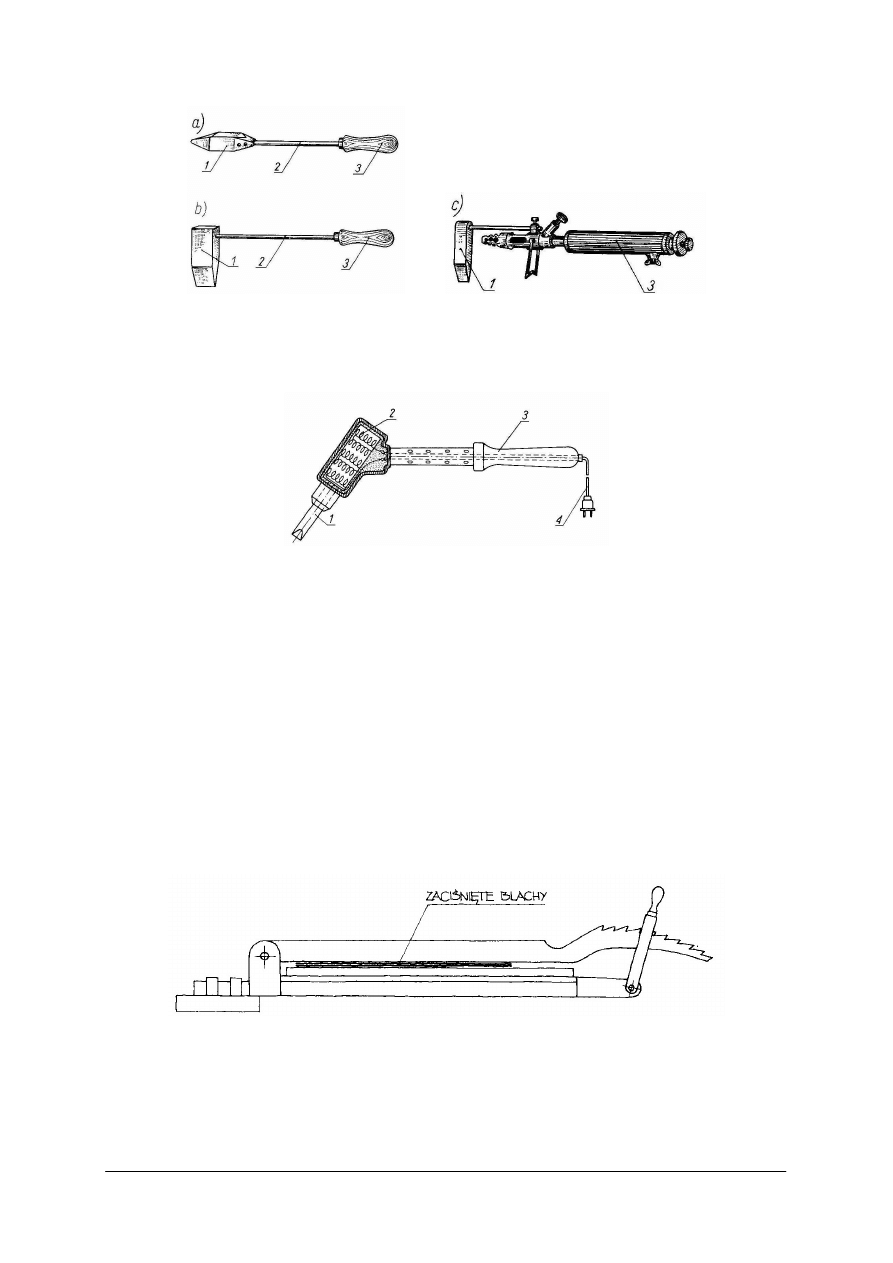
Narzędziem do lutowania miękkiego jest lutownica, która zawiera końcówkę miedzianą,
do roztopienia cyny (rys. 36 i 37). Miedzianą końcówkę lutownicy nagrzewa się:
−
w ognisku kowalskim,
−
w płomieniu lampy lutowniczej lub palnika
−
prądem elektrycznym (rys. 37).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 36. Lutownice: a), b) zwykłe, c) benzynowa. [2, s. 159].
Obecnie najczęściej stosuje się lutownice elektryczne o mocy dostosowanej do grubości
i wielkości łączonych elementów. Moc lutownic elektrycznych do prac blacharskich powinna
wynosić, co najmniej 400 W.
Rys. 37. Lutownica elektryczna: 1) końcówka miedziana, 2) spirala grzejna, 3) rękojeść, 4) przewód elektryczny.
[2, s. 159].
Przed przystąpieniem do lutowania rozgrzewa się lutownicę do temperatury nie
przekraczającej 350°C, co poznaje się po szybkim topieniu okruchów cyny położonych na
grocie. Po nagrzaniu lutownicy wykonuje się jej bielenie przez pocieranie rozgrzanego grotu o
kawałek salmiaku, na którym leży kilka kropel cyny. Pod wpływem ciepła salmiak rozkłada
się na amoniak i kwas solny, który czyści lutownicę, a rozpuszczona cyna pokrywa ją, nadając
białe zabarwienie.
Podczas lutowania nagrzaną lutownicę trzyma się w jednej ręce, a pałeczkę lutu
w drugiej. Lut po zetknięciu z gorącym grotem lutownicy zostaje stopiony i ścieka na złącze,
gdzie zostaje lutownicą rozprowadzony i wyrównany. Ewentualny nadmiar lutu usuwa się
pilnikiem lub skrobakiem. Po wykonaniu połączenia resztki kwasu lub pasty wyciera się
suchą szczotką lub przemywa bieżącą wodą.
Lutowane elementy w czasie lutowania trzeba dobrze docisnąć, aby ściśle do siebie
przylegały. Używa się do tego kleszczy, ścisków lub nożyc lutowniczych (rys. 38).
Rys. 38. Zaciskanie blach w nożycach lutowniczych. [9, s. 118].
Lutowanie lutem twardym
Lutowanie to daje połączenie nie tylko szczelne, lecz również o dużej wytrzymałości na
rozciąganie. Jest używane do połączeń ślusarskich, w budowie ram rowerowych,
w kołnierzach połączeń rurociągów, do łączenia części mechanizmów precyzyjnych oraz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
w produkcji narzędzi skrawających. Do lutowania twardego jako topniki najczęściej są
używane: boraks lub kwas borny, fluorek potasu, tlenek boru i fluorek wapnia.
Powierzchnie łączone powinny być dokładnie dopasowane do siebie i bardzo dobrze
oczyszczone. Następnie smaruje się je pędzlem zanurzonym w roztworze boraksu i kładzie się
między te powierzchnie blaszkę lutu, a potem wiąże się obie części drutem. Po posypaniu
boraksem związanych części nagrzewa się je w ognisku kowalskim, w płomieniu palnika
gazowego lub lampy lutowniczej tak długo, aż lut się roztopi i zwiąże części łączone.
W niektórych przypadkach lut umieszcza się na zewnątrz, wzdłuż szwu. Po zlutowaniu
wyjmuje się połączone części z płomienia i odkłada w celu powolnego ostygnięcia,
a następnie przemywa się szew wodą zakwaszoną i usuwa nadmiar lutu pilnikiem.
Do lutowania lutem twardym często wykorzystuje się płomień gazowy wytwarzany
w palniku acetylenowym. Metoda jest bardzo podobna do omówionego wcześniej spawania
gazowego, gdyż używa się tego samego sprzętu. Różnica polega na tym, że przy spawaniu
nadtapia się części łączone, a przy lutowaniu wprowadza się spoiwo pomiędzy rozgrzane
powierzchnie łączone. Do lutowania ręcznego stosuje się palniki pojedyncze, a w liniach
produkcyjnych zestawy palników.
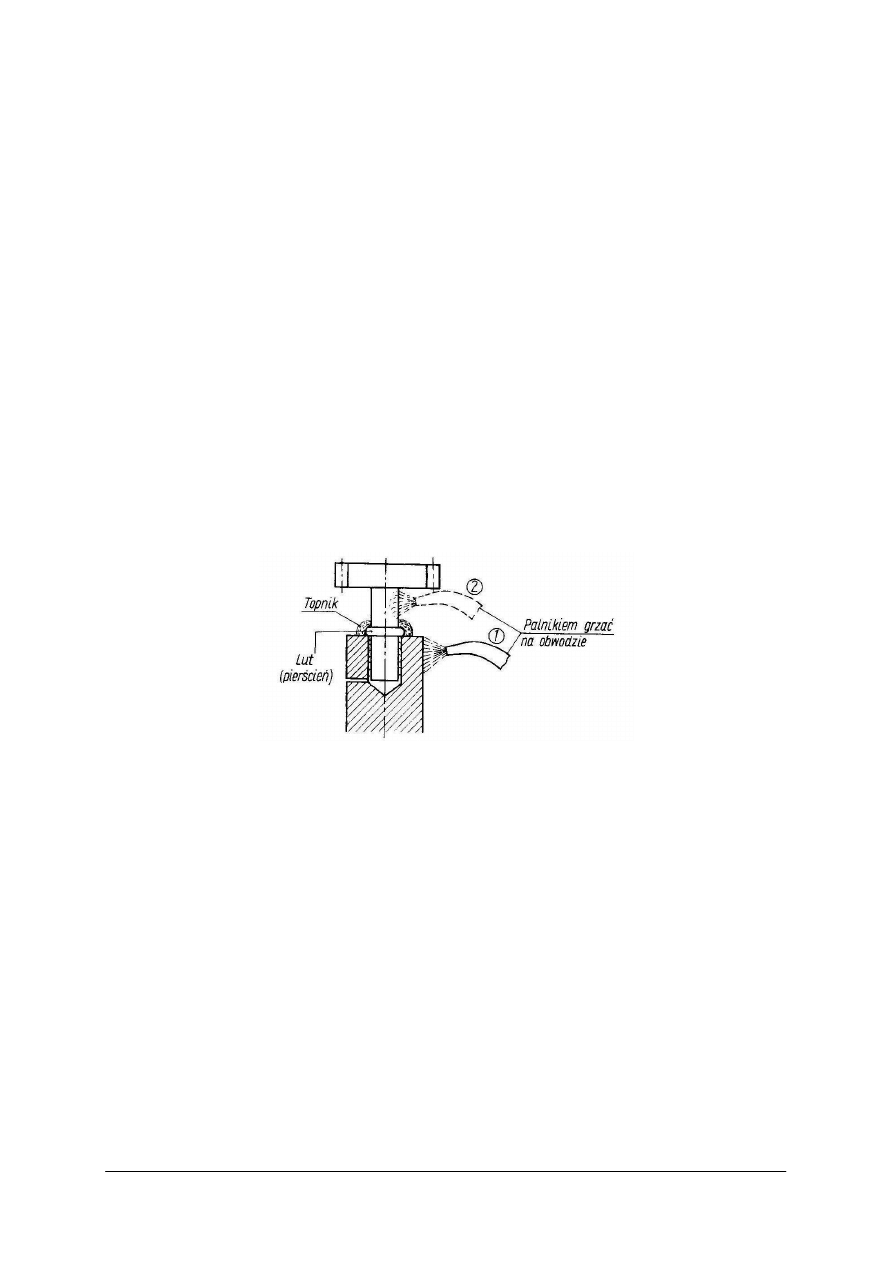
Podczas lutowania palnikiem bardzo ważny jest sposób nagrzewania złącza lutowanego.
Elementy lutowane należy nagrzewać w okolicy miejsca złącza, a lut powinien nagrzewać się
od części łączonych (rys. 39). Wówczas roztopiony lut wpływa w szczelinę pomiędzy
częściami lutowanymi i wypełnia ją szczelnie. Najlepsze wyniki otrzymuje się przy złączach
okrągłych, gdy lut układa się w szczelinę w postaci pierścienia.
Rys. 39. Lutowanie palnikiem gazowym: (1) i (2) kolejność grzania [4, s. 284].
Podczas nagrzewania palnikiem nie jest konieczne wiązanie drutem łączonych
elementów. Można je zamocować w imadle, położyć na stalowej płycie lub stole
spawalniczym. Trzeba wtedy bardzo uważać, aby łączone elementy i lut nie zmieniły swojego
położenia podczas lutowania. Zaleca się tutaj stosowanie różnych ścisków stosownych do
łączonych elementów.
Lutospawanie jest to lutowanie twarde wykonywane z użyciem mosiądzu jako lutu.
Materiał do lutospawania należy ukosować jak przy spawaniu. Dlatego złącza lutospawania
mają kształt litery V lub X. Pozostaje nadal ważna zasada nie nadtapiania elementów
łączonych i wypełnianie szczeliny lutem. Złącze lutospawanie odznacza się dobrymi
własnościami mechanicznymi i plastycznymi, lepszymi od złączy spawanych.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się lutowanie?
2. Na czym polega lutowanie miękkie?
3. Jakie rodzaje lutu stosuje się do lutowania miękkiego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4. Jakich narzędzi używa się do lutowania miękkiego?
5. Jak zbudowane są i jak działają narzędzia do lutowania miękkiego?
6. Na czym polega lutowanie twarde?
7. Jaki rodzaj lutu stosuje się do lutowania twardego?
8. Jakie materiały pomocnicze stosuje się do lutowania twardego?
9. Jak zbudowane są i jak działają urządzenia do lutowania twardego?
10. Na czym polega lutospawanie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj naczynie z blachy z zastosowaniem lutowania miękkiego według rysunku
dostarczonego przez nauczyciela, przy użyciu lutownicy elektrycznej. Sprawdź szczelność
naczynia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) wytrasować i wyciąć blachy,
5) ukształtować blachy,
6) dobrać rodzaj lutu i materiały pomocnicze do lutowania,
7) dobrać narzędzia do lutowania,
8) przygotować blachy do lutowania,
9) wykonać połączenie posługując się narzędziami do lutowania,
10) zneutralizować działanie kwasu i oczyścić połączenie,
11) posprzątać stanowisko pracy,
12) dokonać konserwacji narzędzi,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) sformułować wnioski z realizacji ćwiczenia,
15) wyjaśnić budowę i działanie narzędzi do wykonania lutowania,
16) zaprezentować efekty swojej pracy,
17) ocenić jakość (szczelność) połączenia,
18) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
rysunek techniczny,
−
materiał na wyrób blaszany,
−
narzędzia pomiarowe i traserskie,
−
nożyce do cięcia blachy (gilotynowe i ręczne),
−
młotek blacharski (drewniany lub gumowy),
−
kleszcze blacharskie,
−
giętarka krawędziowa,
−
stół roboczy z blatem pokrytym blachą,
−
lutownica elektryczna,
−
lut miękki,
−
kwas techniczny lub pasta lutownicza,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
−
salmiak,
−
szczotka druciana,
−
skrobak, pilnik.
Ćwiczenie 2
Wykonaj połączenie blach z zastosowaniem lutowania miękkiego przy użyciu palnika
propan-butan.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać rodzaj lutu i materiały pomocnicze do lutowania,
5) przygotować narzędzia do lutowania,
6) przygotować blachy do lutowania,
7) zapalić palnik i wyregulować płomień,
8) wykonać połączenie posługując się palnikiem,
9) posprzątać stanowisko pracy,
10) dokonać konserwacji narzędzi,
11) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
12) sformułować wnioski z realizacji ćwiczenia,
13) wyjaśnić budowę i działanie narzędzi do wykonania lutowania,
14) zaprezentować efekty swojej pracy,
15) ocenić jakość połączenia,
16) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
stół roboczy z blatem pokrytym blachą,
−
próbki blach do lutowania,
−
butla z gazem propan-butan (z palnikiem),
−
lut miękki,
−
pasta lutownicza,
−
rękawice skórzane,
−
szczotka druciana,
−
skrobak, pilnik,
−
naczynie z ciepłą wodą, ściereczka.
Ćwiczenie 3
Zaplanuj proces i wyposażenie stanowiska do wykonania wyrobu z zastosowaniem
lutowania twardego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować miejsce pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4) dobrać rodzaj lutu do lutowania twardego,
5) dobrać materiały do lutowania twardego,
6) dobrać narzędzia i sprzęt do lutowania,
7) opisać sposób przygotowania blach do lutowania,
8) opisać metodę wykonania lutowania twardego,
9) wykonać wykaz wyposażenia stanowiska do lutowania twardego,
10) zaplanować kolejne kroki wykonania połączenia,
11) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
12) sformułować wnioski z realizacji ćwiczenia,
13) wyjaśnić budowę i działanie urządzeń do wykonania lutowania twardego,
14) zaprezentować efekty swojej pracy,
15) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
arkusz papieru,
−
rysunek techniczny wyrobu,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca lutowania.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czym charakteryzuje się lutowanie?
2) rozróżnić lutowanie miękkie od twardego?
3) dobrać rodzaj lutu do lutowania miękkiego?
4) dobrać materiały pomocnicze do lutowania miękkiego?
5) dobrać narzędzia do lutowania miękkiego?
6) wykonać połączenie blach lutownicą?
7) wykonać połączenie blach palnikiem na gaz propan-butan?
8) wyjaśnić budowę i działanie narzędzi do lutowania miękkiego?
9) dobrać rodzaj lutu do lutowania twardego?
10) dobrać materiały do lutowania twardego?
11) dobrać narzędzia i sprzęt do lutowania twardego?
12) opisać sposób wykonania lutowania twardego?
13) określić czym charakteryzuje się lutospawanie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5. Nitowanie blach
4.5.1. Materiał nauczania
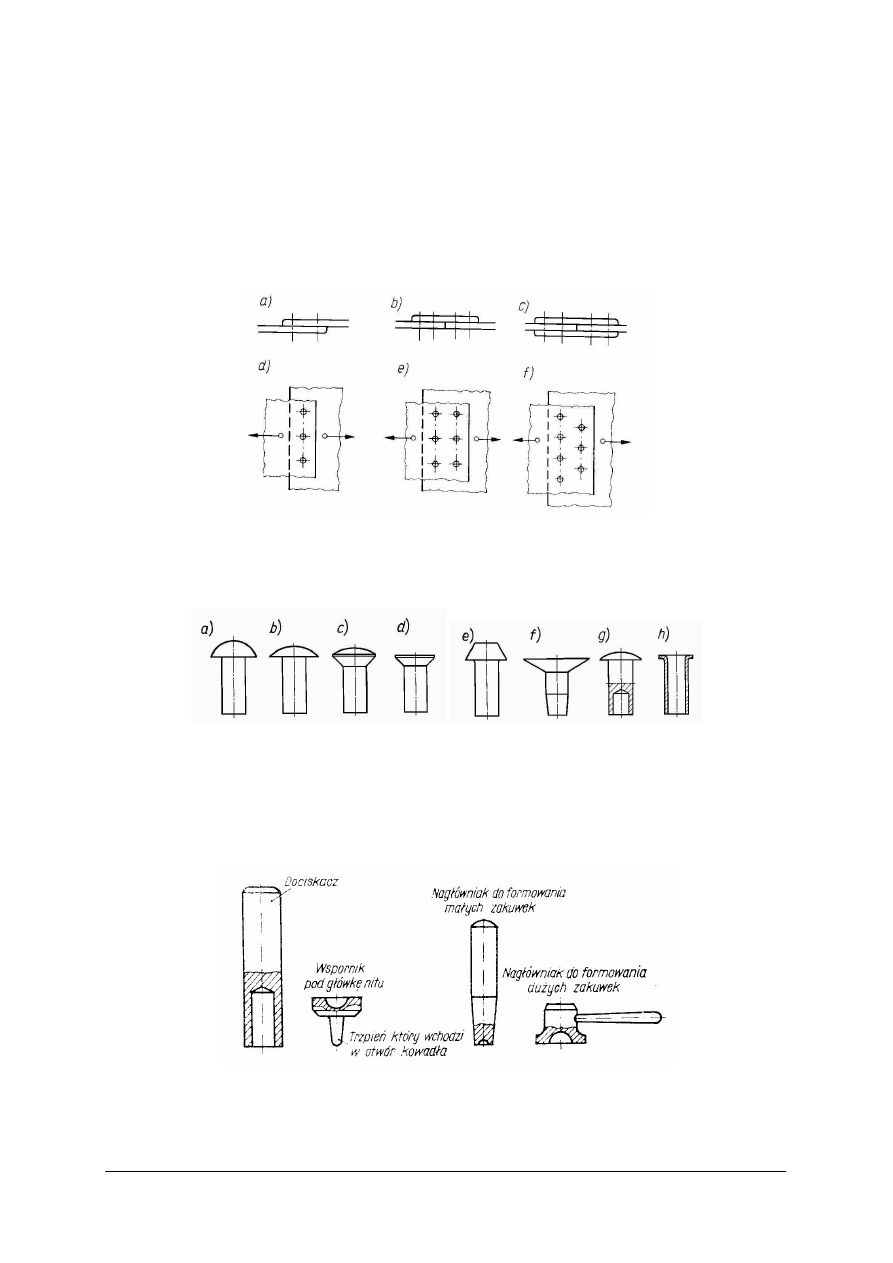
Ze względów konstrukcyjnych połączenia nitowe dzieli się na zakładkowe i nakładkowe.
Połączenia nitowe wykonane za pomocą szeregu nitów nazywa się szwem nitowym.
W zależności od sposobu rozstawienia nitów rozróżnia się połączenia nitowe jednorzędowe
i wielorzędowe (rys. 40).
Rys. 40. Rodzaje połączeń nitowych: a) zakładkowe, b) nakładkowe jednostronne, c) nakładkowe dwustronne,
d) jednorzędowe, e) dwurzędowe równoległe, f) dwurzędowe przestawne [4, s. 24].
Nit jest to okrągły metalowy sworzeń, który składa się z łba, trzpienia i zakuwki.
Zakuwka powstaje po zamknięciu nitu. Kształty nitów pokazuje rysunek 41.
Rys. 41. Kształty nitów: nity: a) – e) zwykłe, f) – h) drobne; łby nitów: a) kulisty, b) grzybkowy, c) soczewkowy,
d) płaski, e) trapezowy; trzonki nitów: a) – f) pełny, g) drążony, h) rurkowy [opracowanie własne].
Nitowanie może być wykonywane na zimno i na gorąco. Nity stalowe o średnicy trzonu
większej niż 10 mm zamyka się na gorąco. Nity wykonane są z metali o dużej plastyczności
jak: miękka stal, miedź, mosiądz, aluminium. Powinny być z tego samego materiału co
elementy nitowane. Nitowanie wykonuje się przy użyciu kompletu narzędzi (rys. 42).
Rys. 42. Narzędzia do nitowania [6, s. 60]
Nitowanie może być wykonywane ręcznie lub maszynowo. Kolejne fazy nitowania
ręcznego pokazuje rysunek 43. Do otworów łączonych części zakłada się nit 2, którego łeb 1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
opiera się o przypór 3. Po oparciu łba nitu na przyporze, nakłada się dociskacz 4 i mocnymi
uderzeniami młotka w łeb dociskacza, dociska się do siebie blachy nitowane. Po zdjęciu
dociskacza uderzeniami młotka kształtuje się zakuwkę 6 i wykańcza ją nagłówniakiem 6.
Rys. 43. Kolejne fazy nitowania: 1) łeb, 2) trzon, 3) przypór, 4) dociskacz, 5) nagłówniak, 6) zakuwka [2, s. 89].
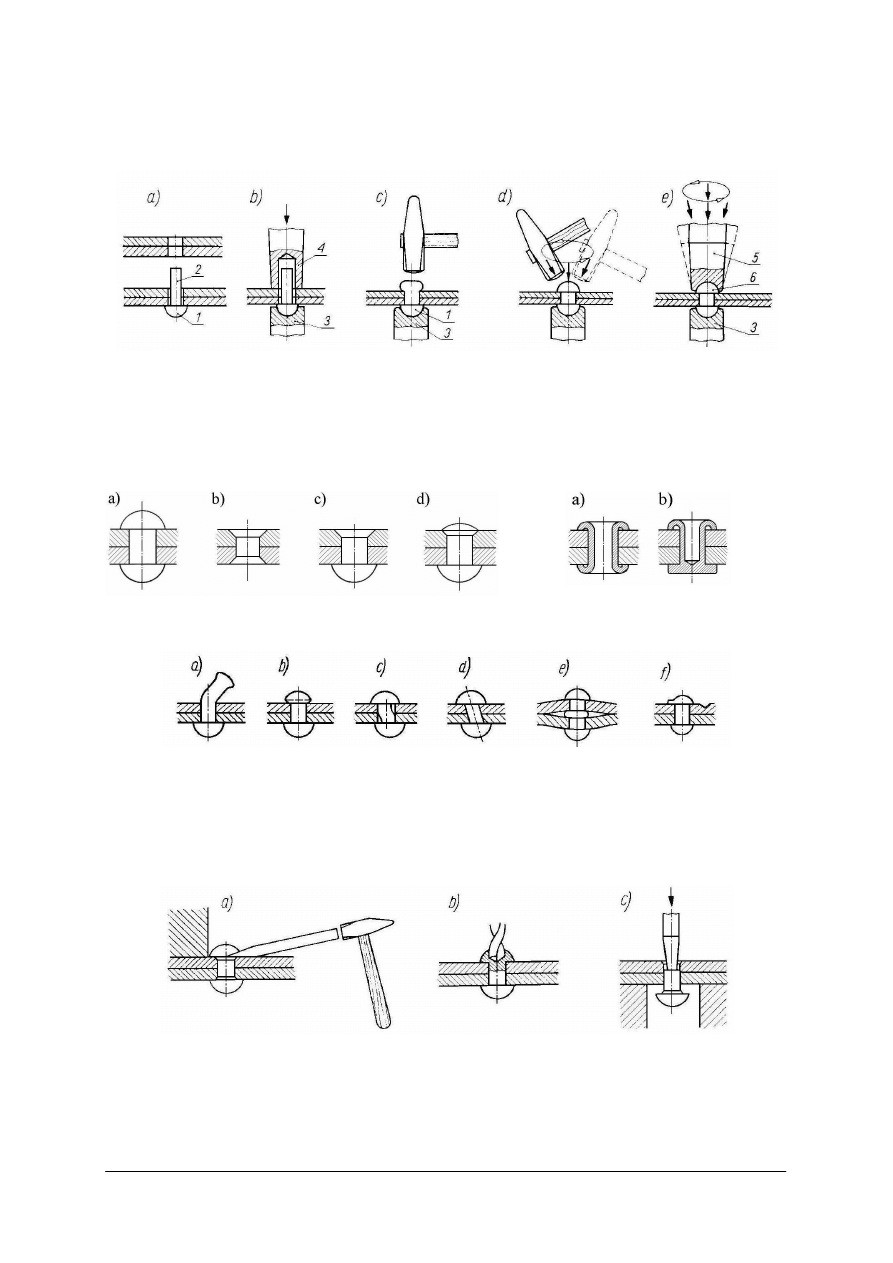
Nity z łbem kulistym są stosowane w konstrukcjach metalowych do połączeń trwałych
oraz w zbiornikach z ciśnieniem wewnętrznym. Nity z łbem płaskim oraz soczewkowym
stosuje się wówczas, gdy powierzchnie części łączonych powinny być gładkie (rys. 44). Do
nitowania blach cienkich oraz materiałów niemetalowych używa się nitów rurkowych oraz
drążonych (rys. 45).
Rys. 44. Rodzaje nitowania: a) zwykłe, b) dwustronnie kryte,
c) jednostronnie kryte, d) półkryte [6, s.57].
Rys. 45. Nitowanie nitami: a) rurkowym,
b) drążonym [6, s.57].
Rys. 46. Błędy przy nitowaniu: a) za długi nit, b) za krótki nit, c) za duży otwór, d) źle wykonany otwór, e) źle
dociśnięte blachy, f) krzywo przyłożony nagłówniak [6, s. 61].
Nity źle wykonane należy usunąć. Najprostszym sposobem usuwania nitów jest ścięcie
łba przecinakiem i wybicie pozostałej części nitu przebijakiem. Jeżeli zależy nam, aby przy
usuwaniu nitu nie uszkodzić blach to stosujemy nawiercanie łba nitu odpowiednio dobranym
wiertłem. resztę nitu wybijamy przebijakiem.
Rys. 47. Usuwanie źle założonych nitów: a) ścięcie przecinakiem, b) nawiercenie łba odpowiednio dobranym
wiertłem, c) wybicie pozostałej części młotkiem [6, s. 61].
Nity zrywalne służą do łączenia blach w miejscach, w których nie jest możliwe
umieszczenie wspornika (przyporu). Nit zrywalny jest to nit rurkowy z umieszczonym
wewnątrz otworu trzpieniem (rys. 48). Na trzpieniu wykonane jest przewężenie, które
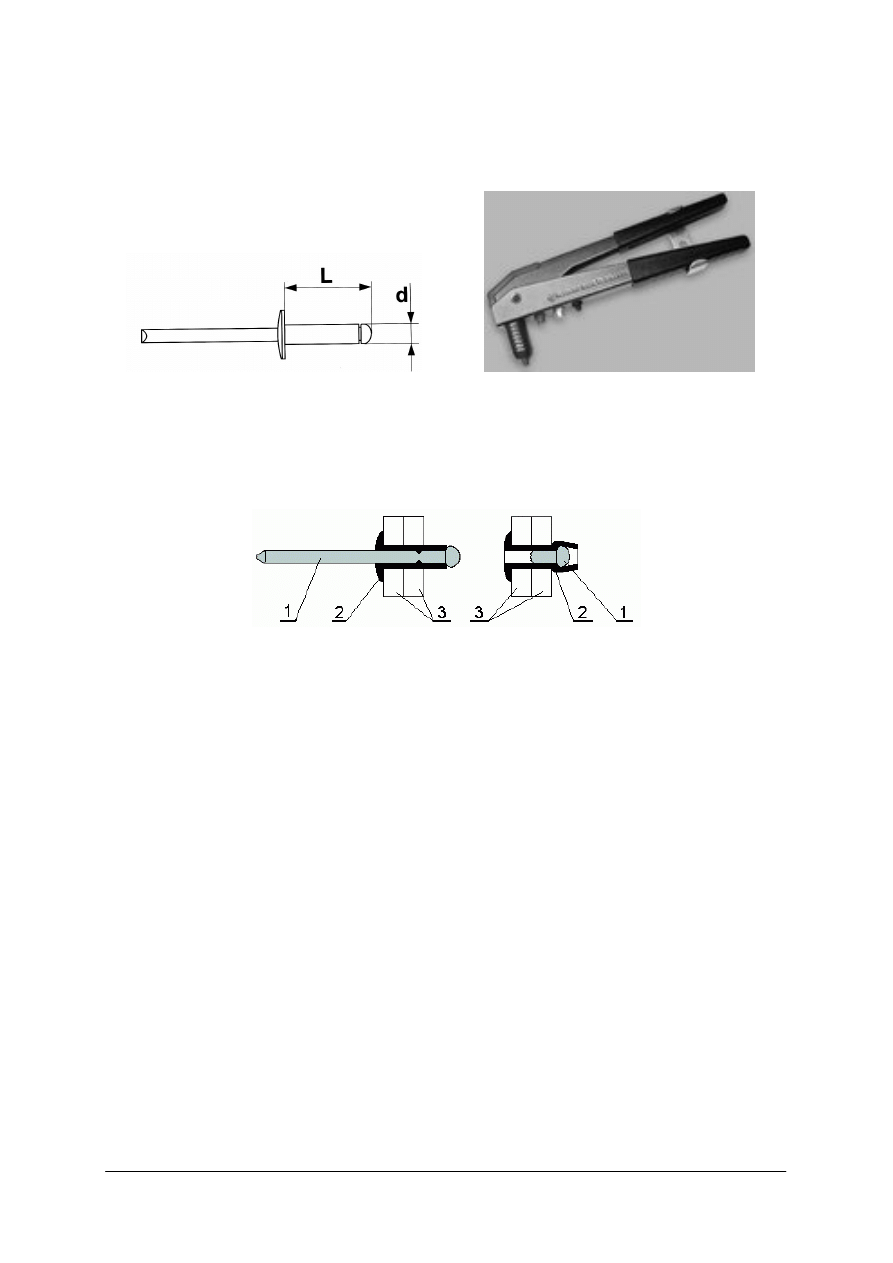
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
zapewnia jego zerwanie po uformowaniu główki nitu.
Nitowanie to wykonuje się przy użyciu nitownicy z wymiennymi końcówkami, do
różnych średnic nitów (rys. 49). Zadaniem nitownicy jest ściśnięcie trzpienia nitu twardymi,
karbowanymi szczękami i wciąganie go w głąb tulejki.
Rys. 48. Nit zrywalny [14, s. 100].
Rys.
49.
Nitownica
do
nitów
zrywalnych
[opracowanie własne].
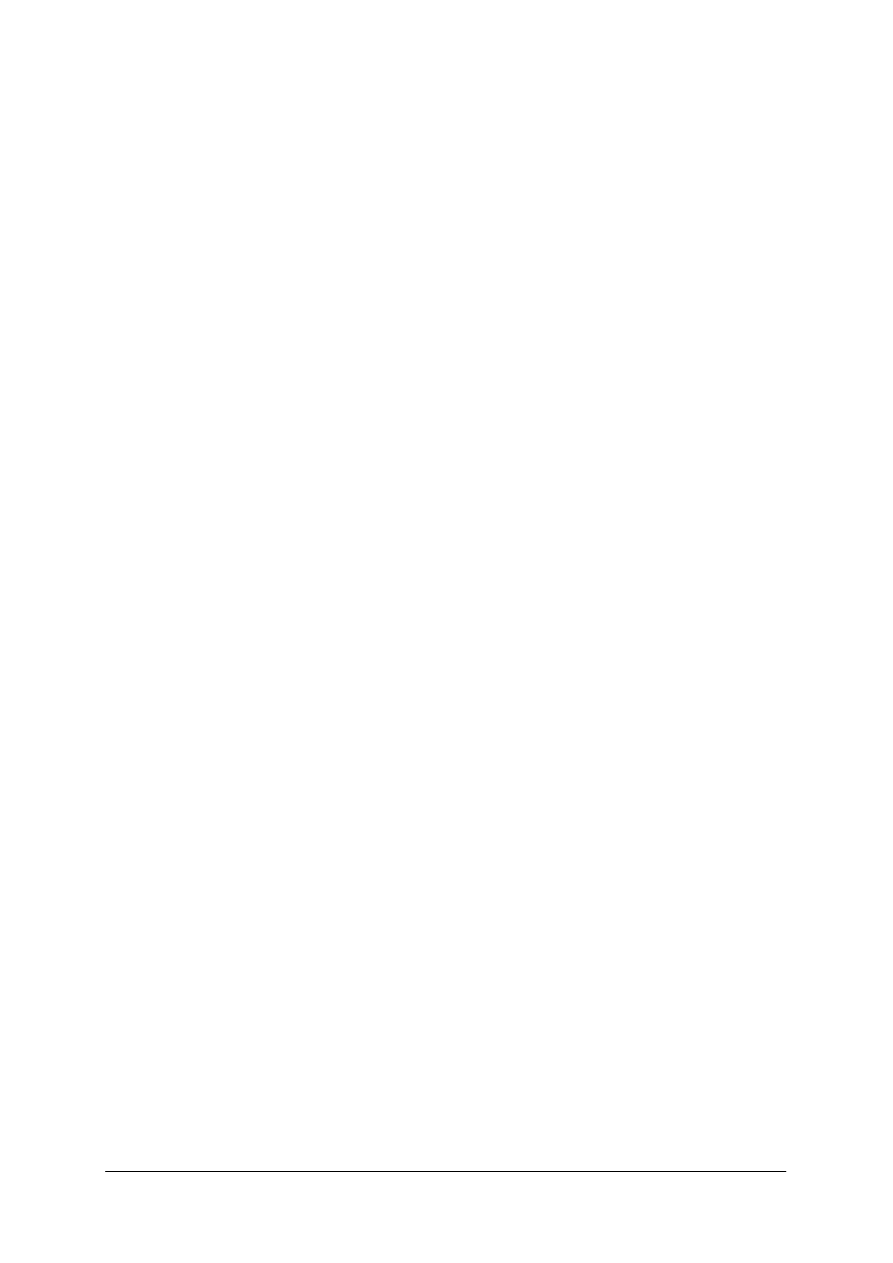
Przed nitowaniem, w elementach łączonych wykonuje się otwory odpowiednie do
ś
rednicy nitów. Nit umieszcza się w otworze a na trzpień nakłada się końcówkę nitownicy.
Przez ściskanie ramion nitownicy, wciągany trzpień formuje główkę nitu a następnie ulega
zerwaniu w miejscu przewężenia (rys. 50).
a)
b)
Rys. 50. Nit zrywalny łączący blachy: 1) trzpień nitu, 2) tulejka nitu, 3) łączone elementy a) przed zerwaniem,
b) po zerwaniu [opracowanie własne].
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się nitowanie?
2. Jak zbudowany jest nit?
3. Jakie znasz rodzaje nitów?
4. Jakich narzędzi używa się do nitowania?
5. Jak przebiega proces nitowania?
6. Jakie występują błędy podczas nitowania?
7. Jak zbudowane są nity zrywalne?
8. Jakie narzędzie używane jest do nitów zrywalnych?
9. Jak wykonuje się nitowanie nitami zrywalnymi?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie blach metodą nitowania używając nitów:
a) pełnych jak na rysunku 44 (poradnik ucznia).
b) rurkowych lub drążonych jak na rysunku 45 (poradnik ucznia).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać nity do planowanego zadania,
5) ustalić długość nitu w zależności od grubości elementów łączonych,
6) uciąć nity na odpowiednią długość (jeżeli zachodzi potrzeba),
7) przygotować blachy do łączenia,
8) wytrasować punkty pod nity według rysunku lub zaleceń nauczyciela,
9) dobrać średnicę wiertła do nitów,
10) zapunktować i wywiercić otwory na nity,
11) wykonać połączenie używając prawidłowych narzędzi w odpowiedniej kolejności,
12) uprzątnąć stanowisko pracy,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) wyjaśnić budowę i działanie narzędzi do nitowania,
15) sformułować wnioski z realizacji ćwiczenia,
16) zaprezentować efekty swojej pracy,
17) ocenić jakość połączenia,
18) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
próbki blach do nitowania,
−
nity z łbem kulistym i płaskim
−
nity rurkowe lub drążone,
−
suwmiarka,
−
przyrządy do trasowania,
−
punktak i młotek ślusarski,
−
komplet wierteł do metalu,
−
wiertarka ręczna lub stołowa,
−
narzędzia do nitowania nitów pełnych i rurkowych,
−
narzędzie do stępiania ostrych krawędzi otworów (pogłębiacz stożkowy lub wiertło),
−
imadło maszynowe, stołowe lub ręczne,
−
pilnik, przecinak.
Ćwiczenie 2
Wykonaj połączenie blach metodą nitowania nitami zrywalnymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) ustalić średnicę i długość nitu na podstawie rysunku,
5) dobrać nity do planowanego zadania,
6) przygotować blachy do łączenia,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
7) wytrasować punkty pod nity według rysunku lub zaleceń nauczyciela,
8) dobrać średnicę wiertła do nitów,
9) zapunktować i wywiercić otwory na nity,
10) wykonać połączenie,
11) uprzątnąć stanowisko pracy,
12) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
13) wyjaśnić budowę i działanie narzędzi do nitowania,
14) sformułować wnioski z realizacji ćwiczenia,
15) zaprezentować efekty swojej pracy,
16) ocenić jakość połączenia,
17) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
próbki blach do nitowania,
−
nity zrywalne,
−
suwmiarka,
−
przyrządy do trasowania,
−
punktak i młotek ślusarski,
−
komplet wierteł do metalu,
−
narzędzie do stępiania ostrych krawędzi otworów (pogłębiacz stożkowy lub wiertło),
−
wiertarka ręczna lub stołowa,
−
imadło maszynowe, stołowe lub ręczne,
−
nitownica do nitów zrywalnych,
−
pilnik, przecinak.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czym charakteryzuje się nitowanie?
2) określić jakie rodzaje nitów stosuje się do nitowania?
3) określić jakich narzędzi używa się do nitowania?
4) wykonać połączenie posługując się narzędziami do nitowania?
5) rozróżnić błędy występujące w czasie nitowania?
6) określić jak zbudowane są nity zrywalne?
7) opisać działanie nitownicy do nitów zrywalnych?
8) wykonać połączenie elementów nitami zrywalnymi?
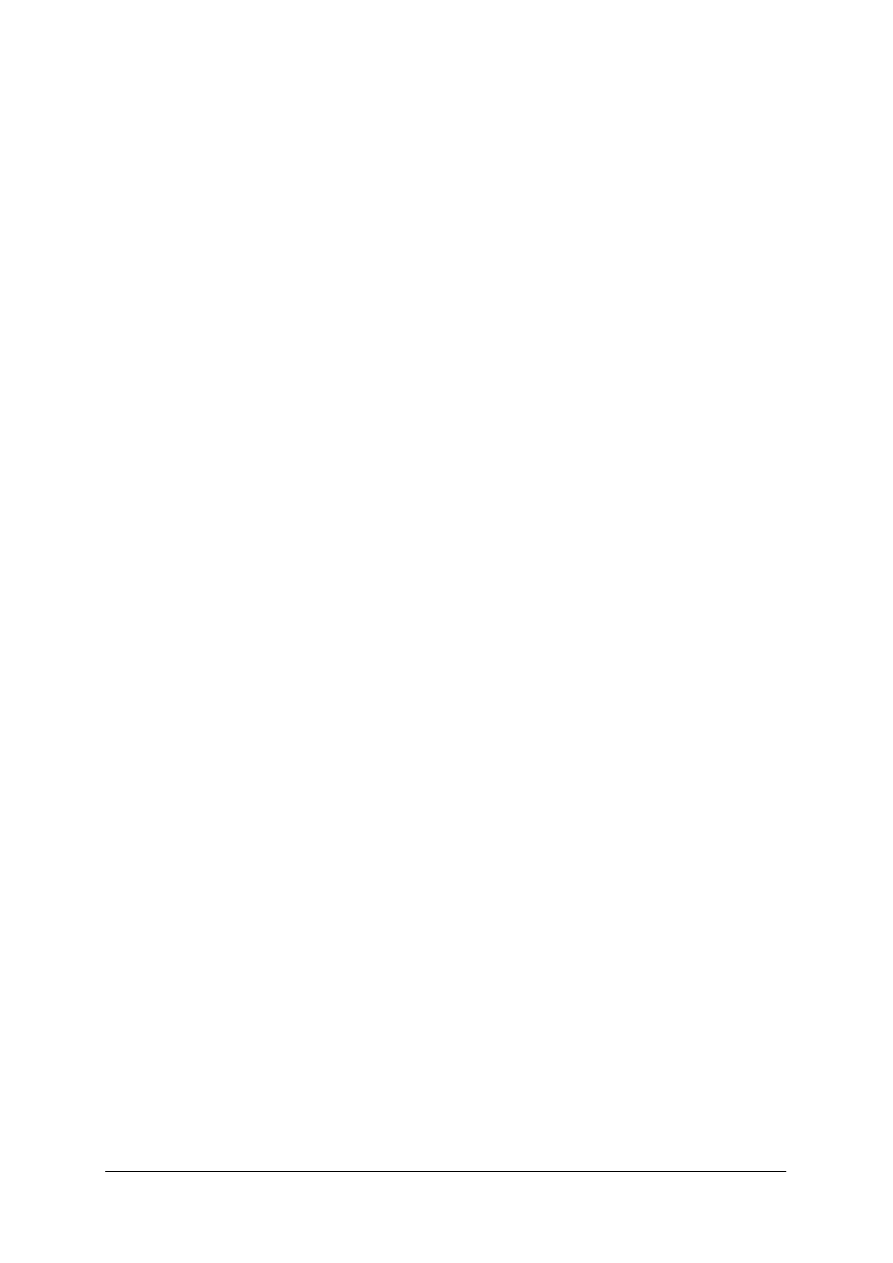
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.6. Klejenie blach
4.6.1. Materiał nauczania
Łączenie elementów za pomocą klejenia jest coraz częściej stosowane ze względu na
dużą wytrzymałość połączenia, brak naprężeń w złączu oraz niskie koszty tej technologii
łączenia.
Klejenie w technice, przemyśle i życiu codziennym coraz częściej zastępuje inne
operacje, ale tylko wówczas, gdy potrafimy precyzyjnie dobrać klej do zamierzonej pracy.
Odpowiednio dobrany klej rozprowadzony cienką warstwą na uprzednio przygotowanych
powierzchniach przewidzianych do połączenia części odznacza się dobrą przyczepnością
(adhezją), utrzymującą się po zastygnięciu.
Metodą klejenia łączyć można ze sobą nie tylko metale i stopy, ale także metale z nie
metalami, metale z tworzywami sztucznymi, szkłem, porcelaną, tkaninami i innymi
materiałami. W tym poradniku zostaną omówione głównie kleje do metali.
Klejenie metali jest stosowane w produkcji nowych wyrobów oraz w naprawie maszyn
i urządzeń.
Niektóre kleje są mało odporne na działanie wody, mimo że są jednocześnie odporne na
działanie benzyny i olejów. Można jednak połączenie uodpornić na działanie wody przez
pomalowanie złącza.
Rodzaje klejów
Kleje można podzielić na dwie wielkie grupy:
−
kleje rozpuszczalnikowe – np. Butapren.
−
kleje utwardzalne na zimno lub na gorąco – np. Epidian 5, Epidian 51, BWF – 21,
Cyjanopan, Hermetikol.
Kleje
rozpuszczalnikowe
twardnieją
wskutek
wyparowania
lub
wsiąkania
rozpuszczalnika w powierzchnię klejoną.
Z innego punku widzenia wszystkie kleje do metali można podzielić na dwie grupy:
−
kleje jednoskładnikowe,
−
kleje dwuskładnikowe.
Kleje jednoskładnikowe są łatwiejsze i szybsze w zastosowaniu, bo są zawsze gotowe
do użytku. Jednym z najbardziej wszechstronnych klejów jednoskładnikowych do metali
dostępnych na naszym rynku jest klej utwardzany na zimno „Cyjanopan”. Utwardza się on
pod wpływem śladów wilgoci znajdującej się w powietrzu.
Innym klejem jednoskładnikowym do metali jest „Hermetikol”, który służy do przyklejania
uszczelek oraz uszczelniania styku powierzchni metalowych w silnikach pompach
i przewodach.
Kleje dwuskładnikowe wymagają bezpośrednio przed klejeniem wymieszania
zasadniczej żywicy klejowej z utwardzaczem lub jeszcze dodatkowo z innymi składnikami.
Kleje dwuskładnikowe dają spoiny o większej wytrzymałości i odporności chemicznej.
Najczęściej stosowanym w Polsce klejem dwuskładnikowym jest klej epoksydowy
produkowany pod nazwą „Epidian”. Kleje te są oznaczone różnymi numerami zależnie od
zastosowania i własności.
Innym dwuskładnikowym klejem epoksydowym jest „Distal”. Kleje są na ogół dostarczane
w zestawach i zawierają dokładny opis przygotowania kleju i technologii klejenia.
Rodzaje złącz klejonych metali
Złącze klejone jest tym trwalsze, im powierzchnia klejenia jest większa (rys. 51 i 52).
Powinniśmy unikać złącz czołowych. Lepsze są złącza skośne, a jeszcze lepsze złącza
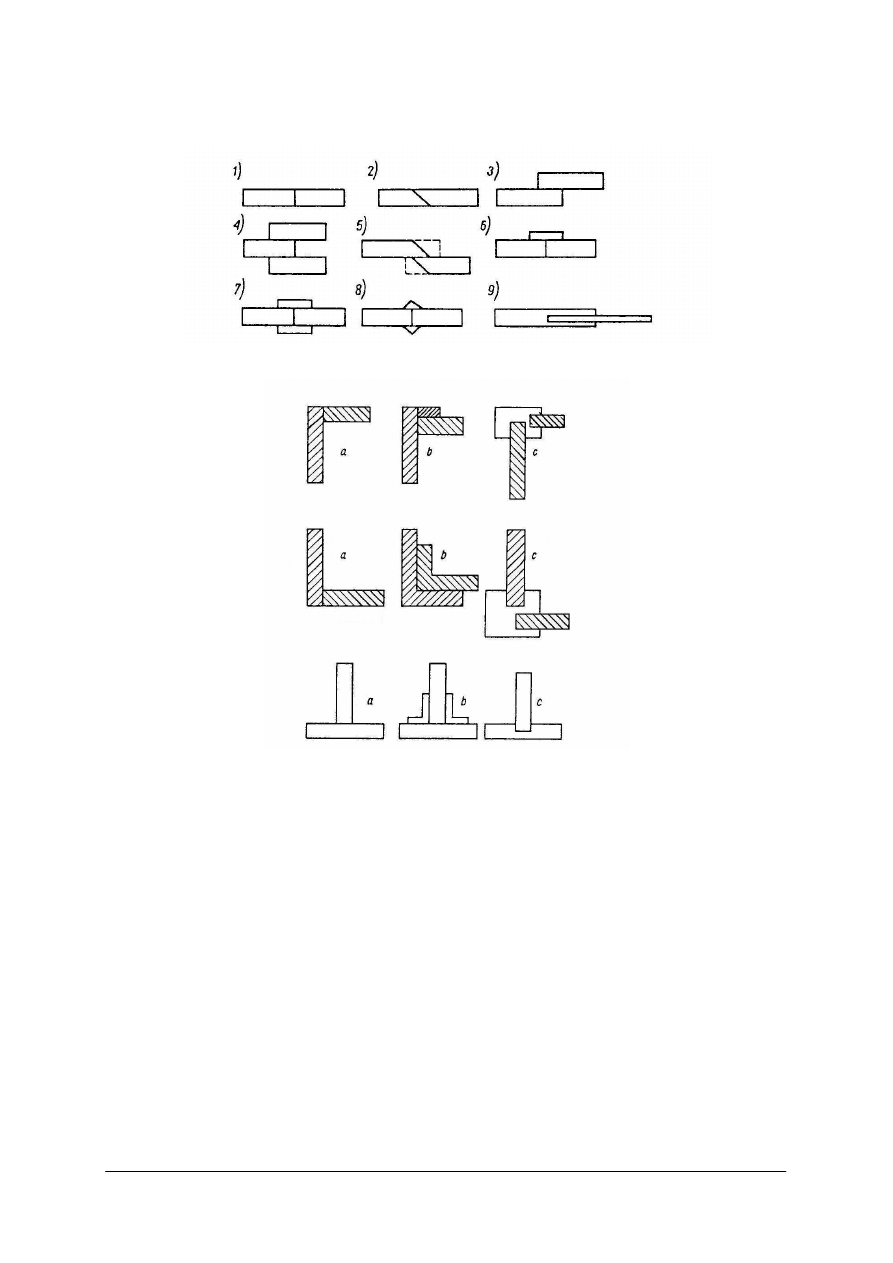
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
zakładkowe i z nakładkami lub wzmocnione. Największą wytrzymałość mają złącza
wpuszczane.
Rys. 51. Rodzaje złącz: 1) czołowe (niewłaściwe), 2) czołowe skośne, 3), 4), 5) zakładkowe, 6), 7), 8) wzmocnione
nakładką, 9) wpuszczane [13, s. 33].
Rys. 52. Sposób kątowego łączenia klejem blach: a) niewłaściwe, b) poprawne, c) najtrwalsze [13, s. 33].
Proces technologiczny klejenia dzieli się na kilka następujących po sobie operacji:
−
przygotowanie powierzchni metalu do klejenia,
−
przygotowanie masy klejącej,
−
klejenie,
−
oczyszczanie sklein.
Przygotowanie do klejenia powierzchni metalu
Powierzchnie klejone powinny być bez ciał obcych i jednorodne. Powierzchnie pokryte
smarem lub w jakikolwiek inny sposób zanieczyszczone nie nadają się do klejenia. Złe
oczyszczenie powierzchni klejonych znacznie zmniejsza wytrzymałość połączenia.
Powierzchnie łączone przygotowuje się najpierw mechanicznie, a następnie chemiczne.
Przygotowanie mechaniczne ma na celu usunięcie zanieczyszczeń znajdujących się na
powierzchni łączonych materiałów jak na przykład: rdzy. Przygotowanie powierzchni metali
do klejenia polega na mechanicznym oczyszczeniu powierzchni za pomocą szlifierki lub za
pomocą piaskowania.
Przygotowanie chemiczne polega na wytrawieniu powierzchni łączonych, aby zwiększyć
zwilżalność łączonych materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Przygotowanie masy klejącej
Niektóre kleje są dwu lub więcej składnikowe, wówczas masę klejącą uzyskuje się przez
wymieszanie ich w odpowiednich proporcjach. Gdy zaś mamy do czynienia z klejami
termoutwardzalnymi wówczas należy substancję ciekłą połączyć z utwardzaczem.
Przygotowanie innych klejów polega na rozpuszczeniu suchego kleju w rozpuszczalniku lub
podgrzaniu go do temperatury, w której staje się ciekły.
Klejenie
Proces klejenia metali składa się z dwóch operacji.
a) naniesienia kleju na powierzchnię elementów łączonych,
b) dociśnięcia klejonych powierzchni do siebie i utrzymania docisku, aż do doprowadzenia
lepkiej masy kleju do postaci nieodwracalnie utwardzonej.
Klej na powierzchnie łączone nanosi się za pomocą pałeczki szklanej, pędzla lub
pistoletu natryskowego. Powierzchnię najczęściej pokrywa się dwiema warstwami. Właściwa
ilość nałożonego kleju decyduje o wytrzymałości połączenia klejonego. Zbyt mała ilość kleju
powoduje obniżenie wytrzymałości połączenia klejonego. Trzeba tu pamiętać, że duża ilość
kleju wcale nie gwarantuje większej wytrzymałości, lecz wręcz przeciwnie.
Przed sklejeniem części należy pamiętać o wstępnym podsuszeniu warstwy naniesionego
kleju do stanu największej przylepności. Po ustawieniu i dociśnięciu sklejanych elementów
należy uniemożliwić ich wzajemne przesuwanie się. Proces sklejania (utwardzania klejów)
jest zależny od temperatury, ciśnienia i czasu. Dlatego sklejania dokonuje się w prasach.
Utwardzanie warstwy klejowej w złączu zależy w znacznej mierze od kształtu klejonych
części. Najprościej proces ten przebiega, gdy mamy do czynienia z klejem utwardzalnym
w temperaturze pokojowej i bez udziału ciśnienia. W tym przypadku do prawidłowego
sklejenia części płaskich wystarczy zastosowanie zwykłych zacisków lub belek dociskowych.
Elementy łączone uważa się za sklejone wówczas, gdy klej dobrze stwardnieje. Należy
przestrzegać ściśle czasu wymaganego do utwardzenia, który jest dla każdego kleju ściśle
określony i podany w opisie używania kleju. Dopiero po upływie tego czasu można
użytkować element klejony.
Oczyszczanie sklein może się odbywać – po stwardnieniu wycieków – za pomocą
skrobaków ręcznych lub przyrządów zmechanizowanych. Lepiej jednak jest usunąć nadmiar
kleju przed jego utwardzeniem poprzez potarcie tkaniną umoczoną w odpowiednim
rozpuszczalniku.
Kontrola końcowa polega na kontroli gotowego zespołu. W przypadku wykonania lub
naprawy zbiorników metodą klejenia kontrola polega również na sprawdzaniu ich szczelności.
Różne firmy pod różnymi nazwami oferują również kleje, uszczelniacze, kity i silikony do:
−
napraw blacharki samochodowej,
−
uszczelnień chłodnic i instalacji wodnych,
−
uszczelnień pokryć dachowych z blachy, papy, gontów itp.,
−
kitów do uzupełniania brakujących fragmentów w częściach maszyn,
−
wypełniania pustych przestrzeni w czasie montażu,
−
wielu innych zastosowań.
Kit jest również substancją organiczną lub nieorganiczną mającą tę samą właściwość co
klej i dodatkowo charakteryzującą się dużą lepkością, która jest przede wszystkim wynikiem
znacznej ilości napełniacza proszkowego. Dzięki napełniaczom kity podczas schnięcia czy
twardnienia nie zmniejszają swej objętości, niektóre nawet nieznacznie ją zwiększają. Kleje
natomiast odwrotnie – bardzo silnie się kurczą.
Epoksydowe kity naprawcze dają się po stwardnieniu obrabiać mechanicznie i malować.
Naprawa części maszyn klejeniem i kitowaniem z użyciem kitów, najczęściej
epoksydowych, ma wiele zalet:
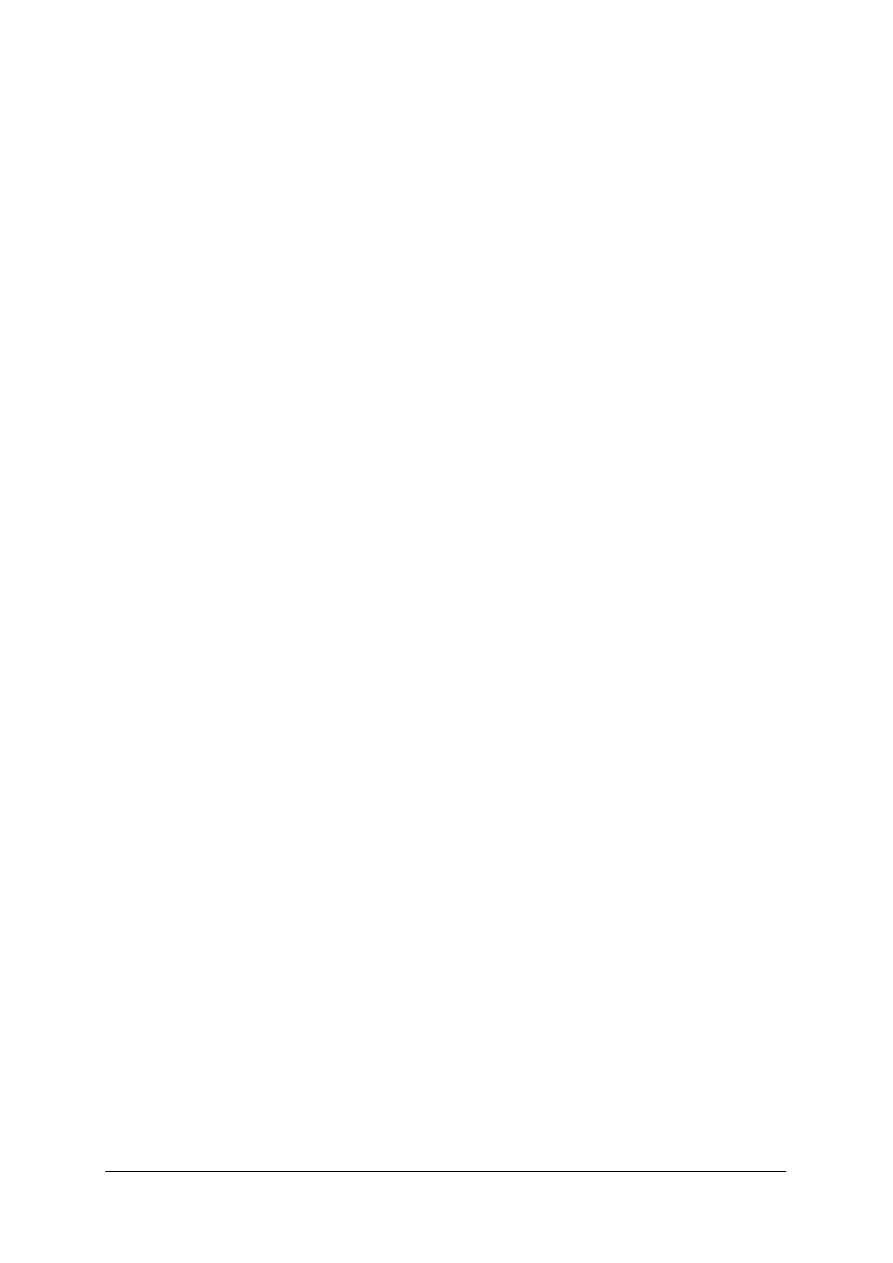
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
a) technologia klejenia i kitowania jest bardzo prosta, bez konieczności stosowania
specjalnych maszyn i narzędzi,
b) istnieje możliwość dokonania naprawy bez demontażu lub przy częściowym demontażu
maszyn czy urządzeń,
c) można dokonać naprawy w miejscu wystąpienia awarii,
d) obróbka wykańczająca po naprawie jest prosta,
e) naprawy można dokonać w miejscach trudno dostępnych,
f) połączenie odznacza się dobrą szczelnością.
Aby uzyskać dobre wyniki, przy stosowaniu kitów obowiązują te same zasady
przygotowania łączonych powierzchni, jak przy klejeniu. Łączone czy uszczelniane kitem
powierzchnie musza być suche, dokładnie oczyszczone z kurzu, brudu, produktów korozji i
odtłuszczone. Ten ostatni warunek dotyczy zwłaszcza szkła i metali. Jeżeli jest to możliwe, na
gładkich powierzchniach metali przed kitowaniem powinno się zwiększyć szorstkość
(papierem ściernym).
W zależności od składu chemicznego kity twardnieją dzięki odparowaniu bądź wsiąkaniu
rozpuszczalnika, albo dzięki zachodzącym reakcjom chemicznym.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się klejenie?
2. Jakie rodzaje klejów stosuje się do łączenia blach?
3. Jakie znasz kleje rozpuszczalnikowe?
4. Jakie znasz kleje jednoskładnikowe?
5. Czym charakteryzują się kleje dwuskładnikowe?
6. Jak przygotowuje się powierzchnie do klejenia?
7. Czym charakteryzują się kity?
8. Gdzie stosuje się kity?
4.6.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie klejem jednoskładnikowym elementów obróbki blacharskiej ze sobą
oraz do muru, według rysunku dostarczonego przez nauczyciela. Zapoznaj się z instrukcją
klejenia i zasadami bezpieczeństwa i higieny pracy zamieszczonymi na opakowaniu kleju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać klej zapewniający szczelność połączenia,
5) zapoznać się z instrukcją klejenia na opakowaniu,
6) dobrać przyrządy i narzędzia do wykonania połączenia,
7) przygotować elementy obróbki blacharskiej i podłoże do łączenia,
8) rozprowadzić klej według zaleceń instrukcji klejenia,
9) ustawić łączone elementy zgodnie z rysunkiem,
10) docisnąć łączone elementy i utrzymać docisk według zaleceń instrukcji klejenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
11) odczekać czas potrzebny do stwardnienia kleju,
12) uporządkować stanowisko pracy,
13) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
14) sformułować wnioski z realizacji ćwiczenia,
15) zaprezentować efekty swojej pracy,
16) ocenić jakość i prawidłowość połączenia,
17) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
fragment muru lub model do wykonania montażu obróbki blacharskiej,
−
gotowe elementy obróbki blacharskiej,
−
klej do blach zapewniający szczelność połączenia (blacha – mur i blacha – blacha),
−
szczotka do czyszczenia podłoża,
−
ś
rodki do czyszczenia i odtłuszczenia blach,
−
ś
ciski do ustawiania i dociskania łączonych blach,
−
narzędzia do rozprowadzania kleju (szpachla zwykła i zębata).
Ćwiczenie 2
Wykonaj klejenie elementu z blachy do konstrukcji stalowej używając kleju
dwuskładnikowego, według rysunku dostarczonego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) dobrać przyrządy i narzędzia do wykonania połączenia,
5) zapoznać się z instrukcją klejenia na opakowaniu,
6) przygotować elementy metalowe do łączenia,
7) przygotować naczynie do wymieszania składników kleju,
8) pobrać składniki w odpowiedniej proporcji,
9) dobrze wymieszać składniki,
10) rozprowadzić klej według zaleceń instrukcji klejenia,
11) ustawić łączone elementy zgodnie z dokumentacją,
12) docisnąć łączone elementy i utrzymać docisk według zaleceń instrukcji klejenia,
13) usunąć nadmiar kleju przed stwardnieniem,
14) odczekać czas potrzebny do stwardnienia kleju,
15) uporządkować stanowisko pracy,
16) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
17) sformułować wnioski z realizacji ćwiczenia,
18) zaprezentować efekty swojej pracy,
19) ocenić jakość i prawidłowość połączenia,
20) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
elementy metalowe do klejenia,
−
klej dwuskładnikowy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
−
ś
rodki do czyszczenia i odtłuszczenia blach,
−
ś
ciski do ustawiania i dociskania łączonych blach,
−
naczynie do mieszania składników,
−
narzędzia do rozprowadzania kleju (szpachelka),
−
ś
ciereczki do czyszczenia i usunięcia nadmiaru kleju.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czym charakteryzuje się klejenie?
2) rozróżnić rodzaje klejów stosowanych w praktyce?
3) przygotować powierzchnie do klejenia?
4) wykonać klejenie blach klejem jednoskładnikowym?
5) wykonać klejenie blach klejem dwuskładnikowym?
6) określić czym charakteryzują się kity?
7) określić gdzie stosuje się kity?
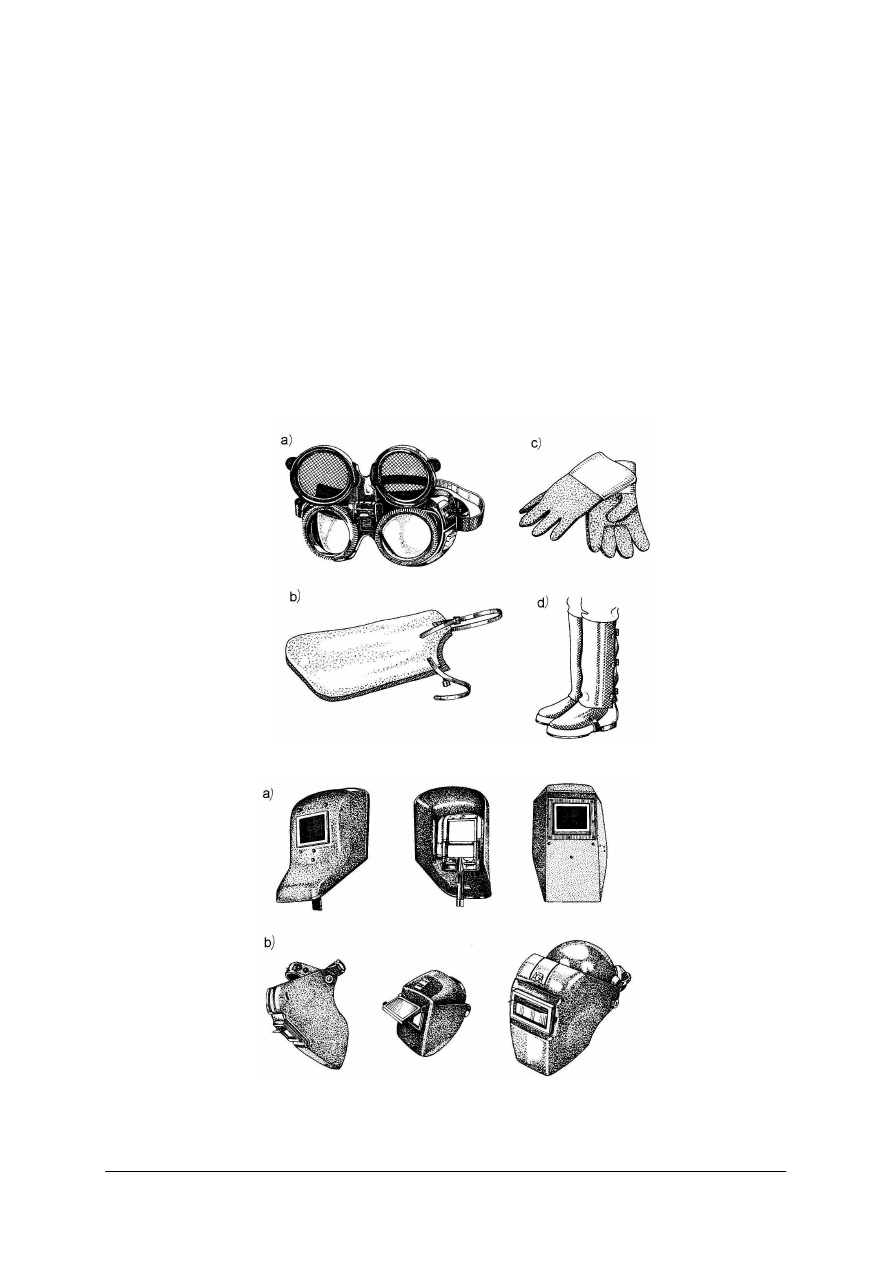
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.7. Przepisy
bezpieczeństwa
i
higieny
pracy,
ochrony
przeciwpożarowej i ochrony środowiska
4.7.1. Materiał nauczania
Główne zagrożenia bezpieczeństwa i higieny pracy podczas wykonywania połączeń
nierozłącznych, wynikają z niebezpieczeństwa skaleczenia się ostrymi krawędziami,
niewłaściwego posługiwania się narzędziami i urządzeniami, napromieniowania ciała
i oparzenia, zatrucia szkodliwymi substancjami oraz nieprzestrzegania ogólnych zasad higieny
pracy. Bardzo ważną sprawą jest używanie odzieży ochronnej zgodnej z rodzajem
wykonywanych prac na określonym stanowisku roboczym oraz środków ochrony osobistej.
Spośród prac związanych z wykonywaniem połączeń nierozłącznych, szczególnie
szkodliwe dla zdrowia jest spawanie. W czasie spawania pracownik powinien używać oprócz
ubrania roboczego, sprzętu ochrony osobistej pokazanego na rysunkach 53 i 54.
Rys. 53. Sprzęt ochronny spawacza: a) okulary do spawania gazowego, b) fartuch skórzany, c) rękawice
skórzane, d) nagolenniki [4, s. 138].
Rys. 54. Ochrona oczu i twarzy do spawania elektrycznego: a) tarcze, b) przyłbice [4, s. 139].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Aby wyeliminować zagrożenia musisz przestrzegać następujących zasad:
przed rozpoczęciem pracy:
−
właściwie zaplanować i zorganizować stanowisko pracy,
−
przed użyciem urządzeń zapoznać się z instrukcją obsługi,
−
sprawdzić przed każdym użyciem, czy urządzenia, elektronarzędzia i przewody zasilające
nie mają uszkodzeń,
−
usunąć z obszaru spawania lub zgrzewania przedmioty zbędne i łatwopalne,
−
używać sprawnych narzędzi i sprzętu,
−
zapewnić prawidłową wentylację pomieszczenia oraz stanowiskowe odciągi szkodliwych
substancji.
przy spawaniu:
−
stosować sprzęt ochrony osobistej,
−
osłonić stanowisko przed działaniem łuku elektrycznego na innych pracowników,
−
wyposażyć stanowisko do spawania elektrycznego w podesty izolacyjne,
−
nie dotykać gołą ręką nie izolowanych części uchwytu spawalniczego w czasie spawania,
−
nie patrzeć na łuk elektryczny bez przyłbicy lub maski,
−
nie patrzeć na płomień palnika bez okularów ze specjalnymi szkłami ochronnymi,
−
wentylować pomieszczenie spawalni,
−
nie dotykać gołą ręką części gorących,
−
zwrócić uwagę aby w pobliżu pracującego urządzenia nie przebywały osoby postronne,
−
wytwornice acetylenowe i butle do spawania gazowego powinny być ustawione
w oddzielnych pomieszczeniach,
−
zabronione jest przechowywanie butli z tlenem w tym samym pomieszczeniu co butle
z gazami palnymi oraz tworzącymi ze sobą mieszanki wybuchowe,
−
butle używać w pozycji pionowej i zabezpieczać łańcuchami (mogą być ułożone pochyło
pod kątem około 45°),
−
butle chronić przed działaniem promieni słonecznych i nie stawiać ich blisko pieców,
grzejników i zapalonych palników,
−
nie smarować części palników i zaworów butli smarem lub olejem,
−
zapewnić szczelność węży i wszystkich połączeń gazowych,
−
nie wykonywać prac spawalniczych w odległości mniejszej niż 5 m od materiałów
łatwopalnych.
przy zgrzewaniu:
−
chronić oczy przed odpryskami metalu i szkodliwym promieniowaniem,
−
sprawdzić stan izolacji przewodów i zabezpieczenia przeciw porażeniu prądem
elektrycznym,
−
jeśli elektrody są chłodzone wodą, zapewnić stały dopływ wody.
przy lutowaniu:
−
chronić ciało i ubiór przed żrącym działaniem kwasów,
−
używać odciągów dymu i oparów,
−
sprawdzić uziemienie lub zerowanie lutownicy elektrycznej,
−
nie dotykać gorących przedmiotów.
przy nitowaniu:
−
narzędzia nie mogą mieć pęknięć i innych uszkodzeń,
−
podczas wiercenia otworów nie używać rękawic,
−
przedmioty do wiercenia mocować w imadłach, uchwytach lub do stołu wiertarki, nie
trzymać w rękach,
−
stępić ostre krawędzie otworów po wierceniu.
przy klejeniu:
−
operacje w procesie technologicznym należy wykonywać w rękawicach gumowych,
−
ubranie robocze powinno szczelnie przylegać do szyi i przegubu rąk,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
−
smarować skórę rąk, szyi i twarzy kremem ochronnym,
−
używać okularów ochronnych, gdy ma się do czynienia bezpośrednio z odczynnikami
chemicznymi,
−
pomieszczenia powinny być starannie wietrzone,
−
nie używać ognia otwartego w pomieszczeniach o zagrożeniu pożarowym.
po zakończeniu pracy:
−
uporządkować stanowisko pracy,
−
wyczyścić i zakonserwować narzędzia i sprzęt,
−
nie należy przetrzymywać w pojemnikach czyściwa zanieczyszczonego smarami
i olejami, gdyż grozi to samozapłonem,
−
wyłączyć zasilanie urządzeń elektrycznych.
Odpadów szkodliwych dla zdrowia i niszczących środowisko naturalne (kleje, pasty,
roztwory kwasów i soli) nie należy wyrzucać do kanalizacji, zbiorników wodnych
i pojemników z odpadami komunalnymi. Należy stosować się do przepisów i zaleceń
zakładowych. Środki chemiczne stosowane przy pracach związanych z wykonywaniem
połączeń należy przechowywać w dokładnie oznakowanych opakowaniach. Nie należy ich
przechowywać w naczyniach i pojemnikach nie oznakowanych lub powszechnie używanych
do celów spożywczych.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zagrożenia dla zdrowia występują podczas obsługi urządzeń elektrycznych?
2. Jakie zagrożenia dla zdrowia występują podczas prac spawalniczych?
3. Jakie zabezpieczenia stosuje się podczas prac spawalniczych?
4. Jakie zagrożenia dla zdrowia występują podczas zgrzewania?
5. Jakie zabezpieczenia stosuje się podczas zgrzewania?
6. Jakie zagrożenia dla zdrowia występują podczas lutowania?
7. Jakie zabezpieczenia stosuje się podczas lutowania?
8. Jakie zagrożenia dla zdrowia występują podczas nitowania?
9. Jakie zabezpieczenia stosuje się podczas nitowania?
10. Jakie zagrożenia dla zdrowia występują podczas klejenia?
11. Jakie zabezpieczenia stosuje się podczas klejenia?
12. W jaki sposób należy unikać zanieczyszczenia środowiska podczas wykonywania
połączeń nierozłącznych?
4.7.3. Ćwiczenia
Ćwiczenie 1
Oceń zagrożenia podczas wykonywania prac związanych z wykonywaniem połączeń
nierozłącznych.
Uzupełnij tabelę wpisując:
a) w kolumnie pierwszej – zagrożenia dla zdrowia, występujące podczas wykonywania
połączeń nierozłącznych,
b) w kolumnie drugiej – środki ochrony osobistej lub zabezpieczenia chroniące człowieka
przed tymi zagrożeniami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zaplanować przebieg wykonania ćwiczenia – plan zapisać w zeszycie,
3) przestrzegać zasad bezpieczeństwa i higieny pracy,
4) wymienić i wpisać do tabeli zagrożenia dla zdrowia podczas wykonywania połączeń
nierozłącznych,
5) wpisać do odpowiedniej tabeli środki ochrony indywidualnej lub zabezpieczenia,
6) wymienić środki ostrożności, jakie należy zachować podczas wykonywania tych robót,
7) sporządzić w zeszycie notatkę z przeprowadzonego ćwiczenia,
8) sformułować wnioski z realizacji ćwiczenia,
9) zaprezentować efekty swojej pracy,
10) dokonać samooceny pracy.
Wyposażenie stanowiska pracy:
−
arkusz ćwiczeniowy,
−
instrukcje stanowiskowe,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) korzystać z instrukcji stanowiskowych i literatury dotyczącej
bezpieczeństwa i higieny pracy?
2) bezpiecznie obsługiwać urządzenia elektryczne?
3) bezpiecznie wykonywać połączenia spawane?
4) bezpiecznie wykonywać połączenia zgrzewane?
5) bezpiecznie wykonywać połączenia lutowane?
6) bezpiecznie wykonywać połączenia nitowane?
7) bezpiecznie wykonywać połączenia klejone?
8) unikać zanieczyszczeń środowiska przy wykonywaniu połączeń
nierozłącznych
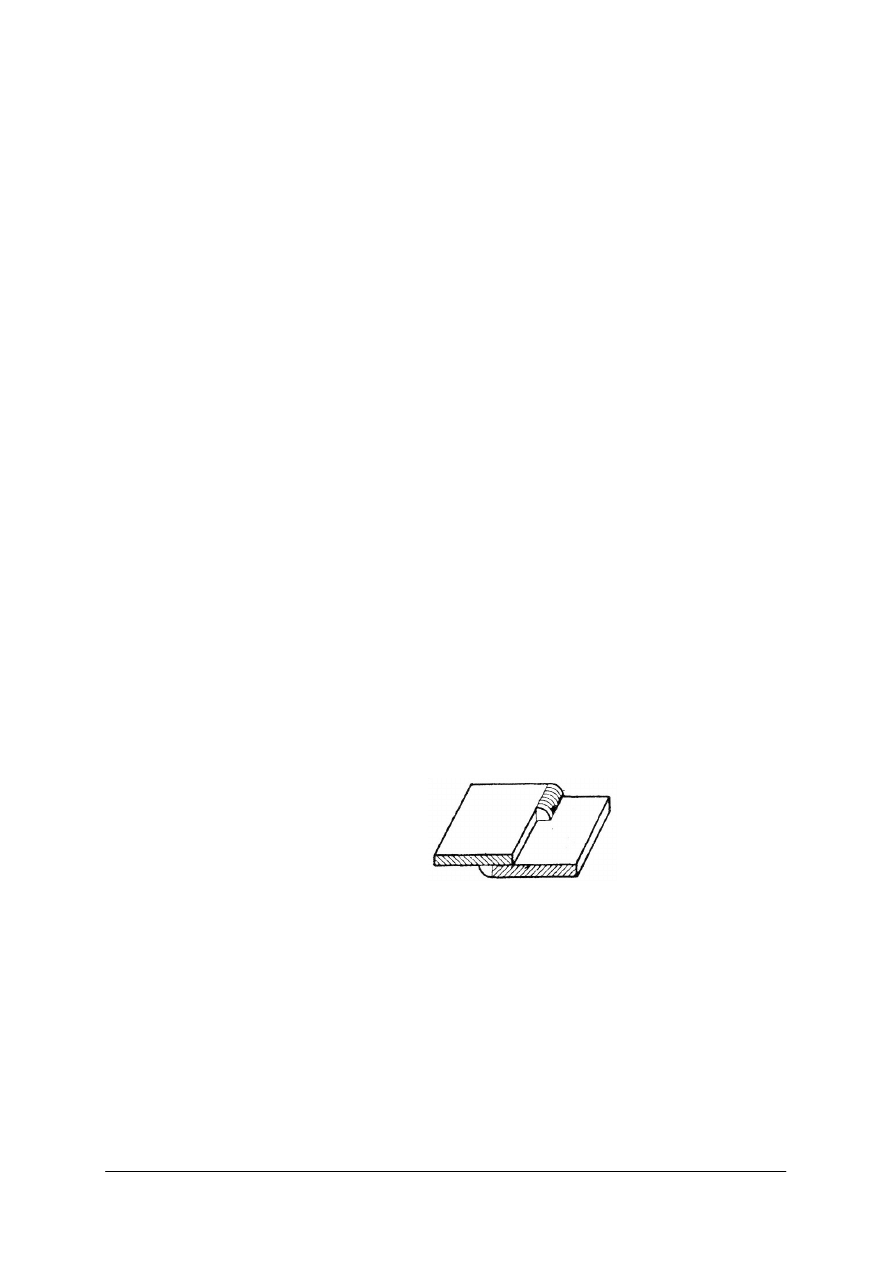
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 22 pytania o różnym stopniu trudności. Są to pytania wielokrotnego wyboru.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi na jakieś pytanie będzie Ci sprawiało trudność, wtedy odłóż
jego rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 35 minut.
Powodzenia
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1. Zalanie szczeliny pomiędzy łączonymi elementami ciekłym metalem z nadtopieniem ich
brzegów nazywa się
a) klejeniem.
b) spawaniem.
c) lutowaniem.
d) lutospawaniem.
2. Na rysunku przedstawione jest złącze
a) narożne.
b) doczołowe.
c) nakładkowe.
d) zakładkowe.
3. Łączenie elementów krótkimi odcinkami spoin w celu ustawienia odległości między nimi
nazywa się
a) sczepianiem.
b) pobielaniem.
c) prostowaniem.
d) spoinowaniem.
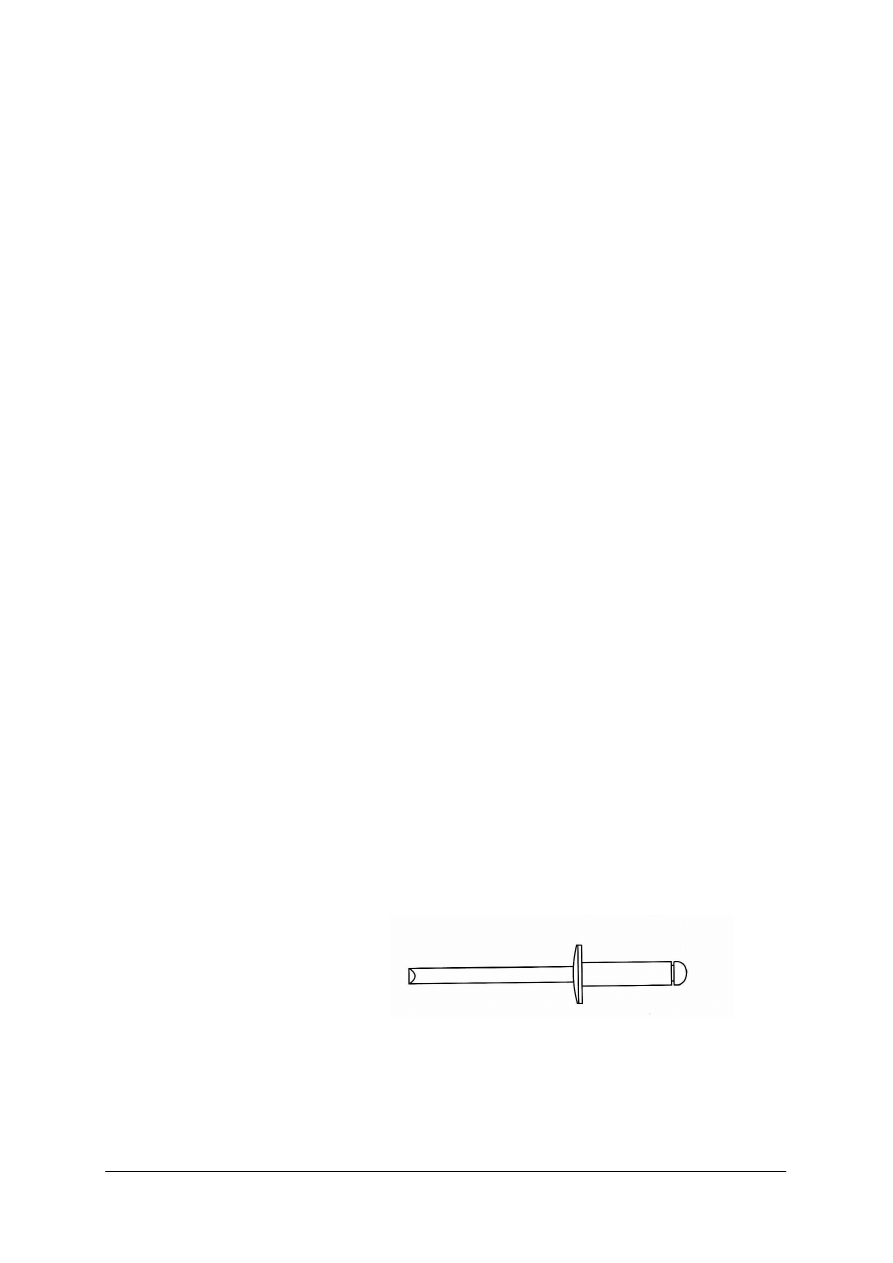
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4. Podczas spawania metodą MIG lub MAG używa się
a) palnika gazowego.
b) elektrody otulonej.
c) drutu w osłonie gazów.
d) elektrody nietopliwej w osłonie gazów.
5. Do spawania gazowego używa się
a) argonu i helu.
b) tlenu i wodoru.
c) tlenu i acetylenu.
d) dwutlenku węgla i wodoru.
6. Przy wykonywaniu wierteł, łączenie części roboczej i chwytowej odbywa się metodą
zgrzewania
a) liniowego.
b) garbowego.
c) punktowego.
d) doczołowego.
7. Do zgrzewania używa się prądu o
a) niskim napięciu i niskim natężeniu.
b) niskim napięciu i dużym natężeniu.
c) niskim natężeniu i wysokim napięciu.
d) wysokim napięciu i wysokim natężeniu.
8. Zgrzewanie elektrodami w kształcie krążków nazywa się zgrzewaniem
a) liniowym.
b) garbowym.
c) punktowym.
d) doczołowym.
9. Połączenie nierozłączne polegające na spęczeniu i uformowaniu łba na łączniku, to
a) skręcanie.
b) lutowanie.
c) nitowanie.
d) zgrzewanie.
10. Na rysunku przedstawiony jest
a) nit zrywalny.
b) gwóźdź dekarski.
c) wkręt do drewna.
d) wkręt samowiercący.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
11. Zalanie szczeliny pomiędzy łączonymi elementami, roztopionym metalem bez
nadtopienia ich brzegów nazywa się
a) klejeniem.
b) spawaniem.
c) lutowaniem.
d) zgrzewaniem.
12. Do lutowania elementów, które nie powinny się nagrzewać stosujemy luty niskotopliwe o
temperaturze topnienia
a) poniżej 70°C.
b) 70–150°C.
c) 150–550°C.
d) powyżej 550°C.
13. Przed lutowaniem ostrze lutownicy oczyszcza się przez pocieranie o
a) boraks.
b) pumeks.
c) salmiak.
d) amoniak.
14. Do lutowania obróbki blacharskiej z blach stalowych ocynkowanych używa się spoiwa
a) LC 40.
b) LC 60.
c) CL 50.
d) 40 CL.
15. Lutowanie twarde charakteryzują się temperaturą topienia lutu
a) 150–350°C.
b) 350–550°C.
c) 550–1100°C.
d) 1500–3000°C.
16. Do czyszczenia przed lutowaniem powierzchni blach stalowych ocynkowanych używa się
a) nafty.
b) boraksu.
c) kwasu solnego.
d) wody z mydłem.
17. Lutowanie twarde materiału z użyciem mosiądzu i przy ukosowanych powierzchniach
łączonych nazywa się
a) spawaniem.
b) lutowaniem.
c) pobielaniem.
d) lutospawaniem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
18. Przedstawicielem klejów rozpuszczalnikowych jest
a) Distal.
b) Epidian.
c) Butapren.
d) Cyjanopan.
19. Kit to substancja, która podczas schnięcia
a) bardzo silnie się kurczy.
b) nie zmniejsza swojej objętości.
c) wsiąka w powierzchnie klejone.
d) znacznie zwiększa swoją objętość.
20. Podczas której z wymienionych prac, należy używać rękawic gumowych?
a) Podczas zgrzewania blach.
b) Przy obsłudze elektronarzędzi.
c) Przy spawaniu w osłonie gazów.
d) Podczas pracy z kwasem w czasie lutowania.
21. Przygotowując wodny roztwór kwasu należy zawsze wlewać
a) kwas do wody.
b) wodę do kwasu.
c) kwas i wodę jednocześnie do naczynia.
d) składniki na przemian w dowolnej kolejności.
22. W pomieszczeniach, w których wykonuje się klejenie klejami rozpuszczalnikowymi, nie
należy
a) używać ognia otwartego.
b) używać rękawic gumowych.
c) używać okularów ochronnych.
d) włączać wyciągów i wentylatorów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie nierozłącznych połączeń blach
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
6. LITERATURA
1. Buksiński T., Szpecht A.: Rysunek techniczny. WSiP Warszawa 1999
2. Górecki A.: Podstawy technologii mechanicznej. WSiP Warszawa 1995
3. Groszkowski J.(red): Encyklopedia techniki – budowa maszyn. WNT, Warszawa 1969
4. Hillary J., Jarmoczuk S.: Ślusarstwo i spawalnictwo. WSiP Warszawa 1995
5. Jarmoczuk S.: Spawanie w osłonie dwutlenku węgla. ZDZ Warszawa 1995
6. Kawecki J., Świdziński J., Zgorzelski S.: Blacharstwo PWSZ, Warszawa 1971
7. Mac S.: Obróbka metali z materiałoznawstwem. WSiP Warszawa 1996
8. Maksymowicz A.: Rysunek zawodowy dla szkół zasadniczych. WSiP Warszawa 1998
9. Martinek W., Michnowski Z.: Dekarstwo i blacharstwo budowlane. WSiP, Warszawa 1999.
10. Mistur L.: Spawanie łukowe w osłonach gazowych według wytycznych krajowych
i europejskich. KaBe s.c. Krosno 2004
11. Okoniewski S.: Technologia metali cz. III. WSiP, Warszawa 1959
12. Paprocki k.: Rysunek techniczny. WSiP Warszawa 1997
13. Sękowscy A. i S.: Kleje w naszym domu. WNT Warszawa 1991
14. Katalog wyrobów metalowych – „Wkręt-met”, Cennik 2004
Wyszukiwarka
Podobne podstrony:
blacharz 721[01] z1 06 u
blacharz 721[01] z1 06 n
blacharz 721[01] z1 06 n
blacharz 721[01] z1 07 u
blacharz 721[01] z1 05 n
blacharz 721[01] z1 03 u
blacharz 721[01] z1 08 u
blacharz 721[01] z1 04 n
blacharz 721[01] z1 03 n
blacharz 721[01] z1 01 u
blacharz 721[01] z1 07 n
blacharz 721[01] z1 08 n
blacharz 721[01] z1 02 u
blacharz 721[01] z1 05 u
blacharz 721[01] z1 04 u
blacharz 721[01] z1 02 n
blacharz 721[01] z1 01 n
blacharz 721[01] z1 01 u
więcej podobnych podstron